

A primeira parte do dia corre na perfeição — depois, duas horas mais tarde, o mesmo programa de repente produz uma curva inclinada 1,2 graus numa das extremidades. Nada mudou na sua configuração. Mesmo material, mesmas ferramentas, mesmo operador. A reação natural é culpar a calibração, mas na maioria das vezes a máquina não é o culpado. O que realmente mudou não foi o êmbolo, o laser ou sequer o aço. Foram um conjunto de condições subtis, muitas vezes invisíveis, que passam despercebidas até que silenciosamente descarrilam uma produção. Reconhecer essas variáveis ocultas é o que separa um verdadeiro diagnóstico de uma mera adivinhação.
As prensas hidráulicas dependem totalmente da temperatura. Depois de ficar parada durante a noite, o óleo engrossa, abrandando a resposta da válvula servo e fazendo com que o êmbolo atrase por frações de milímetro — o suficiente para alterar ângulos de dobra em mais de um grau. Parece exatamente uma deriva de calibração, mas no momento em que o óleo atinge 100–120°F (38–49°C), os sintomas desaparecem. A verificação mais simples é a temperatura do óleo: se o visor indicar abaixo de 80°F (27°C), não está a lidar com uma falha mecânica ou eletrónica. Está simplesmente a dobrar com óleo frio.
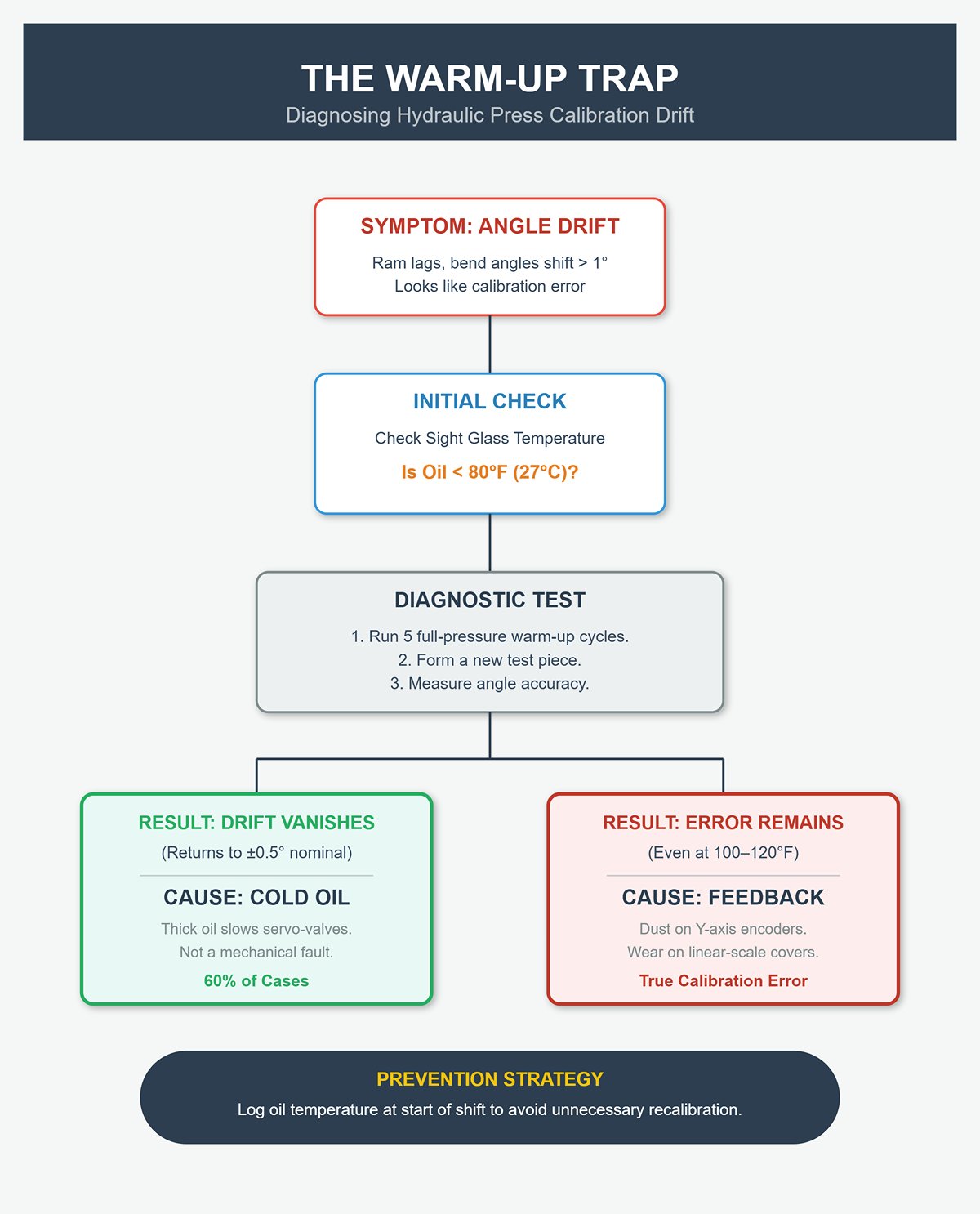
Execute cinco ciclos de pressão máxima e depois forme uma nova peça de teste. Se o ângulo voltar ao nominal dentro de cerca de ±0,5°, a deriva foi causada pela temperatura, não pela calibração. Se o erro permanecer mesmo com o óleo quente, o problema está no feedback de posição — muitas vezes pequenas partículas de pó nos codificadores do eixo Y ou desgaste nas coberturas da escala linear, qualquer um dos quais pode introduzir erros de leitura de ±0,01 mm. Oficinas que começaram a registar a temperatura do óleo no início de cada turno descobriram que seis em cada dez “problemas de calibração” não eram mais do que efeitos de arranque a frio. Um simples registo de temperatura evita horas de recalibração desnecessária e elimina desperdício oculto.
