

Ele tinha uma chapa nova de aço macio de 3 mm sobre a mesa, um “punção” brilhante preso lá em cima e a confiança de quem pensa que o metal funciona como o papel.
Carregou no pedal esperando um furo limpo.
O que obteve foi um baque forte, uma cratera rasa e uma aresta de ferramenta que nunca mais ficaria perpendicular.
A palavra na fatura dizia punção. Então por que não perfurou?
Numa oficina de estampagem, uma punção é uma ferramenta endurecida que corta o metal contra a abertura de uma matriz. Ela fatia. A folga entre punção e matriz é medida em centésimos de milímetro para que o material se frature de forma limpa. Isso é cortar.
Num prensa dobradeira, a “punção” é a ferramenta superior que empurra a chapa para dentro de uma matriz em V para criar uma dobra. Não há folga para corte. Não há zona de fratura. O raio da ponta é desenhado para controlar o raio interior da dobra, não para atuar como uma lâmina. Em sistemas modernos baseados em CNC, como uma prensa dobradeira da CN-HAWE, toda a estrutura da máquina e a lógica de controlo são concebidas especificamente para garantir precisão e repetibilidade na dobra — não para perfurar —, de modo que a geometria das ferramentas, a rigidez da estrutura e o controlo de movimento servem a dobra, não o corte.
Mesma palavra. Função diferente.
Se te aproximares de uma prensa dobradeira esperando que se comporte como uma prensa de punção, não sejas a pessoa que descobre a diferença com uma chapa destruída e uma fatura avermelhada. O nome cria a armadilha. A física decide o resultado. Então, o que exatamente o teu cérebro pressupõe quando ouve punção?

Imagina um cinto de couro e um furador. Alinhas, apertas, e cai um círculo de couro. As tuas mãos esperam essa mesma história quando ouvem a palavra.
Agora olha para uma punção standard de dobradeira. A ponta não é afiada como uma lâmina. Tem um raio definido — talvez 0,8 mm, talvez maior — porque quando dobras aço, não estás a tentar cortá-lo. Estás a esticar as fibras exteriores e a comprimir as interiores em torno desse raio.
Pensa em dobrar tecido de ganga rígido sobre o joelho. Não cortas o tecido. Obrigas-no a curvar. As fibras do exterior ficam tensas; as do interior acumulam-se. O aço comporta-se da mesma forma, apenas com mais resistência e menos tolerância.
Uma punção de corte concentra a força numa pequena aresta para superar a resistência ao corte do material e provocar fratura. Uma punção de dobradeira distribui a força ao longo de uma linha para que o material ceda e flua plasticamente sem rachar. Uma é uma faca. A outra é uma alavanca.
Por isso, quando alguém pergunta “Porque não cortou?”, a melhor questão é: onde está a folga de corte e para onde deveria ir a fratura?
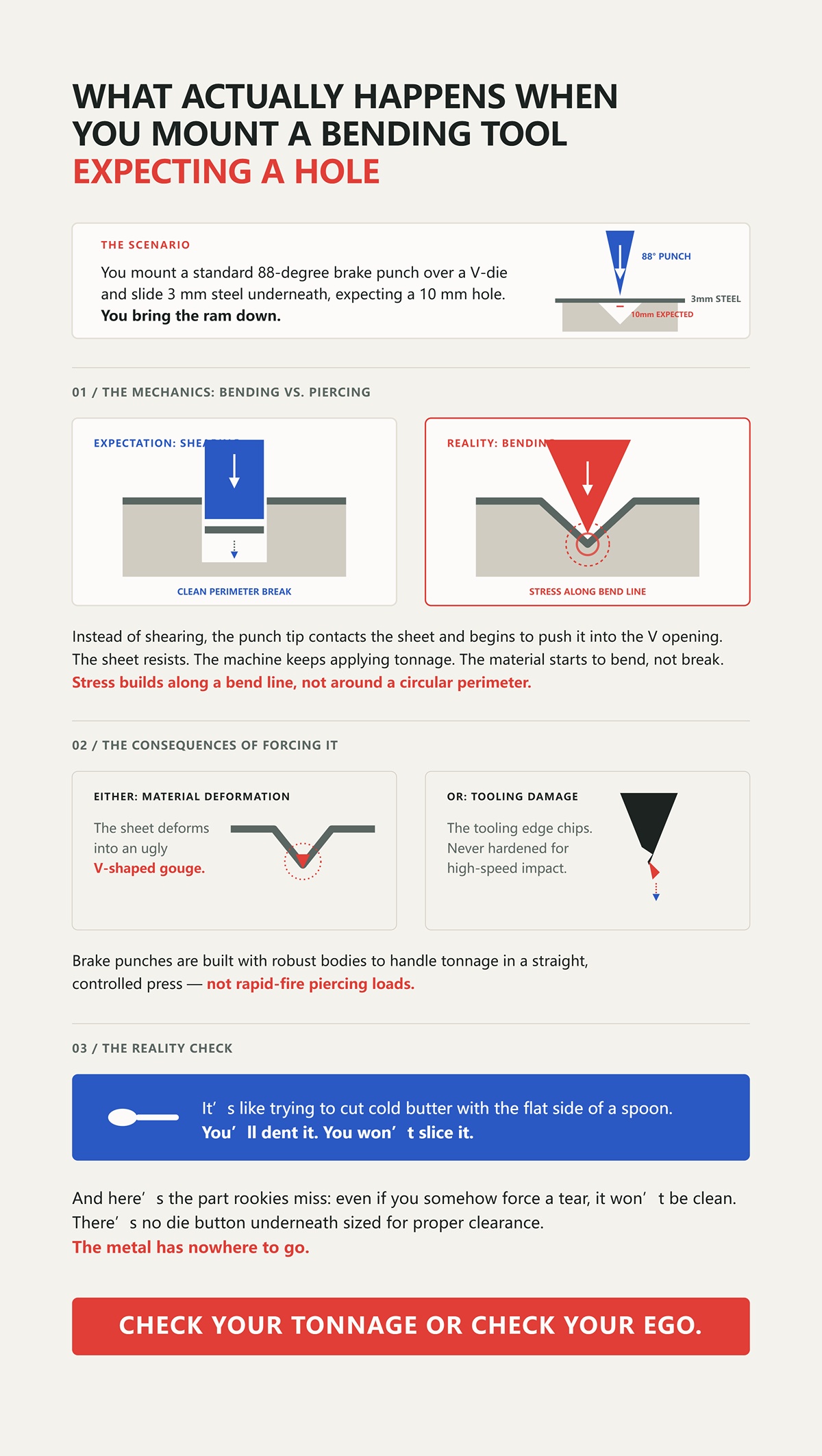
Digamos que montas uma punção standard de 88 graus sobre uma matriz em V e colocas aço de 3 mm por baixo, esperando um furo de 10 mm.
