

La première partie de la journée se déroule parfaitement — puis, deux heures plus tard, le même programme produit soudain un pli qui penche de 1,2 degré d’un côté. Rien dans votre configuration n’a changé. Même matériau, mêmes outils, même opérateur. La réaction naturelle consiste à accuser le calibrage, mais la plupart du temps, la machine n’est pas en cause. Ce qui a réellement changé, ce n’est ni le vérin, ni le laser, ni même l’acier. Ce sont un ensemble de conditions subtiles, souvent invisibles, qui passent inaperçues jusqu’à saboter silencieusement une série de production. Reconnaître ces variables cachées, c’est ce qui distingue un véritable diagnostic d’une simple supposition.
Les presses hydrauliques dépendent entièrement de la température. Après une nuit d’arrêt, l’huile s’épaissit, ralentissant la réponse de la servovalve et provoquant un léger retard du vérin — suffisant pour modifier les angles de pliage de plus d’un degré. Cela ressemble exactement à une dérive d’étalonnage, mais dès que l’huile atteint 100–120 °F (38–49 °C), les symptômes disparaissent. La vérification la plus simple est la température de l’huile elle‑même : si la jauge indique moins de 80 °F (27 °C), vous n’êtes pas face à une panne mécanique ou électronique, mais simplement à un pliage effectué avec de l’huile froide.
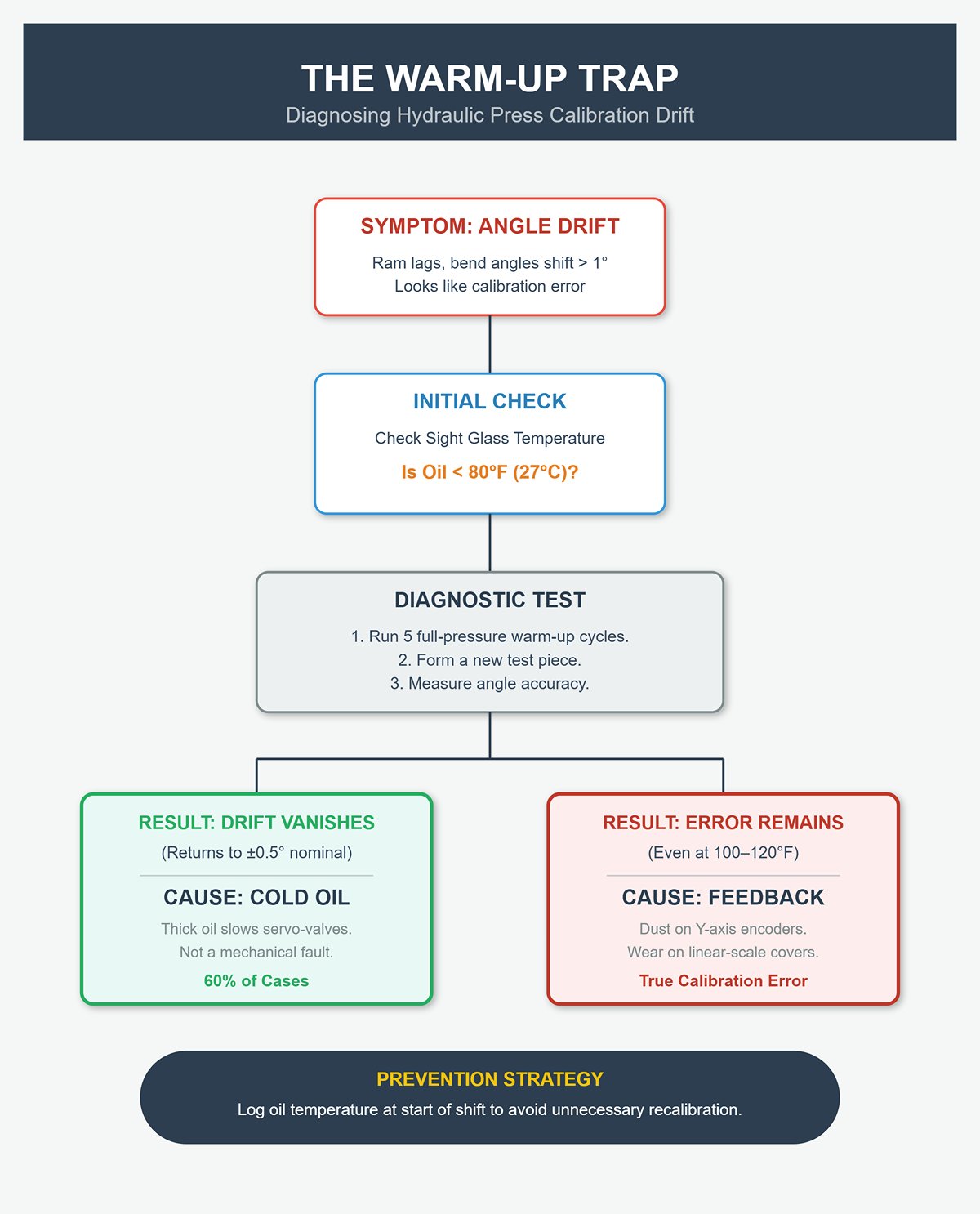
Effectuez cinq cycles complets à pleine pression, puis réalisez une nouvelle pièce d’essai. Si l’angle revient à la valeur nominale à ±0,5° près, la dérive provenait de la température, non du calibrage. Si l’erreur persiste même lorsque l’huile est chaude, le problème vient du retour de position — souvent de minuscules particules de poussière sur les codeurs de l’axe Y ou de l’usure des capots de règle linéaire, l’un ou l’autre pouvant introduire des erreurs de lecture de ±0,01 mm. Les ateliers qui ont commencé à consigner la température de l’huile au début de chaque équipe ont découvert que six “pannes d’étalonnage” sur dix n’étaient rien d’autre que des effets de démarrage à froid. Un simple relevé de température évite des heures de recalibrage inutile et élimine un gaspillage caché.
