

La primera parte del día se desarrolla impecablemente—luego, dos horas después, el mismo programa de repente produce un doblado inclinado 1,2 grados en un extremo. Nada en tu configuración cambió. Mismo material, mismas herramientas, mismo operador. La reacción natural es culpar a la calibración, pero la mayoría de las veces la máquina no es la culpable. Lo que realmente cambió no fue el pisón, el láser ni siquiera el acero. Fue un conjunto de condiciones sutiles, a menudo invisibles, que pasan inadvertidas hasta que silenciosamente descarrilan una corrida de producción. Reconocer esas variables ocultas es lo que diferencia un diagnóstico real de una suposición a ciegas.
Las prensas hidráulicas dependen de la temperatura para funcionar. Después de estar inactivas durante la noche, el aceite se espesa, ralentizando la respuesta de las válvulas servocontroladas y causando que el pisón se retrase fracciones de milímetro—suficiente para alterar los ángulos de doblado en más de un grado. Parece exactamente una deriva de calibración, pero en cuanto el aceite alcanza los 100–120 °F (38–49 °C), los síntomas desaparecen. La verificación más sencilla es la temperatura del aceite: si el visor indica menos de 80 °F (27 °C), no estás ante una falla mecánica o electrónica. Simplemente estás doblando con aceite frío.
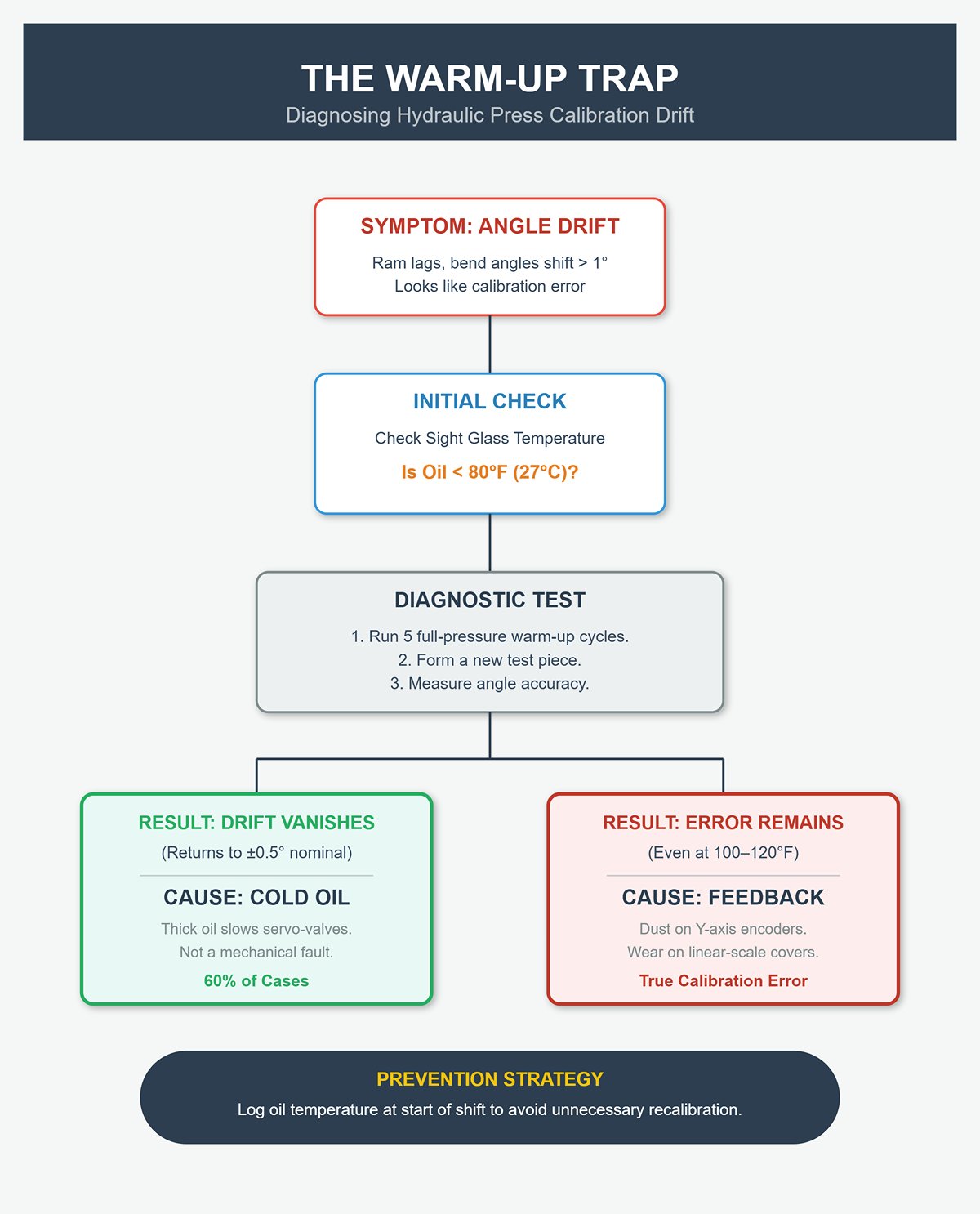
Realiza cinco ciclos a presión completa y luego forma una nueva pieza de prueba. Si el ángulo vuelve al nominal dentro de aproximadamente ±0,5°, la deriva fue provocada por la temperatura, no por la calibración. Si el error permanece incluso después de que el aceite esté caliente, el problema está en la retroalimentación de posición—a menudo por minúsculas partículas de polvo en los codificadores del eje Y o desgaste en las cubiertas de la escala lineal, cualquiera de los cuales puede introducir errores de lectura de ±0,01 mm. Los talleres que empezaron a registrar la temperatura del aceite al inicio de cada turno descubrieron que seis de cada diez “problemas de calibración” no eran más que efectos de arranque en frío. Un simple registro de temperaturas evita horas de recalibración innecesaria y elimina el desperdicio oculto.
