

Der erste Teil des Tages läuft makellos – dann, zwei Stunden später, liefert dasselbe Programm plötzlich eine Biegung, die an einem Ende um 1,2 Grad geneigt ist. An Ihrer Einrichtung hat sich nichts geändert. Gleiches Material, gleiche Werkzeuge, gleicher Bediener. Die natürliche Reaktion ist, die Kalibrierung verantwortlich zu machen, aber meistens ist nicht die Maschine der Schuldige. Tatsächlich hat sich weder der Stößel, der Laser noch der Stahl verändert. Es waren eine Reihe subtiler, oft unsichtbarer Bedingungen, die unbemerkt bleiben, bis sie still und leise einen Produktionslauf entgleisen lassen. Diese versteckten Variablen zu erkennen, trennt echte Diagnose von blindem Raten.
Hydraulikpressen leben und sterben mit der Temperatur. Nach einer Nacht im Stillstand verdickt sich das Öl, verlangsamt die Servoventilreaktion und verursacht, dass der Stößel um Bruchteile eines Millimeters verzögert – genug, um Biegewinkel um mehr als einen Grad zu verschieben. Es sieht exakt wie Kalibrierungsdrift aus, doch sobald das Öl 100–120 °F (38–49 °C) erreicht, verschwinden die Symptome. Die einfachste Kontrolle ist die Öltemperatur selbst: Zeigt das Schauglas unter 80 °F (27 °C), liegt kein mechanischer oder elektronischer Fehler vor. Sie biegen einfach mit kaltem Öl.
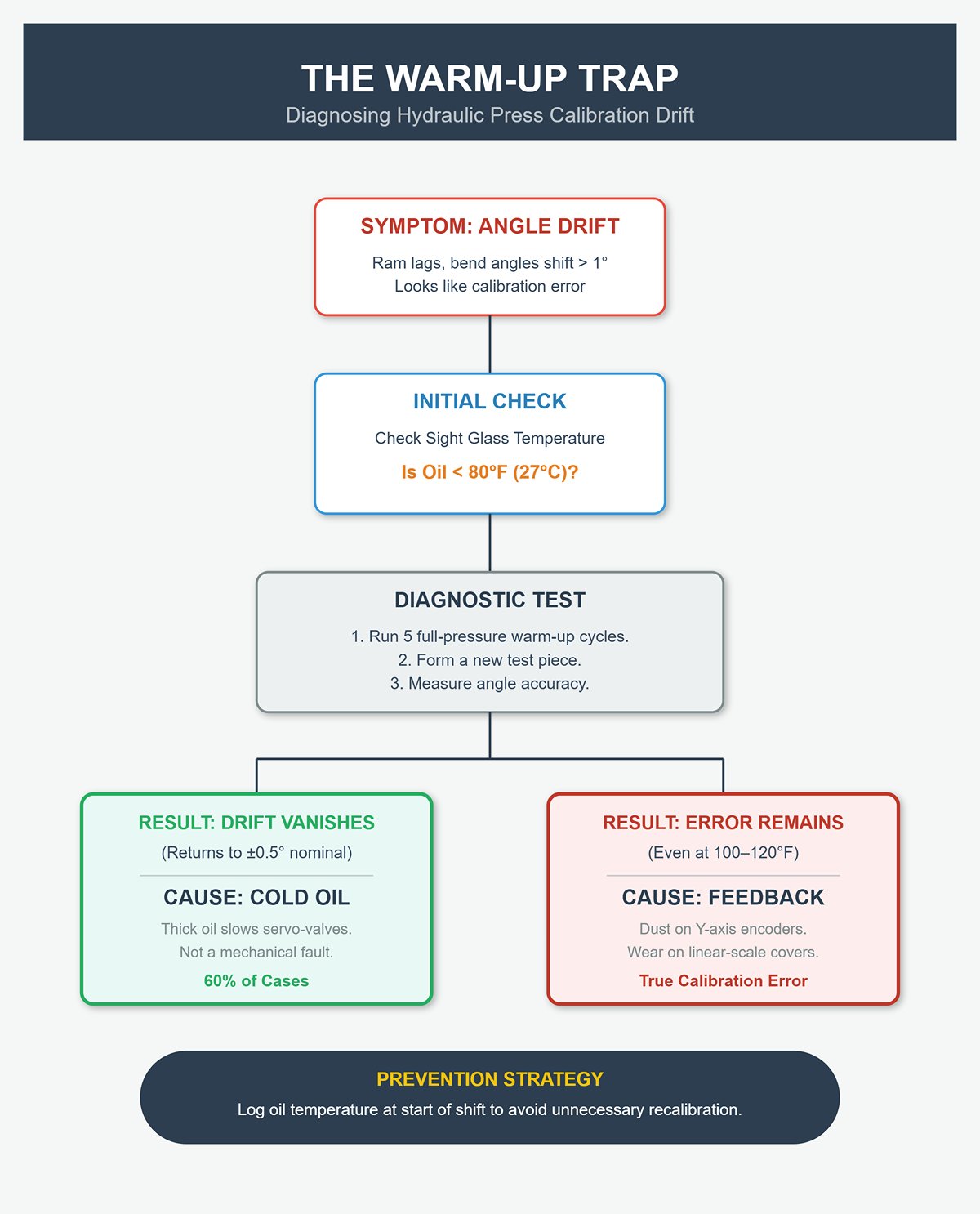
Führen Sie fünf Volldruckzyklen aus und formen Sie dann ein neues Teststück. Kehrt der Winkel innerhalb von etwa ±0,5° zum Sollwert zurück, wurde die Drift durch die Temperatur und nicht durch die Kalibrierung verursacht. Bleibt der Fehler auch bei warmem Öl bestehen, liegt das Problem in der Positionsrückmeldung – oft winzige Staubpartikel auf den Y‑Achsen‑Encodern oder Verschleiß an den Linearmaßstab‑Abdeckungen, die jeweils ±0,01 mm Lesefehler verursachen können. Werkstätten, die begannen, die Öltemperatur zu Beginn jeder Schicht zu protokollieren, stellten fest, dass sechs von zehn “Kalibrierungsproblemen” nichts anderes als Kaltstart‑Effekte waren. Ein einfaches Temperaturprotokoll verhindert stundenlange unnötige Neukalibrierungen und eliminiert versteckten Ausschuss.