Les véritables défauts d’étalonnage apparaissent généralement dans la géométrie du vérin bien avant que l’électronique ne les signale. Vous pouvez confirmer le parallélisme Y1/Y2 à l’aide d’une simple règle et d’un jeu de cales d’épaisseur. Amenez le vérin au point mort haut et mesurez à travers le banc aux deux extrémités ainsi qu’au centre, en notant tout écart mesurable. Sur une presse plieuse de précision, la différence d’un bout à l’autre doit rester inférieure à 0,5 mm, tandis que les machines industrielles lourdes tolèrent jusqu’à 2 mm. Répétez les mêmes contrôles près du point mort bas pour vérifier la constance.
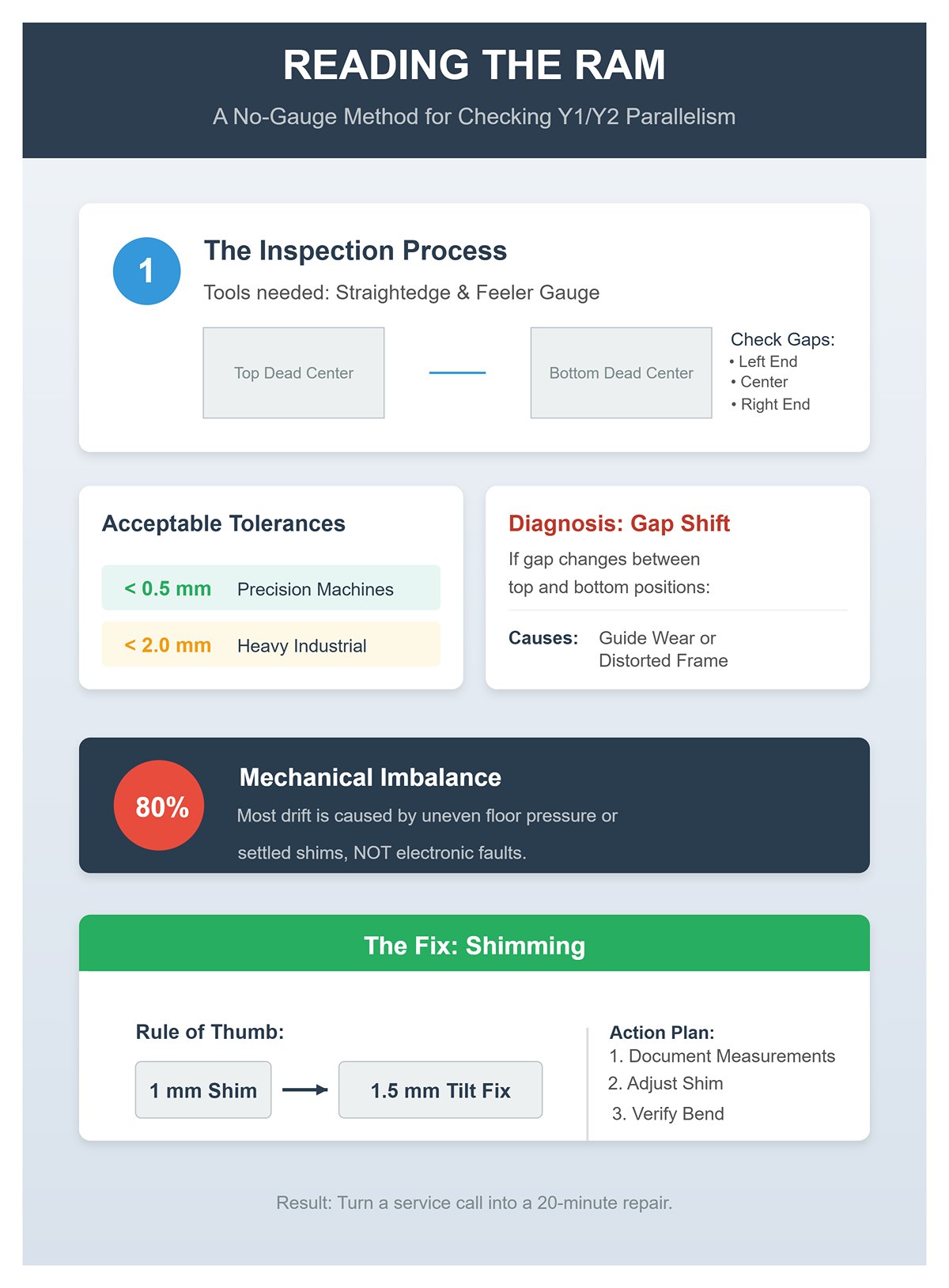
Si l’écart change entre le point mort haut et le point mort bas, cela indique une usure des guides ou une déformation du bâti — souvent due à une pression inégale au sol ou à des cales qui se sont affaissées sous un pied de mise à niveau. Environ 80 % des dérives d’angle inexpliquées proviennent de ce type de déséquilibre mécanique plutôt que de défaillances électroniques. La solution est simple : ajouter ou retirer une cale sous le pied concerné. En règle générale, 1 mm de cale corrige environ 1,5 mm d’inclinaison le long du vérin. Documentez vos mesures avant et après l’ajustement, effectuez un pliage de vérification, et vous saurez si le problème provient de la géométrie ou des capteurs. Avec ce contrôle simple, de nombreux opérateurs peuvent transformer une situation de “technicien requis” en une réparation rapide de 20 minutes.
Votre presse plieuse s’exprime avant tout par le son. Une pompe hydraulique en bon état émet un bourdonnement régulier et homogène ; toute nouvelle rugosité dans ce ton constitue un indice immédiat à examiner. Un grincement ou raclement suggère un contact métal‑métal — probablement une usure interne de la pompe ou des vérins libérant de minuscules fragments. Vérifiez le filtre d’aspiration : s’il scintille, la maîtrise de la contamination a échoué et le filtre doit être remplacé d’urgence pour éviter le grippage total de la pompe.