Baixas o martelo.
Em vez de cisalhamento, a ponta do punção contacta a chapa e começa a empurrá-la para a abertura em V. A chapa resiste. A máquina continua a aplicar tonelagem. O material começa a dobrar, não a partir. A tensão acumula-se ao longo de uma linha de dobra, não em torno de um perímetro circular.
Se continuares a forçar, acontecem duas coisas. Ou a chapa se deforma num feio sulco em forma de V, ou a aresta da ferramenta lasca porque nunca foi endurecida para impacto e fratura a alta velocidade, como seria uma ferramenta de punção de torre. Os punções de prensa de dobragem são construídos com corpos robustos para suportar tonelagem numa operação reta e controlada — não cargas de perfuração rápida.
É como tentar cortar manteiga fria com o lado plano de uma colher. Vais amassá-la. Não vais cortá-la.
E aqui está a parte que os novatos ignoram: mesmo que, de alguma forma, consigas forçar um rasgo, ele não será limpo. Não há um botão de matriz por baixo dimensionado para a folga adequada. O metal não tem para onde ir. Verifica a tua tonelagem ou verifica o teu ego.
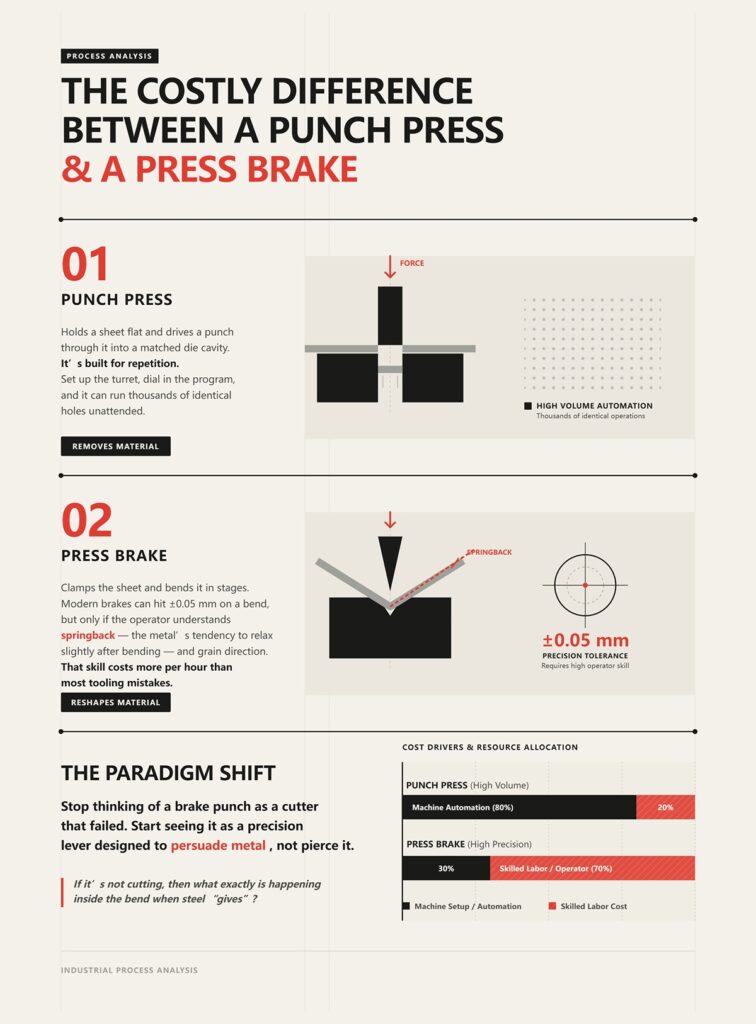
Uma prensa de punção mantém a chapa plana e força o punção através dela para uma cavidade de matriz correspondente. É construída para repetição. Configura a torre, ajusta o programa, e pode executar milhares de furos idênticos sem supervisão. É assim que as peças de produção longa geram lucro.
Uma prensa de dobragem prende a chapa e dobra-a em etapas. As prensas modernas podem alcançar ±0,05 mm numa dobra, mas apenas se o operador compreender o retorno elástico — a tendência do metal para relaxar ligeiramente após a dobra — e a direção do grão. Essa competência custa mais por hora do que a maioria dos erros de ferramentas.
Uma máquina remove material. A outra remodela-o.
Confundi-las, e não arriscas apenas quebrar ferramentas. Fixas mal os preços dos trabalhos, escolhes o processo errado para o volume e desperdiças mão de obra onde a automatização geraria lucro. Ou persegues velocidade com uma prensa de dobragem quando o que precisavas era de uma torre a perfurar furos toda a noite.
A mudança necessária é simples, mas desconfortável: deixa de pensar num punção de prensa de dobragem como um cortador que falhou. Começa a vê-lo como uma alavanca de precisão concebida para persuadir o metal, não para o perfurar.
Se não está a cortar, então o que exatamente acontece dentro da dobra quando o aço “cede”?
Tens aço macio de 3 mm assente sobre uma matriz em V. O punção desce e toca na chapa numa única linha ao longo do seu raio. Nesse momento, a chapa toca apenas em dois outros pontos: os ombros afiados no topo do V.
Três pontos de contacto. Essa é toda a história.
À medida que o êmbolo continua a descer, o metal não se divide. Ele pivotava. Os ombros da matriz atuam como fulcros, e o punção torna-se numa alavanca que aplica força entre eles. A superfície exterior da chapa entra em tensão — estica-se. A superfície interior entra em compressão — acumula-se. Quando a tensão nessa camada exterior excede o limite elástico do aço, os átomos deslizam permanentemente uns sobre os outros. Isso é deformação plástica. Sem zona de fratura. Sem retalho. Apenas cedência controlada.
Se isto fosse corte, a força seria concentrada numa aresta afiada e combinada com uma folga apertada para que o material seccionasse limpo. A folga entre o punção e a matriz é medida em centésimos de milímetro para que o material frature de forma limpa. Aqui, não existe tal folga porque a fratura não é o objetivo. O punção não está a tentar atravessar a chapa; está a empurrá-la para uma forma definida pela abertura da matriz.