Falhas reais de calibração normalmente manifestam-se na geometria do êmbolo muito antes de serem sinalizadas pela eletrónica. Pode confirmar o paralelismo Y1/Y2 usando apenas uma régua e uma lâmina calibrada. Traga o êmbolo até ao ponto morto superior e verifique ao longo da bancada em ambas as extremidades e no centro, anotando quaisquer folgas mensuráveis. Em prensas de precisão, a diferença de extremidade a extremidade deve manter-se abaixo de 0,5 mm, enquanto máquinas industriais pesadas toleram até 2 mm. Repita as mesmas verificações perto do ponto morto inferior para confirmar consistência.
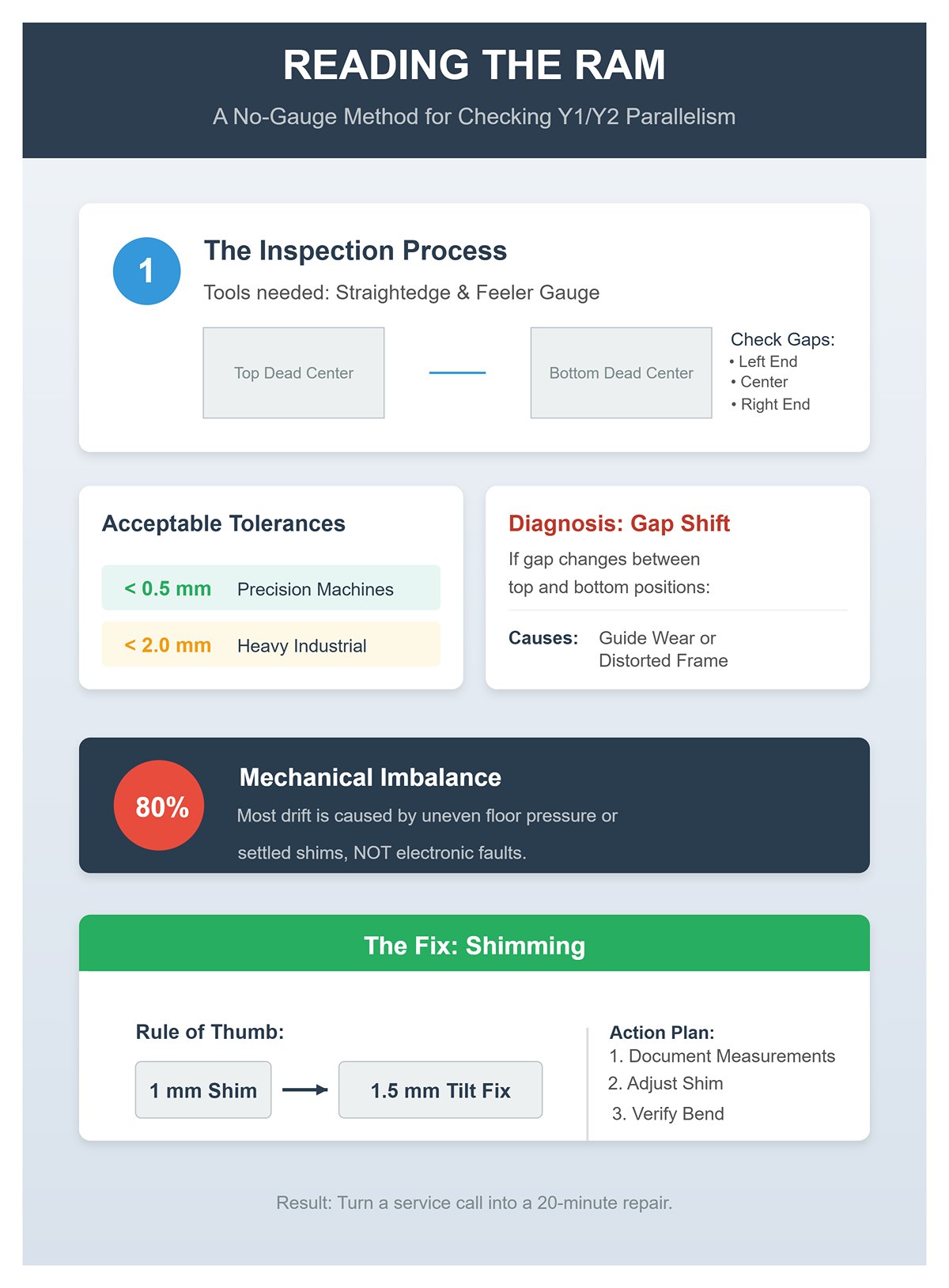
Se a folga mudar entre o ponto morto superior e o ponto morto inferior, é sinal de desgaste das guias ou de um quadro distorcido — muitas vezes resultado de pressão desigual no piso ou calços que se acomodaram sob um pé nivelador. Cerca de 80 por cento da deriva inexplicável de ângulo tem origem neste tipo de desequilíbrio mecânico e não em falhas eletrónicas. A solução é simples: adicionar ou remover um calço sob o pé apropriado. Como regra geral, 1 mm de calço pode corrigir aproximadamente 1,5 mm de inclinação ao longo do êmbolo. Documente as suas medições antes e depois do ajuste, execute uma dobra de verificação e saberá se o problema vem da geometria ou dos sensores. Com esta verificação simples, muitos operadores conseguem transformar uma situação de “chamar o técnico” numa reparação rápida de 20 minutos.
