

يبدأ الجزء الأول من اليوم بسلاسة تامة، ثم بعد ساعتين، يعطي نفس البرنامج فجأة انحناء يميل بـ1.2 درجة في أحد الأطراف. لم يتغير شيء في إعدادك. نفس المادة، نفس الأدوات، نفس المشغل. من الطبيعي أن تلوم المعايرة، لكن في معظم الأحيان، ليست الآلة هي السبب. ما تغيّر فعلاً لم يكن الكباس أو الليزر أو حتى الفولاذ، بل كانت مجموعة من الظروف الدقيقة وغير المرئية غالباً والتي تبقى دون ملاحظة حتى تُعرقل سير الإنتاج بهدوء. إدراك تلك المتغيرات الخفية هو ما يميز التشخيص الحقيقي عن التخمين الأعمى.
تعيش المكابس الهيدروليكية وتموت بحسب درجة الحرارة. بعد أن تبقى ساكنة طوال الليل، يزداد لزوجة الزيت، مما يبطئ استجابة صمام السيرفو ويسبب تأخر الكباس بجزء من المليمتر—وهو ما يكفي لتغيير زاوية الانحناء بأكثر من درجة واحدة. يبدو الأمر تماماً مثل انحراف المعايرة، لكن فور وصول الزيت إلى درجة حرارة بين 100–120°F (38–49°C)، تختفي الأعراض. أبسط اختبار هو درجة حرارة الزيت نفسها: إذا كان مقياس النظر يُظهر أقل من 80°F (27°C)، فأنت لا تتعامل مع عطل ميكانيكي أو إلكتروني، إنما فقط مع زيت بارد أثناء الثني.
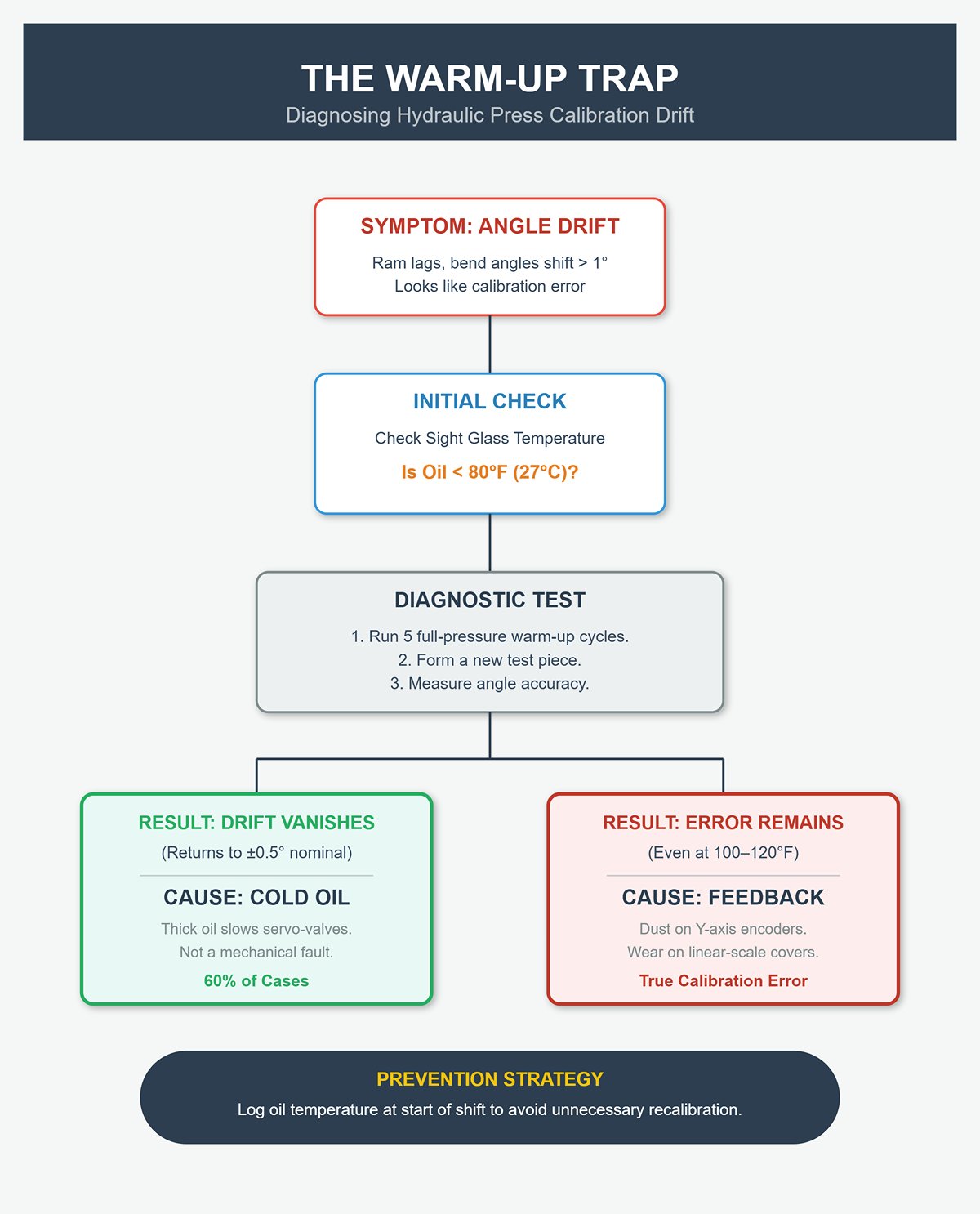
قم بتشغيل خمس دورات كاملة بضغط كامل، ثم شكّل قطعة اختبار جديدة. إذا عادت الزاوية إلى القيمة الاسمية ضمن ±0.5° تقريباً، فكان الانحراف بسبب درجة الحرارة لا المعايرة. إن بقي الخطأ حتى بعد أن يسخن الزيت، فالمشكلة في تغذية الموضع—غالباً جسيمات غبار صغيرة على مجسات المحور Y أو تآكل في أغطية المقياس الخطي، وكلاهما يمكن أن يُحدث أخطاء قراءة ±0.01 مم. الورش التي بدأت تسجل درجة حرارة الزيت في بداية كل وردية اكتشفت أن ستة من كل عشرة “مشكلات معايرة” لم تكن سوى آثار بداية باردة. سجل بسيط لدرجات الحرارة يمنع ساعات من المعايرة غير الضرورية ويقضي على الفاقد الخفي.
تظهر أعطال المعايرة الحقيقية عادة في هندسة الكباس قبل أن تُصدر الإلكترونيات أي تحذير. يمكنك تأكيد توازي Y1/Y2 باستخدام مسطرة مستقيمة ومقياس سمك فقط. أحضر الكباس إلى أعلى نقطة ميتة وتحقق عبر السرير عند الطرفين وفي المنتصف، وسجل أي فجوات قابلة للقياس. في مكابس الثني الدقيقة، يجب ألا يتجاوز الفرق بين الطرفين 0.5 مم، بينما تقبل المكابس الصناعية الثقيلة حتى 2 مم. كرر نفس الفحص قرب النقطة الميتة السفلى للتحقق من الاتساق.
