

Die neue 175-Tonnen-CNC-Gesenkbiegepresse war noch warm von der Installation, als der Besitzer zu mir sagte: “Jetzt können wir alles biegen.”
In dieser Woche stellten sie 20-Gauge-Elektrokästen her. Fünfzig hier. Dreißig dort. Vier Flanschvarianten. Bis Freitag hatte der Bediener mehr Zeit damit verbracht, Stempel zu suchen und Matrizen zu wechseln, als tatsächlich Metall zu biegen. Die Maschine konnte den ganzen Tag Halbzollplatten formen. Sie tat es nur nie.
Leistung ist keine Performance. Nicht, wenn sie untätig auf das Werkzeug wartet.
Hersteller lieben es, Tonnage zu verkaufen. Werkstätten lieben es, Spielraum zu kaufen. Ich habe Besitzer beobachtet, die ihre Gesenkbiegepressen um 20–30 Prozent “für die Zukunft” überdimensionieren, überzeugt, dass mehr Kraft gleich mehr Möglichkeiten bedeutet. Was sie tatsächlich kauften, war ein $4,000-Werkzeugfehler als das erste überdimensionierte Matrizenset nicht zu der dünnen Blechware passte, die sie tatsächlich bearbeiteten.
Hören Sie, eine Gesenkbiegepresse, die über zehn Fuß eine Halbzollplatte biegen kann, ist ein Wunderwerk. Aber wenn 80 Prozent Ihres Produktionsplans aus 18- bis 22-Gauge-Bügeln, Abdeckungen und Kästen bestehen, verwandelt sich dieses Wunder in eine sehr teure Werkzeugwechselstation. Eine Kapazität, die über Ihre Arbeitslast hinausgeht, ist nicht neutral – sie zieht den Arbeitsablauf hinter sich her wie einen Anhänger voller Eisen.
Also, wenn Gesenkbiegepressen so überlegen sind, warum behalten die besten Werkstätten, die ich kenne, immer noch eine Fingerbiegemaschine fest am Boden verschraubt?
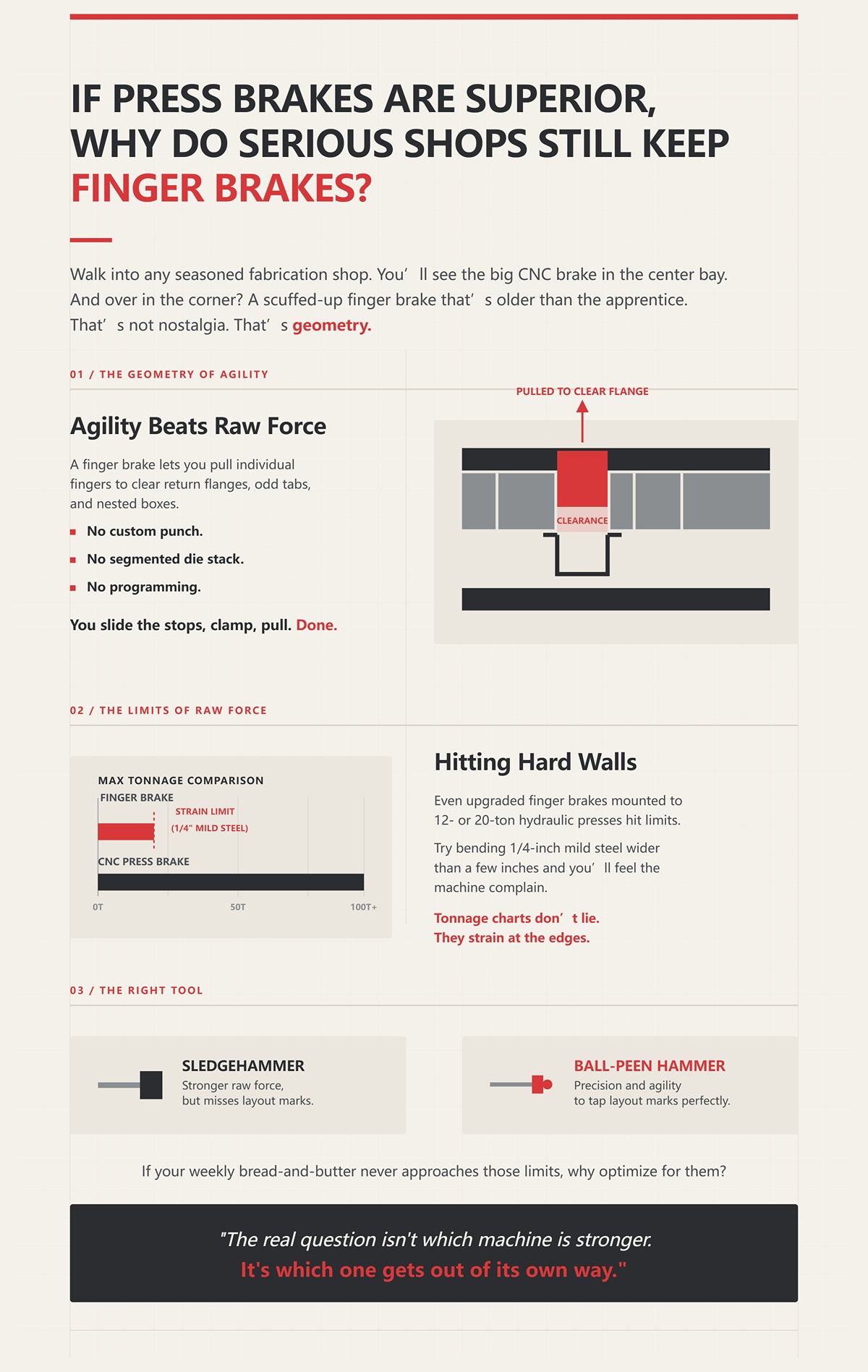
Betreten Sie eine erfahrene Metallbaufirma. Sie sehen in der Mitte der Halle die große CNC-Biegemaschine. Und in der Ecke? Eine verkratzte Fingerbiegemaschine, die älter ist als der Lehrling.
Das ist keine Nostalgie. Das ist Geometrie.
Eine Fingerbiegemaschine ermöglicht es, einzelne Finger zu entfernen, um Rückflansche, unregelmäßige Laschen, verschachtelte Kästen freizulegen – kein Spezialstempel, kein geteilter Matrizenstapel, keine Programmierung. Anschläge einstellen, spannen, ziehen. Fertig. Bei Kleinserienteilen schlägt diese geometrische Flexibilität rohe Kraft jedes Mal.