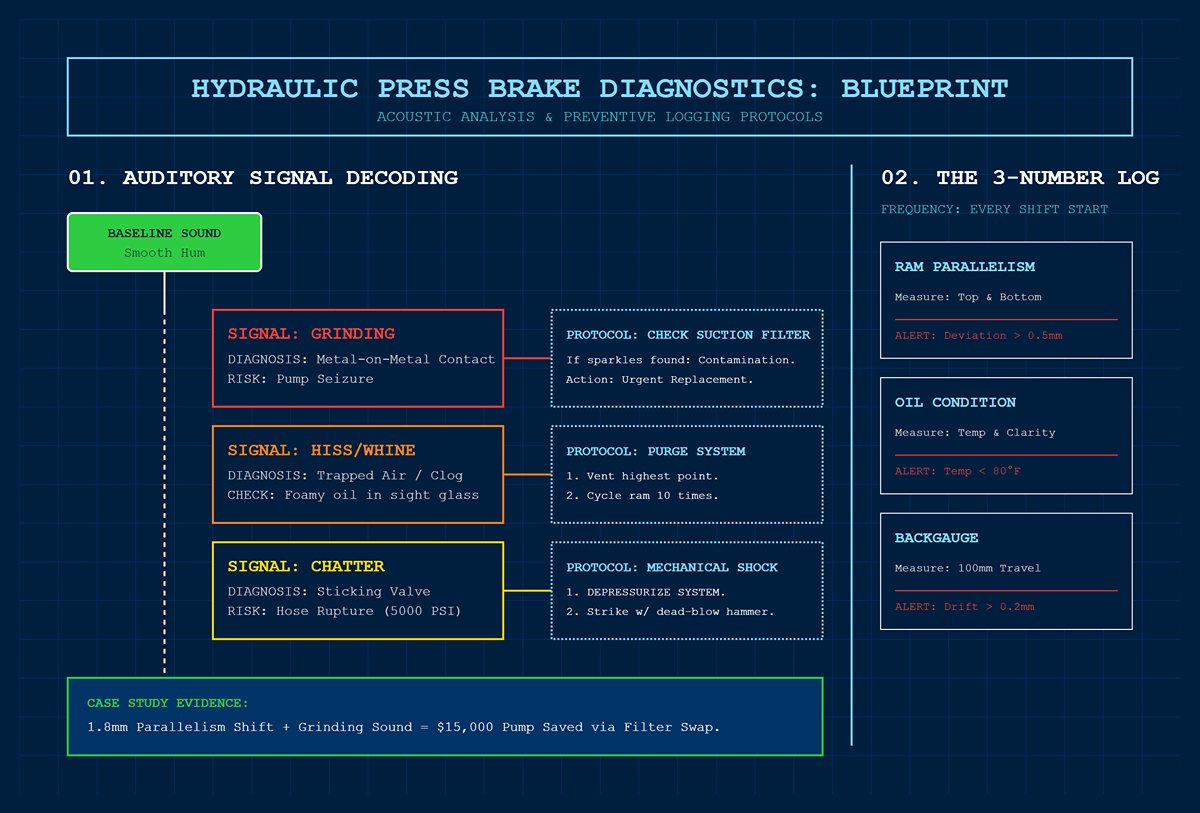
Un sifflement aigu ou un gémissement mince indique généralement de l’air emprisonné ou une crépine d’aspiration obstruée. Une huile mousseuse visible dans la jauge de niveau confirme le diagnostic. Purgez le point le plus haut, faites dix cycles du vérin, et les vibrations devraient disparaître une fois l’air expulsé. Les cliquetis ou cognements sous pression sont plus complexes — souvent causés par une bobine de soupape proportionnelle grippée ou une soupape de décharge encrassée. Un léger coup contrôlé avec un maillet à tête molle — uniquement lorsque le système est dépressurisé — peut libérer la bobine et confirmer le problème. Ignorer ces sons expose à des pics de pression dangereux susceptibles de rompre des flexibles conçus pour 5 000 PSI.
Tenir un simple journal à “trois chiffres” à chaque quart transforme les intuitions en entretien préventif. Chaque matin, notez les lectures de parallélisme du vérin en haut et en bas, la température et la clarté de l’huile, ainsi que la répétabilité du butoir arrière sur un déplacement de 100 mm. Des écarts supérieurs à 0,5 mm, une huile inférieure à 80 °F ou une dérive du butoir de plus de 0,2 mm signalent un problème bien avant qu’il ne devienne visible. Dans une étude de cas, un décalage de parallélisme de 1,8 mm accompagné d’un nouveau grincement a conduit une équipe à remplacer un filtre d’aspiration défaillant, sauvant une pompe de 15 000 $ d’une destruction certaine — preuve claire que l’écoute attentive et la consignation systématique surpassent les interventions réactives.
Les pliages qui s’écartent de la ligne ne sont pas des caprices aléatoires : ce sont des messages écrits dans les variations de température, les changements de géométrie et les signaux sonores, indiquant tout ce qui a changé depuis le début de la journée. Une fois que vous savez les interpréter, la “dérive” cesse d’être un défaut déroutant et devient le signe d’alerte le plus précoce et le plus fiable de votre presse plieuse.
De nombreux manuels de presses plieuses insistent sur les contrôles de niveau d’huile et d’étalonnage, alors qu’en réalité, la plupart des problèmes qui arrêtent la production proviennent des profondeurs du système hydraulique — valves qui chauffent, bobines qui s’affaiblissent, et microfuites qui font chuter la pression bien avant qu’une flaque visible n’apparaisse. Les techniciens qui maintiennent régulièrement une disponibilité supérieure à 95 % se concentrent sur trois points essentiels : le comportement des soupapes lors des changements de direction, la température de l’huile en charge réelle (au‑delà du simple réchauffement), et la capacité du système à maintenir la pleine pression sans desserrer un seul boulon de collecteur.