Como dobrar ganga rígida sobre o joelho. Não rasgas o tecido. Persuades até que as fibras se reorganizem.
Por isso, a verdadeira questão não é “Porque não cortou?” mas sim “Como está a força a ser distribuída e para onde o metal pode fluir?”
Na dobragem ao ar — que representa a grande maioria do trabalho numa prensa de dobragem — o punção nunca força a chapa até ao fundo do V. Ele pára algures acima. O ângulo final depende de quão profundamente o punção entra na abertura, não apenas do ângulo da matriz.
Imagina um punção de 88 graus sobre uma matriz de 90 graus. Baixas parcialmente o êmbolo. A chapa toca na ponta do punção e nos dois ombros da matriz, formando um triângulo aberto por baixo. O metal está literalmente a dobrar-se no ar entre esses três pontos. É por isso que se chama dobragem no ar.
A precisão vem do controlo da profundidade do êmbolo. Uma fração de milímetro mais fundo altera o ângulo. Os ombros da matriz são os pontos de pivô; o punção é o aplicador de força e o medidor de profundidade.
Agora compara isso com a estampagem ao fundo. Na dobragem ao fundo, a chapa é pressionada firmemente numa matriz que tem, digamos, um ângulo incluído de 88 graus. A chapa é pressionada até tocar nas faces da matriz. O ângulo da matriz determina agora o ângulo de dobra mais do que a posição do êmbolo. Estás a conformar o metal à geometria da matriz.
E se fores ainda mais longe, na cunhagem, esmagas ligeiramente o material no fundo da matriz — forçando-o além do seu raio de dobra natural por pura força bruta. Isso pode exigir de três a cinco vezes mais força do que a dobragem no ar, porque não estás apenas a escoar as fibras externas; estás a comprimir e a alisar toda a zona da dobra.
Esse salto de força diz-te algo importante.
A força por si só não define o processo. O modo e o local onde essa força é aplicada é que o definem. A dobragem no ar usa alavancagem e profundidade controlada. A estampagem ao fundo usa a conformidade com a matriz. A cunhagem usa compressão local para fixar o ângulo. Nenhuma delas depende de uma aresta cortante a rasgar o aço.
Não sejas o tipo que pensa que mais força transforma uma ferramenta de conformação numa cortante. Verifica a tua tonnagem ou verifica o teu ego.
Pega em dois punções. Um tem um raio de ponta de 0,8 mm. O outro está afiado como uma lâmina.
O afiado parece agressivo. Sente-se decisivo na mão. Mas monta-o sobre uma matriz em V padrão e tenta dobrar aço de 3 mm — verás o problema rapidamente. A ponta afiada cava, criando um raio interior minúsculo que estica em excesso as fibras externas. Começam microfissuras. O acabamento superficial degrada-se. A vida útil da ferramenta diminui porque essa aresta fina não consegue distribuir a carga.
O raio de 0,8 mm, por outro lado, distribui a força sobre um arco controlado. Esse raio determina em grande parte o raio interior da dobra da peça durante a dobragem no ar. E esse raio interior determina quanto a superfície exterior deve esticar.
Eis o mecanismo: quanto menor o raio do punção em relação à espessura do material, maior a tensão nas fibras externas. Demasiado apertado, e ultrapassas o limite de alongamento do material — ele fissura. Demasiado grande, e obténs um raio interior que pode não cumprir o desenho.
Portanto, a “aresta de trabalho” não é a afiação. É a relação entre o raio do punção, a largura da abertura da matriz e a espessura e resistência do material.
Até a largura da abertura da matriz tem importância. Uma regra prática comum para aço macio é uma abertura em V cerca de 6 a 8 vezes a espessura do material. Essa relação influencia o raio interior resultante e a tonnagem necessária. Matriz mais estreita, raio mais apertado, tonnagem maior. Matriz mais larga, raio maior, tonnagem menor.
A geometria decide como o metal flui. A afiação apenas decide quão rapidamente estragas a ferramenta.
Se o punção é uma alavanca, o seu raio é a parte que toca na peça. Preferias pressionar manteiga fria com a aresta de uma faca ou com a curvatura de uma colher quando tentas moldá-la, não cortá-la?
Dobra esse aço macio de 3 mm a 90 graus em dobragem no ar. Liberta o êmbolo.
Não vai ficar nos 90.
Assim que a pressão é libertada, parte da deformação elástica — a parte que não escoou permanentemente — recupera. A dobra pode abrir até 92 graus. Isso é o retorno elástico. Todo o material o tem. Os aços de maior resistência têm mais retorno porque uma maior porção da deformação permanece elástica.
O que é que isso significa na prática?
Se quiseres um verdadeiro ângulo de 90 graus, podes ter de dobrar até 88 sob carga. Dobra-se propositadamente em excesso para que, quando o material relaxar, ele volte à especificação. O punção tem de descer mais do que o ângulo final sugere.
Isso, por si só, prova que o punção não é uma ferramenta de perfuração. Um cortador pára quando rompe o material. Um punção de conformação tem de antecipar o comportamento do material depois de a carga desaparecer. Não se trata apenas de moldar o metal sob força; trata-se de prever como ele se vai mover quando a força desaparecer.
Essa previsão depende da qualidade do material, espessura, direção do grão, largura da matriz e raio do punção. Altera um desses fatores e o retorno elástico muda.
Por isso, quando um novato diz: “Parece 90 sob pressão, está bom”, faço-o levantar o êmbolo e medir novamente.
Porque dobrar não é forçar o aço até ele ceder. É compreender como ele se deforma, como armazena energia e como devolve parte dessa energia.
Agora que já percebes o que acontece dentro da dobra — alavancagem, deformação controlada, retorno elástico — a próxima pergunta impõe-se:
Se a geometria controla o fluxo, como escolhes a forma de punção certa para o trabalho?
Vi um rapaz dobrar aço macio de 3 mm com um punção reto novinho, raio de ponta de 0,8 mm, perfil padrão de 88 graus. A primeira dobra correu bem. A segunda ficava a 20 mm, formando uma aba de retorno. Ele desceu o êmbolo e a parte de trás do corpo do punção bateu na primeira aba antes de o ângulo estar sequer próximo. A chapa não falhou. A máquina não falhou. A geometria é que falhou.