Las fallas reales de calibración suelen aparecer en la geometría del pisón mucho antes de que la electrónica las detecte. Puedes confirmar el paralelismo Y1/Y2 usando solo una regla recta y una galga de espesores. Lleva el pisón al punto muerto superior y comprueba a lo largo de la bancada en ambos extremos y en el centro, anotando cualquier separación medible. En prensas plegadoras de precisión, la diferencia de extremo a extremo debe mantenerse por debajo de 0,5 mm, mientras que en máquinas industriales pesadas se toleran hasta 2 mm. Repite las mismas comprobaciones cerca del punto muerto inferior para verificar la consistencia.
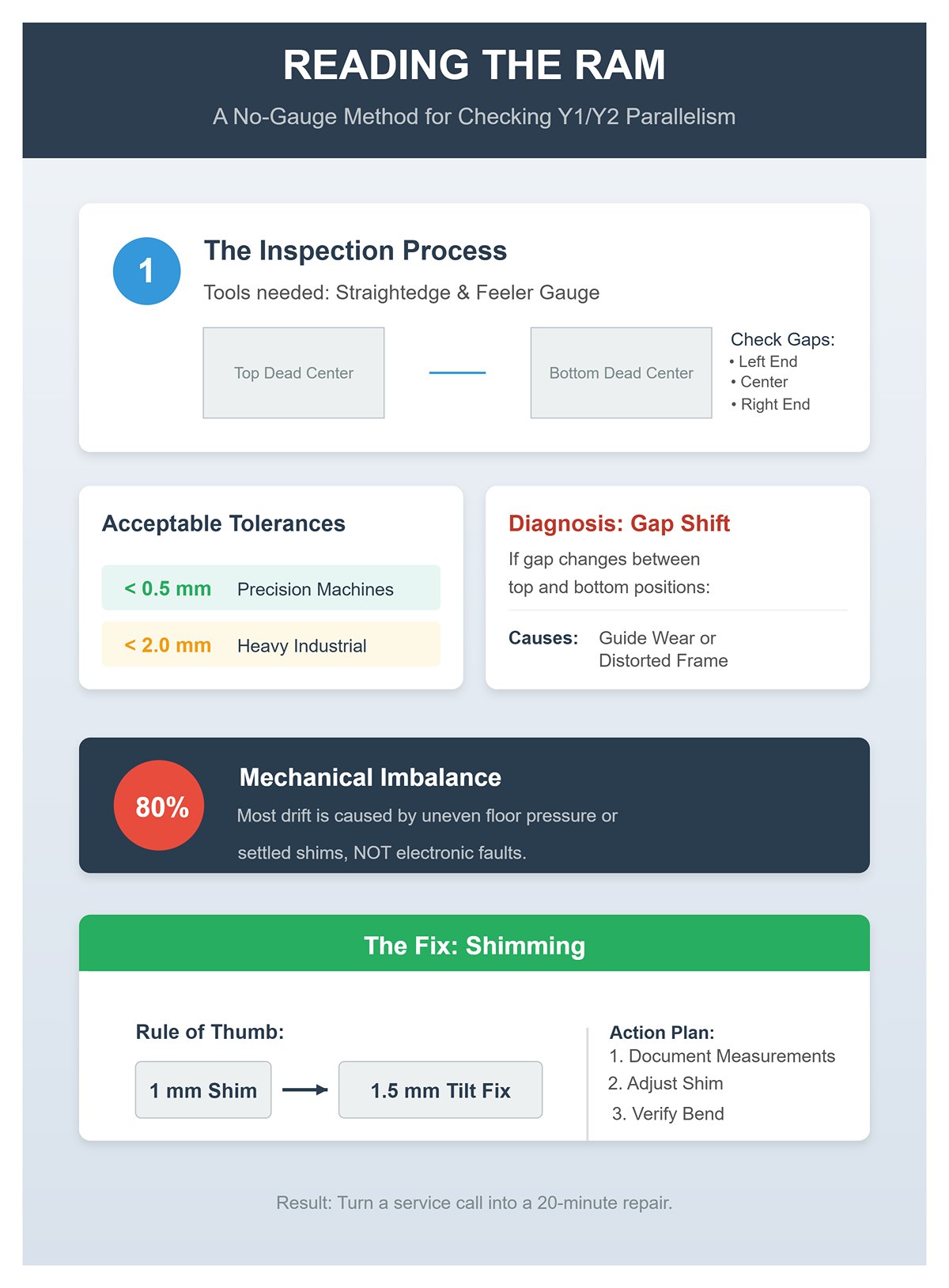
Si la separación cambia entre el punto muerto superior y el punto muerto inferior, es señal de desgaste en las guías o de un bastidor deformado—habitualmente causado por presión desigual en el piso o calzas que se han asentado bajo un pie de nivelación. Alrededor del 80 % de la deriva inexplicable de ángulo se origina en este tipo de desequilibrio mecánico más que en fallos electrónicos. La solución es directa: añade o quita una calza bajo el pie correspondiente. Como regla general, 1 mm de calza puede corregir aproximadamente 1,5 mm de inclinación a lo largo del pisón. Documenta tus mediciones antes y después del ajuste, realiza un doblado de verificación y sabrás si el problema proviene de la geometría o de los sensores. Con esta sencilla comprobación, muchos operadores pueden transformar una situación de “llamar al técnico” en una rápida reparación de 20 minutos.