Echte Kalibrierungsfehler zeigen sich meist in der Geometrie des Stößels lange bevor die Elektronik sie meldet. Sie können die Y1/Y2‑Parallelität mit nur einem Richtscheit und einer Fühlerlehre überprüfen. Fahren Sie den Stößel auf den oberen Totpunkt und prüfen Sie über das Bett an beiden Enden und in der Mitte, und notieren Sie alle messbaren Spalten. Bei Präzisions‑Abkantpressen sollte der Unterschied von Ende zu Ende unter 0,5 mm bleiben, während schwere Industriemaschinen bis zu 2 mm tolerieren. Wiederholen Sie dieselben Prüfungen nahe dem unteren Totpunkt, um die Konsistenz zu verifizieren.
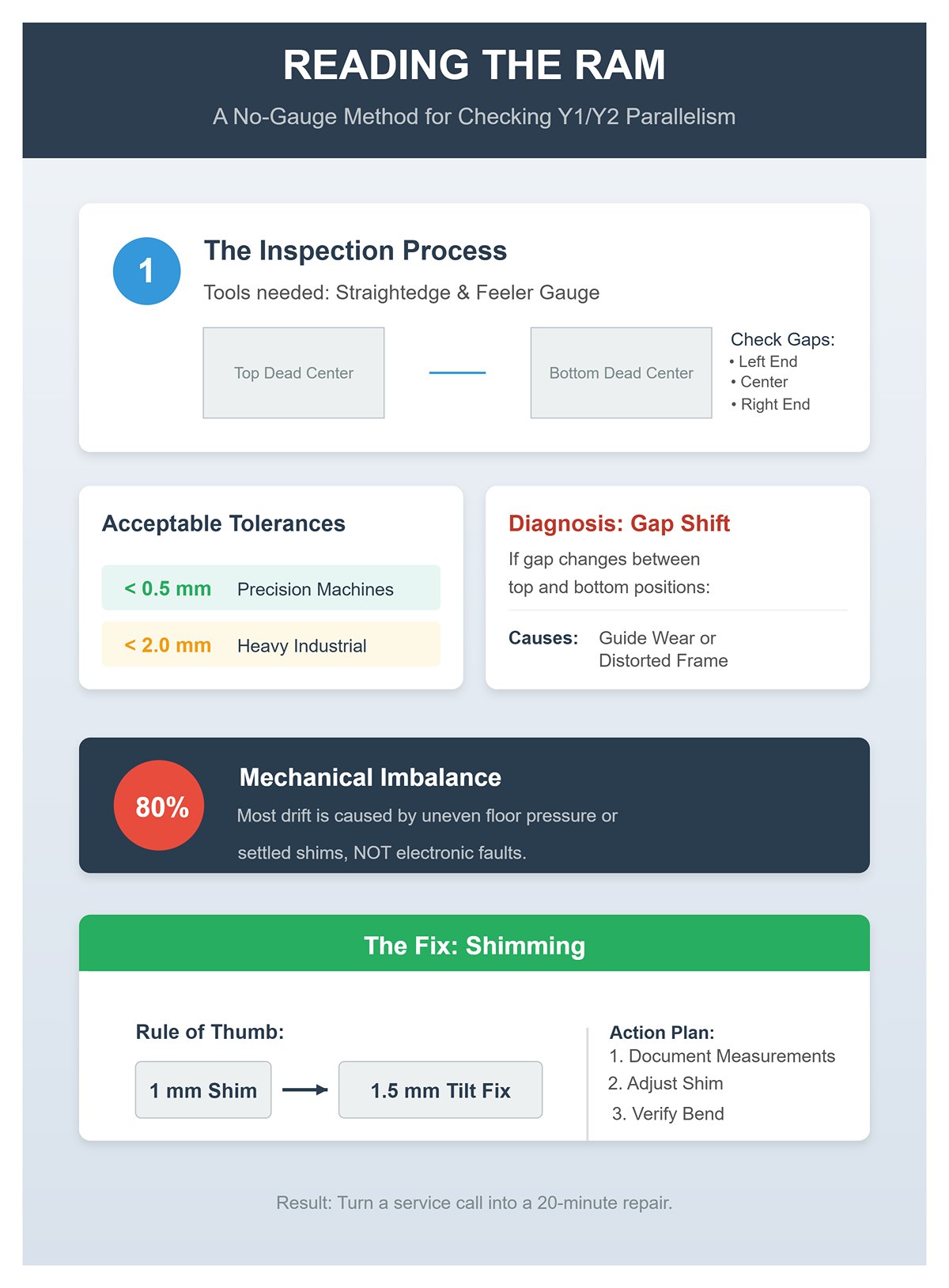
Wenn sich der Spalt zwischen oberem und unterem Totpunkt verändert, deutet das auf Führungsverschleiß oder einen verzogenen Rahmen hin – oft die Folge von ungleichmäßigem Bodendruck oder unter einem Stellfuß abgesackten Unterlegplatten. Etwa 80 % unerklärlicher Winkeldrift stammen aus dieser Art mechanischer Unwucht und nicht aus elektronischen Fehlern. Die Lösung ist einfach: Unterlegen oder entfernen Sie eine Platte unter dem entsprechenden Fuß. Als Faustregel gilt: 1 mm Unterlage kann etwa 1,5 mm Neigung entlang des Stößels korrigieren. Dokumentieren Sie Ihre Messungen vor und nach der Anpassung, führen Sie eine Prüfbiege aus, und Sie wissen, ob das Problem von der Geometrie oder den Sensoren herrührt. Mit dieser einfachen Prüfung können viele Bediener aus einer “Techniker rufen”-Situation eine schnelle, 20‑minütige Reparatur machen.
Ihre Abkantpresse spricht am deutlichsten über Geräusche. Eine gesunde Hydraulikpumpe erzeugt ein gleichmäßiges, konstantes Summen; jede neue Rauheit in diesem Ton ist ein sofortiger Hinweis, der untersucht werden sollte. Schleifen oder Schaben deutet auf Metall‑auf‑Metall‑Kontakt hin – wahrscheinlich interner Verschleiß in der Pumpe oder Zylindern, die winzige Partikel abgeben. Prüfen Sie den Saugfilter: Wenn er glitzert, ist die Kontaminationskontrolle fehlgeschlagen und der Filter muss dringend ersetzt werden, um einen vollständigen Pumpenstillstand zu vermeiden.