Dentro dessa dobra, as fibras externas esticavam-se para além do limite de elasticidade enquanto as internas se comprimiam, tal como um tecido rígido a dobrar-se sobre o joelho. Nada estava a ser cortado. O punção funcionava como uma alavanca controlada, empurrando o eixo neutro a deslocar-se e a zona plástica a formar-se num arco previsível. Mas o corpo da ferramenta — o aço acima daquele pequeno raio — precisava de espaço físico para se mover. Se o perfil não consegue desviar-se da peça que estás a criar, não obténs um corte defeituoso. Obténs uma colisão.
É por isso que a geometria do punção se prende com folga e controlo, não com afiação. Escolhes uma forma que permita que o material se dobre sem que a ferramenta colida com o teu próprio trabalho.
Entra em qualquer oficina e verás punções retos montados por defeito. Mesma altura, mesma largura de ombro, fáceis de alinhar ao longo da mesa. Para dobras abertas, sem abas próximas, são fiáveis. O perfil é simétrico, o caminho da carga é simples e o alinhamento é tolerante porque o corpo assenta diretamente sobre a linha central da matriz.
Mas olha para os números que se ignoram. Punções retos finos — com espessura de alma de 2 mm ou menos — atingem rapidamente risco de deformação quando os operadores empurram chapa grossa através de matrizes em V estreitas. Numa análise de falha em que participei, quando a pressão de dobragem ultrapassava cerca de 80 por cento da tonelagem nominal, a probabilidade de deformação nesses punções finos aumentava drasticamente quando usados em aço com mais de 3 mm. E perfis retos afiados estavam limitados a cerca de 100 toneladas por metro antes de surgirem danos permanentes.
Porquê? Porque o corpo de um punção reto conduz a carga diretamente para baixo. Sem alívio. Sem desvio. Se o combinares com uma matriz estreita para procurar um raio apertado, a tonelagem dispara. A força concentra-se perto da ponta e sobe por uma secção relativamente fina de aço da ferramenta. É como tentar dobrar manteiga fria com o bordo de uma régua em vez da curva de uma colher. Funciona — até deixar de funcionar.
E depois há a geometria da peça. O punção reto tem ombros que se alargam imediatamente acima da ponta. Isso significa que qualquer aba que se erga perto da linha de dobra se torna num obstáculo. A ferramenta não conhece o teu desenho técnico. Só conhece a sua própria forma.
Assim, o punção reto é versátil para formas simples. No momento em que a tua peça ganha uma segunda perna, esse mesmo perfil “padrão” torna-se a razão pela qual não consegues terminar o trabalho.
Pega nessa mesma chapa de 3 mm e projeta um canal em U com duas abas de 25 mm. A primeira dobra é fácil. Para a segunda, precisas que o punção desça para além da primeira aba sem lhe bater.
Entra na garganta de cisne.
O punção de garganta de cisne tem uma garganta aliviada — um desvio em forma de S no corpo — para que a massa superior da ferramenta se afaste da linha de dobra. Esse espaço de folga é o que permite que a flange previamente formada se encaixe dentro do perfil do punção enquanto a ponta continua a forçar a nova dobra. Nada nele é mais afiado. A magia está no espaço vazio.
Mas não te tornes romântico em relação a isto. Esse desvio altera os caminhos de carga. Agora, a força do êmbolo viaja através de uma geometria que não é vertical. Se o nivelamento da tua máquina estiver fora mais do que alguns décimos de milímetro por metro, ou se os pinos de fixação estiverem soltos, um desalinhamento superior a 0,1 mm começa a manifestar-se em ângulos de flange irregulares e torção. Em análises de defeitos industriais, erros de alinhamento nessa faixa representam uma parte significativa do refugo em flanges conformadas.
Um punção reto disfarça pequenos erros de alinhamento porque a sua massa está centrada. Um punção de garganta de cisne amplifica-os porque o corpo está recuado. Resolves um problema de colisão e introduces um problema de sensibilidade.
Portanto, quando escolhes um punção de garganta de cisne, estás a admitir que a geometria da peça requer folga — e é melhor certificares-te de que a geometria da máquina pode suportá-la.
Caso contrário, não estás a corresponder o perfil à peça. Estás a apostar que a tua configuração é suficientemente boa.
Aqui está algo que confunde os iniciantes todos os anos.
Precisas de uma dobra nítida de 90 graus em aço inoxidável de 2 mm. Em vez de usares um punção de 90 graus, montas um punção agudo de 30 graus sobre uma matriz em V padrão e fazes uma dobra ao ar até à profundidade. Sob carga, a chapa enrola-se parcialmente em torno desse ângulo estreito. Após o retorno elástico, relaxa para 90.
Parece ao contrário até olhares para a mecânica.
Um punção agudo concentra o contacto mais próximo da linha central no início do curso. Esse ângulo incluído mais apertado permite-te dobrar em excesso sem que os ombros do punção interfiram com os ombros da matriz. Obténs mais deslocamento angular antes da interferência mecânica, o que é crítico para materiais com elevado retorno elástico, como o inoxidável.
Mas aqui está o problema. Raios de ponta menores em punções agudos aumentam a deformação superficial. Em alumínio macio, um raio demasiado apertado pode deixar marcas ou até iniciar fissuras se ignorares as orientações sobre o raio interno mínimo. E se combinares esse punção agudo com uma matriz em V muito estreita, tentando obter um raio interno estético, a tonelagem aumenta rapidamente. Um raio grande exige força numa abertura estreita. O compromisso inverte o que os principiantes esperam.
Portanto, não escolhes uma ferramenta de 30 graus porque parece agressiva. Escolhes-a porque a sua geometria permite uma dobra controlada em excesso e folga antes da interferência — mantendo-se dentro dos limites de elongação do material e do envelope de tonelagem da máquina.
Perfis diferentes existem porque as peças têm forma, os materiais têm limites e as máquinas têm estrutura. O punção é uma alavanca com um corpo que deve mover-se através do espaço. Se o seu perfil não corresponder à geometria da peça e ao comportamento do material, nenhuma afiação te salvará.
E, uma vez que aceites que a forma governa o sucesso, a próxima pergunta deixa de ser “Qual punção parece certo?” e passa a ser “Quanta força exigirá esta geometria da minha máquina?”
Há alguns anos, um novo contratado trouxe um carrinho até à minha prensa dobradeira com aço macio de 4 mm e uma matriz em V de 32 mm já fixada. Fez a única pergunta que realmente importa: “Quanta força é que isto vai exigir?”