Des inversions saccadées ou lentes proviennent presque toujours d’un tiroir de soupape à mouvement ralenti ou d’une bobine de solénoïde ayant perdu de la puissance. Un solénoïde fonctionne comme un électroaimant déplaçant un plongeur pour commander le tiroir hydraulique ; lorsque des débris ou des dépôts durcis augmentent la friction, le tiroir peut se bloquer une fraction de seconde. Au niveau du vérin, ce retard se manifeste par une hésitation, une secousse visible ou un double choc à l’inversion.
Le principal suspect est la contamination. Une huile non filtrée ou vieillie accumule suffisamment de particules en 500 – 1000 heures de fonctionnement pour gêner le mouvement du plongeur. Coupez un filtre de retour usagé et son contenu en dira long : des paillettes métalliques brillantes indiquent une usure du tiroir, tandis qu’un résidu plus sombre révèle une formation de vernis. Dans les deux cas, c’est le signal pour mesurer immédiatement la tension de la bobine. Une bobine 24 V CC affichant moins de 90 % de la valeur nominale ne produira pas la force magnétique nécessaire pour actionner le plongeur de façon fiable — surtout sous contrainte thermique. Des bobines fonctionnant à tension limite mènent régulièrement au rebut de 10 à 20 pièces par heure dans les opérations à grand volume.
Une astuce éprouvée dans les usines lourdes en Allemagne et au Viêt Nam : pendant un cycle à vide, tapotez doucement le corps de la soupape avec un maillet à tête molle. Si le tiroir se déplace librement ensuite, vous avez confirmé qu’il se coinçait — sans démontage. Bien que cela ne soit qu’un répit temporaire et qu’un signal clair que la soupape doit être nettoyée ou remplacée lors du prochain arrêt planifié, cela rétablit une inversion fluide dans environ 80 % des cas.
Le changement d’état d’esprit clé pour les opérateurs est simple : lorsque l’inversion commence à paraître dure ou lente, vérifiez d’abord le solénoïde plutôt que l’ensemble du système hydraulique. La plupart des “hésitations mystérieuses” proviennent d’un tiroir collant — premier signe que la contamination a surpassé les capacités du système de filtration.
Une fois que la température de l’huile dépasse 140 °F (60 °C), la presse plieuse entre dans une zone où les matériaux des joints commencent à perdre leur élasticité — typiquement de 20 à 30 % en environ 100 heures. À mesure que l’élasticité diminue, les jeux contrôlés s’élargissent, provoquant un contournement interne dans les vérins et les soupapes. L’opérateur perçoit cela comme une instabilité de pression : une perte de 15 à 25 % sur la pièce, même si les réglages de la pompe et du limiteur de pression restent inchangés.
Les pics de chaleur proviennent rarement de l’usure de la pompe ; bien plus souvent, ils sont dus à un refroidissement limité. Des ailettes d’échangeur thermique obstruées ou des refroidisseurs d’air mal entretenus représentent près de 30 % des rapports inattendus de “ défaillance de pompe ” dans les registres de maintenance. Les opérateurs qui notent la température de l’huile au début de chaque poste peuvent repérer ces tendances haussières bien avant que la machine ne déclenche une alarme. Une routine simple — nettoyage hebdomadaire des ailettes et vérification du fonctionnement du refroidisseur à température — réduit les remplacements de joints d’environ un tiers dans les installations auditées.
Franchir la barre des 140 °F n’est pas une légère dérive ; c’est une limite critique. Au‑delà, les joints deviennent cassants, le vernis se forme plus rapidement et le risque de cavitation augmente. Maintenir la température de l’huile sous contrôle protège chaque composant en aval — en particulier les soupapes déjà sujettes au collage.
La perte de pression ne se manifeste pas toujours par des raccords qui fuient ou des flaques visibles. Les micro‑fuites à l’intérieur ou autour des collecteurs entraînent généralement une déperdition de 0,5 à 2 bar par heure — suffisante pour perturber la précision du pliage sans laisser de trace externe évidente. Les signes d’alerte apparaissent dans la courbe de pression, pas sur le sol de l’atelier.
Une technique simple et sans outil fonctionne bien lors des diagnostics : effectuez des cycles à vide à 50 % de pression et enveloppez étroitement les raccords et jonctions de tuyaux avec des essuie‑tout. L’huile hydraulique fraîche laisse des marques nettes, révélant les “ suintements ” causés par l’extrusion des joints toriques. Ces petites fuites sont extrêmement fréquentes sur les machines âgées de cinq ans ou plus, surtout lorsque les tuyaux se plient à proximité de leur rayon minimal.
Si la perte de pression persiste même lorsque les raccords restent secs, la cause peut résider dans la contamination ou l’infiltration d’eau. Une huile trouble ou mousseuse dans la chambre du filtre d’aspiration est un signe classique de cavitation — responsable d’autant que 80 % de ces pertes “ invisibles ”. Souvent, il suffit de remplacer un filtre d’aspiration obstrué puis de purger l’air emprisonné des points hauts du système pour rétablir la pleine pression en quelques minutes, le tout sans démontage du collecteur.
L’une des protections les plus faciles consiste à conserver un relevé quotidien en trois chiffres : température de l’huile, pourcentage de pression conservée et temps de transition de changement. Si vous observez une chute de pression de plus de 5 % par rapport à la consigne — par exemple d’un réglage de soupape de décharge à 250 bar —, c’est un signal précoce clair de fuite ou de contournement, bien avant qu’un rebut ne s’accumule ou que les composants ne tombent en panne.