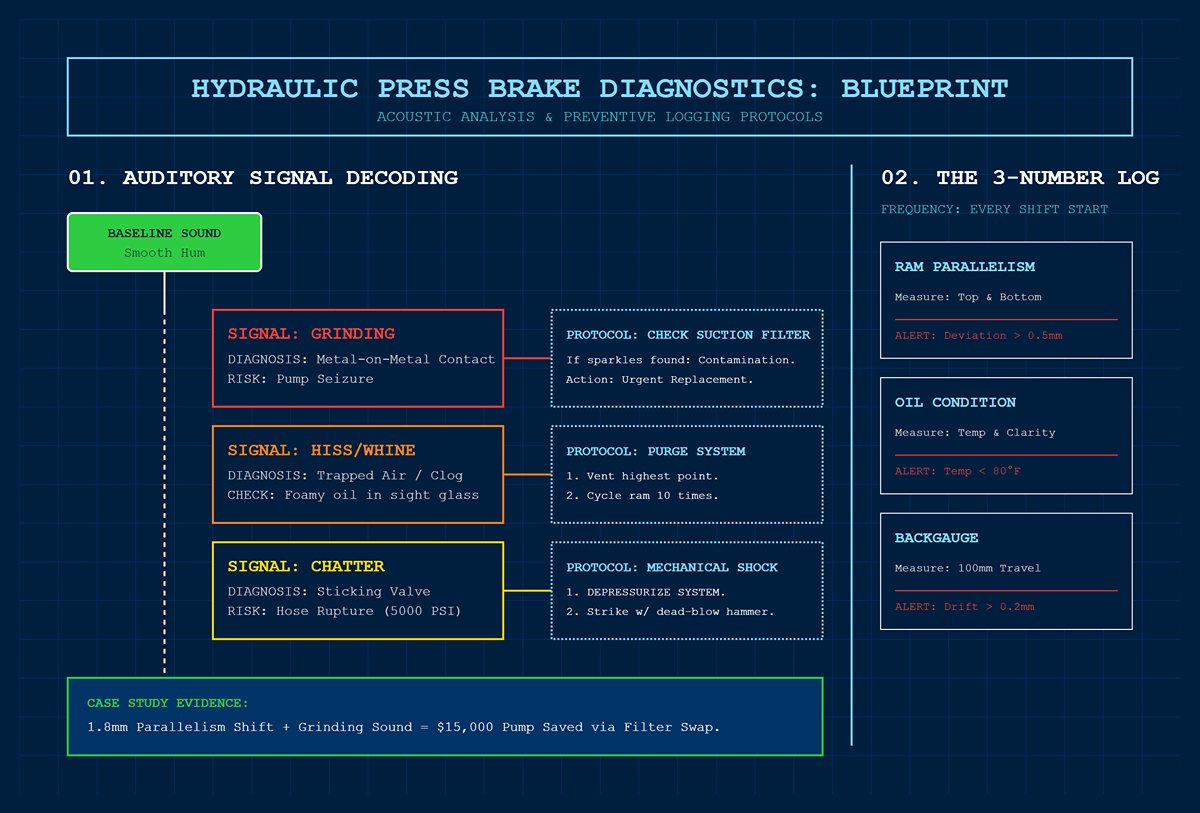
Ein scharfes Zischen oder dünnes Pfeifen weist meist auf eingeschlossene Luft oder ein verstopftes Saugsieb hin. Sichtbarer Schaum im Öl durch das Schauglas bestätigt die Diagnose. Entlüften Sie den höchsten Punkt, fahren Sie den Stößel zehnmal, und die Vibration sollte verschwinden, sobald die Luft entfernt ist. Klappern oder Schlagen unter Druck ist komplexer – oft verursacht durch einen klemmenden Proportionalventil‑Schieber oder ein verklebtes Überdruckventil. Ein vorsichtiger Schlag mit einem Schonhammer – nur bei drucklosem System – kann den Schieber lösen und das Problem bestätigen. Ignorieren dieser Geräusche birgt das Risiko gefährlicher Druckspitzen, die Schläuche mit einer Belastbarkeit von 5 000 PSI zum Platzen bringen könnten.
Das Führen eines einfachen “Drei‑Zahlen”-Protokolls pro Schicht verwandelt Bauchgefühl in vorbeugende Wartung. Notieren Sie jeden Morgen die Parallelitätswerte des Stößels oben und unten, die Öltemperatur und -klarheit sowie die Wiederholgenauigkeit des Hinteranschlags über einen 100 mm‑Hub. Abweichungen über 0,5 mm, Öl kälter als 80 °F oder Hinteranschlagsdrift über 0,2 mm signalisieren Probleme lange bevor sie sichtbar werden. In einer Fallstudie führte eine Parallelitätsverschiebung von 1,8 mm zusammen mit neuem Schleifgeräusch dazu, dass ein Team einen defekten Saugfilter austauschte und so eine $15 000‑Pumpe vor dem sicheren Ausfall rettete – ein klarer Beweis dafür, dass aufmerksames Zuhören und konsequentes Protokollieren reaktiven Reparaturen überlegen ist.
Diese Biegungen, die von der Linie abweichen, sind keine zufälligen Eigenheiten – sie sind Botschaften, geschrieben in Temperaturschwankungen, Geometrieänderungen und Geräuschsignalen, die Ihnen sagen, was sich seit Tagesbeginn verändert hat. Sobald Sie wissen, wie man sie interpretiert, hört “Drift” auf, ein rätselhaftes Problem zu sein, und wird zur frühesten und zuverlässigsten Warnung Ihrer Abkantpresse.
Viele Handbücher für Abkantpressen konzentrieren sich auf Ölstandskontrollen und Kalibrierung, doch in der Realität entstehen die meisten Produktionsstopps tiefer im Hydrauliksystem – Ventile laufen heiß, Spulen schwächen sich, und mikroskopische Lecks bauen den Druck ab, lange bevor eine sichtbare Pfütze erscheint. Techniker, die konstant eine Betriebszeit über 95% halten, konzentrieren sich auf drei wesentliche Punkte: wie Ventile bei Richtungswechseln arbeiten, wie sich die Öltemperatur unter tatsächlicher Last (über das Aufwärmen hinaus) verhält und ob das System vollen Druck hält, ohne auch nur eine einzige Verteilerblockschraube zu lösen.
Ruckartige oder träge Umkehrungen lassen sich fast immer auf einen sich langsam bewegenden Ventilschieber oder eine Magnetspule mit Leistungsverlust zurückführen. Ein Magnetventil wirkt als Elektromagnet, der einen Kolben bewegt, um den Hydraulikschieber zu verstellen; wenn Schmutz oder verhärtete Ablagerungen die Reibung erhöhen, kann der Schieber nur für einen Bruchteil einer Sekunde pausieren. Am Stößel erscheint diese Verzögerung als Zögern, sichtbares Zittern oder ein doppelter Stoß beim Umschalten.