Dado que o portefólio de produtos da CN-HAWE é CNC 100% e cobre cenários de topo em corte a laser, dobragem, ranhuramento e corte, para leitores que desejem materiais detalhados, Brochuras é um recurso útil de seguimento.
Executa a fórmula padrão de tonelagem para dobra ao ar em aço macio e essa configuração resulta em cerca de 100 toneladas ao longo de 3 metros de comprimento. Mesma chapa. Mesma matriz. Altera de dobra ao ar para cunhagem, e a força necessária aumenta dramaticamente, porque agora estás a comprimir o material no ângulo da matriz em vez de o deixar flutuar e formar. A máquina não se importa como lhe chamas. Ela sente a pressão.
Esse número não tem a ver com afiação. Tem a ver com alavancagem. A ponta do punção é um braço de alavanca que empurra a chapa para dentro da abertura em V. Muda a largura da abertura, muda a alavancagem. Muda a espessura, muda a resistência. O metal comporta-se como ganga rígida: quanto mais largo o suporte, mais facilmente dobra; aperta-o e ele resiste. Portanto, a verdadeira questão não é “O meu punção é suficientemente afiado?” mas sim “Com que abertura de matriz o estou a combinar, e o que isso faz à força?”
É aí que a matemática te mantém vivo.
Coloca uma chapa de 3 mm sobre uma matriz em V de 24 mm. Essa é a clássica relação 8:1 — abertura da matriz oito vezes a espessura do material. Faz uma flexão a ar e, normalmente, obterás um raio interior próximo da espessura do material. A chapa não está a ser cortada; está a ser esticada por fora e comprimida por dentro até ceder e tomar forma.
Agora fecha essa matriz para 18 mm porque queres um raio interior mais apertado. Nada mais mudou. Mesmo punção. Mesmo aço. A tonelagem aumenta rapidamente. Porquê? Porque uma abertura em V menor encurta o braço de alavanca. A punção tem de empurrar com mais força para forçar a chapa a entrar num espaço mais estreito. A força concentra-se sob a ponta e nas ombreiras da matriz. A tensão aumenta no aço da ferramenta e na chapa.
Abre a matriz para 30 ou até 36 mm em chapa grossa — relações 10:1 ou 12:1 — e a tonelagem necessária cai, e o raio interior aumenta. Esse raio maior não é um defeito. É o resultado natural de permitir que o material flua em vez de o estrangular.
Os principiantes tratam a regra 8:1 como escritura. É um ponto de partida, não uma lei. Material fino, abaixo de cerca de 3 mm, comporta-se muitas vezes de forma diferente; uma matriz demasiado larga pode tornar o controlo do ângulo impreciso. Chapa grossa precisa frequentemente de mais de 8:1 para manter a tonelagem em níveis aceitáveis. A abertura da matriz determina em grande parte o raio interior na flexão a ar, e esse raio dita quanto as fibras exteriores têm de se esticar. Se as alongares além do limite de elongação, surgem fissuras. Se as forçares num espaço demasiado apertado, a tonelagem dispara.
Não escolhes o raio da ponta da punção isoladamente. Ele tem de suportar o raio que a abertura da matriz irá naturalmente produzir. Se a matriz quer formar um raio interior de 3 mm e usas uma ponta afiada de 0,5 mm, o que fizeste foi concentrar tensão no primeiro contacto. A chapa continuará a tentar conformar-se à geometria da matriz. A matemática vence.
Então, se a abertura da matriz condiciona o raio e a força, o que acontece quando ignoras o lado da força nessa equação?
Já vi uma punção reta com uma alma fina — cerca de 2 mm no corpo — classificada para cerca de 100 toneladas por metro em segurança. Parecia bem na prateleira. Limpa. Afiada. O operador combinou-a com uma matriz estreita para aço de 4 mm, tentando atingir um raio interior apenas estético. A prensa-tesoura tinha capacidade. A ferramenta, não.
O que obteve foi um baque forte, uma cratera rasa e uma aresta de ferramenta que nunca mais ficaria perpendicular.
Aqui está a armadilha: a tonelagem da máquina não é a tonelagem da ferramenta. Uma prensa de 170 toneladas não transforma magicamente cada punção do armário numa punção de 170 toneladas. Quando estreitas a abertura em V, a tonelagem necessária aumenta. Quando aumentas a espessura do material, a tonelagem necessária aumenta. Quando cunhas em vez de dobrares a ar, a tonelagem explode porque estás a deformar plasticamente toda a zona da dobra para combinar com o ângulo da punção.
E a carga não é distribuída de forma uniforme. Uma matriz em V pequena concentra a força numa área de contacto menor na ponta da punção e nas ombreiras da matriz. A tensão local pode exceder o limite de escoamento do aço-ferramenta mesmo que a tonelagem total da máquina pareça “dentro dos limites”. É assim que se deformam pontas e se introduzem fissuras microscópicas que mais tarde se tornam falhas catastróficas.
Os catálogos de ferramentas publicam o máximo de toneladas por metro por uma razão. Esses números assumem aberturas de matriz adequadas e flexão a ar, salvo indicação em contrário. Ignorar esse contexto é jogar com aço temperado sob pressão hidráulica.
Não sejas o tipo que confia mais no manómetro da máquina do que na tabela das ferramentas. Verifica a tua tonelagem ou verifica o teu ego.
Mas a força sozinha não te diz quando reuniste geometria e material de forma errada. A própria chapa começa a falar.
Pega em aço inoxidável de 2 mm com elongação moderada. Usa-o numa matriz que te dá cerca de 2 mm de raio interior. Agora troca por uma punção aguda com uma ponta muito estreita — digamos 0,5 mm — porque queres uma linha nítida. Nas primeiras pancadas, a dobra parece boa. À décima, começas a ver estrias brilhantes ao longo da linha de dobra e rasgos finos na superfície do raio exterior.
Isso é o início de gripagem e microfissuração.
Quando o raio da ponta da punção é muito menor do que o raio que o material consegue formar confortavelmente, o primeiro contacto cria uma deformação superficial extremamente alta. As fibras externas esticam-se além do que essa liga consegue suportar. O inoxidável, em especial, encrua rapidamente. Cada pancada torna a superfície mais dura e menos tolerante. A ferramenta começa a ficar com material agarrado — desgaste adesivo — porque pressão e fricção são elevadas. Isso é gripagem.