En considérant les performances des soupapes, la stabilité thermique et l’intégrité de la pression comme les éléments d’un même système interdépendant — plutôt que comme des problèmes isolés —, les opérateurs peuvent maintenir des transitions de cycle fluides, une pression fiable et éviter les arrêts coûteux du calendrier de production.
De nombreux manuels de maintenance relèguent le dépannage du palpeur arrière au milieu de longues procédures de révision. En réalité, environ 80 % des problèmes d’alignement et de précision peuvent être détectés — et environ la moitié corrigés — en cinq minutes, si l’on procède méthodiquement. Le palpeur arrière de la presse plieuse combine rigidité mécanique, intégrité d’entraînement et rétroaction électronique. Les étapes suivantes rétablissent cette coordination avant que la qualité de production ne commence à se dégrader.
Un léger jeu dans le doigt du palpeur arrière — si faible qu’il est presque invisible — peut facilement être confondu avec des défauts du codeur ou des bruits d’entraînement. Commencez par une vérification rapide de sécurité de 30 secondes : coupez l’alimentation, isolez l’hydraulique et assurez‑vous que l’arrêt d’urgence est enclenché. Avec le palpeur hors tension, effectuez un contrôle mécanique doux en poussant et tirant chaque doigt latéralement. Tout jeu supérieur à 0,5 mm indique des cannelures usées, des colliers sous‑serrés ou un rail affaissé.
Ensuite, serrez les composants qui préservent la géométrie du système. Sur les axes X ou R à courroie, appuyez sur la courroie à mi‑chemin entre les poulies : si elle émet un battement sourd, elle est trop lâche ; un “ claquement ” net et régulier indique une tension correcte. Ajustez jusqu’à ce que la déflexion soit ferme mais fluide sur toute la course, en suivant la plage de tolérance du fabricant ou en confirmant à l’aide d’un tensiomètre. Pour les systèmes à vis à billes, inspectez les boulons de couplage et assurez‑vous que le connecteur du codeur est bien enfiché, car même un léger desserrage du couplage peut amplifier le jeu au bout du doigt.
Avant de rétablir l’alimentation, assurez‑vous que toutes les vis de blocage du chariot de doigt sont correctement serrées, et appliquez un frein‑filet si elles ont tendance à se desserrer. Une fois la machine remise sous tension, effectuez un test rapide de répétabilité : commandez un déplacement de 100 mm aller‑retour trois fois. Si l’écart dépasse la tolérance autorisée du travail — typiquement 0,2 à 0,5 mm —, vous avez encore un problème mécanique nuisant à la précision. La conclusion est simple : un doigt légèrement lâche se fait souvent passer pour une dérive du codeur. Fixez d’abord le doigt, et la plupart des erreurs de position disparaissent d’elles‑mêmes.
Les coulisses — longues bandes de guidage qui maintiennent le rail du palpeur arrière aligné — ont tendance à se dérégler progressivement, souvent si lentement que les opérateurs s’y habituent sans s’en rendre compte. Le résultat : un palpeur qui atteint les dimensions cibles au milieu de la course mais dérive à ses extrémités, entraînant des longueurs de brides incohérentes. Un jeu de coulisse correct maintient le chariot bien d’équerre sous charge tout en permettant un mouvement fluide et sans entrave.
Alimentation coupée, déplacez le chariot à mi‑course et vérifiez s’il y a du jeu latéral ou vertical. Si le mouvement dépasse environ 0,3 mm, les coulisses doivent être resserrées. Utilisez des jauges d’épaisseur ou une fine cale pour contrôler le jeu aux deux extrémités et au centre. Même si une seule zone semble lâche, effectuez les réglages sur toute la longueur ; ne resserrer qu’une section peut tordre le rail et provoquer un coincement.
Tournez chaque vis de coulisse par petites incréments — environ un quart de tour — en alternant d’une extrémité à l’autre. Progressez vers une légère résistance uniforme, puis desserrez légèrement jusqu’à ce que le chariot se déplace librement. Après réglage, ramenez l’axe à sa position d’origine et répétez le test de déplacement de 100 mm. Lorsque les coulisses sont correctement réglées, la répétabilité s’améliore immédiatement, souvent à mieux que 0,2 mm, et tout basculement du doigt sous charge disparaît.
Le réglage précis compte : des lardons trop serrés génèrent de la chaleur, accélèrent l’usure et masquent le véritable jeu jusqu’à ce que la machine refroidisse et se desserre à nouveau. Des jeux trop lâches modifient le chemin de charge à travers le bâti, permettant au coulisseau de s’incliner légèrement même lorsque l’hydraulique fonctionne parfaitement. Comme l’a dit un technicien chevronné : “ On finit par chercher à résoudre des problèmes que l’hydraulique ne peut pas corriger. ” Une fois les lardons réglés correctement, le butée arrière et le coulisseau se comportent comme un ensemble rigide unique, préservant la précision même lors de travaux sur des tôles épaisses.
Une fois l’alignement mécanique vérifié, l’étalonnage électronique prend enfin tout son sens. Lancer la routine d’origine ou de mise à zéro du contrôle avant d’avoir fixé tout le matériel revient à vouloir équilibrer une roue sur un moyeu lâche : cela semblera juste seulement jusqu’à ce que le jeu se déplace à nouveau.
Commencez par renvoyer la butée à son origine une fois. Si l’axe revient sans à-coups mais s’arrête régulièrement un peu trop court ou trop loin, acceptez ce nouveau point zéro et testez la répétabilité. La constance indique que la mécanique s’est stabilisée. Cependant, si la butée dépasse parfois, hésite ou dérive — le fameux “ mouvement fantôme ” — suivez le chemin du signal. Vérifiez le câble et le connecteur de l’encodeur ; les vibrations et les brouillards de liquide de coupe s’infiltrent souvent sous le boîtier. Nettoyez les broches, réinsérez la fiche et fixez le faisceau afin qu’il ne puisse pas bouger à chaque course. Pendant le déplacement de l’axe, observez l’écran du compteur d’encodeur : des pics aléatoires ou des lectures figées indiquent une panne de capteur ou un accouplement fissuré.