A sua prensa hidráulica comunica mais claramente através do som. Uma bomba hidráulica saudável produz um zumbido suave e consistente; qualquer nova aspereza nesse tom é uma pista imediata que vale a pena investigar. Moagem ou raspagem sugere contacto metal‑com‑metal — provavelmente desgaste interno na bomba ou cilindros a libertar minúsculos fragmentos. Verifique o filtro de sucção: se brilhar, o controlo de contaminação falhou e o filtro precisa de substituição urgente para evitar o bloqueio total da bomba.
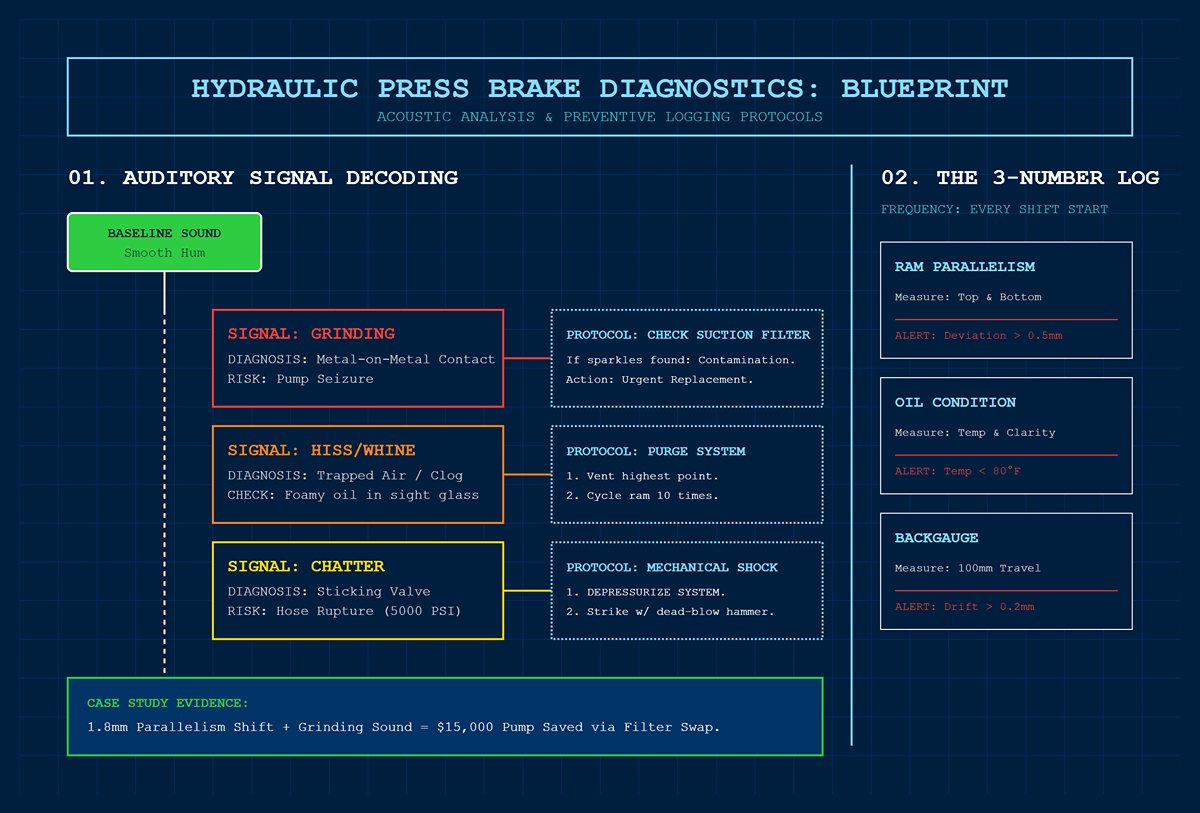
Um silvo agudo ou um zumbido fino geralmente indica ar preso ou um filtro de sucção entupido. Óleo espumoso visível através do visor confirma o diagnóstico. Ventile o ponto mais alto, ciclando o êmbolo dez vezes, e a vibração deverá desaparecer assim que o ar for expurgado. Batidas ou pancadas sob pressão são mais complexas — muitas vezes causadas por um carretel de válvula proporcional preso ou uma válvula de alívio obstruída. Um golpe cuidadoso com um martelo de impacto suave — apenas quando o sistema está despressurizado — pode libertar o carretel e confirmar o problema. Ignorar estes sons arrisca picos perigosos de pressão que podem romper mangueiras classificadas para 5 000 PSI.
Manter um simples registo de “três números” em cada turno transforma instintos em manutenção preventiva. Todas as manhãs, registe as leituras de paralelismo do êmbolo no ponto morto superior e inferior, a temperatura e clareza do óleo, mais a repetibilidade do batente traseiro num percurso de 100 mm. Desvios superiores a 0,5 mm, óleo mais frio que 80 °F ou deriva do batente traseiro acima de 0,2 mm sinalizam problemas muito antes de serem visíveis. Num estudo de caso, um desvio de paralelismo de 1,8 mm acompanhado de novo ruído de moagem levou a equipa a substituir um filtro de sucção defeituoso, salvando uma bomba de $15 000 de falha certa — prova clara de que ouvir atentamente e registar de forma consistente supera reparações reativas.
Essas curvas que se desviam não são caprichos aleatórios — são mensagens escritas em alterações de temperatura, mudanças de geometria e sinais sonoros, todas a dizer-lhe o que mudou desde o início do dia. Uma vez que saiba interpretá-las, a “deriva” deixa de ser uma falha enigmática e passa a ser o sinal de aviso mais precoce e fiável da sua prensa hidráulica.