Ao mesmo tempo, uma ponta mais afiada aumenta o retorno elástico. A chapa abraça-se firme sob carga, depois liberta-se mais agressivamente quando a pressão é removida. Os operadores respondem dobrando demais — indo mais fundo para atingir o ângulo — o que aumenta novamente a força. Agora criaste um ciclo: raio afiado → maior deformação superficial → mais retorno elástico → curso mais profundo → mais tonelagem.
Rachas na parte exterior da curvatura não são má sorte. São um cálculo de tensão que recusaste fazer. O desgaste por atrito na punção não é apenas estético. É prova de pressão e fricção além do que essa combinação deveria suportar.
O metal não se importa com o nome que consta na fatura da ferramenta. Essa palavra na fatura dizia punção. O que tens nas mãos é uma alavanca de conformação de precisão que deve respeitar espessura, abertura da matriz, alongamento e carga nominal.
Se alinhares esses fatores, a curvatura torna-se previsível. Ignora-os, e a máquina vai ensinar-te através de ruído e desperdício.
Um jovem comprador perguntou-me uma vez como escolher o raio de punção “certo” para aço macio de 4 mm numa matriz em V de 32 mm. Eu disse-lhe: começa pela matriz, confirma o raio interior natural que ela vai formar, certifica-te de que o nariz da punção suporta esse raio sem concentrar tensão, depois verifica a classificação em toneladas por metro da ferramenta face à tabela de tonagem para essa configuração. Ele acenou com a cabeça. Depois encomendou uma linda punção de estilo europeu que nem sequer encaixava no seu aríete americano.
Podes calcular o raio o dia inteiro. Se a lingueta não corresponder à tua máquina, é um peso de papel.
É aqui que os principiantes voltam à mentalidade da “ferramenta afiada”. Pensam que compatibilidade significa “vai fazer a dobra que quero?”. Não. Compatibilidade começa mais acima: esta punção encaixa fisicamente no aríete, alinha-se sob carga e transfere a força da forma como a máquina foi concebida para a transferir? Porque uma punção de prensa dobradeira é uma alavanca de conformação. E uma alavanca só funciona se estiver corretamente ancorada.
Por isso, antes de te preocupares com o raio do nariz, faz uma pergunta mais básica: esta ferramenta pertence a esta máquina?
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e abrange cenários de alto nível em corte a laser, dobragem, canalização e corte, se o próximo passo for falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Retira uma punção de estilo americano e outra de estilo europeu da prateleira e coloca-as lado a lado. As extremidades de trabalho podem parecer semelhantes. Os topos não. A lingueta americana é larga e pesada, concebida para máquinas mecânicas antigas e hidráulicas iniciais com barras de aperto robustas. As linguetas europeias são mais estreitas, muitas vezes usadas com sistemas de fixação segmentados e de troca rápida que dependem de posicionamento vertical preciso.
Essa pequena diferença no topo dita tudo.
Já vi oficinas comprarem ferramentas europeias de precisão porque o catálogo prometia melhor consistência de ângulo. Depois descobrem que o aríete americano mais antigo não a aperta corretamente sem um adaptador. Agora introduziste outra interface — mais um empilhamento de tolerâncias — entre o aríete e a punção. Sob carga, mesmo alguns centésimos de milímetro de folga vertical alteram o ângulo da dobra ao longo do comprimento. A folga entre punção e matriz é medida em centésimos de milímetro para que o material se rompa limpo em operações de puncionamento; na dobragem, pequenos desalinhamentos semelhantes traduzem-se em ângulos inconsistentes entre peças.
Pensas que estás a procurar um melhor raio. O que estás realmente a fazer é acumular tolerâncias.
Historicamente, isto não é por acaso. As prensas mecânicas americanas foram construídas como tratores — grandes superfícies de apoio, desgaste visível, aviso gradual antes da falha. Os sistemas hidráulicos europeus perseguiam precisão e troca rápida. Filosofias diferentes. Geometrias de lingueta diferentes. Ecossistemas diferentes. Uma vez que a tua máquina é construída em torno de um deles, estás praticamente comprometido com esse sistema.
Não sejas a pessoa que compra uma linda punção europeia e depois descobre que o aríete americano nem sequer a segura.
E mesmo que consigas fazê-la encaixar, deverias?
No final dos anos 1960 e 70, as oficinas operavam máquinas “híbridas” — potência hidráulica com aríetes e sistemas de fixação de estilo mecânico. No papel, funcionavam. No chão, tínhamos de resolver problemas de alinhamento semanalmente. O aríete movia-se suavemente, mas a fixação não foi concebida para as ferramentas segmentadas de precisão que os operários tentavam introduzir. Resultado: carga desigual, desgaste localizado, deriva misteriosa de ângulo.
Eis o que acontece mecanicamente quando misturas sistemas.
Uma punção de precisão de estilo europeu espera uma determinada distribuição de pressão de fixação e superfície de referência vertical. Coloca-a numa máquina concebida para uma lingueta americana mais larga e muitas vezes acabarás a depender de parafusos de ajuste ou adaptadores para manter a posição. Sob 80 ou 100 toneladas por metro, essa interface pode deslocar-se microscopicamente. Não o suficiente para se ver. O suficiente para alterar a forma como a alavanca transmite a força à chapa.
O metal sob flexão comporta-se como ganga rígida. Pressiona-se gradualmente e ele flui. Concentra a pressão num ponto instável e ele vinca onde não planeaste. Quando o punção oscila na braçadeira, já não estás a aplicar força diretamente na linha central. Estás a introduzir uma carga lateral. Essa carga lateral não afeta apenas a peça — afeta as guias do êmbolo e os ombros da ferramenta.
Agora, o teu raio de ponta cuidadosamente calculado está a trabalhar através de uma alavanca torta.
Consegues operar híbridos com sucesso? Sim, com adaptadores adequados, dimensionados para a carga, e com o alinhamento verificado ao longo de todo o comprimento da cama usando dobras de teste e calibres de folga. Mas isso é disciplina de engenharia, não pensamento desejoso.
A questão torna-se mais aguda: mesmo que encaixe e alinhe, a tua máquina aguenta a carga que a geometria do punção exige?
Em 1974, a Cincinnati construiu uma quinadeira com uma capacidade de cerca de 1500 toneladas em 10 metros. Hoje, existem monstros avaliados em 5000 ou 6000 toneladas. Portanto, poderias pensar que a resistência das máquinas já ultrapassou as preocupações com as ferramentas.
Não ultrapassou.