Aber seien wir ehrlich über Grenzen. Selbst aufgerüstete Fingerbiegemaschinen, die auf 12- oder 20-Tonnen-Hydraulikpressen montiert sind, stoßen an harte Grenzen. Versuchen Sie, 1/4-Zoll-Stahl breiter als ein paar Zoll zu biegen, und Sie werden spüren, wie die Maschine protestiert. Tonnagetabellen lügen nicht. Sie ächzen an den Rändern.
Aber genau das ist der Punkt.
Wenn Ihr wöchentliches Hauptgeschäft diese Grenzen nie erreicht, warum sollten Sie dafür optimieren? Ein Vorschlaghammer ist stärker als ein Kugelhammer, aber Sie markieren keine Layout-Punkte mit einem Vorschlaghammer. So verfehlt man das Ziel.
Die eigentliche Frage ist nicht, welche Maschine stärker ist. Sondern welche sich selbst am wenigsten im Weg steht.
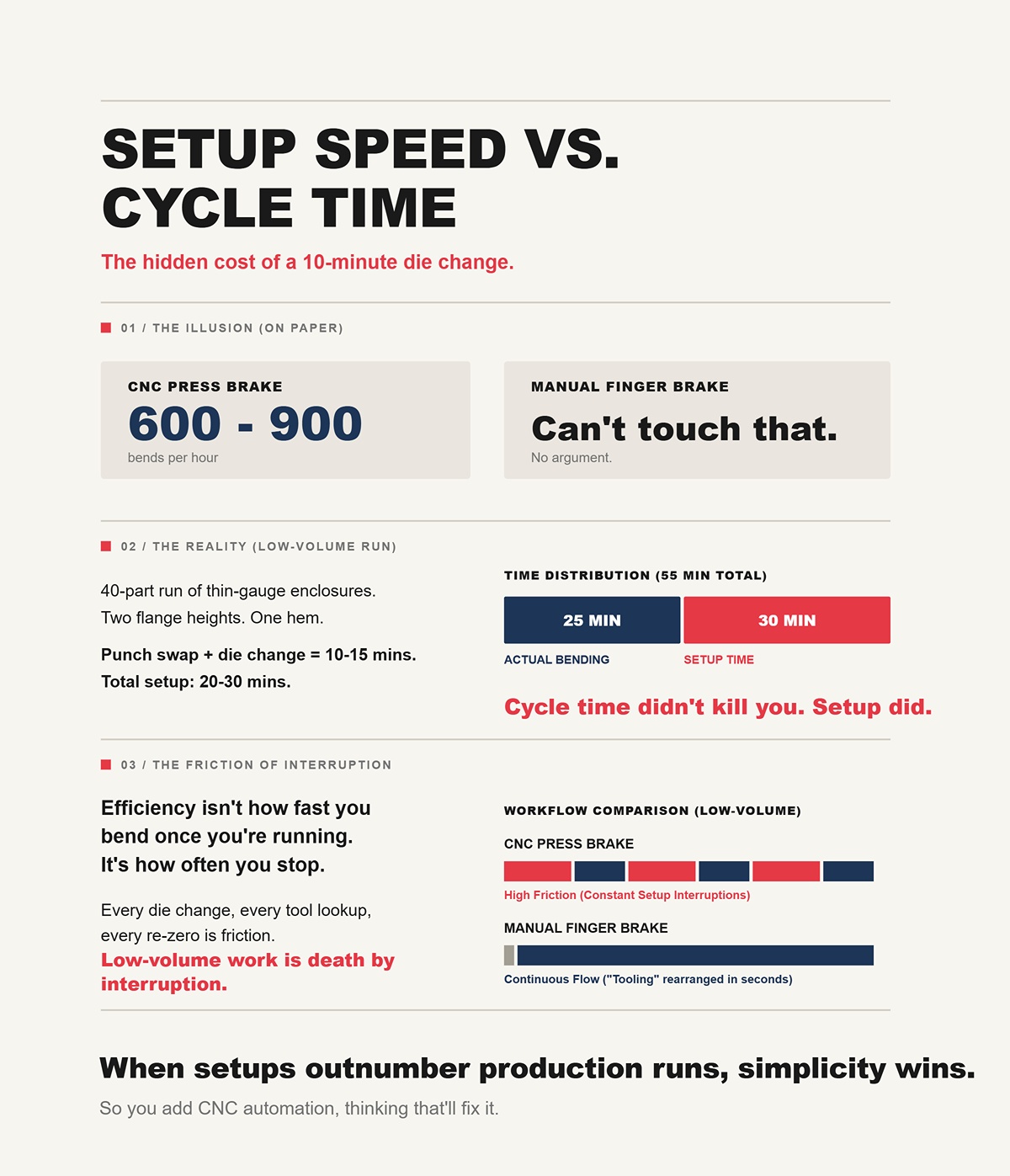
Auf dem Papier kann eine CNC-Gesenkbiegepresse 600 bis 900 Biegungen pro Stunde schaffen. Eine manuelle Fingerbiegemaschine kommt da nicht mit. Keine Diskussion.
Stell dir Folgendes vor: eine Serie von 40 dünnwandigen Gehäusen. Zwei Flanschhöhen. Eine Kante. Auf der Abkantpresse bedeutet das einen Stempelwechsel und einen Matrizenwechsel. Nennen wir es 10 Minuten, wenn dein Bediener fit ist. Fünfzehn, wenn er menschlich ist.
Das sind 20–30 Minuten Einrichtungszeit für einen Auftrag, der vielleicht nur 25 Minuten tatsächliches Biegen erfordert.
Die Zykluszeit hat dich nicht umgebracht. Die Einrichtung schon.
Hör zu, Effizienz bedeutet nicht, wie schnell du biegst, wenn du einmal läufst. Sie bedeutet, wie oft du aufhörst zu laufen. Kleinserienarbeit ist Tod durch Unterbrechung. Jeder Matrizenwechsel, jede Werkzeugsuche, jedes erneute Nullsetzen ist Reibung. Die Schwenkbiegemaschine vermeidet das meiste davon, weil das “Werkzeug” schon da ist – segmentierte Finger, die du in Sekunden per Hand umstellst.
Wenn die Einrichtungszyklen die Produktionsläufe übersteigen, gewinnt die Einfachheit.
Also fügst du CNC-Automatisierung hinzu und denkst, das wird es richten.