Muitos manuais de prensas hidráulicas insistem nas verificações de nível de óleo e calibração, mas na realidade, a maioria dos problemas que interrompem a produção têm origem mais profunda no sistema hidráulico — válvulas a aquecer, bobinas a enfraquecer e fugas microscópicas a perder pressão muito antes de aparecer uma poça visível. Os técnicos que mantêm consistentemente tempos de funcionamento acima de 95% concentram-se em três elementos essenciais: como as válvulas funcionam durante mudanças de direção, como a temperatura do óleo se comporta sob carga real (para além do aquecimento inicial) e se o sistema mantém pressão total sem abrir um único parafuso do coletor.
Reversões irregulares ou lentas quase sempre têm origem num carretel de válvula de movimento lento ou numa bobina de solenóide que perdeu potência. Um solenóide funciona como um eletroíman que move um êmbolo para deslocar o carretel hidráulico; quando detritos ou depósitos endurecidos aumentam o atrito, o carretel pode parar por apenas uma fração de segundo. No êmbolo, esse atraso aparece como hesitação, um tremor visível ou um duplo impacto durante a reversão.
O principal suspeito é a contaminação. Óleo que não foi filtrado ou envelhecido acumula partículas suficientes em 500–1000 horas de funcionamento para dificultar o movimento do êmbolo. Corte um filtro de retorno usado e o seu conteúdo conta a história: partículas metálicas brilhantes indicam desgaste do carretel, enquanto resíduos mais escuros apontam para acumulação de verniz. Qualquer uma destas descobertas é sinal para medir imediatamente a tensão da bobina. Uma bobina de 24 volts DC com leitura abaixo de 90% da especificação não produzirá força magnética suficiente para acionar o êmbolo de forma fiável — especialmente com stress térmico na máquina. Bobinas a funcionar com tensão no limite levam rotineiramente ao desperdício de 10–20 peças por hora em operações de grande volume.
Uma técnica comprovada no terreno por fábricas pesadas na Alemanha e no Vietname: enquanto cicla a máquina sem carga, bata suavemente no corpo da válvula com um martelo de impacto suave. Se o carretel se mover livremente depois, confirmou que estava preso — sem necessidade de desmontagem. Embora isto apenas ofereça um alívio temporário e seja um sinal claro de que a válvula precisa de limpeza profunda ou substituição na próxima paragem planeada, restaura mudanças suaves em cerca de 80% dos casos.
A mudança de mentalidade chave para os operadores é simples: quando a mudança de direção começa a parecer áspera ou lenta, verifique primeiro o solenóide em vez de todo o sistema hidráulico. A maioria das chamadas hesitações misteriosas provém de um carretel preso — um sinal precoce de que a contaminação ultrapassou o sistema de filtragem.
Quando a temperatura do óleo ultrapassa 140°F (60°C), a prensa entra numa zona onde os materiais das vedações começam a perder elasticidade — normalmente 20–30% dentro de cerca de 100 horas. À medida que a elasticidade diminui, as folgas controladas aumentam, provocando bypass interno dentro dos cilindros e válvulas. O operador sente isto como instabilidade de pressão: uma perda de 15–25% na peça de trabalho, mesmo que as definições da bomba e da válvula de alívio permaneçam inalteradas.
Picos de calor raramente resultam de desgaste da bomba; muito mais frequentemente, têm origem em arrefecimento restrito. Aletas de permutador de calor entupidas ou arrefecedores de ar mal mantidos representam quase 30% dos relatórios inesperados de “falha de bomba” nos registos de serviço. Operadores que registam a temperatura do óleo no início de cada turno podem identificar estas tendências ascendentes muito antes de a máquina emitir um alarme. Uma rotina simples — limpeza semanal das aletas e verificação do funcionamento do arrefecedor à temperatura — reduz as substituições de vedações em cerca de um terço nas instalações auditadas.
Ultrapassar os 140°F não é uma pequena deriva; é uma linha crítica. A partir deste ponto, as vedações tornam-se quebradiças, o verniz acumula-se mais rapidamente e o risco de cavitação aumenta. Manter a temperatura do óleo sob controlo protege todos os componentes a jusante — especialmente válvulas já propensas a encravar.
A perda de pressão nem sempre se manifesta como conexões a pingar ou poças visíveis. Micro‑fugas dentro ou à volta dos blocos de válvulas normalmente drenam 0,5–2 bar por hora — suficiente para perturbar a precisão de dobragem, sem deixar qualquer sinal externo óbvio. Os sinais de aviso aparecem na tendência de pressão, não no chão da oficina.
Uma técnica simples, sem ferramentas, funciona bem durante diagnósticos: executar ciclos sem carga a 50% de pressão e envolver toalhas de papel firmemente à volta das conexões e junções de mangueiras. Óleo hidráulico fresco deixa manchas visíveis, revelando “weepers” causados pela extrusão de O‑rings. Estas pequenas fugas são extremamente comuns em máquinas com cinco anos ou mais, especialmente onde as mangueiras se dobram perto do seu raio mínimo.
Se a perda de pressão continuar apesar de as conexões permanecerem secas, o culpado pode estar escondido na contaminação ou na entrada de água. Óleo turvo ou espumoso dentro da câmara do filtro de sucção é um sinal clássico de cavitação — responsável por até 80% dessas perdas “invisíveis”. Muitas vezes, basta substituir um filtro de sucção entupido e depois purgar o ar preso nos pontos altos do sistema para restaurar a pressão total em minutos, tudo sem necessidade de desmontar o bloco de válvulas.