Der Hauptverdächtige ist Kontamination. Ungefiltertes oder gealtertes Öl sammelt innerhalb von 500–1000 Betriebsstunden genug Partikel an, um die Kolbenbewegung zu behindern. Schneiden Sie einen gebrauchten Rücklauffilter auf, und sein Inhalt erzählt die Geschichte: Helle Metallpartikel deuten auf Schieberverschleiß hin, während dunklere Rückstände auf Lackablagerungen hindeuten. Beide Befunde sind Ihr Signal, sofort die Spulenspannung zu messen. Eine 24‑Volt‑Gleichstromspule, die unter 90% der Spezifikation liegt, erzeugt nicht genügend Magnetkraft, um den Kolben zuverlässig zu bewegen – besonders bei Hitzestress an der Maschine. Spulen mit grenzwertiger Spannung führen in Hochvolumenbetrieben routinemäßig dazu, dass 10–20 Teile pro Stunde Ausschuss werden.
Ein bewährter Trick aus Schwerlastwerken in Deutschland und Vietnam: Während Sie die Maschine ohne Last zyklieren, klopfen Sie sanft mit einem Schonhammer auf das Ventilgehäuse. Wenn sich der Schieber danach frei bewegt, haben Sie bestätigt, dass er klemmte – ganz ohne Demontage. Dies bietet zwar nur eine vorübergehende Erleichterung und ist ein klares Signal, dass das Ventil bei der nächsten geplanten Stillstandszeit gründlich gereinigt oder ersetzt werden muss, stellt aber in etwa 80% der Fälle einen reibungslosen Richtungswechsel wieder her.
Der entscheidende Mentalitätswechsel für Bediener ist einfach: Wenn sich der Richtungswechsel rau oder träge anfühlt, prüfen Sie zuerst das Magnetventil und nicht das gesamte Hydrauliksystem. Die meisten sogenannten mysteriösen Verzögerungen stammen von einem klemmenden Schieber – ein frühes Signal, dass die Kontamination das Filtersystem überwältigt hat.
Sobald die Öltemperatur über 140 °F (60 °C) steigt, tritt die Abkantpresse in einen Bereich ein, in dem Dichtungsmaterialien ihre Elastizität verlieren – typischerweise um 20–30 % innerhalb von etwa 100 Stunden. Mit abnehmender Elastizität vergrößern sich die kontrollierten Toleranzen, was zu internem Bypass in Zylindern und Ventilen führt. Der Bediener bemerkt dies als Druckinstabilität: einen Verlust von 15–25 % am Werkstück, obwohl Pumpen- und Entlastungseinstellungen unverändert bleiben.
Temperaturspitzen entstehen selten durch Pumpenverschleiß; viel häufiger sind sie auf eingeschränkte Kühlung zurückzuführen. Verstopfte Wärmetauscherlamellen oder schlecht gewartete Luftkühler sind für fast 30 % der unerwarteten “Pumpenausfall”-Meldungen in den Wartungsprotokollen verantwortlich. Bediener, die die Öltemperatur zu Beginn jeder Schicht aufzeichnen, können diese steigenden Trends lange erkennen, bevor die Maschine eine Warnung ausgibt. Eine einfache Routine – wöchentliche Lamellenreinigung und Überprüfung des Kühlers bei Betriebstemperatur – reduziert den Austausch von Dichtungen in geprüften Anlagen um etwa ein Drittel.
Das Überschreiten von 140 °F ist keine kleine Abweichung; es ist eine kritische Grenze. Ab diesem Punkt werden Dichtungen spröde, Lackablagerungen entstehen schneller und das Risiko von Kavitation steigt. Die Kontrolle der Öltemperatur schützt alle nachgeschalteten Komponenten – insbesondere Ventile, die ohnehin zum Klemmen neigen.
Druckverlust zeigt sich nicht immer als tropfende Verschraubungen oder sichtbare Pfützen. Mikro-Lecks innerhalb oder um Verteiler herum verlieren typischerweise 0,5–2 bar pro Stunde – genug, um die Biegegenauigkeit zu beeinträchtigen, ohne offensichtliche äußere Spuren zu hinterlassen. Die Warnzeichen erscheinen im Druckverlauf, nicht auf dem Werkstattboden.
Eine einfache, werkzeuglose Technik funktioniert gut bei der Diagnose: Führen Sie unbelastete Zyklen bei 50 % Druck aus und wickeln Sie Papiertücher fest um Verschraubungen und Schlauchverbindungen. Frisches Hydrauliköl hinterlässt klare Flecken und macht “Weeper” sichtbar, die durch O-Ring-Extrusion verursacht werden. Diese kleinen Lecks sind bei Maschinen ab fünf Jahren besonders häufig, vor allem dort, wo Schläuche nahe ihrem minimalen Biegeradius verlaufen.
Bleibt der Druckverlust bestehen, obwohl die Verschraubungen trocken sind, könnte die Ursache in Verunreinigungen oder Wassereintritt liegen. Trübes oder schaumiges Öl im Saugfiltergehäuse ist ein klassisches Zeichen für Kavitation – verantwortlich für bis zu 80 % dieser “unsichtbaren” Verluste. Oft reicht es aus, einen verstopften Saugfilter zu ersetzen und anschließend eingeschlossene Luft an den höchsten Punkten des Systems zu entlüften, um den vollen Druck innerhalb weniger Minuten wiederherzustellen – ganz ohne den Verteiler zu demontieren.
Eine der einfachsten Schutzmaßnahmen ist die tägliche Aufzeichnung von drei Kennzahlen: Öltemperatur, Prozentsatz des gehaltenen Drucks und Zeit für sanfte Umschaltung. Wenn der Druck um mehr als 5 % vom Sollwert fällt – beispielsweise von einer 250‑bar‑Einstellung des Überdruckventils – ist dies ein klares Frühwarnsignal für Leckage oder Bypass, lange bevor Ausschuss entsteht oder Komponenten ausfallen.
Indem man Ventilleistung, Temperaturstabilität und Druckintegrität als Teile eines einzigen, voneinander abhängigen Systems behandelt – statt als isolierte Probleme – können Bediener sanfte Zyklusübergänge, zuverlässigen Druck und kostspielige Ausfälle aus dem Kalender fernhalten.
Viele Wartungshandbücher verstecken die Fehlersuche am Hinteranschlag zwischen langen Überholungsroutinen. Tatsächlich lassen sich etwa 80 % der Ausrichtungs- und Präzisionsprobleme erkennen – und etwa die Hälfte davon innerhalb von fünf Minuten beheben, wenn man methodisch vorgeht. Der Hinteranschlag der Abkantpresse vereint mechanische Steifigkeit, Antriebsintegrität und elektronische Rückmeldung. Die folgenden Schritte stellen diese Koordination wieder her, bevor die Produktionsqualität nachlässt.