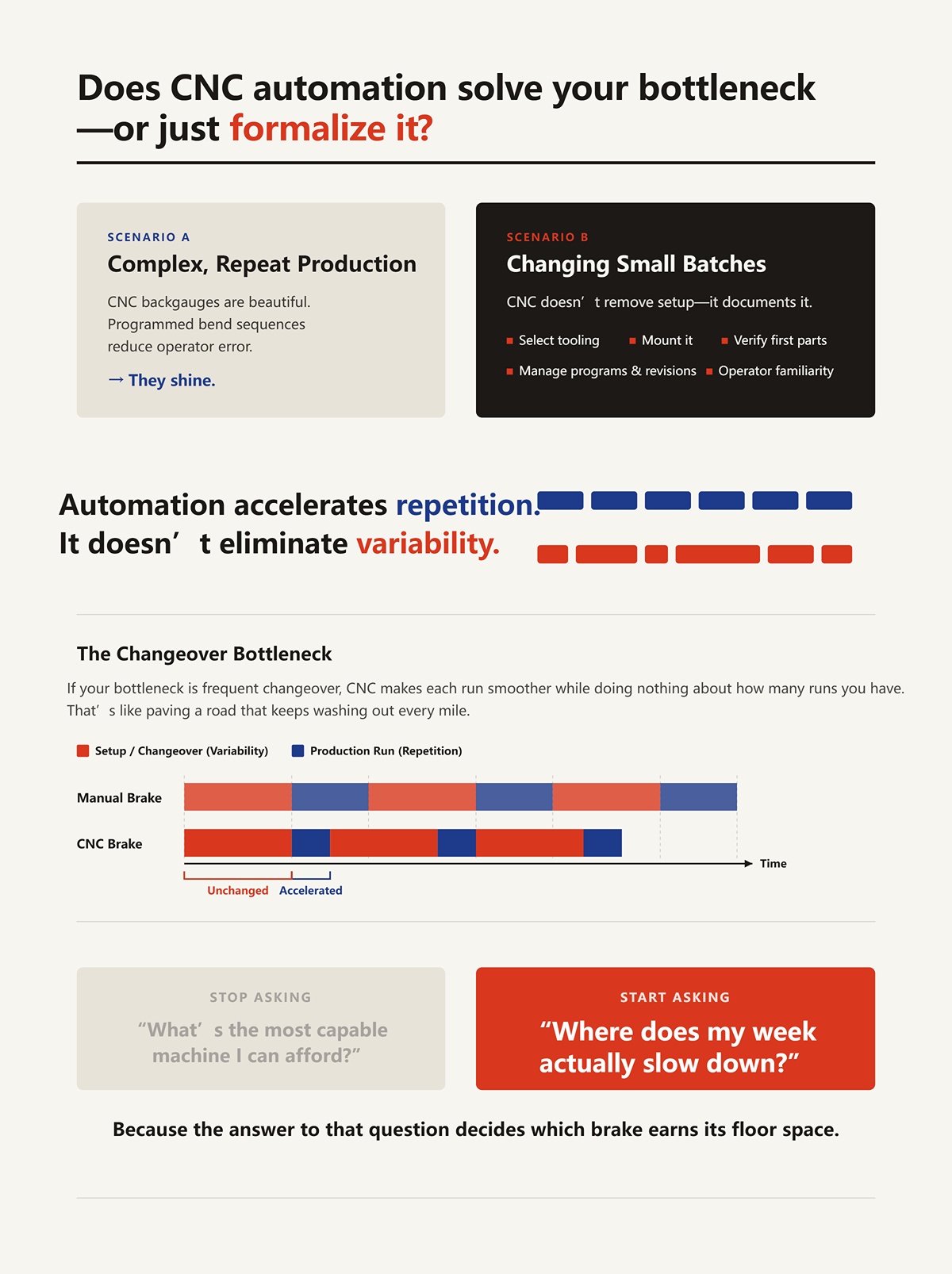
CNC-Hinteranschläge sind schön. Programmierte Biegefolgen verringern Bedienfehler. Bei komplexer, wiederholter Produktion? Da glänzen sie.
Aber bei sich ständig ändernden Kleinserien beseitigt CNC die Einrichtung nicht – sie dokumentiert sie. Du wählst immer noch das Werkzeug aus. Du montierst es immer noch. Du überprüfst immer noch die ersten Teile. Jetzt verwaltest du zusätzlich Programme, Revisionen und die Vertrautheit des Bedieners.
Automatisierung beschleunigt Wiederholung. Sie beseitigt keine Variabilität.
Wenn dein Engpass häufiger Wechsel ist, kann CNC jeden Lauf reibungsloser machen, ohne etwas an der Anzahl der Läufe zu ändern. Das ist, als würdest du eine Straße asphaltieren, die sich alle paar Kilometer wieder auswäscht.
Am Ende davon möchte ich, dass du die Veränderung spürst: Hör auf zu fragen “Was ist die leistungsfähigste Maschine, die ich mir leisten kann?” und fang an zu fragen “Wo verlangsamt sich meine Woche tatsächlich?”
Denn die Antwort auf diese Frage entscheidet, welche Abkantmaschine sich ihren Platz auf dem Werkstattboden verdient.
Willst du eine praktische Methode, um zu entscheiden, welche Abkantmaschine zu deiner Arbeitslast passt?
Beginne mit einem einzigen Teil. Ein Gehäuse aus 20er-Blech, 12 Zoll breit, 8 Zoll tief, 4 Zoll hohe Seiten, vier Rückflansche. Fünfzig Stück. Dann nächste Woche dasselbe Grundmaß, aber ein Flansch ist 5 Zoll und an der Seite befindet sich eine Ausbrechlasche.
Auf einer Abkantpresse hängt das Teil von der Werkzeuggeometrie ab – Leben oder Tod. Auf einer Schwenkbiegemaschine hängt es davon ab, ob du zwei Finger herausnehmen und eine Lücke lassen kannst.
Dieser Unterschied hat nichts mit Stärke zu tun. Er betrifft den physischen Zugang.
Eine Abkantpresse ist ein Schienensystem – Stempel oben, Matrize unten. Alles, was du formst, muss zwischen diesen Schienen hindurch, ohne mit unbeweglichem Stahl zu kollidieren. Eine Schwenkbiegemaschine ist ein Lattenzaun – entferne die Latten, die du nicht brauchst, und das Metall schwingt durch die freie Luft. Schienensystem versus Lattenzaun. Gleicher Berufstitel. Unterschiedliche Freiheiten.
Wenn deine Woche voll ist mit Kleinserien von Kästen, Abdeckungen, Halterungen und Änderungen, ist geometrische Freiheit kein Luxus. Sie ist das, was dich davor bewahrt, das Teil so umzukonstruieren, dass es zur Maschine passt – statt umgekehrt.
Wo zeigt sich diese Freiheit eigentlich im echten Metall?
Stellen Sie sich eine einfache Box vor: vier Seiten hochgebogen, dann wollen Sie die letzte Ecke mit einer kleinen Rückfalte schließen, die innen hineinragt.