Uma das salvaguardas mais simples é manter um registo diário de três valores: temperatura do óleo, percentagem de pressão retida e tempo de suavidade na mudança de ciclo. Se observar uma queda de pressão superior a 5% em relação ao ponto definido — por exemplo, de uma definição de alívio de 250 bar — é um aviso precoce claro de fuga ou bypass, muito antes de o desperdício se acumular ou os componentes falharem.
Ao tratar o desempenho das válvulas, a estabilidade da temperatura e a integridade da pressão como partes de um único sistema interdependente — em vez de problemas isolados — os operadores podem manter transições de ciclo suaves, pressão fiável e evitar avarias dispendiosas no calendário.
Muitos manuais de manutenção escondem a resolução de problemas do batente posterior entre longas rotinas de revisão. Na realidade, cerca de 80% dos problemas de alinhamento e precisão podem ser identificados — e aproximadamente metade corrigidos — em cinco minutos se abordados de forma metódica. O batente posterior da prensa combina rigidez mecânica, integridade de acionamento e feedback eletrónico. Os passos seguintes restauram essa coordenação antes que a qualidade de produção comece a degradar-se.
Uma ligeira folga no dedo do batente posterior — tão pequena que é quase invisível — pode facilmente ser confundida com falhas de encoder ou ruído de acionamento. Comece com uma rápida verificação de segurança de 30 segundos: desligar a energia, isolar a hidráulica e garantir que o botão de emergência está acionado. Com o batente desligado, realize uma verificação mecânica suave empurrando e puxando cada dedo lateralmente. Qualquer folga superior a 0,5 mm indica estrias gastas, grampos sub‑apertados ou um carril afundado.
A partir daí, aperte os componentes que preservam a geometria do sistema. Nos eixos X ou R com acionamento por correia, pressione a correia a meio caminho entre as polias — se produzir um som abafado, está demasiado solta; um “thump” nítido e uniforme indica tensão adequada. Ajuste até que a deflexão seja firme mas suave ao longo de todo o percurso, seguindo a gama de tolerância do fabricante ou confirmando com um tensiómetro. Para sistemas com fuso de esferas, inspecione os parafusos de acoplamento e certifique-se de que o conector do encoder está totalmente encaixado, pois mesmo uma ligeira folga no acoplamento pode amplificar o jogo na ponta do dedo.
Antes de restabelecer a energia, verifique se todos os parafusos de bloqueio no carro do dedo estão devidamente apertados e aplique trava‑roscas se tiverem histórico de desapertar. Uma vez energizada a máquina, execute um teste rápido de repetibilidade: comande um movimento de 100 mm para fora e para trás três vezes. Se a variação exceder a tolerância permitida para o trabalho — normalmente 0,2 a 0,5 mm — ainda existe um problema mecânico a comprometer a precisão. A conclusão é simples: um dedo ligeiramente solto muitas vezes disfarça-se de deriva de encoder. Fixe primeiro o dedo, e a maioria dos erros de posição misteriosos desaparece por si só.
As guias — longas tiras de rolamento que mantêm o carril do batente posterior alinhado — tendem a sair de ajuste gradualmente, muitas vezes tão lentamente que os operadores se adaptam sem perceber. O resultado é um batente que atinge dimensões alvo no meio do curso mas se desvia nas extremidades, levando a comprimentos de aba inconsistentes. A folga correta das guias mantém o carro quadrado sob carga, permitindo ao mesmo tempo um movimento suave e sem impedimentos.
Com a energia desligada, mova o carro para o meio do percurso e verifique se há folga lateral ou vertical. Se o movimento exceder cerca de 0,3 mm, as guias precisam de aperto. Use calibradores de folga ou uma lâmina fina para verificar a folga nas extremidades e no centro. Mesmo que apenas uma área pareça solta, faça ajustes ao longo de todo o comprimento; apertar apenas uma secção pode torcer o carril e causar bloqueio.
Aperte cada parafuso da guia em pequenos incrementos — cerca de um quarto de volta — alternando de uma extremidade para a outra. Trabalhe até obter uma resistência leve e uniforme, depois afrouxe ligeiramente até que o carro se mova livremente. Após o ajuste, leve o eixo à posição inicial e repita o teste de deslocamento de 100 mm. Quando as guias estão corretamente ajustadas, a repetibilidade melhora imediatamente, muitas vezes para melhor que 0,2 mm, e qualquer inclinação do dedo induzida pela carga desaparece.
O ajuste fino é importante: guias demasiado apertadas geram calor, aceleram o desgaste e ocultam a folga real até que a máquina arrefeça e volte a afrouxar. Folgas demasiado largas desviam o caminho da carga através da estrutura, permitindo que o martelo incline ligeiramente mesmo quando a hidráulica está a funcionar perfeitamente. Como disse um técnico veterano: “Acaba por andar atrás de problemas que a hidráulica não consegue resolver.” Uma vez afinadas as guias, o batente traseiro e o martelo comportam-se como um único conjunto rígido, preservando a precisão mesmo durante trabalhos de chapa grossa.
Quando o alinhamento mecânico está confirmado, a calibração eletrónica finalmente faz sentido. Executar a rotina de regresso à origem ou de definição de zero do controlo antes de fixar todo o hardware é como tentar equilibrar uma roda num cubo solto — parecerá certo apenas até que a folga volte a deslocar-se.