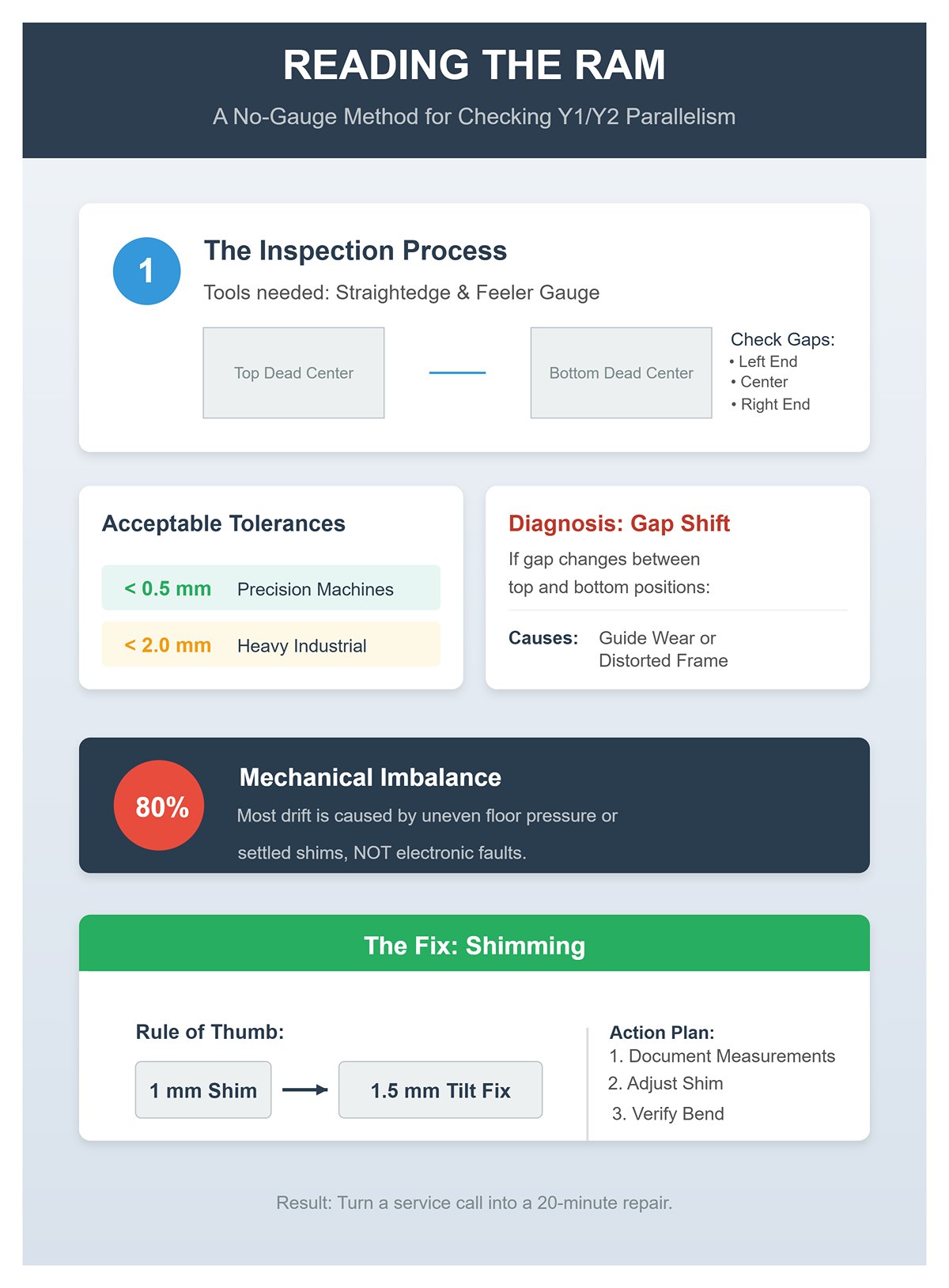
إذا تغيّرت الفجوة بين أعلى نقطة ميتة وأسفل نقطة ميتة، فهي إشارة إلى تآكل في الأدلة أو تشوه في الإطار—وغالباً بسبب ضغط غير متوازن على الأرضية أو ألواح تسوية استقرت تحت قدم التسوية. حوالي 80 ٪ من انحراف الزاوية غير المفسّر ينشأ من هذا النوع من الاختلال الميكانيكي وليس من الأعطال الإلكترونية. الحل بسيط: أضف أو أزل لوح تسوية تحت القدم المناسبة. كقاعدة عامة، يمكن أن يصحح 1 مم من اللوح حوالي 1.5 مم من الميل على طول الكباس. وثّق قياساتك قبل وبعد التعديل، وأجرِ انحناء تحقق، وستعرف ما إذا كانت المشكلة هندسية أم من الحساسات. باستخدام هذا الفحص البسيط، يمكن للعديد من المشغلين تحويل حالة “اتصل بالفني” إلى إصلاح سريع يدوم 20 دقيقة فقط.
المكبس الثنائي يعبر عن حالته بشكل أوضح من خلال الصوت. تنتج المضخة الهيدروليكية السليمة طنيناً سلساً ومتجانساً؛ أي خشونة جديدة في ذلك الصوت هي إشارة فورية تستحق التحقيق. يشير الطحن أو الحك إلى تماس معدني مباشر—غالباً تآكل داخلي في المضخة أو الأسطوانات التي تُطلق شظايا دقيقة. افحص مرشح الشفط: إذا كان يتلألأ، فقد فشلت السيطرة على التلوث ويجب استبدال المرشح فوراً لتجنب توقف المضخة التام.