A maioria das oficinas não opera gigantes de 6000 toneladas. Estão a usar quinadeiras de 100 a 400 toneladas em comprimentos de 3 ou 4 metros. E cada máquina tem uma tonagem nominal por pé ou por metro baseada nos limites de deflexão da estrutura. Excede isso, e não arriscas apenas as ferramentas — arriscas uma deformação permanente da estrutura.
Aqui está o mecanismo.
Quando reduzes a abertura da matriz para conseguir um raio interno mais apertado, a tonagem necessária aumenta acentuadamente. Se depois selecionas um punção com um raio de ponta pequeno para “ajudar” essa dobra apertada, aumentas a pressão de contacto na extremidade. Maior pressão significa mais tonagem total necessária para atingir o mesmo ângulo, porque estás a resistir ao fluxo do material em vez de o permitir.
Essa carga viaja desde a ponta do punção, sobe através do corpo, entra no êmbolo, atravessa as laterais da estrutura e desce até à base. As estruturas são projetadas para flexionar elasticamente dentro de limites. Se ultrapassares esse limite repetidamente, alteras a geometria da máquina. Agora, mesmo ferramentas corretamente selecionadas não produzirão ângulos consistentes porque a própria máquina deformou-se.
Medi máquinas que estavam alguns décimos fora do paralelismo de ponta a ponta após anos a sobrecarregar matrizes estreitas em chapa grossa. Os operadores culpavam o retorno elástico. O verdadeiro culpado era o excesso cumulativo de tonagem.
É por isso que a seleção do punção não é separável da capacidade da máquina. O raio de ponta do punção deve suportar o raio natural da matriz para que a tonagem se mantenha dentro da faixa esperada de dobragem ao ar. O corpo deve assentar corretamente para transferir a carga de forma direta. E o total de toneladas por metro deve permanecer dentro dos limites tanto das ferramentas como da máquina.
Caso contrário, não estás apenas a dobrar aço.
Estás a dobrar a máquina que supostamente o deveria dobrar por ti.
Com a compatibilidade das ferramentas resolvida, há mais uma encruzilhada: quando é que esta alavanca de conformação deixa completamente de ser a ferramenta certa, e quando é que precisas realmente de uma verdadeira máquina de punçonar?
Em que ponto deixas de tentar fazer uma quinadeira comportar-se e trazes uma punçonadora?
No momento em que precisas de luz a atravessar o metal.
Até agora temos falado sobre alavancas, percursos de carga e limites de tonagem — como um punção numa quinadeira modela o material da mesma forma que dobras uma ganga rígida sobre o joelho. Pressão controlada. Fluxo gradual. Geometria a guiar a física. Todo esse sistema parte do princípio de que estás a conformar, não a remover.
No momento em que o teu desenho mostra um furo, um entalhe, uma grelha de ventilação ou um conjunto de ranhuras, cruzaste uma linha. Não uma linha de ferramenta. Uma linha de física.
Uma quinadeira move o material. Uma prensa de punção separa-o.
Essa distinção parece simples até alguém tentar enganá-la.
Se precisa de um orifício de 10 mm numa chapa de 3 mm, uma punção de quinadeira nunca será a resposta certa. Não tem folga de matriz para corte. Não tem extrator para puxar a chapa da punção de corte. Não tem forma de controlar a ejeção do resíduo. A folga entre punção e matriz numa operação de punção real é medida em centésimos de milímetro para que o material se fracture de forma limpa. Esse espaço apertado é o que permite que o metal ceda, rache e se separe em vez de se esticar como caramelo.
Uma configuração de quinadeira não tem essa relação. Tem uma matriz em V destinada a suportar a dobra, não a atuar como anel de corte.
Agora imagine isso em escala maior.
Digamos que precisa de 400 orifícios de ventilação num painel. Uma prensa de punção fixa a chapa uma vez e indexa-a automaticamente, avançando posição após posição a velocidades que tornam o reposicionamento manual algo pré-histórico. Uma única configuração. Golpes repetidos. Separação limpa em cada operação. Aquela máquina foi construída para repetição e remoção.
Tente isso numa quinadeira e estará a posicionar à mão em cada golpe, a torcer para que o alinhamento se mantenha correto e a fingir que uma alavanca de conformação é uma ferramenta de corte.
Não seja a pessoa que transforma uma quinadeira numa imitação lenta e irritada de uma prensa de torreta.
E sim, aqui está o detalhe que confunde as pessoas: as quinadeiras conseguem dobrar chapas mais espessas do que muitas prensas de punção conseguem perfurar. Dobre a espessura e a força de punção aumenta rapidamente — mais rápido do que a maioria dos iniciantes espera. Há trabalhos em que uma prensa de punção perde força enquanto uma quinadeira aguenta e forma a mesma espessura o dia todo.
Isso não significa que a quinadeira deva perfurar.
Significa apenas que a espessura, por si só, não decide a máquina. A operação é que decide.
A dobrar aço inoxidável espesso? Quinadeira. A cortar orifícios em qualquer coisa? Prensa de punção.
Se a peça precisa de espaço aberto, pare de discutir com o desenho.
Deixe-me pintar-lhe um cenário que já vi demasiadas vezes.
A palavra na fatura dizia punção. O que ele obteve foi um estrondo alto, uma cratera rasa e uma aresta da ferramenta que nunca mais voltaria a ser quadrada.
Aqui está o motivo.
Uma punção de quinadeira é endurecida para carga compressiva ao longo da sua linha central. Espera contacto distribuído ao longo de uma linha de dobra. Quando tenta empurrá-la diretamente contra a chapa para “abrir” um buraco, concentra força num ponto minúsculo sem folga adequada de matriz por baixo. Em vez de fratura limpa, o material estica, encrua e depois cede de forma irregular. A carga dispara. A ponta deforma-se ou lasca. O êmbolo sente um choque que nunca foi feito para sentir.
O metal ao dobrar comporta-se como manteiga fria sob pressão constante. O metal ao perfurar comporta-se como uma bolacha a partir-se.
Modos de falha diferentes. Geometria de ferramenta diferente. Máquinas diferentes.
E há mais do que apenas ferramentas em risco. Sem uma abertura de matriz ajustada e projetada para cisalhamento, a força não percorre de forma ordenada uma aresta de corte até um anel de apoio. Espalha-se pelos ombros da matriz em V e de volta para as guias do martelo como impacto. Já não se trata de uma força hidráulica suave. É carga de choque.