Eine leichte Lockerheit im Hinteranschlagfinger – so gering, dass sie fast unsichtbar ist – kann leicht mit Encoder‑Fehlern oder Antriebsgeräuschen verwechselt werden. Beginnen Sie mit einer schnellen 30‑Sekunden‑Sicherheitsprüfung: Strom abschalten, Hydraulik isolieren und sicherstellen, dass der Not‑Aus betätigt ist. Mit abgeschaltetem Anschlag führen Sie eine sanfte mechanische Prüfung durch, indem Sie jeden Finger seitlich drücken und ziehen. Jegliches Spiel über 0,5 mm weist auf abgenutzte Verzahnungen, zu gering angezogene Klemmen oder eine durchhängende Schiene hin.
Ziehen Sie anschließend die Komponenten fest, die die Geometrie des Systems erhalten. Bei riemengetriebenen X- oder R‑Achsen drücken Sie den Riemen in der Mitte zwischen den Riemenscheiben – wenn er ein dumpfes Flattern erzeugt, ist er zu locker; ein klarer, gleichmäßiger “Plopp” signalisiert die richtige Spannung. Stellen Sie die Spannung so ein, dass die Durchbiegung sich fest, aber gleichmäßig anfühlt, und folgen Sie dem Toleranzbereich des Herstellers oder prüfen Sie mit einem Tensiometer. Bei Kugelgewindetrieben prüfen Sie die Kupplungsschrauben und stellen sicher, dass der Encoder‑Stecker vollständig sitzt, da selbst eine leichte Lockerung an der Kupplung das Spiel an der Fingerspitze verstärken kann.
Bevor Sie die Stromversorgung wiederherstellen, stellen Sie sicher, dass jede Feststellschraube am Fingerwagen korrekt angezogen ist, und verwenden Sie Schraubensicherung, wenn sie sich erfahrungsgemäß löst. Sobald die Maschine eingeschaltet ist, führen Sie einen schnellen Wiederholbarkeitstest durch: Fahren Sie dreimal 100 mm hinaus und zurück. Wenn die Abweichung größer ist als die zulässige Toleranz des Auftrags – typischerweise 0,2 bis 0,5 mm – liegt weiterhin ein mechanisches Problem vor, das die Genauigkeit beeinträchtigt. Die Quintessenz ist einfach: Ein leicht lockerer Finger tarnt sich oft als Encoder‑Drift. Sichern Sie zuerst den Finger, und die meisten mysteriösen Positionsfehler verschwinden von selbst.
Führungen – lange Lagerstreifen, die die Hinteranschlagschiene ausrichten – verstellen sich oft schleichend, so langsam, dass sich Bediener unbemerkt anpassen. Das Ergebnis ist ein Anschlag, der in der Mitte seines Hubs die Zielmaße erreicht, aber an beiden Enden abweicht, was zu inkonsistenten Flanschlängen führt. Richtiges Führungsspiel hält den Wagen unter Last rechtwinklig, während es dennoch eine gleichmäßige, ungehinderte Bewegung ermöglicht.
Schalten Sie den Strom aus, bewegen Sie den Wagen in die Mitte des Hubs und prüfen Sie auf seitliches oder vertikales Spiel. Wenn die Bewegung mehr als etwa 0,3 mm beträgt, müssen die Führungen nachgestellt werden. Verwenden Sie Fühlerlehren oder eine dünne Unterlegscheibe, um das Spiel an beiden Enden und in der Mitte zu prüfen. Selbst wenn nur ein Bereich locker erscheint, nehmen Sie Anpassungen über die gesamte Länge vor; das Anziehen nur eines Abschnitts kann die Schiene verdrehen und zu Blockierungen führen.
Drehen Sie jede Führungsschraube in kleinen Schritten – etwa eine Vierteldrehung – abwechselnd von einem Ende zum anderen. Arbeiten Sie auf einen leichten, gleichmäßigen Widerstand hin, und lösen Sie dann leicht, bis sich der Wagen frei bewegt. Nach dem Einstellen fahren Sie die Achse in die Ausgangsposition und wiederholen den 100 mm‑Hubtest. Wenn die Führungen korrekt eingestellt sind, verbessert sich die Wiederholbarkeit sofort, oft auf besser als 0,2 mm, und jegliches lastbedingte Fingerkippen verschwindet.
Feinabstimmung ist entscheidend: Zu stramm eingestellte Führungsleisten erzeugen Wärme, beschleunigen den Verschleiß und verdecken das tatsächliche Spiel, bis die Maschine abkühlt und sich wieder lockert. Zu große Spalte verlagern den Lastpfad durch den Rahmen und ermöglichen es dem Stößel, sich leicht zu neigen, selbst wenn die Hydraulik perfekt funktioniert. Wie ein erfahrener Techniker sagte: “Man jagt Problemen hinterher, die die Hydraulik nicht lösen kann.” Sobald die Führungsleisten richtig eingestellt sind, verhalten sich Hinteranschlag und Stößel wie eine einzige starre Einheit und bewahren die Genauigkeit auch bei Arbeiten mit dickem Material.
Sobald die mechanische Ausrichtung stimmt, bekommt die elektronische Kalibrierung endlich Bedeutung. Das Ausführen der Home- oder Nullstellroutine der Steuerung, bevor alle mechanischen Teile gesichert sind, ist wie der Versuch, ein Rad auf einer lockeren Nabe auszubalancieren – es wirkt nur richtig, bis sich das Spiel wieder verschiebt.
Beginnen Sie damit, den Anschlag einmal zu referenzieren. Wenn die Achse sanft zurückkehrt, aber konstant etwas zu kurz oder zu lang stoppt, akzeptieren Sie diesen neuen Nullpunkt und testen Sie die Wiederholgenauigkeit. Konsistenz zeigt, dass sich die Mechanik gesetzt hat. Wenn der Anschlag jedoch manchmal überschießt, zögert oder driftet – die typischen “Geisterbewegungen” – verfolgen Sie den Signalweg. Prüfen Sie das Encoderkabel und den Stecker; Vibrationen und Kühlschmiernebel gelangen oft unter das Gehäuse. Reinigen Sie die Pins, setzen Sie den Stecker neu ein und sichern Sie den Kabelstrang so, dass er sich bei jedem Hub nicht bewegt. Beobachten Sie beim Verfahren der Achse den Encoder-Zählerbildschirm: Zufällige Ausschläge oder eingefrorene Werte deuten auf einen Sensordefekt oder eine gebrochene Kupplung hin.
Eine lose Fingerklemme kann einen Encoderfehler vortäuschen, da jeder Aufprall das Lastmoment verändert, was der Servoantrieb als äußere Störung interpretiert. Ziehen Sie die Klemme fest, und das vermeintliche “elektrische” Problem verschwindet. Rufen Sie den Elektroniker erst, wenn jede mechanische Verbindung überprüft, festgezogen und abgedichtet ist – die Steifigkeit der Maschine ist das erste und zuverlässigste Diagnosewerkzeug.