Comece por levar o batente à origem uma vez. Se o eixo regressar suavemente mas parar consistentemente um pouco antes ou depois, aceite esse novo ponto zero e teste a repetibilidade. A consistência indica que a mecânica estabilizou. No entanto, se o batente por vezes ultrapassar, hesitar ou derivar — o típico “movimento fantasma” — siga o caminho do sinal. Verifique o cabo e o conector do codificador; a vibração e o vapor de refrigerante frequentemente infiltram-se na caixa. Limpe os pinos, volte a encaixar a ficha e fixe o chicote para que não se mova a cada curso. Enquanto desloca o eixo, observe o ecrã de contagem do codificador: picos aleatórios ou leituras congeladas indicam falha no sensor ou acoplamento rachado.
Uma braçadeira de dedo solta pode imitar uma falha de codificador porque cada impacto altera o torque de carga, que o servo interpreta como uma perturbação externa. Aperte a braçadeira e o suposto problema “elétrico” desaparece. Não chame o técnico de eletrónica até que todas as juntas mecânicas estejam verificadas, apertadas e seladas — a rigidez da máquina é a primeira e mais fiável ferramenta de diagnóstico.
Caso 1: Uma prensa dobradeira de 3 m que produzia comprimentos de aba inconsistentes em aço inoxidável de 3 mm apresentava uma variação de 1 mm no regresso do batente. O operador suspeitou de um problema no servo. A inspeção mecânica revelou uma única chaveta de estria de dedo solta. Ao apertar a braçadeira, a variação reduziu-se para 0,15 mm — sem necessidade de ajuste eletrónico.
Caso 2: Uma célula de alta velocidade apresentava erros aleatórios de regresso à origem. Uma inspeção mais atenta revelou tensão desigual nas guias, torcendo o carro; à medida que o carril flexionava, a leitura do codificador derivava. Uma vez equilibradas as guias e restaurado o paralelismo, os movimentos fantasma desapareceram.
Em apenas cinco minutos disciplinados — bloqueio, teste, aperto, recalibração — o operador pode transformar um alinhamento frágil num ciclo de feedback robusto. A prensa dobradeira recupera a sua repetibilidade fiável e a produção volta a fabricar peças em vez de andar à caça de falhas fantasma.
As prensas dobradeiras raramente têm problemas elétricos genuinamente “aleatórios”. Mais frequentemente, tais falhas resultam de energia residual retida nos circuitos de segurança ou de controlo devido a procedimentos de desligamento incorretos. O passo mais frequentemente ignorado é acionar todos os botões de paragem de emergência (E-stop) — não apenas o da frente. Qualquer E-stop que fique por acionar mantém parte do circuito de segurança energizado, o que pode impedir o PLC de redefinir completamente o seu estado de controlo. A tensão residual no circuito de segurança ou a carga armazenada no condensador podem simular sinais fantasma que repetidamente acionam códigos de falha falsos.
Técnicos de campo experientes usam uma sequência precisa de desligamento e reinício para garantir um reinício completo e limpo:
Ignorar o processo de aquecimento em vazio e purga deixa ar preso nas linhas hidráulicas, causando uma atuação lenta das válvulas solenóides que imita avarias elétricas. Num caso registado, uma oficina perdeu quatro horas de produção a diagnosticar o que acreditava ser um “bloqueio do PLC”. O problema foi resolvido quando um técnico finalmente pressionou um botão de paragem de emergência traseiro não marcado, completando o circuito de segurança. Dez minutos depois, a máquina estava operacional — sem necessidade de chamada de assistência.
As prensas de dobrar geram vibrações de alta frequência — especialmente durante dobragens de carga pesada — que gradualmente soltam as ligações elétricas, mesmo aquelas com abas de bloqueio. As áreas problemáticas mais frequentes incluem:
O momento mais eficaz para realizar uma inspeção é logo após a limpeza. Passe levemente a ponta do dedo ao longo dos trilhos DIN e das áreas adjacentes da estrutura — quaisquer amassados ou riscos assinalam pontos onde a alta vibração está a ser transferida. Com o tempo, essa vibração tende a soltar conectores Deutsch nas linhas de encoders e interruptores de limite. Dê prioridade à verificação e reaperto nestas áreas específicas:
Aperte todas as ligações de acordo com as especificações do fabricante — frequentemente cerca de 1–2 Nm para pequenos terminais de PLC — e aplique massa dielétrica para proteger contra a oxidação. Abrir o filtro de retorno hidráulico pode ajudar a detetar partículas metálicas, sinal de que componentes soltos devido à vibração estão a desgastar-se contra as suas carcaças.
Uma causa menos óbvia mas prejudicial de stress na cablagem é o nivelamento incorreto da estrutura. Quando a estrutura da prensa está torcida, os feixes de cabos esticam lentamente, acabando por provocar falhas nas ligações crimpadas ao longo de meses de utilização. Verifique o alinhamento da estrutura trimestralmente usando um laser ou nível de maquinista, e calce os pés se a inclinação exceder 1 mm por cada 3 m de comprimento. Isto não só protege a cablagem como também evita distorções de arqueamento durante as operações de dobragem.
Para uma verificação rápida: mova os eixos da máquina lentamente enquanto puxa suavemente a cablagem suspeita nos três pontos indicados acima. Se notar qualquer hesitação ou detetar uma falha, é um indicador claro de folga relacionada com vibração.
Mesmo com a cablagem em perfeito estado, falhas “aleatórias” recorrentes frequentemente têm origem na deriva de parâmetros chave do PLC ou do acionamento em relação aos valores originais — normalmente devido a vibração prolongada, variações de temperatura ou folga no encoder. As configurações mais importantes a verificar incluem:
Use o diagnóstico da máquina ou o menu de parâmetros avançados para verificar estes valores. Movimente o êmbolo totalmente para cima e para baixo, depois meça a diferença de altura ao longo da mesa. Se a variação exceder 0,5–2 mm (dependendo da classe da prensa), é necessária recalibração. Registe diariamente três leituras chave:
Um filtro hidráulico entupido pode imitar a deriva de parâmetros ao abrandar a resposta do sistema, por isso substitua os filtros quando a queda de pressão exceder as especificações. Mesmo que o óleo pareça limpo, operar acima de 140°F acelera o desgaste das vedações e perturba o tempo das válvulas. Permita um arrefecimento de dez minutos antes de retomar operações pesadas para estabilizar a viscosidade e garantir leituras de parâmetros consistentes.