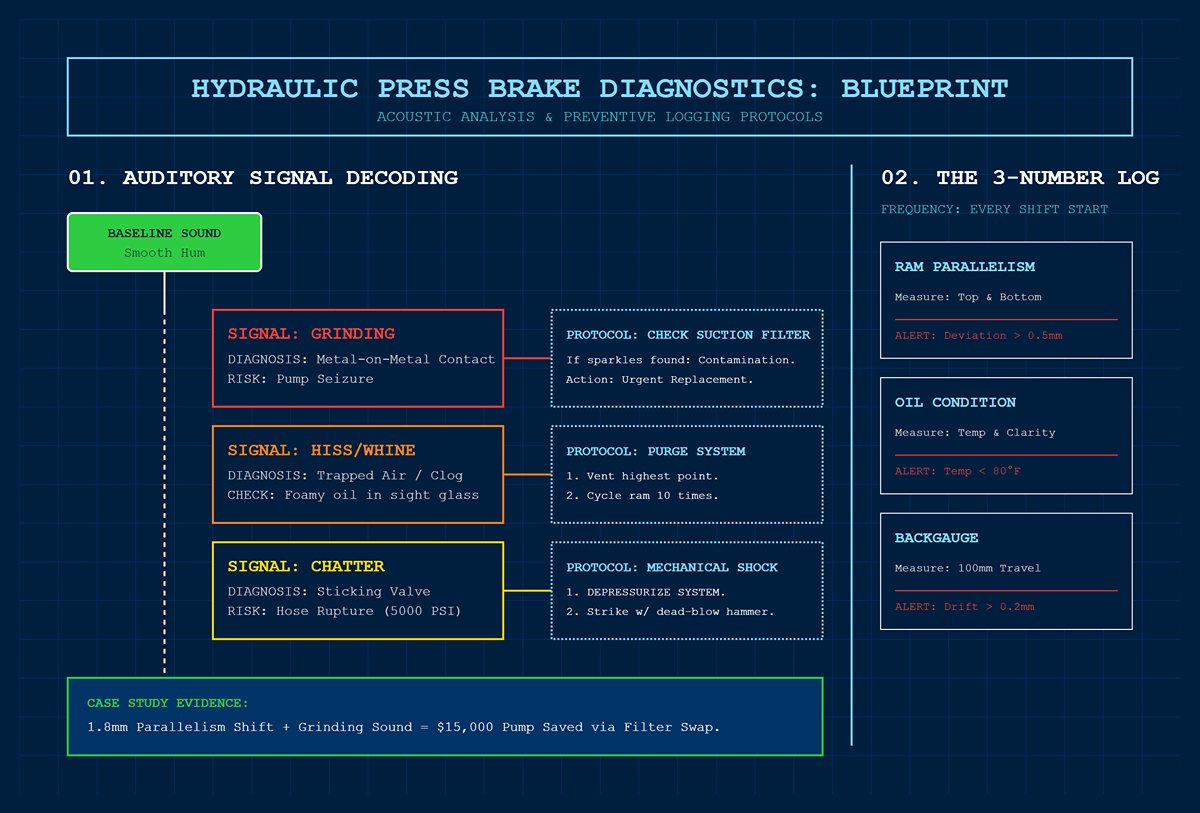
يشير الصفير الحاد أو النغمة الرقيقة عادة إلى هواء محبوس أو شاشة شفط مسدودة. يؤكد ظهور زيت رغوي من خلال مقياس النظر التشخيص بشكل نهائي. أفرغ أعلى نقطة، ودوّر الكباس عشر مرات، وسيتلاشى الاهتزاز بمجرد طرد الهواء. أما الاهتزاز أو الطرق تحت الضغط فهما أكثر تعقيداً—وغالباً سببهما صمام تحكم تناسبي عالق أو صمام تخفيف الضغط المتصلب. ضربة حذِرة بمطرقة خالية من الارتداد—فقط عندما يكون النظام بلا ضغط—يمكن أن تحرر الصمام وتؤكد المشكلة. تجاهل هذه الأصوات يعرّضك لارتفاعات ضغط خطيرة قد تؤدي إلى تمزق الخراطيم المصنفة لـ5 000 PSI.
يساعد سجل بسيط يتضمن “ثلاثة أرقام” في كل وردية على تحويل الحدس إلى رعاية وقائية. كل صباح، سجل قياسات توازي الكباس في الأعلى والأسفل، ودرجة حرارة الزيت ونقاوته، بالإضافة إلى دقة مقياس الارتداد الخلفي خلال حركة 100 مم. الانحرافات التي تتجاوز 0.5 مم، أو زيت أبرد من 80 °F، أو تراجع المقياس الخلفي بأكثر من 0.2 مم هي إشارة للمشاكل قبل أن تصبح مرئية. في إحدى دراسات الحالة، أدى انحراف بمقدار 1.8 مم في التوازي مع ظهور صوت طحن جديد إلى تحفيز الفريق لاستبدال مرشح شفط متدهور، مما أنقذ مضخة $15 000 من الفشل المحتم—دليل واضح على أن الاستماع اليقظ والتسجيل المنتظم يتفوقان على الإصلاحات التفاعلية.
تلك الانحناءات التي تنحرف عن الخط ليست مصادفات عشوائية—إنها رسائل مكتوبة في تغيرات درجة الحرارة، وتحولات الهندسة، وإشارات الصوت، جميعها تخبرك بما تغيّر منذ بداية اليوم. بمجرد أن تعرف كيف تفسرها، يتوقف “الانحراف” عن كونه عيباً غامضاً ويصبح بدلاً من ذلك أول وأوثق إشارة تحذير من مكبس الثني الخاص بك.
تُركز العديد من أدلة مكابس الثني على فحص مستوى الزيت والمعايرة، ومع ذلك، في الواقع، تنشأ معظم المشكلات التي توقف الإنتاج في أعماق النظام الهيدروليكي—صمامات ترتفع حرارتها، وملفات تضعف، وتسريبات دقيقة تُفقد الضغط قبل ظهور أي بقعة مرئية. الفنيون الذين يحافظون على وقت تشغيل يزيد عن 95% يركزون على ثلاثة أمور أساسية: أداء الصمامات عند التغيير الاتجاهي، سلوك درجة حرارة الزيت تحت الحمولة الفعلية (أبعد من الإحماء)، وما إذا كان النظام يحافظ على الضغط الكامل دون فك أي صامولة من مشعب الضغط.
تتبع الانعكاسات المتقطعة أو البطيئة دائماً تقريباً إلى حركة بطيئة في بكرة الصمام أو ملف لولبي فقد قدرته. يعمل الملف اللولبي ككهرمغناطيس يحرك مكبساً لتحويل بكرة الزيت الهيدروليكي؛ وعندما يزداد الاحتكاك بسبب الأوساخ أو الترسبات الصلبة، قد تتوقف البكرة لجزء من الثانية فقط. في الكباس، يظهر هذا التأخير كتردد أو اهتزاز مرئي أو صدمة مزدوجة أثناء الانعكاس.
المتهم الرئيسي هو التلوث. الزيت غير المُرشح أو القديم يجمع ما يكفي من الجزيئات خلال 500–1000 ساعة تشغيل ليُعيق حركة المكبس. افتح مرشح العودة المستخدم وستكشف محتوياته القصة: اللمعان المعدني يشير إلى تآكل البكرة، بينما الرواسب الداكنة تشير إلى تراكم الورنيش. أي من النتيجتين تُلزمك بقياس جهد الملف فوراً. قراءة ملف بجهد مستمر 24 فولت تقل عن 90% من المواصفات لن تنتج قوة مغناطيسية كافية لالتقاط المكبس بشكل موثوق—خصوصاً مع إجهاد الحرارة على الآلة. الملفات التي تعمل بجهد قريب من الحد الأدنى تؤدي عادة إلى إتلاف 10–20 قطعة في الساعة في عمليات الإنتاج العالية.