Fall 1: Eine 3 m Abkantpresse, die bei 3 mm Edelstahl ungleichmäßige Flanschlängen produzierte, zeigte eine Streuung von 1 mm bei der Rückkehr des Anschlags. Der Bediener vermutete ein Servo-Problem. Die mechanische Inspektion deckte einen einzelnen gelockerten Fingerkeil auf. Das erneute Festziehen der Klemme reduzierte die Abweichung auf 0,15 mm – keine elektronische Anpassung erforderlich.
Fall 2: Eine Hochgeschwindigkeitszelle zeigte zufällige Referenzfehler. Bei genauerer Untersuchung wurde ungleichmäßige Führungsleisten-Spannung festgestellt, die den Schlitten verdrehte; während sich die Schiene bog, driftete die Encoderanzeige. Nachdem die Führungsleisten gleichmäßig eingestellt und die Parallelität wiederhergestellt waren, verschwanden die Geisterbewegungen.
In nur fünf disziplinierten Minuten – abschalten, testen, festziehen, neu kalibrieren – kann der Bediener eine fragile Ausrichtung in eine robuste Rückkopplungsschleife verwandeln. Die Abkantpresse gewinnt ihre zuverlässige Wiederholgenauigkeit zurück, und die Produktion konzentriert sich wieder auf die Teilefertigung statt auf die Suche nach Phantomfehlern.
Abkantpressen haben selten wirklich “zufällige” elektrische Probleme. Häufiger entstehen solche Fehler durch Restenergie in Sicherheits- oder Steuerkreisen aufgrund falscher Abschaltverfahren. Der am häufigsten übersehene Schritt ist das Betätigen aller Not-Aus-Taster (E-Stop) – nicht nur des vorderen Bedienpanels. Jeder nicht gedrückte Not-Aus hält einen Teil des Sicherheitskreises unter Spannung, was verhindern kann, dass die SPS ihren Steuerzustand vollständig zurücksetzt. Verbleibende Spannung im Sicherheitskreis oder gespeicherte Kondensatorladung kann Phantomsignale simulieren, die wiederholt falsche Fehlercodes auslösen.
Erfahrene Servicetechniker verwenden eine präzise Abschalt- und Neustartsequenz, um einen vollständigen, sauberen Neustart zu gewährleisten:
Das Überspringen des Leerlauf-Warmfahrens und Entlüftens lässt Luft in den Hydraulikleitungen zurück, was zu träger Magnetventilbetätigung führt, die elektrische Fehlfunktionen vortäuscht. In einem dokumentierten Fall verlor eine Werkstatt vier Stunden Produktionszeit bei der Fehlersuche, weil sie glaubte, es handle sich um eine “SPS-Blockierung”. Das Problem wurde gelöst, als ein Techniker schließlich einen unmarkierten hinteren Not-Aus betätigte und damit den Sicherheitskreis schloss. Zehn Minuten später war die Maschine wieder betriebsbereit – kein Serviceeinsatz erforderlich.
Abkantpressen erzeugen hochfrequente Vibrationen – insbesondere bei schweren Biegearbeiten – die nach und nach elektrische Verbindungen lockern, selbst solche mit Verriegelungslaschen. Die häufigsten Problemstellen sind:
Der effektivste Zeitpunkt für eine Inspektion ist direkt nach der Reinigung. Fahren Sie leicht mit der Fingerspitze entlang der DIN-Schienen und angrenzenden Rahmenbereiche – jede Delle oder jeder Kratzer markiert Stellen, an denen starke Vibrationen übertragen werden. Mit der Zeit neigen diese Vibrationen dazu, Deutsch-Steckverbinder an Encoderleitungen und Endschaltern zu lockern. Priorisieren Sie die Prüfung und das Nachziehen in diesen spezifischen Bereichen:
Ziehen Sie alle Verbindungen gemäß den Herstellervorgaben fest – oft etwa 1–2 Nm für kleine SPS-Klemmen – und tragen Sie Dielektrikfett auf, um Oxidation zu verhindern. Das Aufschneiden des Hydraulikrücklauffilters kann helfen, Metallpartikel zu erkennen – ein Hinweis darauf, dass sich durch Vibration gelockerte Bauteile an ihren Gehäusen abreiben.
Eine weniger offensichtliche, aber schädliche Ursache für Kabelbelastung ist eine unsachgemäße Ausrichtung des Rahmens. Wenn der Rahmen der Abkantpresse verdreht ist, dehnen sich Kabelbündel langsam, was schließlich dazu führt, dass Crimpverbindungen nach Monaten der Nutzung ausfallen. Überprüfen Sie die Rahmenausrichtung vierteljährlich mit einem Laser oder einer Präzisionswasserwaage und unterlegen Sie die Füße, wenn die Neigung mehr als 1 mm pro 3 m Spannweite beträgt. Dies schützt nicht nur die Verkabelung, sondern verhindert auch eine Wölbungsverzerrung während der Biegearbeiten.
Für eine schnelle Überprüfung: Bewegen Sie die Maschinenachsen langsam, während Sie verdächtige Kabel an den drei oben genannten Punkten sanft ziehen. Wenn Sie eine Verzögerung bemerken oder einen Fehler auslösen, ist dies ein klarer Hinweis auf vibrationsbedingte Lockerungen.
Selbst bei einwandfreier Verkabelung entstehen wiederkehrende “zufällige” Fehler oft durch das Abweichen wichtiger SPS- oder Antriebsparameter von ihren ursprünglichen Werten – typischerweise aufgrund von anhaltender Vibration, Temperaturschwankungen oder Encoder-Spiel. Die Einstellungen, deren Überprüfung sich am meisten lohnt, sind:
Verwenden Sie die Diagnostik oder das erweiterte Parameter-Menü der Maschine, um diese Werte zu überprüfen. Fahren Sie den Stößel vollständig hoch und runter und messen Sie dann den Höhenunterschied über das gesamte Bett. Wenn die Abweichung 0,5–2 mm überschreitet (je nach Abkantpressenklasse), ist eine Neukalibrierung erforderlich. Zeichnen Sie täglich drei wichtige Messwerte auf:
Ein verstopfter Hydraulikfilter kann Parameterabweichungen vortäuschen, indem er die Systemreaktion verlangsamt. Ersetzen Sie Filter, sobald der Druckabfall die Spezifikationen überschreitet. Selbst wenn das Öl sauber aussieht, beschleunigt ein Betrieb über 60 °C den Verschleiß der Dichtungen und stört die Ventilsteuerung. Lassen Sie das System vor der Fortsetzung schwerer Arbeiten zehn Minuten abkühlen, um die Viskosität zu stabilisieren und konsistente Parameterwerte sicherzustellen.