Uma oficina de fabrico evitou 12.000 € em perdas de sucata após detetar uma lenta deriva no deslocamento de origem do batente traseiro durante uma produção de 500 peças. Um rápido reset ao PLC corrigiu o problema e eliminou códigos de erro persistentes — sem necessidade de substituição dispendiosa de componentes.
Gostaria que eu elaborasse também a secção 5, para que o leitor transite naturalmente para a próxima fase do artigo? Esta continuidade ajudaria o procedimento de manutenção a fluir de forma harmoniosa.
A maioria dos manuais de manutenção concentra-se em manter a prensa operacional. A realidade mais dispendiosa, no entanto, é que a geometria — e não o tempo de funcionamento — determina a precisão das peças e o valor a longo prazo da máquina. Surpreendentemente, a deformação permanente da estrutura e da mesa raramente resulta de sobrecargas pontuais. Em vez disso, provém de ações pequenas e repetidas: dobrar peças curtas sempre na mesma área, negligenciar a lubrificação ao longo de vários turnos, ou permitir que as superfícies das ferramentas acumulem detritos. A perda de geometria constrói-se gradualmente, permanece invisível no início e torna-se extremamente cara de corrigir mais tarde. Esta secção destaca as três práticas mais importantes.
A deformação da cama e da estrutura começa normalmente com trabalhos de peças curtas. Quando os operadores dobram peças estreitas — normalmente com 150–250 mm de largura — e as colocam consistentemente no centro da máquina por conveniência, a carga concentra-se numa única zona em vez de se distribuir uniformemente ao longo da cama. Isto cria um momento desequilibrado que o sistema de compensação (crowning) não consegue contrabalançar totalmente. Tanto a compensação hidráulica como a mecânica têm limites de conceção, e a carga localizada no centro pode ultrapassar esses limites em até 40%.
O impacto é tangível: deflexão permanente da cama de aproximadamente 0,1–0,2 mm. Pode parecer insignificante, mas essa variação é suficiente para colocar os ângulos de dobra fora de tolerância e forçar o sistema de compensação a trabalhar para além do seu intervalo previsto. Uma fábrica vietnamita de eletrodomésticos documentou como o carregamento diário no centro de peças de 200 mm levou ao bloqueio dos atuadores em seis meses — resultando num realinhamento da estrutura de $15.000 e várias semanas de produção perdida.
Duas medidas preventivas simples podem mudar completamente o resultado:
Um método rápido de diagnóstico utiliza blocos de teste colocados a 25%, 50% e 75% do comprimento da cama. Se a deflexão medida entre esses pontos de contacto exceder 0,05 mm, recalibre a curva de compensação ou instale calços mecânicos temporários antes de processar mais séries de peças pequenas.
A perda de precisão geométrica começa muitas vezes com falhas de lubrificação negligenciadas. Os carris guia do êmbolo e os blocos de ajuste (gib blocks) são normalmente as primeiras áreas a apresentar zonas secas. Quando a lubrificação está ausente por 50 horas ou mais, começa a gripagem metal‑com‑metal, aumentando o atrito até cinco vezes. Esta é a causa subjacente de aproximadamente 30% das irregularidades de inclinação do êmbolo — mesmo quando os sistemas hidráulico e elétrico parecem livres de falhas.
Os sinais de alerta precoce estão disponíveis se souber onde procurar. Filtros de sucção hidráulicos usados frequentemente revelam pequenas lascas metálicas brilhantes — um indicador precoce de desgaste das guias que surge duas a três semanas antes de as marcas serem visíveis. Detetar estas lascas dá-lhe tempo para reforçar a lubrificação e corrigir padrões de carga antes que o êmbolo bloqueie, arraste ou se desloque inesperadamente.
Áreas ocultas de alto risco incluem:
Manter um registo semanal de lubrificação — e aplicar consistentemente apenas 5–10 gramas de massa lubrificante por ponto — pode estabilizar drasticamente o desempenho. Uma fábrica alemã reduziu o desgaste das guias em 70% simplesmente registando tanto a quantidade de massa lubrificante como os intervalos. Esta disciplina simples preveniu sobrecargas da bomba hidráulica e eliminou irregularidades do êmbolo que os operadores anteriormente atribuíam a falhas eletrónicas.
Mesmo com uma estrutura reta e guias bem mantidas, a geometria pode ser comprometida na interface da ferramenta. Superfícies “levantadas” — pequenos pontos elevados causados por partículas incrustadas — formam pontos altos que fazem com que o punção ou matriz oscile sob carga. O resultado é uma deriva gradual do ângulo de dobra de 0,02 a 0,1 mm a cada cem ciclos, um erro progressivo que parece desalinhamento do êmbolo e muitas vezes leva técnicos a perseguir falhas fantasma de codificador ou PLC.
O método de inspeção mais rápido é tátil: arraste a unha ao longo da superfície de assento. Qualquer sensação de “agarro” indica rugosidade acima de cerca de Ra 3,2 micrómetros — suficiente para deslocar o assento da ferramenta. Um grande fornecedor automóvel rastreou um aumento de 25% no desperdício até superfícies levantadas e resolveu o problema limpando os assentos uma vez por turno com pano não‑tecido. Nunca use lã de aço; esta liberta partículas metálicas que se incrustam mais profundamente na cama.