خدعة مثبتة ميدانياً من مصانع التشغيل الثقيل في ألمانيا وفيتنام: أثناء تشغيل الآلة بدون حمل، اضرب جسم الصمام بلطف بمطرقة خالية من الارتداد. إذا تحركت البكرة بحرية بعد ذلك، فقد تأكد أنها كانت عالقة—بدون الحاجة إلى تفكيكها. رغم أن هذا يمنح راحة مؤقتة فقط ويشير بوضوح إلى أن الصمام يحتاج إلى تنظيف شامل أو استبدال خلال فترة التوقف المخطط لها القادمة، إلا أنه يعيد السلاسة في التبديل في حوالي 80% من الحالات.
التحول الأساسي في التفكير بالنسبة للمشغلين بسيط: عندما يبدأ التبديل في الشعور بالخشونة أو البطء، افحص الملف اللولبي أولاً بدلاً من النظام الهيدروليكي بأكمله. معظم ما يسمى بالتردد الغامض يأتي من بكرة عالقة — وهو إشارة مبكرة إلى أن التلوث قد تجاوز نظام الترشيح.
بمجرد أن ترتفع درجة حرارة الزيت فوق 140°F (60°C)، يدخل مكبح الضغط منطقة يبدأ فيها فقدان مرونة مواد الحشوات — عادةً بنسبة 20–30% في غضون حوالي 100 ساعة. مع انخفاض المرونة، تتوسع الفجوات المتحكم بها، مما يؤدي إلى حدوث تجاوز داخلي داخل الأسطوانات والصمامات. يشعر المشغل بذلك على شكل عدم استقرار في الضغط: انخفاض بمقدار 15–25% عند القطعة العاملة رغم أن إعدادات المضخة والصمام التنفيسي لم تتغير.
نادراً ما تنشأ الارتفاعات الحرارية عن تآكل المضخة؛ ففي معظم الحالات تعود إلى تقييد التبريد. زعانف المبادلات الحرارية المسدودة أو مبردات الهواء قليلة الصيانة تشكل ما يقرب من 30% من تقارير “فشل المضخة” غير المتوقع في سجلات الخدمة. المشغلون الذين يسجلون درجة حرارة الزيت في بداية كل وردية يمكنهم ملاحظة الاتجاهات المتصاعدة قبل أن يصدر الجهاز إنذاراً. روتين بسيط — تنظيف الزعانف أسبوعياً والتحقق من عمل المبرد عند درجة التشغيل — يقلل من استبدالات الحشوات بنحو الثلث في المنشآت الخاضعة للتدقيق.
تجاوز 140°F ليس انحرافاً بسيطاً؛ إنه خط فاصل حرج. بعد هذه النقطة تصبح الحشوات هشة، ويتشكل الطلاء بسرعة أكبر، ويزداد خطر التجويف. الحفاظ على درجة حرارة الزيت تحت السيطرة يحمي كل مكوّن لاحق — خصوصاً الصمامات المعرضة أصلاً للانحشار.
لا يظهر فقدان الضغط دائماً في شكل وصلات متسربة أو برك مرئية. التسربات الدقيقة داخل المانيفولد أو حوله عادةً تنزف بمقدار 0.5–2 بار في الساعة — وهي كافية لتعطيل دقة الانحناء دون ترك أثر خارجي واضح. تظهر علامات التحذير في اتجاه الضغط وليس على أرضية الورشة.
تقنية بسيطة بدون أدوات تعمل جيداً أثناء التشخيص: شغّل دورات بدون حمل عند ضغط 50% ولف مناشف ورقية بإحكام حول الوصلات ومفاصل الخراطيم. يترك الزيت الهيدروليكي الجديد بقعاً واضحة، تكشف عن “التسريبات البسيطة” الناتجة عن انبعاج الحلقة المطاطية O. هذه التسريبات الصغيرة شائعة جداً في الآلات التي تجاوز عمرها خمس سنوات، خصوصاً عندما تنحني الخراطيم بالقرب من نصف قطرها الأدنى.
إذا استمر فقدان الضغط رغم بقاء الوصلات جافة، فقد يكون السبب مخفياً في التلوث أو تسرب الماء. الزيت العكر أو الرغوي داخل غرفة مرشح السحب هو علامة كلاسيكية على التجويف — المسؤول عن ما يصل إلى 80% من تلك الخسائر “غير المرئية”. غالباً ما يؤدي مجرد استبدال مرشح السحب المسدود ثم تفريغ الهواء المحبوس من النقاط العليا للنظام إلى استعادة الضغط الكامل خلال دقائق، دون الحاجة لتفكيك المانيفولد.
من أسهل إجراءات الحماية الاحتفاظ بسجل يومي ثلاثي القيم: درجة حرارة الزيت، نسبة الضغط المحتفظ بها، ومدة سلاسة التبديل. إذا لاحظت انخفاض الضغط بأكثر من 5% عن النقطة المحددة — مثلاً من إعداد تنفيسي عند 250 بار — فهذه إشارة إنذار مبكرة على وجود تسريب أو تجاوز، قبل تراكم الخردة أو فشل المكونات.
من خلال التعامل مع أداء الصمام واستقرار الحرارة وسلامة الضغط كأجزاء من نظام واحد مترابط — بدلاً من مشكلات معزولة — يمكن للمشغلين الحفاظ على انتقالات دورة سلسة وضغط موثوق وتجنب الأعطال المكلفة في الجدول الزمني.
تخفي العديد من كتيبات الصيانة مشاكل المقياس الخلفي بين إجراءات الإصلاح الطويلة. في الواقع، يمكن اكتشاف حوالي 80% من مشكلات المحاذاة والدقة — وتصحيح نحو نصفها — خلال خمس دقائق إذا تم التعامل معها بطريقة منهجية. يجمع المقياس الخلفي لمكبح الضغط بين الصلابة الميكانيكية وسلامة القيادة والتغذية الراجعة الإلكترونية. تعيد الخطوات التالية هذا التنسيق قبل أن تبدأ جودة الإنتاج في التراجع.
يمكن لتراخٍ بسيط في إصبع المقياس الخلفي — صغير لدرجة يكاد يكون غير مرئي — أن يُفسّر بسهولة على أنه خلل في المشفر أو ضوضاء في القيادة. ابدأ بفحص أمان سريع لمدة 30 ثانية: افصل الطاقة، واعزل النظام الهيدروليكي، وتأكد من تشغيل زر الإيقاف الطارئ. ومع المقياس غير مُفعّل، أجرِ فحصاً ميكانيكياً لطيفاً عن طريق دفع وسحب كل إصبع جانبياً. أي حركة تتجاوز 0.5 مم تشير إلى أسنان مهترئة، أو مشابك غير مُشددة بشكل كافٍ، أو سكة مترهلة.