Eine Fertigungswerkstatt verhinderte 12.000 € Ausschusskosten, nachdem sie während eines 500‑Teile‑Durchlaufs eine langsame Abweichung des Hinteranschlag-Nullpunkts festgestellt hatte. Ein schneller SPS‑Reset behob das Problem und löschte hartnäckige Fehlercodes – ohne teuren Komponentenaustausch.
Möchten Sie, dass ich auch Abschnitt 5 entwerfe, damit der Leser nahtlos in die nächste Phase des Artikels übergeht? Diese Kontinuität würde den Ablauf der Wartungsanleitung reibungslos gestalten.
Die meisten Wartungshandbücher konzentrieren sich darauf, eine Abkantpresse betriebsbereit zu halten. Die teurere Realität ist jedoch, dass die Geometrie – nicht die Betriebszeit – die Teilegenauigkeit und den langfristigen Maschinenwert bestimmt. Überraschenderweise resultieren dauerhafte Rahmen- und Bettverformungen selten aus einmaligen Überlastungen. Stattdessen entstehen sie durch kleine, wiederholte Handlungen: das Biegen kurzer Teile immer an derselben Stelle, das Vernachlässigen der Schmierung über mehrere Schichten oder das Zulassen, dass sich auf den Werkzeugoberflächen Schmutz ansammelt. Der Verlust der Geometrie baut sich schrittweise auf, bleibt zunächst unsichtbar und wird später extrem teuer zu beheben. Dieser Abschnitt hebt die drei wichtigsten Praktiken hervor.
Bett- und Rahmendeformation beginnt typischerweise mit der Bearbeitung von Kurzstücken. Wenn Bediener schmale Teile – typischerweise 150–250 mm breit – biegen und diese aus Bequemlichkeit konsequent in der Mitte der Maschine platzieren, konzentriert sich die Last in einer einzigen Zone, anstatt gleichmäßig über das Bett verteilt zu werden. Dies erzeugt ein unausgeglichenes Moment, das das Bombiersystem nicht vollständig ausgleichen kann. Sowohl hydraulische als auch mechanische Bombierung haben konstruktive Grenzen, und eine lokale Belastung in der Mitte kann diese Grenzen um bis zu 40% überschreiten.
Die Auswirkungen sind spürbar: eine dauerhafte Bettverformung von etwa 0,1–0,2 mm. Das mag gering erscheinen, aber diese Abweichung reicht aus, um Biegewinkel außerhalb der Toleranz zu bringen und das Bombiersystem über seinen vorgesehenen Bereich hinaus zu belasten. Ein vietnamesisches Haushaltsgerätewerk dokumentierte, wie das tägliche Belasten der Mitte mit 200 mm Teilen innerhalb von sechs Monaten zu einer Blockierung der Aktuatoren führte – was eine $15.000‑Rahmenausrichtung und mehrere Wochen Produktionsausfall zur Folge hatte.
Zwei einfache vorbeugende Maßnahmen können das Ergebnis vollständig verändern:
Eine schnelle Diagnosemethode verwendet Testblöcke, die bei 25%, 50% und 75% der Bettlänge platziert werden. Wenn die gemessene Durchbiegung zwischen diesen Kontaktpunkten 0,05 mm überschreitet, kalibrieren Sie die Bombierkurve neu oder installieren Sie vorübergehend mechanische Keile, bevor Sie weitere Kleinserien bearbeiten.
Der Verlust der geometrischen Genauigkeit beginnt oft mit übersehenen Schmierausfällen. Die Führungsleisten des Stößels und die Gleitblöcke sind typischerweise die ersten Bereiche, die trockene Zonen aufweisen. Sobald die Schmierung über 50 Stunden oder länger fehlt, beginnt metallisches Fressen, wodurch die Reibung um bis zu das Fünffache steigt. Dies ist die zugrunde liegende Ursache für etwa 30% der Unregelmäßigkeiten bei der Stößelneigung – selbst wenn die hydraulischen und elektrischen Systeme fehlerfrei erscheinen.
Frühwarnungen sind verfügbar, wenn man weiß, wo man suchen muss. Gebrauchte hydraulische Saugfilter zeigen oft glänzende Metallflocken – ein Frühindikator für Führungsverschleiß, der zwei bis drei Wochen vor dem Sichtbarwerden von Riefen auftritt. Das Erkennen dieser Flocken gibt Ihnen Zeit, die Schmierung zu verstärken und die Lastmuster zu korrigieren, bevor der Stößel blockiert, schleift oder sich unerwartet verschiebt.
Versteckte Hochrisikobereiche sind:
Das Führen eines wöchentlichen Schmierprotokolls – und das konsequente Auftragen von nur 5–10 Gramm Fett pro Schmierstelle – kann die Leistung erheblich stabilisieren. Ein deutscher Fertigungsbetrieb reduzierte den Führungsverschleiß um 70%, indem er sowohl Fettmenge als auch Intervalle dokumentierte. Diese einfache Disziplin verhinderte Überlastungen der Hydraulikpumpe und beseitigte Stößel‑Ungleichmäßigkeiten, die Bediener zuvor elektronischen Fehlern zugeschrieben hatten.
Selbst bei geradem Rahmen und gut gewarteten Führungen kann die Geometrie an der Werkzeugschnittstelle beeinträchtigt werden. “Aufgewölbte” Flächen – winzige Erhebungen durch eingebetteten Schmutz – bilden Hochpunkte, die dazu führen, dass der Stempel oder die Matrize unter Last wippt. Das Ergebnis ist ein allmähliches Abdriften des Biegewinkels um 0,02 bis 0,1 mm alle hundert Zyklen – ein schleichender Fehler, der wie eine Stößel‑Fehlausrichtung aussieht und Techniker oft Phantom‑Encoder‑ oder PLC‑Fehlern nachjagen lässt.
Die schnellste Inspektionsmethode ist taktil: Ziehen Sie Ihren Fingernagel über die Auflagefläche. Jedes Hängenbleiben weist auf eine Rauheit von über Ra 3,2 Mikrometer hin – genug, um die Werkzeugauflage zu verschieben. Ein großer Automobilzulieferer führte einen 25%‑Anstieg an Ausschuss auf aufgewölbte Flächen zurück und löste das Problem, indem er die Auflagen einmal pro Schicht mit einem Vliesstoff abwischte. Verwenden Sie niemals Stahlwolle; sie verliert Metallpartikel, die sich tiefer ins Bett einbetten.