O choque é o que solta as braçadeiras, martela os ombros das linguetas e inicia aquele tipo de desgaste que não se nota até os ângulos se desviarem “sem motivo”.”
Não verá os danos num único golpe. Vai senti-los seis meses depois.
Será que poderia conceber uma configuração especial para trincar ou cortar parcialmente numa quinadora? Em teoria, com ferramentas personalizadas e controlo cuidadoso de carga, pode fazer coisas invulgares. As oficinas já fizeram coisas mais estranhas. Mas, quando terminar de projetar tudo isso, terá reconstruído uma prensa de punção rudimentar dentro de uma máquina que nunca foi feita para ser uma.
E essa é a verdadeira fronteira.
Um punção de quinadora é uma alavanca de conformação de precisão. Convence o metal a tomar forma. Não o corta. Quando lhe pede para separar o material, já não está a ajustar geometria à física do material — está a ignorar ambas.
Por isso, antes de lutar com a configuração, faça uma pergunta clara: esta característica requer remoção de metal ou apenas a sua deslocação?
A sua resposta dir-lhe-á qual a máquina que deve estar no chão de fábrica.
E, depois de escolher a máquina certa, como tornar essa escolha sistemática em vez de instintiva?
Quer um método repetível para decidir entre uma quinadora e uma prensa de punção, não uma intuição e uma prece.
Ótimo. Instinto é o nome que os principiantes dão ao palpite.
Eis a estrutura que ensino aos novos funcionários depois de terem amolgado algo caro: decidir por camadas, e deixar que a física vete cada passo. Primeira pergunta: o desenho exige remoção de material ou apenas deslocação? Se precisa de deixar passar luz através da chapa, já está — prensa de punção. Se são apenas dobras, bainhas, desníveis, abas — agora ganhou o direito de abrir o armário de ferramentas da quinadora.
Mas isso é apenas a bifurcação no caminho. A verdadeira disciplina começa depois de escolher a conformação. Porque uma quinadora permite‑lhe facilmente montar uma combinação que encaixa nas braçadeiras e ainda assim sobrecarrega a mesa, deforma o punção ou flete o martelo como uma prancha de mergulho.
Por isso, a lista de verificação não é “Qual ferramenta parece a certa?” É “Esta geometria corresponde ao meu material e à minha máquina?”
E isso começa com os números gravados na lateral da máquina que a maioria dos principiantes nunca lê.
Toda a quinadora tem um gráfico de tonelagem. Ele indica, para uma determinada espessura de material e abertura de matriz, quantas toneladas por pé — ou por metro — são necessárias para dobrar esse material no ar.
Isso não é uma sugestão. É o custo de dobrar ganga rígida em vez de algodão de T‑shirt.
Suponha que o seu gráfico indica que aço macio de 4 mm sobre 3 metros requer perto de 100 toneladas com uma determinada matriz em V. Muito bem. A sua quinadora indica um máximo de 120 toneladas. Pensa que está seguro.
Talvez.
Agora observa os limites de carga da linha central. Muitas máquinas de 10 pés e 100 toneladas atingem o máximo por volta de 1,3 a 1,5 toneladas por polegada no centro, porque a mesa e o martelo flexionam mais nessa zona. Se concentrares demasiada força no meio, não dobras apenas o aço — dobras a própria máquina. Esse dano não aparece hoje. Surge quando, seis meses depois, os ângulos começam a desviar-se e ninguém percebe porquê.
E ainda não terminámos.
As ferramentas também têm limites. A área de apoio — os ombros da matriz que sustentam a carga — só pode suportar um certo número de toneladas por pé quadrado antes de se deformar. Já vi montagens em que a máquina tinha margem de capacidade, mas os ombros da matriz já estavam acima do limite. A ferramenta cedeu antes da peça.
Não sejas a pessoa que olha apenas para a placa da máquina e ignora o catálogo de ferramentas.
Agora adiciona os coeficientes de material. O aço inoxidável não é aço macio com um acabamento mais bonito. Requer mais força. Já vi oficinas a calcular 117 toneladas para uma dobra em inox, aumentar para 175 após aplicar um multiplicador, e ainda assim ter de alargar a matriz para reduzir a força a um nível seguro. Matriz mais larga, menos força — mas maior raio interior. A geometria muda. De repente, o raio do punção que escolheste já não corresponde à nova realidade.
É aqui que a lista de verificação mostra o seu valor:
Se alguma etapa falhar, redesenha — segmentos de dobra mais curtos, largura de matriz diferente, ou, se o desenho não permitir, uma máquina diferente.
Por vezes, a resposta honesta é: esta prensa dobradeira não consegue fazer esta dobra neste comprimento.
Isso não é derrota. É respeito pelos percursos de carga.
Verifica a tua tonelagem ou verifica o teu ego.
Mas mesmo com todas as tabelas alinhadas, há ainda um hábito mental que faz tropeçar muita gente.
A mudança não óbvia é esta: deixa de pensar em como é a ponta do punção e começa a pensar em como a força se propaga através do sistema.
Um punção de quinadeira é uma alavanca. O êmbolo empurra para baixo. O material repousa sobre uma matriz em V. A força distribui-se ao longo de uma linha, não de um ponto. O metal cede gradualmente, como ao pressionar manteiga fria com a aresta de uma régua. Deformação controlada.
No momento em que perguntas: “Posso simplesmente empurrar isto até passar?”, mudaste de modelo mental sem te aperceberes.
Se a característica requer separação, precisas de folga de matriz medida em centésimos de milímetro para que o material se frature de forma limpa. Esse é o mundo das prensas de corte — folgas apertadas, chapas de extração, controlo das aparas. Se a característica requer ângulo, raio, offset — então estás a gerir o raio interno, o retorno elástico e a largura da matriz.
Perguntas diferentes. Física diferente.
Aqui está o método de decisão que deves levar contigo:
Já não escolhes entre máquinas com base na espessura. Escolhes com base em se o metal deve fraturar ou fluir — e se a tua máquina consegue guiar esse fluxo sem ultrapassar os seus limites estruturais.
Esse é o ponto de vista.
Deixa de perguntar como é o punção. Começa a perguntar o que o metal tem de fazer — e se a tua máquina pode aplicar essa força de forma limpa, ao longo do caminho certo, por todo o comprimento da dobra.
Quando passas a ver o trabalho como gestão de forças em vez de seleção de ferramentas, não escolhes apenas a máquina certa.
Deixas também de culpar a errada.


