Tu prensa plegadora se comunica más claramente a través del sonido. Una bomba hidráulica saludable produce un zumbido suave y constante; cualquier nueva aspereza en ese tono es una pista inmediata que merece investigación. Un chirrido o roce indica contacto metal con metal—probablemente desgaste interno en la bomba o cilindros que desprenden diminutos fragmentos. Comprueba el filtro de succión: si brilla, el control de contaminación ha fallado y el filtro necesita reemplazo urgente para evitar la paralización total de la bomba.
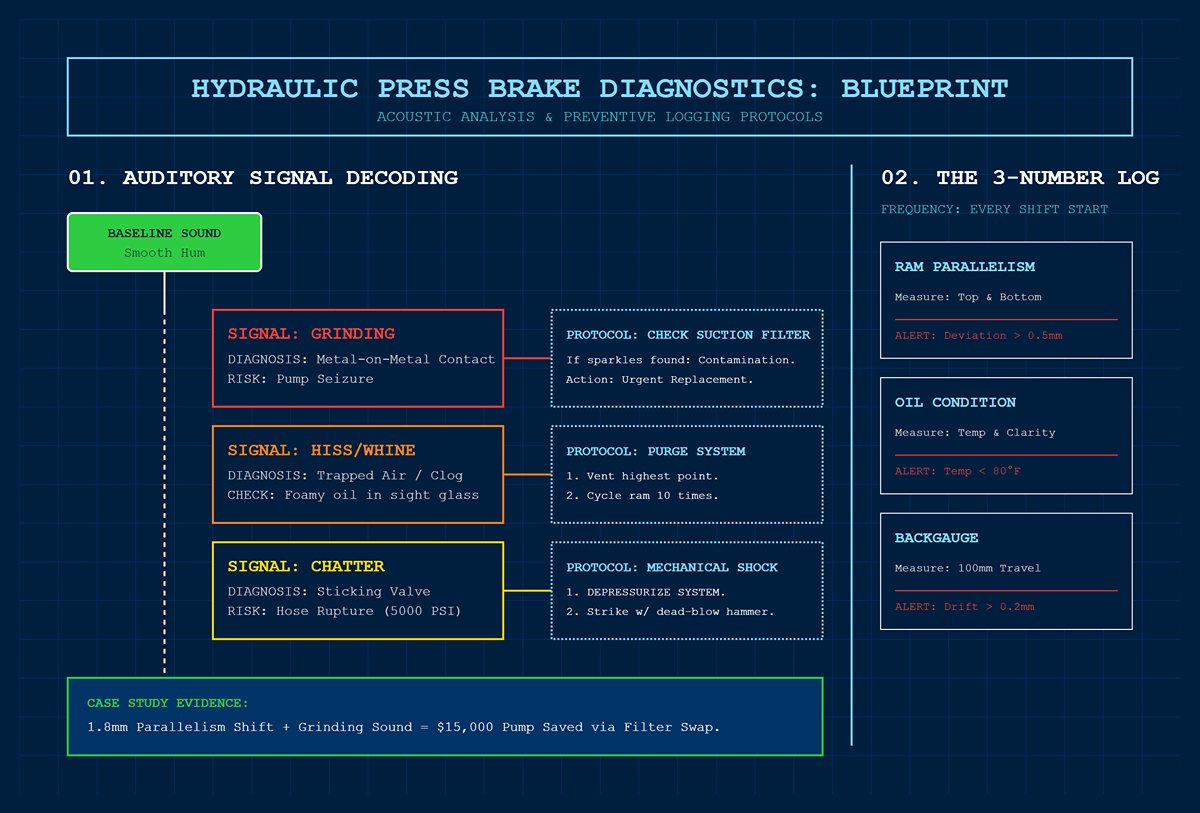
Un silbido agudo o un zumbido fino suelen indicar aire atrapado o una malla de succión obstruida. Aceite espumoso visible a través del visor confirma el diagnóstico. Purga el punto más alto, acciona el pisón diez veces y la vibración debería desaparecer una vez expulsado el aire. El golpeteo o sacudida bajo presión es más complejo—generalmente causado por un carrete de válvula proporcional atascado o una válvula de alivio obstruida. Un golpe cuidadoso con un martillo sin rebote—solo cuando el sistema esté sin presión—puede liberar el carrete y verificar el problema. Ignorar estos sonidos puede provocar picos de presión peligrosos que podrían romper mangueras clasificadas para 5 000 PSI.
Mantener un sencillo registro de “tres cifras” en cada turno convierte las corazonadas en mantenimiento preventivo. Cada mañana, registra lecturas de paralelismo del pisón en el punto muerto superior e inferior, temperatura y claridad del aceite, además de la repetibilidad del tope trasero en un recorrido de 100 mm. Desviaciones mayores de 0,5 mm, aceite más frío que 80 °F o deriva del tope trasero superior a 0,2 mm indican problemas mucho antes de que sean visibles. En un estudio de caso, un cambio de paralelismo de 1,8 mm acompañado de un nuevo ruido de chirrido llevó al equipo a sustituir un filtro de succión defectuoso, salvando una bomba $15 000 de una falla segura—prueba clara de que escuchar con atención y llevar registros constantes supera las reparaciones reactivas.
Esos doblados que se desvían no son caprichos aleatorios—son mensajes escritos en cambios de temperatura, alteraciones de geometría y señales sonoras, todos indicando lo que ha cambiado desde el inicio del día. Una vez sepas cómo interpretarlos, la “deriva” deja de ser un defecto desconcertante y se convierte en la señal de advertencia más temprana y fiable de tu prensa plegadora.