Zwei einfache Gewohnheiten helfen, die Geometrie der Werkzeugauflage konstant zu halten:
In einem mexikanischen Werk, das immer wieder “PLC‑Fehler” verfolgte, stellte sich der wahre Übeltäter als Werkzeugwippen durch aufgewölbte Flächen heraus, was zu minimalen Stößel‑Neigungen und Encoder‑Fehlablesungen führte. Ein gründliches Abkratzen und Reinigen der Werkzeugauflage beseitigte den Fehler – und sparte Tausende Dollar an stündlichen Ausfallkosten.
Die Geometrie einer Abkantpresse zu schützen, hängt selten davon ab, katastrophale Ausfälle zu verhindern. Es geht darum, die subtilen, kumulativen Belastungen zu minimieren, die langsam die Genauigkeit verzerren. Die Bekämpfung dieser kleinen Probleme schützt die Präzision, verlängert die Lebensdauer der Maschine und verhindert die Art von Bettverformung, die allein durch Kalibrierung niemals korrigiert werden kann.
Der stille Feind hydraulischer Abkantpressen ist nicht Überlastung – es ist der Restdruck, der über Nacht bestehen bleibt. Selbst wenn der Stößel nur wenige Zentimeter über der unteren Totpunktlage gehalten wird, bleiben die Zylinderdichtungen stundenlang unter statischer Spannung gedehnt – genau dann, wenn sich das Öl beim Abkühlen zusammenzieht und diese Spannung verstärkt. Diese Kontraktion erhöht die Dichtungsbelastung. Daten aus Werkstätten, die Ausfallraten überwachten, zeigten einen Anstieg des Dichtungsverschleißes um 70%, wenn Bediener es versäumten, den Stößel in BDC zu parken. Die Lösung dauert nur 20 Sekunden: den Stößel auf BDC fahren, das Ablassventil öffnen, um den Haltedruck vollständig abzulassen, und sicherstellen, dass das Manometer null anzeigt. Null Druck bedeutet null Belastung. Teams, die dies zur Standardpraxis machen, sehen regelmäßig eine Verdoppelung der Dichtungslebensdauer. Eine Werkstatt, die ein Jahr lang unter wiederholten Dichtungswechseln litt, stellte auf eine strikte BDC-Routine am Schichtende um und verzeichnete im folgenden Jahr überhaupt keine Ausfälle.
Wenn Sie sich diese Gewohnheit am Tagesende aneignen, werden Sie verstehen, warum sich die Morgenarbeit konsistenter anfühlt. Mit dem Stößel in BDC driftet er während der Stillstandszeit nicht mehr – Ihr erster Biegevorgang landet genau dort, wo der Controller es vorhersagt. Das ist kein Zufall; es ist das Ergebnis eines Systems, das die Nacht in echtem hydraulischen Ruhezustand verbracht hat.
Die meisten unerklärlichen Abweichungen sind nicht hydraulischer Natur – es ist Schmutz, der sich als mechanisches Problem tarnt. Linearskalen, Seitenführungen, Stößelführungen, Hinteranschlagführungen und Werkzeugaufnahmen fangen feinen Metallstaub auf. Unter Last verkeilt sich dieser Schmutz, verursacht Stößelneigung, Spiel im Hinteranschlag und scheinbar zufällige Encoderbewegungen. Tatsächlich stammen 80% der Abweichungen am nächsten Tag von Verunreinigungen genau dieser fünf Komponenten. Die Lösung ist einfach: Verwenden Sie ein trockenes, fusselfreies Tuch – niemals Lösungsmittel, die den Staub nach innen ziehen – und wischen Sie diese Flächen am Ende jeder Schicht ab. Achten Sie besonders auf versteckte Bereiche: die Unterseite der Linearskalen, die Innenkanten der Führungen und flache Vorsprünge, auf denen sich Späne absetzen und festhaften.
Ein Bediener reinigte eine Führung, nachdem er ein Spiel von 1,2 mm festgestellt hatte, und löste das Problem in weniger als zwei Minuten – gerade als der Vorgesetzte die Nummer des Servicetechnikers wählen wollte. Dieses schnelle Abwischen verhinderte eine Stunde Stillstand und ersparte den Serviceeinsatz vollständig. Werkstätten, die wöchentliche Vorher‑/Nachher‑Fotos machen, verzeichnen fast halb so viel Ausschuss – weniger wegen sauberer Oberflächen, sondern weil die Bilder wiederkehrende Schmutzfallen aufzeigen und gezielteres, effektiveres Reinigen ermöglichen.
Bediener erinnern sich oft an den Moment, als sie erkannten, dass ein einziges Staubkorn eine Biegung um 2 mm verfälschen kann. Die kleinsten Verunreinigungen können die größten Fehlersuchen auslösen.
Nichts bringt eine gut laufende Maschine schneller aus dem Takt, als wenn jede Schicht die vorherige “korrigiert”. Diese Art von Offset‑Spielerei ist für etwa 65% der inkonsistenten Ergebnisse zu Beginn des Tages verantwortlich. Die Lösung ist eine disziplinierte Übergabe: ein präzises Skript, das genau den Zustand der Maschine und die wichtigsten Zahlen angibt, die diesen bestätigen. Das Skript ist einfach:
Das Protokollieren dieser drei Messwerte fängt die meisten Probleme ab, bevor sie zu Ausschuss führen. Eine Werkstatt druckte die Checkliste sogar auf eine laminierte Karte. Ihre Schichtwechsel‑Fehler gingen von drei pro Woche auf null zurück. Einmal bemerkte ein Nachmittagsbediener eine Abweichung von 1,8 mm; das Protokoll verlangte eine Überprüfung, bevor Offsets geändert wurden. Man entdeckte Schmutz auf der Führung, reinigte sie, maß erneut – und der nächtliche Durchlauf verlief fehlerfrei.
Der wahre Wert dieses Skripts liegt in seiner Psychologie. Es vermittelt der nächsten Schicht: “Die Maschine war genau, als ich gegangen bin. Wenn sie es jetzt nicht ist, messen Sie, bevor Sie einstellen.” Diese klare Grenze schützt die Präzision Ihrer Maschine.
Bediener erinnern sich oft an das Eingangsbild: die Abkantpresse, die scheinbar “mit schlechter Laune” aufwacht, den ersten Biegevorgang falsch ausrichtet und die erste Stunde verschwendet. Dieses Ritual am Schichtende ist das Heilmittel für diese Störung. Das Parken in BDC beseitigt versteckten Druck. Das Abwischen entfernt unsichtbaren Schmutz. Und die Übergabe stoppt die heimliche Sabotage, die zwischen den Schichten passieren kann.
Am nächsten Morgen, wenn deine erste Biegung perfekt genau ist, wird es sich nicht wie Glück anfühlen – sondern wie das Ergebnis sorgfältiger Aufmerksamkeit.


