من هناك، شد المكوّنات التي تحافظ على هندسة النظام. في المحاور X أو R المدفوعة بالأحزمة، اضغط على الحزام في منتصف المسافة بين البكرات — إذا أصدر رفرفة باهتة فهو مرتخٍ؛ أما صوت “النبضة” الحاد المتوازن فيشير إلى شد مناسب. اضبط حتى يكون الانحراف صلباً لكنه سلس في كامل الحركة، وفق نطاق تحمل الشركة المصنعة أو باستخدام مقياس الشد. للمحاور ذات اللولب الكروي، افحص براغي الاقتران وتأكد من إحكام موصل المشفر بالكامل، لأن حتى ارتخاءاً بسيطاً عند الوصلة قد يضاعف رد الفعل عند طرف الإصبع.
قبل إعادة الطاقة، تأكد من أن كل برغي تثبيت على ناقل الإصبع مشدود بشكل صحيح، وضع مادة تثبيت الخيوط إذا كان لها تاريخ في الانفكاك. بعد تشغيل الجهاز، أجرِ اختبار قابلية التكرار السريع: نفّذ حركة 100 مم للخارج والعودة ثلاث مرات. إذا تجاوز الفرق نطاق التسامح المسموح به للعمل — عادةً بين 0.2 إلى 0.5 مم — فلا يزال هناك خلل ميكانيكي يؤثر على الدقة. الخلاصة بسيطة: الإصبع المرتخي قليلاً غالباً ما يتنكر على شكل انجراف في المشفر. ثبّت الإصبع أولاً، وستختفي معظم أخطاء الموضع الغامضة من تلقاء نفسها.
القضبان — وهي شرائح تحمل طويلة تُبقي سكة المقياس الخلفي بمحاذاة صحيحة — تميل إلى الانحراف عن الضبط تدريجياً، غالباً ببطء شديد بحيث يتكيف المشغل دون ملاحظة ذلك. النتيجة هي مقياس يحقق الأبعاد المستهدفة في منتصف شوطه لكنه ينحرف في أي من الطرفين، مما يؤدي إلى أطوال شفة غير متناسقة. الحفاظ على خلوص القضيب الصحيح يُبقي الناقل مربعاً تحت الحمل بينما يسمح بحركة سلسة دون إعاقة.
مع إيقاف التشغيل، حرّك الناقل إلى منتصف المسافة وشعَر بأي حركة جانبية أو عمودية. إذا تجاوزت الحركة نحو 0.3 مم، تحتاج القضبان إلى شد. استخدم مقاييس الخلوص أو رقائق رقيقة للتحقق من الخلوص في الطرفين والمنتصف. حتى إذا بدا جزء واحد فقط مرتخياً، أجرِ التعديلات على الطول الكامل؛ لأن شد قسم واحد فقط يمكن أن يسبب التواء السكة وحدوث التماسك.
قم بتدوير كل مسمار ضبط (gib screw) بزيادات صغيرة — حوالي ربع دورة — بالتناوب من أحد الطرفين إلى الآخر. اعمل على الوصول إلى سحب خفيف ومتساوٍ، ثم أعد الفتح قليلاً حتى يتحرك السرير بحرية. بعد الضبط، أعد المحور إلى الوضع الأصلي وكرر اختبار حركة الـ 100 مم. عندما يتم ضبط مفصلات الجيب (gibs) بشكل صحيح، تتحسن إمكانية التكرار فوراً، غالباً إلى أفضل من 0.2 مم، وتختفي أي ميلان في الإصبع ناتج عن الحمل.
الضبط الدقيق مهم: الجيب الضيق جداً يولد حرارة، ويُسرّع التآكل، ويخفي التفاوت الحقيقي حتى تبرد الآلة وتسترخي مجدداً. أما الفجوات الواسعة جداً، فتنقل مسار الحمل عبر الإطار، مما يسمح للرام (ram) بالميلان قليلاً حتى عندما تعمل الأنظمة الهيدروليكية بشكل مثالي. كما قال أحد الفنيين المخضرمين: “ينتهي بك الأمر بملاحقة مشاكل لا يستطيع الهيدروليك إصلاحها.” بمجرد ضبط الجيب بدقة، يتصرف كل من مقياس الارتداد والرام كوحدة صلبة واحدة، مما يحافظ على الدقة حتى أثناء تشغيل القطع السميكة.
بمجرد التأكد من سلامة المحاذاة الميكانيكية، تصبح المعايرة الإلكترونية ذات معنى. تشغيل روتين "العودة إلى الصفر" في وحدة التحكم قبل تثبيت جميع الأجزاء يشبه محاولة موازنة عجلة على محور مرتخٍ — تبدو صحيحة فقط حتى يتحرك الارتخاء مجدداً.
ابدأ بإعادة المؤشر إلى الصفر مرة واحدة. إذا عاد المحور بسلاسة لكنه توقف باستمرار قبل الموضع المطلوب قليلاً أو تجاوزه قليلاً، فاقبل تلك النقطة الجديدة كصفر واختبر إمكانية التكرار. التناسق يشير إلى أن الجانب الميكانيكي استقر. ومع ذلك، إذا تجاوز المؤشر أحياناً، أو تردد، أو انحرف — وهي العلامات المعروفة بـ“الحركة الوهمية” — فاتبع مسار الإشارة. افحص كابل المشفر (encoder) والموصل؛ فالاهتزاز وضباب سائل التبريد غالباً ما يتسللان تحت الغطاء. نظف الدبابيس، أعد توصيل القابس، وثبّت الحزام بحيث لا يتحرك مع كل ضربة. أثناء تحريك المحور يدوياً، راقب شاشة عداد المشفر: الارتفاعات العشوائية أو القراءات المتجمدة تشير إلى فشل في المستشعر أو إلى اقتران متشقق.
يمكن لمشبك الإصبع المرتخي أن يقلد عطل المشفر، لأن كل صدمة تغير عزم الحمل الذي يفسره السيرفو كاضطراب خارجي. شدّ المشبك، فتختفي المشكلة “الكهربائية” المزعومة. لا تستدعِ فني الإلكترونيات حتى يتم التأكد من أن كل وصلة ميكانيكية محكمة ومختومة — صلابة الآلة هي أول وأوثق أداة تشخيص.
الحالة 1: مكبح ضغط بطول 3 أمتار ينتج أطوال حواف غير متسقة على فولاذ غير قابل للصدأ بسماكة 3 مم، أظهر تشتتاً مقداره 1 مم في عودة القياس. شكّ المشغل بوجود مشكلة في السيرفو. كشف الفحص الميكانيكي وجود مفتاح لسن الإصبع مرتخٍ. أدى شد المشبك مجدداً إلى تقليل التباين إلى 0.15 مم — دون الحاجة لأي تعديل إلكتروني.