Bei einer Abkantpresse stehen nach dem Formen von drei Seiten die Wände der teilweise geformten Box senkrecht nach oben. Jetzt versuchen Sie, sie unter einen geraden Stempel und in eine gerade Matrize zu schieben. Diese Wände stoßen mit dem Stempelhalter oder dem Rahmen zusammen, bevor Sie überhaupt das Pedal berühren. Sie können Gänsehals-Stempel kaufen, um etwas Platz zu schaffen. Sie können segmentierte Matrizen verwenden. Sie können die Biegungen in Sequenz ausführen.
Aber der Stahl lügt nicht. Wenn die geformten Wände höher sind als der verfügbare Halsraum und die Stempelfreiheit, sind Sie fertig. Alle Tonnage der Welt wird das Teil nicht retten.
Hören Sie, ich habe gesehen, wie Werkstätten dem mit Sonderwerkzeugen nachgejagt sind. Spezielle Versatzstempel. Kundenspezifisch gefertigte Matrizenstapel. Einzelanfertigungen für ein Produkt, das 200 Stück pro Jahr verkauft wurde. So landen Sie am Ende beim $4,000-Werkzeugfehler weil die Revision die Flanschhöhe um einen halben Zoll geändert hat.
Gehen Sie jetzt zur Schwenkbiegemaschine. Ziehen Sie die beiden Finger heraus, wo die Rückfalte Platz braucht. Biegen Sie drei Seiten. Schwenken Sie die letzte Falte in die entstandene Lücke. Keine Kollision. Kein Sonderstahl. Nur leerer Raum, wo Sie ihn brauchen.
Das ist das Box-und-Pan-Paradoxon: Die größere, stärkere Maschine ist manchmal diejenige, die eingeengt ist.
Aber Geometrie geht nicht nur darum, ob das Teil passt. Es geht darum, ob das Werkzeug Ihnen erlaubt, das zu Ende zu bringen, was Sie angefangen haben.
Nehmen Sie 16-Gauge Baustahl – etwa die obere Komfortgrenze für die meisten manuellen Schwenkbiegemaschinen. Sie wollen einen 3-Zoll-Flansch entlang einer Kante und dann eine 1-Zoll-Rückfalte auf diesem Flansch.
Bei einer Abkantpresse ist die Tonnage trivial. Luftbiegen von 16-Gauge über einen Fuß kann je nach V-Matrizenöffnung ein paar Tonnen erfordern. Kein Problem selbst für eine kleine hydraulische Einheit. Das Problem ist nicht die Kraft. Es ist der lichte Raum – der offene vertikale Abstand zwischen Kolben und Bett – und das Stempelprofil.
Wenn Ihr Stempel nicht genug Tiefgang hat, trifft der 3-Zoll-Flansch auf den Stempelkörper, bevor die 1-Zoll-Rückfalte 90 Grad erreicht. Also tauschen Sie gegen einen tieferen Gänsehalsstempel. Das verändert Ihren Biegeabzug. Jetzt verschiebt sich Ihr Zuschnitt. Sie passen das Programm an. Das erste Teil ist 0,030 Zoll zu lang, weil Edelstahl stärker zurückfedert als Baustahl – etwa 1,5 mal so viel Kraft und mehr elastische Rückstellung. Jetzt unterlegen Sie den Hinteranschlag.
Das sind drei Anpassungen, bevor Sie fünf Teile gefertigt haben.
Bei einer Schwenkbiegemaschine ist die Freigabe in das Design integriert. Die abnehmbaren Finger erzeugen vertikale Lücken, durch die hohe Flansche hindurchpassen können. Sie kämpfen nicht gegen ein festes Stempelprofil. Sie entscheiden, welcher Stahl bleibt und welcher Stahl entfernt wird.
Aber lassen Sie uns nicht so tun, als wären Schwenkbiegemaschinen magisch. Die meisten 24-Zoll-Box-und-Pan-Maschinen schaffen maximal 16-Gauge Baustahl, weil Sie das Hydrauliksystem sind. Ihre Arme sind die Tonnagetabelle. Versuchen Sie 10-Gauge, und Sie bleiben auf halbem Weg stecken.
Das ist die Grenzlinie. Geometrische Freiheit gewinnt im Dünnblechbereich. Gehen Sie in dickere Platten über, und die Abkantpresse wird nicht nur praktisch – sie wird erforderlich.
Wenn Schwenkbiegemaschinen also keine dickeren Einzelanfertigungen bewältigen können, warum dominieren sie trotzdem die frühe Phase der kundenspezifischen Arbeit?
Ein Kunde kommt mit einer Skizze auf einer Serviette herein. Aluminiumplatte, 0,090 Zoll dick. Drei Biegungen. Eine Seite könnte sich ändern, je nachdem, wie sie sich vor Ort einfügt.
An der Abkantpresse wählst du einen Stempel, wählst eine Matrizenöffnung, um den gewünschten Innenradius zu treffen, stellst deinen Hinteranschlag ein, programmierst die Reihenfolge, führst eine Probebiegung durch, misst das Rückfedern und passt an. Zehn bis fünfzehn Minuten, wenn du schnell bist. Länger, wenn du von einem vorherigen Auftrag mit anderem Werkzeug wechselst.
An der Schwenkbiegemaschine stellst du den Tiefenanschlag mit einem Maßband ein, entfernst die Finger, die du nicht brauchst, spannst und biegst. Wenn der Flansch 1/8 Zoll länger sein muss, verschiebst du den Anschlag und ziehst erneut. Kein Werkzeuglager. Keine Programmänderung. Kein Warten auf den Hub der Presse.
Hör zu, die Zykluszeit einer CNC-Abkantpresse schlägt eine manuelle Maschine, sobald du bei Hunderten von Teilen bist. Dreißig hier. Fünfzig dort. Kein Vergleich.
Aber genau das ist der Punkt.
Beim Prototyping ist die langsamste Tätigkeit nicht das Biegen. Es ist die Entscheidung. Je schneller du deine Meinung ändern kannst, desto schneller nähert sich das Teil etwas Brauchbarem. Eine Abkantpresse belohnt Gewissheit. Eine Schwenkbiegemaschine toleriert Zweifel.
Hier also der praktische Test, den du verlangt hast: Schau dir die Aufträge vom letzten Monat an. Wie viele lagen unter 100 Stück? Wie viele waren 18- bis 22-Gauge? Wie oft änderten sich Flanschehöhen oder Laschenpositionen nach dem ersten Teil?
Wenn die meisten deiner Antworten in dünnem Metall und ständiger Überarbeitung liegen, wird sich geometrische Freiheit jede Woche auszahlen.
Und wenn nicht – wenn deine Arbeit dicker, länger und gleichmäßiger wird – ab welchem Punkt reicht Freiheit nicht mehr aus?