Muchos manuales de prensas plegadoras se centran en las comprobaciones de nivel de aceite y la calibración, pero en realidad, la mayoría de los problemas que detienen la producción se originan más profundamente dentro del sistema hidráulico—válvulas que se calientan, bobinas que se debilitan y fugas microscópicas que descargan presión mucho antes de que aparezca un charco visible. Los técnicos que mantienen de forma constante un tiempo de funcionamiento superior al 95 % se concentran en tres aspectos esenciales: cómo funcionan las válvulas durante los cambios de dirección, cómo se comporta la temperatura del aceite bajo carga real (más allá del calentamiento inicial) y si el sistema mantiene la presión máxima sin aflojar ni un solo tornillo del colector.
Las inversiones bruscas o lentas casi siempre se remontan a un carrete de válvula de movimiento lento o a una bobina de solenoide que ha perdido potencia. Un solenoide funciona como un electroimán que mueve un émbolo para desplazar el carrete hidráulico; cuando los residuos o depósitos endurecidos aumentan la fricción, el carrete puede detenerse durante solo una fracción de segundo. En el pisón, ese retraso aparece como vacilación, una sacudida visible o un doble golpe durante la inversión.
El principal sospechoso es la contaminación. El aceite sin filtrar o envejecido acumula suficientes partículas entre 500–1000 horas de operación para dificultar el movimiento del émbolo. Abre un filtro de retorno usado y su contenido cuenta la historia: partículas metálicas brillantes indican desgaste del carrete, mientras que residuos más oscuros apuntan a acumulación de barniz. Cualquiera de estos hallazgos es tu señal para medir inmediatamente el voltaje de la bobina. Una bobina de 24 voltios CC que registre por debajo del 90 % de la especificación no producirá la fuerza magnética suficiente para mover el émbolo de manera fiable—especialmente con estrés térmico en la máquina. Las bobinas que funcionan con voltajes límite conducen rutinariamente al desperdicio de 10–20 piezas por hora en operaciones de alto volumen.
Un truco comprobado en planta de operaciones pesadas en Alemania y Vietnam: mientras se cicla la máquina sin carga, golpea suavemente el cuerpo de la válvula con un martillo sin rebote. Si el carrete se mueve libremente después, has confirmado que estaba atascado—sin necesidad de desmontaje. Aunque esto solo ofrece un alivio temporal y es una señal clara de que la válvula necesita limpieza a fondo o reemplazo en la próxima parada planificada, restaura un cambio de dirección suave en aproximadamente el 80 % de los casos.
El cambio de mentalidad clave para los operadores es simple: cuando el cambio de dirección comience a sentirse brusco o lento, revisa primero el solenoide en lugar de todo el sistema hidráulico. La mayoría de las llamadas “vacilaciones misteriosas” provienen de un carrete atascado—una señal temprana de que la contaminación ha superado al sistema de filtración.
Una vez que la temperatura del aceite supera los 140 °F (60 °C), la prensa plegadora entra en una zona donde los materiales de las juntas empiezan a perder elasticidad—típicamente un 20–30 % en unas 100 horas aproximadamente. A medida que la elasticidad disminuye, las holguras controladas se ensanchan, provocando derivaciones internas dentro de cilindros y válvulas. El operador percibe esto como una inestabilidad de presión: una pérdida del 15–25 % en la pieza de trabajo aun cuando los ajustes de la bomba y de la válvula de alivio permanecen sin cambios.
Los picos de calor rara vez se deben al desgaste de la bomba; con mucha más frecuencia se originan en una refrigeración limitada. Aletas del intercambiador de calor obstruidas o enfriadores de aire mal mantenidos explican cerca del 30 % de los informes inesperados de “fallo de bomba” en los registros de servicio. Los operadores que registran la temperatura del aceite al inicio de cada turno pueden detectar estas tendencias ascendentes mucho antes de que la máquina emita una alarma. Una rutina sencilla—limpieza semanal de las aletas y verificación del funcionamiento del enfriador a temperatura—reduce los reemplazos de juntas en aproximadamente un tercio en instalaciones auditadas.
Superar los 140 °F no es una desviación menor; es una línea crítica. A partir de este punto, las juntas se vuelven quebradizas, el barniz se acumula más rápido y aumenta el riesgo de cavitación. Mantener la temperatura del aceite bajo control protege todos los componentes posteriores—especialmente las válvulas que ya son propensas a atascarse.
La pérdida de presión no siempre se presenta como accesorios goteando o charcos visibles. Las microfugas dentro o alrededor de los bloques de válvulas normalmente sangran entre 0,5 y 2 bares por hora—suficiente para alterar la precisión de doblado sin dejar ninguna evidencia externa evidente. Las señales de advertencia aparecen en la tendencia de presión, no en el piso del taller.
Una técnica sencilla y sin herramientas funciona bien durante el diagnóstico: ejecutar ciclos sin carga a una presión del 50 % y envolver toallas de papel firmemente alrededor de los accesorios y uniones de mangueras. El aceite hidráulico fresco deja manchas claras, revelando “rezumadores” provocados por la extrusión de la junta tórica. Estas pequeñas fugas son extremadamente comunes en máquinas con cinco años o más, especialmente donde las mangueras se curvan cerca de su radio mínimo.
Si la pérdida de presión continúa a pesar de que los accesorios permanecen secos, el culpable puede ocultarse en contaminación o intrusión de agua. Aceite turbio o espumoso dentro de la cámara del filtro de succión es una señal clásica de cavitación—responsable de hasta el 80 % de esas pérdidas “invisibles”. A menudo, simplemente reemplazar un filtro de succión obstruido y luego purgar el aire atrapado desde los puntos altos del sistema restaurará la presión completa en minutos, todo sin necesidad de desmontar el bloque.