الحالة 2: خلية عالية السرعة أظهرت أخطاء عشوائية عند العودة إلى الصفر. كشف الفحص الدقيق وجود عدم توازن في شد مفصلات الجيب مما أدى إلى التواء الحامل؛ ومع انحناء السكة، انحرفت قراءة المشفر. بمجرد موازنة الجيب واستعادة التوازي، اختفت الحركات الوهمية.
في خمس دقائق منضبطة فقط — إيقاف، اختبار، شد، إعادة معايرة — يمكن للمشغل تحويل محاذاة هشة إلى حلقة تغذية مرتدة قوية. يستعيد مكبح الضغط تكراريته الموثوقة، وتعود خطوط الإنتاج لتصنيع القطع بدلاً من ملاحقة الأعطال الوهمية.
نادراً ما يواجه مكبح الضغط مشاكل كهربائية “عشوائية” حقيقية. غالباً ما تنشأ مثل هذه الأعطال من طاقة متبقية محصورة في دوائر الأمان أو التحكم نتيجة إجراءات إيقاف تشغيل غير صحيحة. الخطوة الأكثر إهمالاً هي تفعيل جميع أزرار التوقف في حالات الطوارئ (E-stop) — وليس الزر الموجود في اللوحة الأمامية فقط. أي زر طوارئ غير مضغوط يبقي جزءاً من حلقة الأمان في وضع التشغيل، مما قد يمنع الـPLC من إعادة ضبط حالة التحكم بالكامل. يمكن للجهد المتبقي في دائرة الأمان أو الشحنة المخزنة في المكثف أن تحاكي إشارات وهمية تتسبب مراراً في تشغيل أكواد أعطال زائفة.
يستخدم الفنيون الميدانيون المحترفون تسلسل إيقاف وإعادة تشغيل دقيق يضمن إعادة تشغيل كاملة ونظيفة:
تخطي عملية التسخين الأولي والإزالة يؤدي إلى احتباس الهواء في الأنابيب الهيدروليكية، مما يتسبب في بطء استجابة صمامات الملف اللولبي، بطريقة تشبه الأعطال الكهربائية. في إحدى الحالات الموثقة، خسرت ورشة عمل أربع ساعات من الإنتاج في محاولة لاستكشاف عطل كانوا يظنون أنه “تجميد في وحدة PLC.” تم حل المشكلة عندما ضغط أحد الفنيين أخيرًا على زر توقف طارئ خلفي غير معلم، مما أكمل دائرة الأمان، وبعد عشر دقائق كانت الآلة تعمل — دون الحاجة إلى خدمة فنية.
تولد مكابح الضغط اهتزازات عالية التردد — خصوصًا أثناء عمليات الثني ذات الحمل الثقيل — مما يؤدي تدريجيًا إلى ارتخاء التوصيلات الكهربائية، حتى تلك المزودة بلسانات تأمين. تشمل مناطق المشاكل الأكثر شيوعًا ما يلي:
أنسب وقت لإجراء الفحص هو مباشرة بعد التنظيف. مرر طرف إصبعك برفق على قضبان DIN والمناطق المجاورة للإطار — أي خدوش أو انبعاجات تشير إلى أماكن انتقال الاهتزاز العالي. مع مرور الوقت، يميل هذا الاهتزاز إلى فك موصلات نوع Deutsch على خطوط المشفرات ومفاتيح الحد. أعطِ الأولوية لفحص وإعادة شد الوصلات في هذه المناطق تحديدًا:
أحكم جميع الوصلات وفقًا لمواصفات الشركة المصنعة — عادةً حوالي 1–2 نيوتن متر لأطراف وحدات التحكم المنطقية الصغيرة (PLC) — وطبّق شحمًا عازلًا للكهرباء للحماية من الأكسدة. يمكن أن يساعد قطع فلتر عودة الزيت الهيدروليكي في الكشف عن الجزيئات المعدنية، وهي علامة على أن المكونات التي فكتها الاهتزازات تطحن مقابل أغطيتها.
أحد الأسباب الأقل وضوحًا ولكنها مدمرة لإجهاد الأسلاك هو عدم تسوية الإطار بشكل صحيح. عندما يكون إطار مكبس الثني ملتويًا، تتمدد حوامل الكابلات ببطء، مما يؤدي في النهاية إلى فشل الوصلات المضغوطة بعد أشهر من الاستخدام. تحقق من محاذاة الإطار كل ثلاثة أشهر باستخدام ليزر أو ميزان حرفي، وضع شرائح تحت الأرجل إذا تجاوز الميل 1 مم لكل امتداد طوله 3 أمتار. هذا لا يحمي الأسلاك فحسب، بل يمنع أيضًا تشوه التاج أثناء عمليات الثني.
لإجراء فحص سريع: حرّك محاور الماكينة ببطء بينما تسحب برفق على الأسلاك المشتبه بها في النقاط الثلاث المذكورة أعلاه. إذا لاحظت أي تردد أو تم تشغيل خطأ، فهي إشارة واضحة على ارتخاء ناجم عن الاهتزاز.
حتى مع وجود الأسلاك في حالة مثالية، غالبًا ما تنشأ الأعطال “العشوائية” المتكررة من انجراف بعض معلمات الـPLC أو محركات السيرفو عن قيمها الأصلية — عادةً بسبب الاهتزاز المستمر، تغيرات درجة الحرارة، أو ارتداد المشفر (Encoder). الإعدادات الأكثر أهمية للتحقق منها تشمل:
استخدم قائمة التشخيص أو قائمة المعلمات المتقدمة في الماكينة للتحقق من هذه القيم. حرّك المكبس للأعلى والأسفل بالكامل، ثم قِس فرق الارتفاع عبر السرير. إذا تجاوز التفاوت 0.5–2 مم (حسب فئة مكبس الثني)، فهناك حاجة لإعادة المعايرة. سجّل يوميًا ثلاث قراءات رئيسية:
يمكن أن يقلد انسداد فلتر الزيت الهيدروليكي ظاهرة انجراف المعلمات من خلال إبطاء استجابة النظام، لذلك استبدل الفلاتر عند تجاوز انخفاض الضغط للمواصفات. حتى وإن بدا الزيت نظيفًا، فإن التشغيل فوق درجة حرارة 140 فهرنهايت يسرّع تآكل الحشوات ويخلّ بتوقيت الصمامات. اسمح للنظام بفترة تبريد مدتها عشر دقائق قبل استئناف العمليات الثقيلة لاستقرار اللزوجة وضمان قراءات معلمات دقيقة.