Un collier de serrage de doigt desserré peut imiter une panne d’encodeur, car chaque impact modifie le couple de charge, que le servomoteur interprète comme une perturbation externe. Serrez le collier, et le soi-disant problème “ électrique ” disparaît. Ne faites pas appel au technicien en électronique avant d’avoir vérifié que chaque assemblage mécanique est bien serré et étanche — la rigidité de la machine est le premier et le plus fiable des outils de diagnostic.
Cas 1 : Une presse plieuse de 3 m produisant des longueurs de bride incohérentes sur de l’acier inoxydable de 3 mm présentait une variation de retour de butée de 1 mm. L’opérateur soupçonnait un problème de servo. L’inspection mécanique a révélé une seule clavette de cannelure de doigt desserrée. Le resserrage du collier a réduit la variation à 0,15 mm — aucun réglage électronique n’a été nécessaire.
Cas 2 : Une cellule à grande vitesse présentait des erreurs d’origine aléatoires. Une inspection plus approfondie a révélé une tension inégale des lardons tordant le chariot ; à mesure que le rail se fléchissait, la lecture de l’encodeur dérivait. Une fois les lardons équilibrés uniformément et le parallélisme rétabli, les mouvements fantômes ont disparu.
En seulement cinq minutes disciplinées — consignation, test, serrage, ré‑étalonnage — l’opérateur peut transformer un alignement fragile en une boucle de rétroaction robuste. La presse plieuse retrouve sa répétabilité fiable et la production revient à la fabrication de pièces plutôt qu’à la chasse aux pannes fantômes.
Les presses plieuses connaissent rarement de véritables problèmes électriques “ aléatoires ”. Le plus souvent, ces pannes proviennent d’énergie résiduelle piégée dans les circuits de sécurité ou de commande en raison de procédures d’arrêt incorrectes. L’étape la plus souvent omise consiste à activer tous les boutons d’arrêt d’urgence (E‑stop) — pas seulement celui du panneau avant. Tout E‑stop non enfoncé maintient une partie de la boucle de sécurité sous tension, ce qui peut empêcher le PLC de réinitialiser complètement son état de commande. Une tension résiduelle dans le circuit de sécurité ou une charge de condensateur stockée peut simuler des signaux fantômes déclenchant à répétition de faux codes de défaut.
Les techniciens de terrain expérimentés suivent une séquence d’arrêt et de redémarrage précise pour garantir un redémarrage complet et propre :
Sauter l’étape de réchauffement au ralenti et de purge laisse de l’air emprisonné dans les lignes hydrauliques, ce qui provoque une activation lente des électrovannes qui imite des dysfonctionnements électriques. Dans un cas documenté, un atelier a perdu quatre heures de production à dépanner ce qu’ils pensaient être un “ blocage du PLC ”. Le problème a été résolu lorsqu’un technicien a finalement appuyé sur un arrêt d’urgence arrière non marqué, complétant la boucle de sécurité. Dix minutes plus tard, la machine était opérationnelle — aucun appel de service nécessaire.
Les presses plieuses génèrent des vibrations à haute fréquence — surtout lors du pliage en charge lourde — qui desserrent progressivement les connexions électriques, même celles dotées de languettes de verrouillage. Les zones à problèmes les plus fréquentes incluent :
Le moment le plus efficace pour effectuer une inspection est juste après le nettoyage. Passez légèrement le bout du doigt le long des rails DIN et zones de cadre adjacentes — toute bosse ou rayure indique des points où de fortes vibrations sont transmises. Avec le temps, ces vibrations ont tendance à desserrer les connecteurs Deutsch sur les lignes d’encodeur et les interrupteurs de fin de course. Donnez la priorité à la vérification et au resserrage dans ces zones spécifiques :
Serrez toutes les connexions selon les spécifications du fabricant — souvent autour de 1–2 Nm pour les petits bornes de PLC — et appliquez une graisse diélectrique pour protéger contre l’oxydation. Ouvrir le filtre de retour hydraulique peut aider à détecter des particules métalliques, signe que des composants desserrés par les vibrations frottent contre leur logement.
Une cause moins évidente mais préjudiciable du stress sur le câblage est un nivellement incorrect du bâti. Lorsque le bâti de la presse plieuse est tordu, les faisceaux de câbles s’étirent lentement, ce qui finit par provoquer la défaillance des connexions serties après plusieurs mois d’utilisation. Vérifiez l’alignement du bâti chaque trimestre à l’aide d’un laser ou d’un niveau de mécanicien, et callez les pieds si la pente dépasse 1 mm par 3 m de portée. Cela protège non seulement le câblage mais prévient également les distorsions de bombage lors des opérations de pliage.
Pour une vérification rapide : déplacez lentement les axes de la machine tout en tirant doucement sur le câblage suspect aux trois points indiqués ci-dessus. Si vous constatez une hésitation ou déclenchez une alarme, c’est un indicateur clair de jeu lié aux vibrations.
Même avec un câblage en parfait état, les pannes “ aléatoires ” récurrentes proviennent souvent de paramètres clés du PLC ou des variateurs dérivant de leurs valeurs d’origine — généralement en raison de vibrations prolongées, de variations de température ou de jeu dans l’encodeur. Les réglages les plus importants à vérifier incluent :
Utilisez les diagnostics ou le menu avancé des paramètres de la machine pour vérifier ces valeurs. Faites monter et descendre complètement le coulisseau, puis mesurez la différence de hauteur sur toute la longueur de la table. Si la variance dépasse 0,5–2 mm (selon la catégorie de presse plieuse), un recalibrage est nécessaire. Chaque jour, consignez trois mesures clés :
Un filtre hydraulique obstrué peut imiter une dérive des paramètres en ralentissant la réponse du système, donc remplacez les filtres dès que la chute de pression dépasse les spécifications. Même si l’huile semble propre, un fonctionnement au‑delà de 140 °F accélère l’usure des joints et perturbe la temporisation des valves. Laissez le système refroidir pendant dix minutes avant de reprendre les opérations lourdes afin de stabiliser la viscosité et garantir des relevés de paramètres constants.