Eine Werkstatt, in der ich gearbeitet habe, bog 18-Gauge-verzinkte Halterungen für ein Telekommunikationsgestell – vier Biegungen pro Stück, nichts Besonderes. Erste Woche: 40 Stück. Zweite Woche: 120. Nach drei Monaten versendeten sie 600 pro Woche, gleiche Zeichnung, gleiches Material, keine Änderungen.
Bei 40 Stück ergab die Schwenkbiegemaschine Sinn. Spannen, biegen, lösen. Zehn Sekunden pro Biegung, wenn der Bediener konstant war. Aber bei 600 pro Woche sind das 2.400 Biegungen. Selbst bei sauberen 8 Sekunden pro Biegung starrst du auf über fünf Stunden nichts als Armzüge – und das ist, bevor die Ermüdung deinen Winkel beim Teil Nummer 317 um ein Grad flacher werden lässt.
Das ist die Schwelle.
Wenn sich deine Teile nicht mehr ändern und dein Volumen ungefähr 300–500 identische Stücke pro Woche in dünnem Material oder über 100 in mittlerem Material erreicht, verschiebt sich die Frage von “Kann ich es herstellen?” zu “Kann ich es am Freitag um 16:30 Uhr genauso herstellen wie am Montag um 8?” Das ist der Punkt, an dem die Abkantpresse ihren Platz auf dem Werkstattboden verdient.
Aber was bricht eigentlich zuerst – die Maschine oder der Mensch?
Ich habe gesehen, wie ein guter Bediener an einer Schwenkbiegemaschine den ganzen Vormittag ±1 Grad bei 20-Gauge hielt. Bis zum Mittag schleicht sich Abweichung ein. Nicht, weil er vergessen hat, wie es geht. Weil Stahl zurückdrückt.
Manuelle Biegemaschinen hängen von Muskelkraft und Gefühl ab. Selbst kleine Unterschiede in der Zuggeschwindigkeit verändern, wie sich das Blatt biegt. Die Spannleiste biegt sich leicht unter Last. Rückfederung – die Tendenz des Metalls, sich nach dem Biegen wieder etwas zu öffnen – variiert von Blech zu Blech. Bei 18-Gauge-Weichstahl verschiebt ein Grad Abweichung an einem 1-Zoll-Flansch die Kantenposition um etwa 0,017 Zoll. Stapelst du vier Biegungen, summiert sich der Fehler zu Baugruppen, die nicht zusammenpassen.
Eine hydraulische Abkantpresse wird nicht müde. Der Stößel fährt jedes Mal den gleichen Hub. Selbst eine einfache, nicht-CNC-Maschine übt über Zylinder statt über Schultern eine gleichbleibende Kraft aus. Fügst du einen Hinteranschlag hinzu – einen angetriebenen Anschlag, der das Teil positioniert – wird deine Flanschlänge nicht per Auge mit einem Maßband eingestellt; sie wird auf eine programmierte Position innerhalb weniger Tausendstel geführt.
Hör zu, die Wiederholgenauigkeits-Mauer hat nichts mit Stolz zu tun. Es geht um Mathematik und Ermüdung.
Wenn du über 500 identische Halterungen herstellst, kann der Kostenaufwand für eine Serie, die außerhalb der Toleranz gerät, deine ganze Woche zunichtemachen. Ich habe Werkstätten gesehen, die 150 Teile verschrotten mussten, weil der Bediener nicht bemerkte, dass sich der Winkel nach dem Wechsel auf eine neue Spule um 1,5 Grad geöffnet hatte. Das war ein $3,200 Ausschusslauf—all das, weil der Prozess sich auf Gefühl statt auf Hubsteuerung stützte.
Fingerbiegemaschine gegenüber Abkantpresse ist hier wie Drehmomentschlüssel gegenüber Brechstange. Die eine wendet Kraft präzise und reproduzierbar an; die andere hängt davon ab, wie stark du dich heute hineinlehnst.
Volumen zeigt menschliche Grenzen auf. Dicke zeigt physikalische Grenzen.
Nimm 10-Gauge-Mildstahl – etwa 0,135 Zoll dick. Versuch, ein 24 Zoll breites Stück auf 90 Grad zu biegen, auf einer Standard-Box-und-Pan-Biegemaschine für 16-Gauge ausgelegt. Du kommst bis zur Hälfte und fühlst, wie der ganze Rahmen protestiert. Die Klemmleiste hebt sich. Der Biegebalken biegt sich. Du hörst auf, bevor etwas bricht.
Diese Angabe ist kein Marketinggeschwätz. Sie ist Strukturdesign. Die Drehbolzen, die Steifigkeit des Biegebalkens, der Klemdruck – alles ist auf einen maximalen Biegemoment ausgelegt. Überschreitest du ihn, bekommst du nicht nur eine schlechte Biegung. Du verziehst die Maschine dauerhaft.
Abkantpressen berechnen den benötigten Tonnenwert nach Materialstärke, Zugfestigkeit, Biegelänge und Matrizenöffnung. Zum Beispiel könnte Luftbiegen von 10-Gauge-Mildstahl über einer 1-Zoll-V-Matrize etwa 12–15 Tonnen pro Fuß erfordern. Bei 4 Fuß bist du im Bereich von 50–60 Tonnen. Das ist Routinearbeit selbst für eine mittlere hydraulische Presse.
Hör zu, sobald deine üblichen Arbeiten bei 12-Gauge und dicker liegen, ist die Diskussion vorbei. Du brauchst kontrollierte Tonnenleistung.
Und es geht nicht nur darum, ob man “es biegen kann”. Dickere Materialien verstärken den Rückfederungseffekt. Edelstahl bei 12-Gauge kann um 2–3 Grad zurückfedern. Auf einer Abkantpresse überbiegt man, indem man einen tieferen Hub programmiert. Bei einer Fingerbiegemaschine rätst du, ziehst stärker, prüfst mit dem Winkel, biegst nach. Jede Korrektur härtet die Biegelinie weiter aus und erhöht die Bruchgefahr.
Geometrie siegt bei dünnem Blech. Physik siegt bei Platte.
Jetzt haben wir zwei klare Grenzen gezogen: Volumen und Dicke. Was macht die Abkantpresse tatsächlich profitabel, sobald du sie überschreitest?
Ich kam in eine Werkstatt, in der die Abkantpresse seit drei Monaten keinen Werkzeugwechsel mehr erlebt hatte. Gleiche Oberwerkzeuge, gleiche Vierfach-V-Matrize, gleiche Hinteranschlagpositionen. Sie fertigten eine Familie von Halterungen – nur die Länge variierte. Der Bediener lud, trat aufs Pedal, Teil fiel ab, wiederholte. Sie schafften 700–800 Biegungen pro Stunde auf einer CNC-Presse. Nicht, weil die Maschine magisch war. Sondern weil sich nichts änderte.
Das ist der Rhythmus.