Una de las protecciones más fáciles es llevar un registro diario de tres cifras: temperatura del aceite, porcentaje de presión mantenida y tiempo de suavidad de cambio. Si ve que la presión cae más del 5 % del punto establecido—digamos, desde un ajuste de valvula de alivio de 250 bares—es una clara señal temprana de fuga o derivación, mucho antes de que se acumulen desechos o fallen los componentes.
Al tratar el rendimiento de las válvulas, la estabilidad de temperatura y la integridad de la presión como partes de un solo sistema interdependiente—en lugar de problemas aislados—los operadores pueden mantener transiciones de ciclo suaves, presión confiable y evitar costosas averías en el calendario.
Muchos manuales de mantenimiento esconden la solución de problemas del tope trasero entre rutinas de revisión largas. En realidad, alrededor del 80 % de los problemas de alineación y precisión pueden detectarse—y aproximadamente la mitad corregirse—en cinco minutos si se abordan de forma metódica. El tope trasero de la prensa plegadora combina rigidez mecánica, integridad de transmisión y retroalimentación electrónica. Los siguientes pasos restauran esa coordinación antes de que la calidad de producción comience a degradarse.
Una ligera holgura en el dedo del tope trasero—tan pequeña que es casi invisible—puede confundirse fácilmente con fallos del codificador o ruido de transmisión. Comience con una rápida verificación de seguridad de 30 segundos: corte la alimentación, aísle la hidráulica y asegúrese de que esté activado el paro de emergencia. Con el tope apagado, realice una revisión mecánica suave empujando y tirando cada dedo hacia los lados. Cualquier juego superior a 0,5 mm indica estrías desgastadas, abrazaderas con poco par o un carril hundido.
A partir de ahí, apriete los componentes que mantienen la geometría del sistema. En ejes X o R accionados por correa, presione la correa en el punto medio entre poleas—si produce un aleteo apagado, está demasiado floja; un “golpe” nítido y uniforme señala una tensión adecuada. Ajuste hasta que la deflexión se sienta firme pero suave en todo su recorrido, siguiendo el rango de tolerancia del fabricante o confirmando con un tensiómetro. Para configuraciones con husillo de bolas, inspeccione los pernos de acoplamiento y asegúrese de que el conector del codificador esté completamente insertado, ya que incluso un ligero aflojamiento en el acoplamiento puede amplificar el retroceso en la punta del dedo.
Antes de restablecer la alimentación, asegúrese de que cada tornillo de bloqueo en el carro del dedo esté correctamente apretado y aplique fijador de roscas si tienden a aflojarse. Una vez energizada la máquina, ejecute una rápida prueba de repetibilidad: ordene un movimiento de 100 mm hacia afuera y de regreso tres veces. Si la variación supera la tolerancia permitida del trabajo—normalmente de 0,2 a 0,5 mm—aún existe un problema mecánico que afecta la precisión. La conclusión es simple: un dedo ligeramente suelto a menudo se disfraza de deriva del codificador. Asegure primero el dedo, y la mayoría de los errores misteriosos de posición desaparecerán por sí solos.
Las guías—largas tiras de apoyo que mantienen el carril del tope trasero alineado—tienden a desajustarse gradualmente, a menudo tan lentamente que los operadores se adaptan sin notarlo. El resultado es un tope que alcanza dimensiones objetivo en el centro de su recorrido pero se desvía en cualquiera de los extremos, causando longitudes de pestaña inconsistentes. La holgura correcta de las guías mantiene el carro cuadrado bajo carga, permitiendo al mismo tiempo un movimiento suave y sin obstrucciones.
Con la máquina apagada, mueva el carro a media carrera y detecte holgura lateral o vertical. Si el movimiento supera aproximadamente 0,3 mm, las guías necesitan ajuste. Use galgas o una cuña delgada para comprobar la holgura en ambos extremos y en el centro. Incluso si solo un área parece floja, haga ajustes a lo largo de toda la longitud; apretar solo una sección puede torcer el carril y causar atascos.
Gire cada tornillo de las guías en pequeños incrementos—aproximadamente un cuarto de vuelta—alternando de un extremo al otro. Trabaje hacia un arrastre ligero y uniforme, luego retroceda ligeramente hasta que el carro se mueva libremente. Después de ajustar, lleve el eje a su posición inicial y repita la prueba de movimiento de 100 mm. Cuando las guías están correctamente ajustadas, la repetibilidad mejora de inmediato, a menudo a mejor de 0,2 mm, y cualquier inclinación del dedo inducida por la carga desaparece.
El ajuste fino importa: gibs demasiado ajustados generan calor, aceleran el desgaste y ocultan el juego real hasta que la máquina se enfría y se afloja nuevamente. Las holguras demasiado sueltas desvían la trayectoria de carga a través del bastidor, permitiendo que el martinete se incline ligeramente incluso cuando la hidráulica funciona perfectamente. Como dijo un técnico veterano: “Terminas persiguiendo problemas que la hidráulica no puede resolver”. Una vez que las guías están correctamente ajustadas, el tope trasero y el martinete se comportan como un solo conjunto rígido, preservando la precisión incluso durante trabajos de calibre pesado.
Una vez que se confirma la alineación mecánica, la calibración electrónica finalmente tiene sentido. Ejecutar la rutina de inicio o de ajuste a cero del control antes de asegurar todo el hardware es como intentar equilibrar una rueda en un buje suelto: parecerá correcto solo hasta que la holgura vuelva a desplazarse.