Un atelier de fabrication a évité 12 000 € de pertes en rebuts après avoir détecté une dérive lente du décalage d’origine de la butée arrière au cours d’une série de 500 pièces. Un rapide réinitialisation PLC a corrigé le problème et supprimé les codes d’erreur persistants — sans avoir besoin de remplacer des composants coûteux.
Souhaitez-vous que je rédige également la section 5, afin que le lecteur enchaîne naturellement sur la prochaine phase de l’article ? Cette continuité permettrait à la procédure de maintenance de s’articuler de manière fluide.
La plupart des manuels de maintenance se concentrent sur le maintien du fonctionnement de la presse plieuse. En réalité, le facteur le plus coûteux est que c’est la géométrie — et non le temps de fonctionnement — qui détermine la précision des pièces et la valeur à long terme de la machine. Étonnamment, la déformation permanente du bâti et de la table résulte rarement d’une surcharge ponctuelle. Elle est plutôt causée par de petites actions répétées : plier de courtes pièces toujours dans la même zone, négliger la lubrification pendant plusieurs équipes, ou laisser s’accumuler des débris sur les surfaces d’outillage. La perte de géométrie s’installe progressivement, reste invisible au départ, et devient extrêmement coûteuse à corriger par la suite. Cette section souligne les trois pratiques les plus importantes.
La déformation du bâti et du cadre commence généralement par des travaux de pièces courtes. Lorsque les opérateurs plient des pièces étroites—généralement de 150 à 250 mm de large—et les placent systématiquement au centre de la machine par commodité, la charge se concentre sur une seule zone au lieu de se répartir uniformément le long du bâti. Cela crée un moment déséquilibré que le système de compensation ne peut pas totalement contrer. Les systèmes de compensation hydraulique et mécanique ont des limites de conception, et un chargement localisé au centre peut dépasser ces limites jusqu’à 40 %.
L’impact est tangible : une déformation permanente du bâti d’environ 0,1 à 0,2 mm. Cela peut sembler mineur, mais cette déviation suffit à faire sortir les angles de pliage des tolérances et à pousser le système de compensation au‑delà de sa plage prévue. Une usine vietnamienne d’appareils électroménagers a documenté comment le chargement quotidien au centre de pièces de 200 mm a conduit à un blocage des actionneurs en six mois—résultant en un réalignement du cadre à 15 000 $ et plusieurs semaines de production perdues.
Deux mesures préventives simples peuvent complètement changer le résultat :
Une méthode de diagnostic rapide utilise des blocs de test placés à 25 %, 50 % et 75 % de la longueur du bâti. Si la déflexion mesurée entre ces points de contact dépasse 0,05 mm, recalibrez la courbe de compensation ou installez des cales mécaniques temporaires avant de traiter d’autres séries de petites pièces.
La perte de précision géométrique commence souvent par des défaillances de lubrification non détectées. Les rails de guidage du coulisseau et les patins de glissière sont généralement les premiers à présenter des zones sèches. Une fois la lubrification absente pendant 50 heures ou plus, le grippage métal sur métal commence, augmentant la friction jusqu’à cinq fois. C’est la cause sous‑jacente d’environ 30 % des irrégularités d’inclinaison du coulisseau—même lorsque les systèmes hydrauliques et électriques semblent sans défaut.
Des signes avant‑coureurs sont visibles si l’on sait où regarder. Les filtres d’aspiration hydraulique usagés révèlent souvent des éclats métalliques brillants—un indicateur précoce de l’usure des guides qui apparaît deux à trois semaines avant que les rayures ne deviennent visibles. La détection de ces éclats donne le temps de renforcer la lubrification et de corriger les schémas de charge avant que le coulisseau ne se bloque, ne frotte ou ne se déplace de manière inattendue.
Zones cachées à haut risque :
Tenir un registre hebdomadaire de lubrification—et appliquer systématiquement seulement 5 à 10 g de graisse par graisseur—peut stabiliser considérablement les performances. Une usine de fabrication allemande a réduit l’usure des guides de 70 % simplement en enregistrant à la fois la quantité et les intervalles de graissage. Cette discipline simple a évité les surcharges de pompe hydraulique et éliminé les irrégularités du coulisseau que les opérateurs attribuaient auparavant à des défauts électroniques.
Même avec un cadre droit et des guides bien entretenus, la géométrie peut être compromise à l’interface de l’outil. Les surfaces “bombées”—mini‑bosses causées par des grains incrustés—créent des points hauts qui font basculer le poinçon ou la matrice sous charge. Le résultat est une dérive progressive de l’angle de pliage de 0,02 à 0,1 mm tous les cent cycles, une erreur rampante qui ressemble à un désalignement du coulisseau et pousse souvent les techniciens à rechercher de faux défauts d’encodeur ou de PLC.
La méthode d’inspection la plus rapide est tactile : faites glisser votre ongle le long de la surface de siège. Toute sensation d’accroche signale une rugosité supérieure à environ Ra 3,2 micromètres—suffisante pour déplacer le positionnement de l’outil. Un grand fournisseur automobile a retracé une augmentation de 25 % des rebuts à des surfaces bombées et a résolu le problème en essuyant les sièges une fois par poste avec un chiffon non tissé. Ne jamais utiliser de laine d’acier ; elle libère des particules métalliques qui s’incrustent encore plus dans le bâti.