Eine Abkantpresse zahlt sich aus, wenn deine Arbeit sich um feste Werkzeuge stabilisiert. Du wählst eine Matrizenöffnung, die dir den gewünschten Innenradius liefert. Du stellst Biegekonstruktionen ein – die Abzüge in der Flachkontur für Materialdehnung. Du programmierst den Hinteranschlag einmal. Danach wird die Einrichtzeit über tausende Zyklen verteilt.
Unter 100 Teilen kann die Rüstzeit dein Mittagessen fressen. Über 1.000 identische Biegungen verschwindet sie im Hintergrundrauschen.
Hier täuschen sich viele Werkstätten: Sie kaufen die große Presse in der Erwartung, dass Flexibilität in Gewinn übergeht. Aber eine Abkantpresse ist ein Schienensystem. Sie läuft am besten, wenn die Schienen feststehen. Eine Fingerbiegemaschine ist ein Pickup – du kannst jederzeit quer durch ein Feld fahren, wenn nötig.
Sobald dein Geschäftsmodell auf vorhersehbare, wiederkehrende Aufträge basiert – 500 diese Woche, 500 nächste, gleiche Zeichnung – gewinnt das Schienensystem. Gleichbleibende Hubtiefe. Gleichbleibende Flanschlänge. Minimale Bedienervariabilität. Arbeit wird zu Laden und Entladen, nicht zu Einschätzung und Korrektur.
Aber genau das übersehen die meisten Besitzer.
Die Schwelle zur Abkantpresse ist nicht emotional. Sie ist betrieblich. Sobald du dich in die Serienproduktion, dickere Materialien und enge Toleranzen über Baugruppen hinweg begibst, hören Tonnenleistung und Wiederholgenauigkeit auf, Luxus zu sein. Sie werden zum Fundament, auf dem du stehst.
Und wenn du einmal entschieden hast, dass du diesen Platz brauchst, lautet die nächste Frage nicht “Soll ich eine Abkantpresse kaufen?”
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Abkantpresse ist der nächste relevante Schritt.
Es geht darum, ob du bereit bist für alles, was daran festgeschraubt ist.
Die neue 175-Tonnen-CNC-Abkantpresse war noch warm von der Installation, als der Besitzer mir sagte: “Jetzt können wir alles biegen.” Drei Wochen später haben wir die gesamte Werkstatt umgestellt, weil der Gabelstapler ein 10-Fuß-Blech nicht in den Arbeitsbereich schwenken konnte, ohne den Laser zu blockieren. Niemand kalkuliert diesen Teil ein. Und doch ist die Abkantpresse nur die halbe Gleichung – der vorgelagerte Schneidprozess muss richtig dimensioniert, formatiert und automatisiert sein, um sie effizient zu beschicken. Die Kombination aus Biegeleistung und einem Hochleistungs-, Großformat-System wie der CN-HAWE Laserschneidmaschine—entwickelt für vollständig CNC-gesteuerte Blechproduktion—zwingt dich, die Zelle als System zu planen, nicht als zwei Einzelanschaffungen.
Du hast die Grenze überschritten, an der eine Abkantpresse nicht mehr optional ist. Gut. Aber die Entscheidung für eine verändert deinen Grundriss, dein Werkzeugbudget, deinen Stromverbrauch, deine Arbeitsabläufe und den Kompetenzbedarf deiner Bediener. Der Maschinenpreis ist die Anzahlung; das Werkzeugregal ist die Hypothek, die du nicht einkalkuliert hast.
Also, was kommt tatsächlich mit diesem “notwendigen” Upgrade fest verschraubt?
Eine typische 10-Fuß-Hydraulik-Abkantpresse wiegt über 20.000 Pfund und beansprucht ungefähr 18–22 Fuß lineare Wandfläche, wenn man die Wartungsfreiheit berücksichtigt. Das ist nur das Eisen. Jetzt kommt noch die Materialbereitstellung vorne dazu – mindestens die volle Biegelänge plus einen Bedienergang – und sichere Rückraumfreiheit hinten für Teile, die auf langen Flanschen nach oben schwingen. Realistisch hast du ein Rechteck von 10 mal 25 Fuß wertvoller Werkstattfläche blockiert.
Hör zu, das Datenblatt nennt dir Bettlänge und Tonnage. Es sagt dir nichts über den Schwenkradius.
Die Einbauhöhe – der Abstand zwischen Stößel und Rahmen – könnte 8 oder 12 Zoll betragen. Das klingt großzügig, bis du ein 36-Zoll-Panel mit einem Rückflansch formst. Plötzlich musst du das Teil mitten im Arbeitsprozess drehen, seitlich führen oder die Biegenreihenfolge überdenken, weil der Rahmen dich blockiert. Die Abkantpresse liefert Kraft; die Schwenkbiegemaschine bietet offene Geometrie. Die eine ist eine Grubenpresse, die andere ein offener Schraubstock.
Dieser Unterschied zeigt sich in der Materialhandhabungszeit. Bei Kleinserienarbeiten mit dünnem Blech – zum Beispiel 20-Gauge-Elektroabdeckungen mit Umschlägen und Rückkanten – kann der tatsächliche Biegezyklus an der Abkantpresse drei Sekunden dauern. Aber das Wenden, Drehen, Neupositionieren? Da gehen die Minuten hin. Eine Kastenschwenkbiegemaschine erlaubt es dir, das Teil flach auf der Auflage zu lassen und die Sequenz abzugehen, ohne mit 4x4-Fuß-Platten auf Brusthöhe zu kämpfen.
Aber genau das ist der Punkt.
Wenn deine Werkstatt mit einem festen 10-Fuß-Schienen-System gefüllt ist, muss jede unregelmäßige, häufig überarbeitete, dünnblechige Arbeit nun diesem Schienensystem folgen. Die Maschine bewegt sich nicht. Dein Arbeitsablauf schon. Bist du bereit, deinen Produktionsfluss um eine unbewegliche Achse herum zu gestalten?
Ein Kunde prahlte einmal damit, günstig eine gebrauchte 150-Tonnen-Presse ergattert zu haben. Sechs Monate später hatte er Geld ausgegeben, $4,000-Werkzeugfehler weil er europäische Stempel im metrischen Tonnen-pro-Meter-Maß bestellt und sie mit einer amerikanischen Presse kombiniert hatte, die in Short Tons pro Fuß spezifiziert war. Gleiche Zahlen auf dem Papier. Unterschiedliche Physik im Stahl.
Werkzeugbelastungen sind nicht universell. Ein Katalog listet 60 Tonnen pro Meter. Ein anderer 20 Tonnen pro Fuß. Ohne Umrechnung unterschätzt du entweder und riskierst, einen Stempel zu brechen, oder du überdimensionierst die Maschine, weil du denkst, deine Gesenke seien schwach. Diese Verwirrung treibt Werkstätten still dazu, größere Pressen zu kaufen, als sie brauchen.