تجنبت إحدى ورش التصنيع خسارة قدرها $2,000 في الهدر بعد اكتشاف انجراف بطيء في إزاحة موضع العودة الخلفي أثناء تشغيل 500 قطعة. أعادت عملية إعادة ضبط الـPLC السريعة الأمور إلى نصابها وأزالت رموز الخطأ المستمرة — دون الحاجة إلى استبدال مكونات باهظة الثمن.
هل ترغب أن أعد القسم الخامس أيضًا، بحيث ينتقل القارئ بسلاسة إلى المرحلة التالية من المقال؟ هذا التسلسل سيُساعد على جعل إجراء الصيانة يتدفق بانسيابية.
تركّز معظم أدلة الصيانة على إبقاء مكبس الثني في حالة تشغيلية. غير أن الحقيقة الأكثر كلفة هي أن الهندسة — وليست الجاهزية التشغيلية — هي التي تحدد دقة الأجزاء وقيمة الماكينة على المدى الطويل. ومن المدهش أن التشوه الدائم في الإطار والسرير نادرًا ما ينتج عن حالات التحميل الزائد لمرة واحدة. بل ينشأ من أفعال صغيرة متكررة: ثني قطع قصيرة في نفس المنطقة، إهمال التزييت عبر نوبات عمل متعددة، أو السماح بتراكم الأوساخ على أسطح الأدوات. يتطور فقدان الدقة الهندسية تدريجيًا، يظل غير مرئي في البداية، ويصبح مكلفًا جدًا لإصلاحه لاحقًا. يسلط هذا القسم الضوء على أهم ثلاث ممارسات مؤثرة.
يبدأ تشوه السرير والإطار عادةً عند تشغيل قطع قصيرة. عندما يقوم المشغلون بثني أجزاء ضيقة—يتراوح عرضها عادة بين 150 و250 مم—ويضعونها باستمرار في مركز الماكينة لسهولة التشغيل، يتركز الحمل في منطقة واحدة بدلًا من توزيعه بالتساوي على طول السرير. يؤدي ذلك إلى لحظة غير متوازنة لا يستطيع نظام التاج مواجهتها بالكامل. لكل من أنظمة التاج الهيدروليكية والميكانيكية حدود تصميم، ويمكن أن يدفع التحميل المركزي المحلي تلك الحدود إلى ما يصل إلى 40%.
التأثير ملموس: انحراف دائم في السرير بمقدار حوالي 0.1–0.2 مم. قد يبدو ذلك بسيطًا، ولكن هذا الانحراف يكفي لجعل زوايا الثني خارج حدود التسامح وإجبار نظام التاج على العمل خارج نطاقه المصمم. وثّقت إحدى مصانع الأجهزة الفيتنامية كيف أن التحميل المركزي اليومي لقطع بطول 200 مم أدى إلى انحشار المشغلات خلال ستة أشهر—نتج عنه إعادة محاذاة للإطار بلغت $15,000 وعدة أسابيع من فقدان الإنتاج.
إجراءان وقائيان مباشران يمكن أن يغيرا النتيجة تمامًا:
تستخدم طريقة التشخيص السريعة كتل اختبار موضوعة عند 25% و50% و75% من طول السرير. إذا تجاوز الانحراف المقاس بين نقاط التلامس تلك 0.05 مم، فأعد معايرة منحنى التاج أو قم بتركيب أوتاد ميكانيكية مؤقتة قبل معالجة دفعات إضافية من الأجزاء الصغيرة.
يبدأ فقدان الدقة الهندسية غالبًا بمشكلات تشحيم مهملة. عادةً ما تكون قضبان توجيه الكباس وكتل الجيب أول المناطق التي تظهر فيها مناطق جفاف. بمجرد أن يغيب التشحيم لمدة 50 ساعة أو أكثر، يبدأ الخدش المعدني المباشر مما يزيد الاحتكاك حتى خمسة أضعاف. وهذه هي السبب الجوهري في حوالي 30% من اختلالات ميل الكباس—even عندما تبدو الأنظمة الهيدروليكية والكهربائية سليمة.
تتوفر تحذيرات مبكرة إذا كنت تعرف أين تبحث. تكشف مرشحات الشفط الهيدروليكية المستعملة غالبًا عن رقائق معدنية لامعة—وهي مؤشر مبكر على تآكل الأدلة يظهر قبل أسبوعين إلى ثلاثة أسابيع من ظهور الخدوش المرئية. كشف هذه الرقائق يمنحك الوقت لتعزيز التشحيم وتصحيح أنماط التحميل قبل أن يعلق الكباس أو يسحب أو يتحرك بشكل غير متوقع.
المناطق الخطرة المخفية تشمل:
يمكن أن يؤدي الاحتفاظ بسجل تشحيم أسبوعي—وتطبيق من 5 إلى 10 غرامات من الشحم لكل وصلة بشكل ثابت—إلى استقرار الأداء بشكل كبير. قام مصنع تصنيع ألماني بتقليل تآكل الأدلة بنسبة 70% ببساطة عن طريق تسجيل كمية الشحم والفترات الزمنية. منعت هذه الممارسة البسيطة حالات الحمل الزائد لمضخة الهيدروليك وأزالت تفاوت الكباس الذي كان المشغلون يعزون سببه سابقًا إلى أعطال إلكترونية.
حتى مع وجود إطار مستقيم وأدلة مصانة جيدًا، يمكن أن تتضرر الهندسة عند سطح تثبيت الأداة. تتشكل الأسطح “المضطربة”—نقاط مرتفعة صغيرة ناتجة عن حبيبات مغروسة—لتتميز بارتفاعات تمنع الثقب أو القالب من الاتزان تحت الحمل. النتيجة هي إنجراف تدريجي في زاوية الثني بمقدار 0.02 إلى 0.1 مم كل مائة دورة، وهو خطأ متزايد يبدو كاختلال في الكباس وغالبًا ما يدفع الفنيين لملاحقة أخطاء وهمية في المشفر أو وحدة التحكم.
أسرع طريقة فحص هي باللمس: مرّر ظفر إصبعك على سطح التثبيت. أي إحساس بالالتقاط يشير إلى خشونة تزيد عن Ra 3.2 ميكرومتر—وهي كافية لتغيير استقرار التثبيت. تتبعت إحدى شركات تصنيع السيارات الكبرى ارتفاعًا بنسبة 25% في الخردة إلى الأسطح المضطربة وحلّت المشكلة بمسح المقاعد مرة لكل وردية بقطعة قماش غير منسوجة. لا تستخدم صوف الفولاذ أبدًا؛ فهو يترك جزيئات معدنية تتغلغل أعمق في السرير.