Deux habitudes simples permettent de conserver la géométrie du siège d’outil :
Dans une usine mexicaine qui poursuivait sans cesse la recherche de “pannes PLC” récurrentes, le véritable coupable s’est révélé être le basculement de l’outil dû aux surfaces bombées, ce qui causait de légères inclinaisons du coulisseau et des erreurs de lecture des encodeurs. Un grattage et un nettoyage minutieux du siège d’outil ont éliminé la panne—et des milliers de dollars de pertes horaires.
La protection de la géométrie de la plieuse ne dépend que rarement de la prévention des défaillances catastrophiques. Il s’agit de minimiser les contraintes subtiles et cumulatives qui déforment lentement la précision. Traiter ces petits problèmes protège la précision, prolonge la durée de vie de l’équipement et évite le type de déformation du banc que l’étalonnage seul ne corrigera jamais.
L’ennemi silencieux des plieuses hydrauliques n’est pas la surcharge — c’est la pression résiduelle laissée pendant la nuit. Maintenir le vérin seulement quelques centimètres au‑dessus du point mort bas maintient les joints du cylindre étirés sous une contrainte statique pendant des heures, précisément lorsque l’huile refroidissante se contracte et intensifie cette contrainte. Cette contraction accentue la tension des joints. Les données des ateliers surveillant les taux de défaillance ont montré une hausse de 70 % de l’usure des joints lorsque les opérateurs ne parquaient pas le vérin au PMB. Le remède ne prend que 20 secondes : descendre le vérin jusqu’au PMB, ouvrir la vanne de purge pour évacuer complètement la pression de maintien, et vérifier que le manomètre indique zéro. Zéro pression signifie zéro contrainte. Les équipes qui adoptent cette pratique standard constatent régulièrement que la durée de vie des joints double. Un atelier, confronté à des remplacements répétés de joints pendant un an, a adopté une stricte routine PMB en fin de poste et n’a enregistré aucune défaillance l’année suivante.
Une fois que vous en ferez une habitude en fin de journée, vous comprendrez pourquoi les matinées semblent plus régulières. Avec le vérin parqué au PMB, il ne dérive plus pendant les périodes d’arrêt — votre première pliure arrive exactement là où le contrôleur le prévoit. Ce n’est pas de la chance ; c’est le résultat d’un système qui a passé la nuit dans un véritable repos hydraulique.
La plupart des dérives inexpliquées ne sont pas dues à l’hydraulique — c’est la saleté qui se fait passer pour un problème mécanique. Les règles linéaires, les glissières latérales, les guidages du vérin, les rails de butée arrière et les sièges d’outillage emmagasinent tous de fines poussières métalliques. Sous charge, cette poussière se coince, provoquant un basculement du vérin, du jeu dans la butée arrière et des mouvements fantômes d’encodeur. En fait, 80 % des dérives du vérin le lendemain proviennent de la contamination de précisément ces cinq composants. La solution est simple : utiliser un chiffon sec, non pelucheux — jamais de solvant, qui attire la poussière vers l’intérieur — et essuyer ces surfaces à la fin de chaque poste. Porter une attention particulière aux zones cachées : le dessous des règles linéaires, les coins internes des glissières, et les rebords peu profonds où les copeaux se déposent et s’accrochent.
Un opérateur a nettoyé une glissière après avoir repéré un jeu de 1,2 mm, résolvant le problème en moins de deux minutes — juste au moment où le superviseur allait appeler le technicien de maintenance. Ce rapide nettoyage a empêché une heure d’arrêt et évité complètement un appel de service. Les ateliers qui prennent des photos avant et après chaque semaine constatent une réduction des rebuts de près de moitié — moins grâce à des surfaces propres, et davantage parce que les images révèlent des zones récurrentes d’accumulation de particules, permettant un nettoyage ciblé plus efficace.
Les opérateurs se souviennent souvent du moment où ils ont compris qu’un seul grain de poussière pouvait fausser une pliure de 2 mm. Les plus petites contaminations peuvent déclencher les recherches de panne les plus longues.
Rien ne compromettra plus rapidement le bon fonctionnement d’une machine que de permettre à chaque équipe de “ corriger ” celle qui l’a précédée. Ce genre de manipulation des offsets est à l’origine d’environ 65 % des incohérences au début de la journée. La solution est une passation disciplinée : un script concis qui précise exactement l’état de la machine et les valeurs clés qui le confirment. Le script est simple :
La consignation de ces trois mesures permet de détecter la plupart des problèmes avant qu’ils ne se transforment en rebuts. Un atelier a même imprimé la liste sur une carte plastifiée. Leurs erreurs de changement d’équipe sont passées de trois par semaine à zéro. Un jour, un opérateur de l’après-midi a constaté une dérive de 1,8 mm ; le registre imposait une vérification avant de modifier les offsets. Ils ont découvert de la poussière sur la glissière, l’ont nettoyée, re‑mesuré, et la production nocturne s’est déroulée parfaitement.
La vraie valeur de ce script réside dans sa dimension psychologique. Il communique à l’équipe suivante : “ La machine était précise quand je suis parti. Si elle ne l’est plus, mesurez avant d’ajuster. ” Cette limite claire protège la précision de votre machine.
Les opérateurs se rappellent souvent l’image d’ouverture : la plieuse qui semble se réveiller “ de mauvaise humeur ”, désalignant la toute première pliure et gaspillant la première heure. Ce rituel de fin de poste est le remède à ce désordre. Le parking au PMB soulage la pression cachée. Le nettoyage élimine les particules invisibles. Et la passation stoppe le sabotage discret qui peut survenir entre deux équipes.
Le lendemain matin, lorsque votre première pliure est parfaitement précise, cela ne semblera pas être de la chance — ce sera la conséquence d’un soin minutieux.


