Nun kommt die Tonnageformel hinzu: Die Biegekraft steigt quadratisch mit der Materialdicke und sinkt, wenn die Öffnung des V-Gesenkes größer wird. Ich habe gesehen, dass 1/4-Zoll-A36 über 10 Fuß nahezu 200 Tonnen mit einem 2-Zoll-V-Gesenk erfordert, dann auf etwa 140 Tonnen mit einem 3-Zoll-Gesenk fällt. Gleiches Material. Gleiche Länge. Unterschiedliche Werkzeugwahl.
Was ist also die eigentliche Variable – Maschinengröße oder Gesenk-Auswahl?
Hör zu, jedes Mal, wenn du bei dünnem Material einen engeren Innenradius anstrebst, verengst du die V-Öffnung. Eine enge V-Öffnung bedeutet höhere Tonnageanforderung pro Fuß. Das bedeutet, Matrizen zu wechseln. Das bedeutet Rüstzeit. Bei einem individuellen Auftrag mit 40 Teilen kann ein 20-minütiger Werkzeugwechsel den Gewinn verschlingen.
Eine Schwenkbiegemaschine kümmert sich nicht um V-Öffnungen. Sie biegt um die Geometrie der Schwenkleiste und herausnehmbare Finger. Kein Matrizenregal. Keine Stempelbibliothek. Kein Unterlegen zur Kronenkorrektur. Der Vergleich Pressbiegemaschine versus Schwenkbiegemaschine ist hier wie ein Steckschlüsselsatz versus ein verstellbarer Schraubenschlüssel: Der eine gibt dir Präzision über alle Größen, aber nur, wenn du jede Nuss besitzt.
Und jede Nuss kostet Geld.
Sobald du dich auf ein Pressbiegemaschinen-Ökosystem festlegst – Schwanenhalsstempel für Rückzüge, Bördelmatrizen, enge V-Öffnungen für kleine Radien, breite V-Öffnungen zur Tonnagereduzierung – baust du eine Werkzeugausstattung auf, die organisiert, korrekt bewertet und für schnelle Wechsel bereitgehalten werden muss. Das ist Lohnzeit und Kapital, das im Regal steht. Bei Fertigung mit hohem Volumen und Wiederholungen läuft dieses System rund. Bei geringem Volumen und dünnem Blechchaos wird es zum Reibungspunkt.
Wann also hört es auf, Reibung zu sein, und wird zu Hebelwirkung?
Ich gebe dir ein Beispiel. Du biegst 90 Zoll lange 10-Gauge-Teile, enge 90-Grad-Biegungen, konsistente Flanschlängen. Eine Standard-V-Matrize bringt dich nahe an die Obergrenze deiner Tonnagekurve. Wechselst du auf eine 1-Zoll-Öffnung, sinkt die Tonnage pro Fuß genug, dass eine mittelgroße Maschine das sauber mit besserer Radiuskontrolle bewältigt. Eine Schwenkbiegemaschine kommt bei dieser Dicke und Länge gar nicht erst infrage.
Da ergibt ein hydraulisches Pressbiegemaschinen-Kit Sinn.
Nicht, weil es beeindruckend ist. Sondern weil Materialstärke, Biegelänge und Toleranzkette kontrollierte Tonnage und matrizenoptimierte Radien erfordern. Die Kraftkapazität der Maschine passt zu deinem Produktionsrahmen.
Aber wenn 70 % deiner wöchentlichen Arbeit aus 18–22 Gauge-Material unter 48 Zoll besteht, mit unregelmäßigen Laschen und kurzfristigen Zeichnungsänderungen, wird dasselbe hydraulische Kit jedes Mal zum SWAG – einer wissenschaftlich begründeten Schätzung –, sobald du eine Matrize auswählst. Welche V diesmal? Welcher Stempel räumt den Rücksprung frei? Wird die Einlasstiefe den Ablauf behindern?
Hör zu, SWAG funktioniert in der Prototypenphase. In der Produktion kostet es Geld.
Der Mittelweg ist ehrliche Mathematik: Verfolge, wie oft du Matrizen wechselst, wie viele Aufträge unter 100 Teilen laufen, wie viel Bodenfläche ungenutzt bleibt und auf den nächsten “großen” Auftrag wartet. Wenn deine Presse mehr Zeit mit Rüsten als mit Hub verbringt, hast du Kapazität gekauft, die dein Auftragsmix nicht auslastet.
Eine Pressbiegemaschine wird bei bestimmten Volumina und Materialstärken strukturell notwendig. Jenseits dieser Grenze ist sie die Basis, auf der du stehst. Doch unterhalb dieser Grenze – bei dünnem Material, kurzen Serien, hoher Geometrievielfalt – kann die offene Zugänglichkeit und das werkzeuglose Arbeiten der Schwenkbiegemaschine einem 175-Tonnen-Koloss davonlaufen.
Bevor du also für das Eisen unterschreibst, stell dir eine unangenehme Frage: Beruht dein Umsatz auf Kraft … oder auf Flexibilität?
Du willst eine Berechnung, keine Motivationsrede. Gut. Denn es geht hier nicht darum, was eine Maschine vorführen tun kann. Es geht darum, was deine Arbeit dich jeden Tag tun zwingt.
Wenn du die Zahlen mit den tatsächlichen Maschinenfähigkeiten – CNC-Abkantpressen, Laserschneidsystemen und integrierter Blechbearbeitungsautomatisierung – vergleichen willst, prüfe die technischen Details und Konfigurationsoptionen in der herunterladbaren Dokumentation von CN-HAWE: Lade die technischen Broschüren und Spezifikationen herunter. Wenn Sie die tatsächlichen Parameter vor sich haben, ist es einfacher, Kapazität, Steuerung und Automatisierungsgrad an die Arbeiten anzupassen, die in Ihrem Betrieb tatsächlich anfallen.
Der häufigste Fehler, den ich sehe—dreißig Mal, wenn ich ihn einmal gesehen habe—ist, dass Eigentümer den Stahlpreis kalkulieren, bevor sie den Reibungspreis kennen. Sie schauen auf Tonnagetabellen, nicht auf Stundenzettel. Sie vergleichen maximale Kapazität, nicht die dominierende Einschränkung. Dann unterschreiben sie für eine Maschine, die das falsche Problem auf wunderbare Weise löst.
Hier ist also der Filter, den ich verwenden würde, wenn es meine Werkstatt und meine Hypothek wären.
Beginnen Sie mit Physik, nicht mit Stolz.