عادتان بسيطتان تساعدان في الحفاظ على ثبات هندسة قاعدة الأداة:
في أحد المصانع المكسيكية الذي ظل يطارد ما يسمى بـ “أخطاء وحدة التحكم PLC” المتكررة، تبيّن أن السبب الحقيقي هو اهتزاز الأداة نتيجة الأسطح غير المستوية، مما تسبب في ميلان طفيف للرام وسوء قراءة جهاز التشفير. أدى كشط وتنظيف شامل لمكان تثبيت الأداة إلى القضاء على العطل—وتوفير آلاف الدولارات من الخسائر الناتجة عن توقف العمل كل ساعة.
نادرًا ما تعتمد حماية هندسة مكبس الثني على منع الأعطال الكارثية. الأمر يتعلق بتقليل الإجهادات الدقيقة والمتراكمة التي تشوّه الدقة تدريجيًا. معالجة هذه المشكلات الصغيرة تحافظ على الدقة، وتطيل عمر المعدات، وتمنع تشوّه السطح السفلي الذي لا يمكن للمعايرة وحدها إصلاحه.
العدو الصامت لمكابس الثني الهيدروليكية ليس الحمل الزائد — بل الضغط المتبقي طوال الليل. حتى إبقاء الرام على ارتفاع بضع بوصات فوق النقطة السفلية الميتة يجعل أختام الأسطوانات مشدودة تحت إجهاد ثابت لساعات، تمامًا عندما يتقلص الزيت أثناء التبريد ويزيد هذا الإجهاد. هذا الانكماش يضخم توتر الأختام. أظهرت بيانات من ورش راقبت معدلات الأعطال زيادة بنسبة 70% في تآكل الأختام عندما فشل المشغلون في إيقاف الرام عند BDC. العلاج لا يستغرق أكثر من 20 ثانية: حرك الرام للأسفل إلى BDC، افتح صمام التفريغ لتفريغ ضغط التثبيت بالكامل، وتأكد من أن المؤشر يقرأ صفرًا. الصفر ضغط يعني صفر إجهاد. الفرق التي تجعل هذا ممارسة قياسية ترى عادةً عمر الأختام يتضاعف. في أحد المصانع الذي عانى عامًا كاملًا من استبدال الأختام المتكرر، أدى اتباع روتين صارم بإيقاف الرام عند نهاية كل وردية إلى عدم وقوع أي أعطال في العام التالي.
بمجرد أن تجعل ذلك عادة نهاية اليوم، ستفهم لماذا تبدو الصباحات أكثر اتساقًا. عندما يكون الرام متوقفًا عند BDC، فإنه لا يتحرك أثناء التوقف عن العمل—الانحناءة الأولى تتم بالضبط كما يتوقعها المتحكم. هذا ليس حظًا؛ بل نتيجة نظام قضى الليل في راحة هيدروليكية حقيقية.
معظم الانحرافات غير المفسرة لا تحدث بسبب النظام الهيدروليكي—بل بسبب الأوساخ التي تتظاهر بأنها مشكلة ميكانيكية. المقاييس الخطية، وسكك التوجيه الجانبية، وأدلة الرام، وسكك المؤخرة الخلفية، ومقاعد الأدوات كلها تحبس غبار المعادن الناعم. تحت الحمل، تنحشر تلك الحبيبات في مكانها، مسببة ميلان الرام، ارتخاء المؤخرة، وحركات وهمية لجهاز التشفير. في الواقع، 80% من انحراف الرام في اليوم التالي يأتي من التلوث في هذه المكونات الخمسة تحديدًا. الحل بسيط: استخدم قطعة قماش جافة خالية من الوبر—ولا تستخدم المذيب الذي يجذب الغبار للداخل—وامسح هذه الأسطح في نهاية كل وردية. انتبه بشكل خاص للمناطق المخفية: أسفل المقاييس الخطية، زوايا السكك الداخلية، والحواف الضحلة التي تستقر بها الشوائب وتلتصق.
قام أحد المشغلين بتنظيف سكة بعد أن لاحظ ارتدادًا قدره 1.2 مم، وحل المشكلة في أقل من دقيقتين—تمامًا بينما كان المشرف يهم بطلب فني الصيانة. هذا المسح السريع منع ساعة من التوقف عن العمل وتجنب استدعاء الخدمة بالكامل. الورش التي تلتقط صورًا أسبوعية قبل وبعد التنظيف ترى انخفاض النفايات بمقدار النصف تقريبًا—ليس فقط بسبب الأسطح الأنظف، بل لأن الصور تكشف مناطق تراكم الشوائب المتكررة، مما يمكّن من تنظيف أكثر استهدافًا وفعالية.
غالبًا ما يتذكر المشغلون اللحظة التي أدركوا فيها أن ذرة غبار واحدة يمكنها أن تسبب انحناءً خاطئًا بمقدار 2 مم. أصغر الملوثات يمكن أن تشعل أكبر عمليات البحث عن الأعطال.
لا شيء يفسد أداء آلة تعمل بسلاسة أسرع من السماح لكل وردية بـ “تصحيح” ما أنجزته السابقة. هذا النوع من العبث بالتعويضات هو سبب نحو 65% من النتائج غير المتسقة في بداية اليوم. الحل هو تسليم منضبط: نص موجز يوضح بدقة حالة الآلة والأرقام الرئيسية التي تؤكد ذلك. النص بسيط:
تسجيل هذه القياسات الثلاث يلتقط معظم المشكلات قبل أن تتحول إلى نفايات إنتاجية. أحد المصانع حتى طبع قائمة الفحص على بطاقة بلاستيكية مغلفة. أخطاء تبديل الورديات لديهم انخفضت من ثلاث مرات أسبوعيًا إلى الصفر. في إحدى المرات، لاحظ مشغل فترة بعد الظهر انحرافًا قدره 1.8 مم؛ تطلب السجل التحقق قبل تعديل التعويضات. اكتشفوا وجود شوائب على السكة، نظفوها، أعادوا القياس، واستمر تشغيل الليل دون أي خلل.
القيمة الحقيقية لهذا النص تكمن في علم النفس الذي يحمله. فهو يوصل إلى الوردية التالية الرسالة التالية: “كانت الآلة دقيقة عندما غادرت. إن لم تكن كذلك الآن، قم بالقياس قبل التعديل.” هذا الحد الفاصل الواضح يحمي دقة آلتك.
غالباً ما يتذكر المشغلون الصورة الافتتاحية: آلة ثني الصفائح التي يبدو أنها “استيقظت بمزاج سيئ”، فتنحرف في أول انحناءة وتُهدر الساعة الأولى من العمل. هذا الطقس في نهاية المناوبة هو العلاج لتلك المشكلة. التوقف عند BDC يخفف الضغط الخفي. المسح يُزيل الأوساخ غير المرئية. والتسليم بين المناوبات يمنع التخريب الخفي الذي قد يحدث بين التحولات.
في صباح اليوم التالي، عندما تكون أول انحناءة دقيقة تماماً، لن يبدو ذلك حظاً—بل سيبدو نتيجة العناية المتعمدة.


