Comienza llevando el tope a la posición de inicio una vez. Si el eje regresa suavemente pero se detiene sistemáticamente un poco corto o largo, acepta ese nuevo punto cero y prueba la repetitividad. La consistencia indica que la mecánica se ha asentado. Sin embargo, si el tope a veces sobrepasa, titubea o se desvía—el característico “movimiento fantasma”—sigue la ruta de la señal. Revisa el cable y el conector del codificador; la vibración y la niebla de refrigerante suelen colarse bajo la carcasa. Limpia los pines, vuelve a insertar el enchufe y asegura el mazo de cables para que no se mueva con cada ciclo. Mientras mueves el eje lentamente, observa la pantalla de conteo del codificador: picos aleatorios o lecturas congeladas indican una falla en el sensor o un acoplamiento roto.
Una mordaza de dedo floja puede simular una falla de codificador porque cada impacto altera el par de carga, que el servo interpreta como una perturbación externa. Aprieta la mordaza, y el supuesto problema “eléctrico” desaparece. No llames al técnico electrónico hasta que cada unión mecánica esté verificada, firme y sellada—la rigidez de la máquina es la primera y más fiable herramienta de diagnóstico.
Caso 1: Una prensa plegadora de 3 m que producía longitudes de pestaña inconsistentes en acero inoxidable de 3 mm mostró una variación de 1 mm en el retorno del tope. El operador sospechó un problema de servo. La inspección mecánica descubrió una sola chaveta de estría del dedo suelta. Al apretar la mordaza, la variación se redujo a 0,15 mm—sin necesidad de ajuste electrónico.
Caso 2: Una célula de alta velocidad presentaba errores aleatorios de inicio. Una inspección más detallada encontró tensión desigual en las gibs que torcía el carro; al flexionarse el riel, la lectura del codificador se desplazaba. Una vez que las gibs se equilibraron y se restauró el paralelismo, los movimientos fantasma desaparecieron.
En solo cinco minutos disciplinados—bloqueo, prueba, apriete, recalibración—el operador puede convertir una alineación frágil en un bucle de retroalimentación robusto. La prensa plegadora recupera su repetibilidad confiable y la producción vuelve a fabricar piezas en lugar de perseguir fallos fantasma.
Las prensas plegadoras rara vez tienen problemas eléctricos verdaderamente “aleatorios”. Con mayor frecuencia, dichas fallas provienen de energía residual atrapada en los circuitos de seguridad o de control debido a procedimientos de apagado incorrectos. El paso más comúnmente omitido es activar todos los botones de parada de emergencia (E‑stop)—no solo el del panel frontal. Cualquier E‑stop que quede sin presionar mantiene parte del circuito de seguridad energizado, lo que puede impedir que el PLC reinicie completamente su estado de control. El voltaje residual en el circuito de seguridad o la carga almacenada en los condensadores puede simular señales fantasma que provocan repetidamente códigos de error falsos.
Los técnicos de campo experimentados utilizan una secuencia precisa de apagado y reinicio para garantizar un reinicio completo y limpio:
Omitir el proceso de calentamiento e purga en vacío deja aire atrapado en las líneas hidráulicas, lo que provoca una actuación lenta de los solenoides que se asemeja a fallos eléctricos. En un caso registrado, un taller perdió cuatro horas de producción solucionando lo que creían que era un “bloqueo del PLC”. El problema se resolvió cuando un técnico finalmente presionó un paro de emergencia trasero sin marcar, completando el circuito de seguridad. Diez minutos más tarde, la máquina estaba operativa—sin necesidad de asistencia técnica.
Las prensas plegadoras generan vibraciones de alta frecuencia—especialmente durante el doblado con cargas pesadas—que aflojan gradualmente las conexiones eléctricas, incluso aquellas con pestañas de bloqueo. Las áreas problemáticas más frecuentes incluyen:
El momento más efectivo para realizar una inspección es justo después de la limpieza. Pase ligeramente la yema de su dedo a lo largo de los rieles DIN y las áreas adyacentes del bastidor—cualquier abolladura o raya marca puntos donde se transfiere una vibración elevada. Con el tiempo, esa vibración tiende a aflojar los conectores Deutsch en las líneas de codificadores y interruptores de límite. Dé prioridad a la revisión y reapriete en estas áreas específicas:
Ajuste todas las conexiones según las especificaciones del fabricante—a menudo alrededor de 1–2 Nm para terminales pequeños de PLC—y aplique grasa dieléctrica para proteger contra la oxidación. Cortar el filtro de retorno hidráulico puede ayudar a detectar partículas metálicas, una señal de que los componentes aflojados por vibración están rozando contra sus alojamientos.
Una causa menos obvia pero perjudicial del estrés en el cableado es el nivelado incorrecto del bastidor. Cuando el bastidor de la prensa plegadora está torcido, las guías de cables se estiran lentamente, lo que eventualmente provoca que las conexiones prensadas fallen tras meses de uso. Verifique la alineación del bastidor cada trimestre usando un láser o un nivel de maquinista, y coloque calzos en los pies si la inclinación excede 1 mm por cada tramo de 3 m. Esto no solo protege el cableado, sino que también previene la distorsión de curvatura durante las operaciones de plegado.
Para una verificación rápida: mueva los ejes de la máquina lentamente mientras tira suavemente de los cables sospechosos en los tres puntos mencionados arriba. Si nota alguna vacilación o se activa una falla, es una clara señal de holgura causada por vibraciones.