Nehmen Sie Ihre letzten 90 Arbeitstage. Notieren Sie für jedes Teil drei Werte: Materialtyp, Dicke und die längste einzelne Biegelänge. Führen Sie nun die Luftbiege-Tonnage-Formel für Baustahl als Grundlage aus: P = 650 × S² × L / V.
S ist die Dicke in Zoll. L ist die Biegelänge in Fuß. V ist die Öffnung der Matrize in Zoll. Dann passen Sie für das Material an – multiplizieren Sie mit 1,5 für Edelstahl, 0,55 für Aluminium. Fügen Sie eine Sicherheitsmarge von 20% hinzu. Das ist Ihre tatsächlichen Tonnageanforderung, nicht der Aufkleber auf der Maschine.
Schauen Sie sich nun die Spitzenwerte über diese Aufträge hinweg an.
Wenn selbst Ihr schlimmster Fall unter, sagen wir, 12–16 Tonnen insgesamt und unter 48 Zoll Länge bleibt, liegt Ihr Problem wahrscheinlich nicht bei der Kraft. Es ist Geometrie – Rückbiegungen, Falze, Kastenwinkel, unregelmäßige Laschen. Eine Schwenkbiegemaschine ist hier im Vorteil.
Wenn Sie jedoch bei Routinearbeiten 80, 120, 180 Tonnen benötigen – nicht bei einmaligen Sonderaufträgen – dann wird Ihnen Formflexibilität nicht helfen. Sie brauchen kontrollierte Kraft und passende Werkzeuge.
Hier ist der Teil, den die meisten übersehen: Pressenkapazität und Werkzeugkapazität sind zwei verschiedene Dinge. Eine 20-Tonnen-Presse mit 12-Tonnen-Werkzeug ist immer noch ein 12-Tonnen-Biegesystem. Überlasten Sie den Stempel, und Sie schauen noch $4,000-Werkzeugfehler vor dem Mittagessen auf den Schaden. Der Rahmen versagt nicht zuerst. Das Werkzeug tut es.
Abkantpresse versus Schwenkbiegemaschine in diesem Stadium ist wie ein Drehmomentschlüssel versus ein Brecheisen: Der eine gibt Ihnen gemessene Kraft, der andere Zugang und Gefühl. Wenn Ihre tägliche Einschränkung das Drehmoment ist, wissen Sie, welchen Sie brauchen.
Welche Zahl behindert also Ihre Arbeit tatsächlich – Tonnen pro Fuß oder der Freiraum um einen Flansch?
Kraft sagt Ihnen, was möglich ist. Rüstung sagt Ihnen, was profitabel ist.
Nehmen Sie wieder dieselben 90 Tage und zählen Sie, wie oft Sie Stempel- oder Matrizenaufbauten geändert haben. Nicht Hübe. Aufbauten. Wenn Sie fünfmal am Tag Werkzeuge wechseln, um Chargen von 20, 40, 80 Teilen zu fertigen, lebt diese Maschine im Rüstmodus.
Berechnen Sie nun Folgendes: Durchschnittlich identische Biegungen pro Aufbau ÷ durchschnittliche Rüstzeit in Minuten.
Wenn der nächste Schritt darin besteht, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Wenn Sie 25 Minuten damit verbringen, Matrizen zu wechseln, um 40 Teile mit jeweils vier Biegungen zu fertigen, sind das 160 Hübe, die 25 Minuten Stillstand bezahlen müssen. Wenn jeder Hub drei Sekunden dauert, haben Sie acht Minuten Biegezeit gegenüber 25 Minuten Vorbereitung.
Die Maschine ist ein Monument. Der Gewinn blutet rundherum heraus.
Bei einer Fingerbiegemaschine gibt es keine Matrizenbibliothek. Du stellst die Finger ein, klemmst, biegst. Die “Einrichtung” ist oft schon die Biegreihenfolge selbst. Bei Arbeiten mit geringem Volumen und dünnem Material gewinnt dieser Rhythmus, weil Geometrieänderungen keinen Stahlwechsel erfordern.
Hör zu, wenn deine Biegemaschine mehr Zeit mit Schraubenschlüsseln am Stößel verbringt als mit Teilen darunter, hast du dir ein Rennauto für den Stadtverkehr gekauft.
Aber was, wenn deine Aufträge aus 400 identischen Teilen bestehen, gleiches Material, gleiche Biegungen, Woche für Woche? Dann verschwindet die Einrichtung im Hintergrundrauschen. Hubgeschwindigkeit und Wiederholgenauigkeit übernehmen. Dann verdient die Abkantpresse ihr Geld.
Also, betreibst du Produktion… oder kontrolliertes Chaos?
Jetzt werden wir ehrlich.
Schreibe den Prozentsatz des Umsatzes nach Dickenbereich auf. Nicht das, was du nächstes Jahr zu gewinnen hoffst. Sondern was dich dieses Quartal bezahlt hat.
Wenn 70% deiner Rechnungen 18–22 Gauge unter vier Fuß Länge sind, lebst du im Land der Dünnbleche. Eine Fingerbiegemaschine bewältigt das den ganzen Tag mit minimalem Aufwand. Eine 175-Tonnen-Presse zu kaufen, nur weil eine Anfrage für 1/4 Zoll über 8 Fuß einging, ist wie eine Kathedrale für eine Hochzeit zu bauen, die noch nicht geplant ist.
Aber wenn dein täglich Brot 3/16, 1/4, 5/16-Platten sind – auch bei kurzen Serien –, wird der manuelle Weg zu Ermüdung, Inkonsistenz und Risiko. Das ist keine Romantik. Das ist arbeitsbedingte Verletzungen, die darauf warten, zu passieren.
Hier ist das Grundschema in einem Satz:
Kaufe die Maschine, die die heute dominierende Einschränkung über mindestens 60% deines Umsatzes löst.
Nicht den lautesten Auftrag. Nicht den größten Kostenvoranschlag. Die statistische Mehrheit deiner bezahlten Arbeit.
Hör zu, die meisten Insolvenzen, die ich gesehen habe, kamen nicht von Unterkapazität. Sie kamen von Überkapazität, die nie ausgelastet wurde. Eisenzahlungen interessieren sich nicht für dein “Potenzial”. Sie interessieren sich für die Nutzung.
Abkantpresse gegen Fingerbiegemaschine ist am Ende des Tages eine Entscheidung wie Fräsmaschine gegen Drehmaschine. Du kaufst nicht die eine, weil sie beeindruckender ist. Du kaufst die, die zum Material auf deinem Regal jetzt passt.
Bevor du also den Maschinenhändler anrufst, zieh deine Rechnungen und rechne nach. Dein Auftragsmix sagt dir bereits, was du kaufen sollst.
Bist du bereit, ihm zuzuhören?


