Dois hábitos simples ajudam a manter consistente a geometria do assento da ferramenta:
Numa fábrica mexicana que continuava a perseguir “erros de PLC” recorrentes, o verdadeiro culpado revelou-se ser a oscilação da ferramenta causada por superfícies levantadas, o que provocava pequenas inclinações do êmbolo e leituras incorretas do codificador. Uma raspagem e limpeza completas do assento da ferramenta eliminaram a falha — e milhares de dólares em tempo de paragem por hora.
Proteger a geometria da prensa dobradeira raramente depende de evitar falhas catastróficas. Trata-se de minimizar as tensões subtis e cumulativas que lentamente distorcem a precisão. Lidar com estes pequenos problemas protege a precisão, prolonga a vida útil do equipamento e evita o tipo de deformação da bancada que a calibração, por si só, nunca consegue corrigir.
O inimigo silencioso das prensas hidráulicas não é a carga excessiva — é a pressão residual deixada durante a noite. Mesmo mantendo o êmbolo apenas alguns centímetros acima do ponto morto inferior, as vedações do cilindro permanecem esticadas sob tensão estática durante horas, precisamente quando o óleo de arrefecimento contrai e intensifica essa tensão. Esta contração amplifica a tensão da vedação. Dados de oficinas que monitorizam taxas de falha mostraram um aumento de 70% no desgaste das vedações quando os operadores não estacionavam no PMI. A solução demora apenas 20 segundos: descer o êmbolo até ao PMI, abrir a válvula de descarga para libertar completamente a pressão de retenção e confirmar que o manómetro marca zero. Pressão zero significa tensão zero. Equipas que adotam esta prática como padrão vêem habitualmente a vida útil das vedações duplicar. Uma oficina, atormentada por um ano inteiro de substituições repetidas de vedações, passou a uma rotina rigorosa de PMI no fim do turno e registou zero falhas no ano seguinte.
Quando tornar isto um hábito diário, perceberá porque as manhãs parecem mais consistentes. Com o êmbolo estacionado no PMI, este já não deriva durante o tempo de inatividade — a sua primeira dobra fica exatamente onde o controlador prevê. Não é sorte; é o resultado de um sistema que passou a noite em verdadeiro repouso hidráulico.
A maioria das derivações inexplicáveis não se deve à hidráulica — é sujidade disfarçada de problema mecânico. Escalas lineares, carris-guia laterais, guias do êmbolo, carris do batente traseiro e assentos das ferramentas acumulam pó metálico fino. Sob carga, esse resíduo fica preso, causando inclinação do êmbolo, folga no batente traseiro e movimentos fantasma do codificador. De facto, 80% da deriva do êmbolo no dia seguinte provém de contaminação precisamente nestes cinco componentes. A solução é simples: usar um pano seco e sem fiapos — nunca solvente, que atrai o pó para dentro — e limpar estas superfícies no fim de cada turno. Preste especial atenção às zonas escondidas: a parte inferior das escalas lineares, cantos internos dos carris-guia e pequenas saliências onde as aparas se acumulam e aderem.
Um operador limpou um carril depois de detetar uma folga de 1,2 mm, resolvendo o problema em menos de dois minutos — precisamente quando o supervisor estava prestes a ligar ao técnico de manutenção. Essa limpeza rápida evitou uma hora de paragem e dispensou a chamada de assistência. Oficinas que tiram fotos semanais antes e depois da limpeza vêem o desperdício reduzir-se para quase metade — menos devido a superfícies mais limpas, e mais porque as imagens revelam pontos recorrentes de acumulação de resíduos, permitindo uma limpeza mais direcionada e eficaz.
Os operadores lembram-se muitas vezes do momento em que perceberam que uma única partícula de pó podia desviar uma dobra em 2 mm. Os contaminantes mais pequenos podem desencadear as maiores caçadas de resolução de problemas.
Nada compromete mais rapidamente uma máquina bem afinada do que permitir que cada turno “corrija” o anterior. Este tipo de mexida nos ajustes está por detrás de cerca de 65% dos resultados inconsistentes no início do dia. A solução é uma passagem de turno disciplinada: um guião conciso que indica exatamente o estado da máquina e os números-chave que o confirmam. O guião é simples:
Registar estas três medições deteta a maioria dos problemas antes de se transformarem em desperdício. Uma oficina chegou a imprimir a lista de verificação num cartão laminado. Os erros na mudança de turno passaram de três por semana para zero. Numa ocasião, um operador da tarde detetou uma deriva de 1,8 mm; o registo exigia verificação antes de alterar os ajustes. Descobriram resíduos no carril, limparam-no, voltaram a medir e a produção noturna decorreu sem problemas.
O verdadeiro valor deste guião reside na sua psicologia. Comunica ao turno seguinte: “A máquina estava precisa quando saí. Se não está agora, meça antes de ajustar.” Essa fronteira clara protege a precisão da sua máquina.
Os operadores recordam frequentemente a imagem inicial: a prensa dobradeira que parece “acordar de mau humor”, desalinhando logo a primeira dobra e desperdiçando a primeira hora. Este ritual de fim de turno é a cura para essa desordem. Estacionar no PMI alivia a pressão oculta. Limpar remove resíduos invisíveis. E a passagem de turno impede a sabotagem silenciosa que pode ocorrer entre turnos.
Na manhã seguinte, quando a sua primeira dobra estiver perfeitamente precisa, não parecerá sorte — parecerá o resultado de um cuidado deliberado.


