Incluso con un cableado en perfecto estado, las fallas “aleatorias” recurrentes a menudo provienen de parámetros clave del PLC o del accionamiento que se desvían de sus valores originales—normalmente debido a vibraciones prolongadas, cambios de temperatura o retroceso del codificador. Los ajustes que más vale la pena verificar incluyen:
Utilice el sistema de diagnóstico de la máquina o el menú avanzado de parámetros para verificar estos valores. Mueva el ariete completamente hacia arriba y hacia abajo, luego mida la diferencia de altura a lo largo de la cama. Si la variación supera los 0.5–2 mm (dependiendo de la clase de prensa plegadora), se requiere recalibración. Cada día, registre tres lecturas clave:
Un filtro hidráulico obstruido puede imitar la deriva de parámetros al ralentizar la respuesta del sistema, por lo que debe reemplazarse una vez que la caída de presión exceda las especificaciones. Incluso si el aceite parece limpio, trabajar por encima de 140 °F acelera el desgaste de los sellos y altera el tiempo de las válvulas. Permita un enfriamiento de diez minutos antes de reanudar operaciones pesadas para estabilizar la viscosidad y garantizar lecturas de parámetros consistentes.
Un taller de fabricación evitó $2,000 en pérdidas por chatarra tras detectar una lenta deriva en el desplazamiento cero del tope posterior durante una serie de 500 piezas. Un rápido reinicio del PLC corrigió el problema y eliminó códigos de error persistentes—sin necesidad de sustituir componentes costosos.
¿Le gustaría que redactara también la sección 5, de modo que el lector pueda pasar de forma natural a la siguiente fase del artículo? Esta continuidad ayudaría a que el procedimiento de mantenimiento fluya sin interrupciones.
La mayoría de los manuales de mantenimiento se concentran en mantener una prensa plegadora operativa. La realidad más costosa, sin embargo, es que la geometría—no el tiempo de actividad—determina la precisión de las piezas y el valor a largo plazo de la máquina. Sorprendentemente, la deformación permanente del bastidor y la cama rara vez resulta de sobrecargas puntuales. En cambio, proviene de acciones pequeñas y repetidas: doblar piezas cortas siempre en la misma zona, descuidar la lubricación durante múltiples turnos, o permitir que las superficies de las herramientas acumulen residuos. La pérdida de geometría se acumula gradualmente, permanece invisible al principio y se vuelve extremadamente costosa de corregir más adelante. Esta sección destaca las tres prácticas más importantes.
La deformación de la bancada y el bastidor suele comenzar con trabajos de piezas cortas. Cuando los operadores doblan piezas estrechas—normalmente entre 150 y 250 mm de ancho—y las colocan continuamente en el centro de la máquina por comodidad, la carga se concentra en una sola zona en lugar de distribuirse uniformemente a lo largo de la bancada. Esto crea un momento desequilibrado que el sistema de compensación no puede contrarrestar completamente. Tanto la compensación hidráulica como la mecánica tienen límites de diseño, y la carga localizada en el centro puede sobrepasar esos límites hasta en un 40%.
El impacto es tangible: una deflexión permanente de la bancada de aproximadamente 0,1–0,2 mm. Puede parecer insignificante, pero esa desviación es suficiente para sacar los ángulos de doblado de tolerancia y forzar al sistema de compensación a trabajar fuera de su rango previsto. Una planta vietnamita de electrodomésticos documentó cómo la carga central diaria de piezas de 200 mm provocó el bloqueo de los actuadores en seis meses, resultando en una realineación del bastidor de $15.000 y varias semanas de pérdida de producción.
Dos medidas preventivas sencillas pueden cambiar completamente el resultado:
Un método diagnóstico rápido utiliza bloques de prueba colocados al 25%, 50% y 75% de la longitud de la bancada. Si la deflexión medida entre esos puntos de contacto excede 0,05 mm, recalibre la curva de compensación o instale cuñas mecánicas temporales antes de procesar más lotes de piezas pequeñas.
La pérdida de precisión geométrica a menudo comienza con fallos de lubricación pasados por alto. Los rieles guía del ariete y los bloques guía (gibs) son normalmente las primeras áreas en mostrar zonas secas. Una vez que la lubricación ha estado ausente durante 50 horas o más, comienza el gripado metal con metal, aumentando la fricción hasta cinco veces. Esta es la causa fundamental de aproximadamente el 30% de las irregularidades de inclinación del ariete, incluso cuando los sistemas hidráulico y eléctrico parecen libres de fallos.
Hay advertencias tempranas disponibles si se sabe dónde buscar. Los filtros de succión hidráulicos usados suelen mostrar escamas metálicas brillantes: un indicador temprano de desgaste de las guías que aparece dos o tres semanas antes de que las marcas sean visibles. Detectar estas escamas le da tiempo para reforzar la lubricación y corregir los patrones de carga antes de que el ariete se atasque, arrastre o se desplace inesperadamente.
Las áreas ocultas de alto riesgo incluyen:
Llevar un registro semanal de lubricación y aplicar de forma constante solo 5–10 gramos de grasa por punto puede estabilizar el rendimiento de manera significativa. Una planta alemana de fabricación redujo el desgaste de las guías en un 70% simplemente registrando tanto la cantidad como los intervalos de engrase. Esta disciplina sencilla evitó sobrecargas en la bomba hidráulica y eliminó desniveles en el ariete que los operadores atribuían anteriormente a fallos electrónicos.
Incluso con un bastidor recto y guías bien mantenidas, la geometría puede verse comprometida en la interfaz de la herramienta. Las superficies “deformadas”—pequeños puntos elevados causados por partículas incrustadas—forman zonas altas que hacen que el punzón o la matriz se balanceen bajo carga. El resultado es una deriva gradual del ángulo de doblado de 0,02 a 0,1 mm cada cien ciclos, un error progresivo que parece un desalineamiento del ariete y a menudo lleva a los técnicos a perseguir supuestos fallos del codificador o del PLC.
El método de inspección más rápido es táctil: deslice la uña a lo largo de la superficie de asiento. Cualquier sensación de enganche indica rugosidad superior a aproximadamente Ra 3,2 micrómetros, suficiente para alterar el apoyo de la herramienta. Un importante proveedor automotriz rastreó un aumento del 25% en el desecho a superficies deformadas y lo resolvió limpiando los asientos una vez por turno con un paño no tejido. Nunca use lana de acero; desprende partículas metálicas que se incrustan más profundamente en la bancada.
Dos hábitos simples ayudan a mantener constante la geometría del asiento de la herramienta:
En una planta mexicana que sufría errores recurrentes de “PLC”, el verdadero culpable resultó ser el balanceo de la herramienta debido a superficies deformadas, lo que causaba ligeras inclinaciones del ariete y lecturas erróneas del codificador. Un raspado y limpieza minuciosos del asiento de la herramienta eliminaron la falla y ahorraron miles de dólares en tiempo de inactividad por hora.
La protección de la geometría de la prensa plegadora rara vez depende de prevenir fallos catastróficos. Se trata de minimizar las tensiones sutiles y acumulativas que distorsionan lentamente la precisión. Abordar estos pequeños problemas protege la exactitud, prolonga la vida útil del equipo y evita el tipo de deformación de la bancada que la calibración por sí sola nunca puede corregir.
El enemigo silencioso de las prensas plegadoras hidráulicas no es la carga excesiva, sino la presión residual que queda durante la noche. Incluso mantener el pistón a solo unos centímetros por encima del punto muerto inferior mantiene los sellos del cilindro estirados bajo tensión estática durante horas, justo cuando el aceite que se enfría se contrae e intensifica esa tensión. Esta contracción magnifica la tensión del sello. Los datos de talleres que monitorean las tasas de fallo mostraron un aumento del 70 % en el desgaste de los sellos cuando los operadores no aparcaban en PMI. El remedio toma solo 20 segundos: bajar el pistón hasta el PMI, abrir la válvula de descarga para liberar completamente la presión de sujeción y confirmar que el manómetro marque cero. Cero presión significa cero tensión. Los equipos que adoptan esta práctica como estándar ven habitualmente duplicada la vida útil de los sellos. Un taller que sufría repetidos reemplazos de sellos durante todo un año cambió a una estricta rutina de PMI al final del turno y no registró fallos en todo el año siguiente.
Una vez que conviertes esto en un hábito diario, comprenderás por qué las mañanas se sienten más consistentes. Con el pistón estacionado en el PMI, ya no se desliza durante los periodos de inactividad: tu primera curva cae exactamente donde el controlador predice. No es suerte; es el resultado de un sistema que pasó la noche en verdadero reposo hidráulico.
La mayoría de las desviaciones inexplicables no se deben a la hidráulica, sino a suciedad que se disfraza de problema mecánico. Las escalas lineales, las guías laterales, las guías del pistón, las guías del tope trasero y las bases de las herramientas atrapan polvo metálico fino. Bajo carga, ese polvo queda alojado, causando inclinación del pistón, holgura en el tope trasero y movimientos fantasma en los codificadores. De hecho, el 80 % de la desviación del pistón al día siguiente proviene de la contaminación en precisamente estos cinco componentes. La solución es simple: usar un paño seco y sin pelusa—nunca solvente, que atrae el polvo hacia dentro—y limpiar estas superficies al final de cada turno. Presta especial atención a las zonas ocultas: la parte inferior de las escalas lineales, las esquinas internas de las guías y los bordes poco profundos donde las virutas se depositan y se adhieren.
Un operador limpió una guía tras detectar una holgura de 1,2 mm, resolviendo el problema en menos de dos minutos—justo cuando el supervisor estaba buscando el número del técnico de servicio. Esa rápida limpieza evitó una hora de inactividad y excluyó por completo la llamada al servicio. Los talleres que toman fotos semanales de antes y después ven caer el desperdicio casi a la mitad—menos por las superficies más limpias, y más porque las imágenes revelan trampas recurrentes de suciedad, permitiendo una limpieza más precisa y eficaz.
Los operadores suelen recordar el momento en que descubrieron que una sola partícula de polvo podía desviar un doblez en 2 mm. Los contaminantes más pequeños pueden generar las búsquedas de avería más grandes.
Nada compromete más una máquina bien ajustada que permitir que cada turno “corrija” al anterior. Este tipo de manipulación de compensaciones está detrás de aproximadamente el 65 % de los resultados inconsistentes al comenzar el día. La solución es una entrega disciplinada: un guion conciso que indique exactamente en qué estado se encuentra la máquina y los números clave que lo confirman. El guion es simple:
Registrar estas tres mediciones detecta la mayoría de los problemas antes de que se conviertan en desperdicio. Un taller incluso imprimió la lista de verificación en una tarjeta laminada. Sus errores durante el cambio de turno pasaron de tres por semana a cero. En una ocasión, un operador del turno de la tarde detectó una desviación de 1,8 mm; el registro requería verificación antes de alterar las compensaciones. Detectaron suciedad en la guía, la limpiaron, midieron nuevamente y la producción nocturna continuó sin problemas.
El verdadero valor de este guion radica en su psicología. Comunica al siguiente turno: “La máquina estaba precisa cuando me fui. Si ahora no lo está, mide antes de ajustar.” Ese límite claro protege la precisión de tu máquina.
Los operadores suelen recordar la imagen inicial: la prensa plegadora que parece “levantarse de mal humor”, desalineando la primera curva y desperdiciando la primera hora. Este ritual de fin de turno es la cura para ese problema. Aparcar en PMI alivia la presión oculta. Limpiar elimina la suciedad invisible. Y la entrega de turno detiene el sabotaje silencioso que puede ocurrir entre turnos.
A la mañana siguiente, cuando tu primera curva sea perfectamente precisa, no se sentirá como suerte, sino como el resultado de una atención deliberada.


















