

一日の最初の工程は完璧に進む――しかし2時間後、同じプログラムが片端で1.2度傾いた曲げを突然出してくる。セットアップは何も変えていない。同じ材料、同じ工具、同じオペレーター。自然な反応はキャリブレーションのせいにすることだが、ほとんどの場合、機械が原因ではない。実際に変化したのはラムでもレーザーでも鋼材でもなく、一見わからない微妙な条件のセットであり、それが静かに生産ラインを狂わせる。こうした隠れた変数を認識できるかどうかが、真の診断と当てずっぽうの違いを分ける。.
油圧プレスは温度に生死を左右される。一晩置くと油が粘くなり、サーボバルブの反応が遅れ、ラムがわずか数ミリ分の遅れを生じる――これだけで曲げ角度が1度以上ずれることがある。見た目はまさにキャリブレーションのドリフトだが、油温が100〜120°F(38〜49°C)に達すると症状は消える。最も簡単な確認方法は油温そのものだ。サイトグラスが80°F(27°C)未満なら、機械的または電子的な故障ではなく、単に冷たい油で曲げているだけだ。.
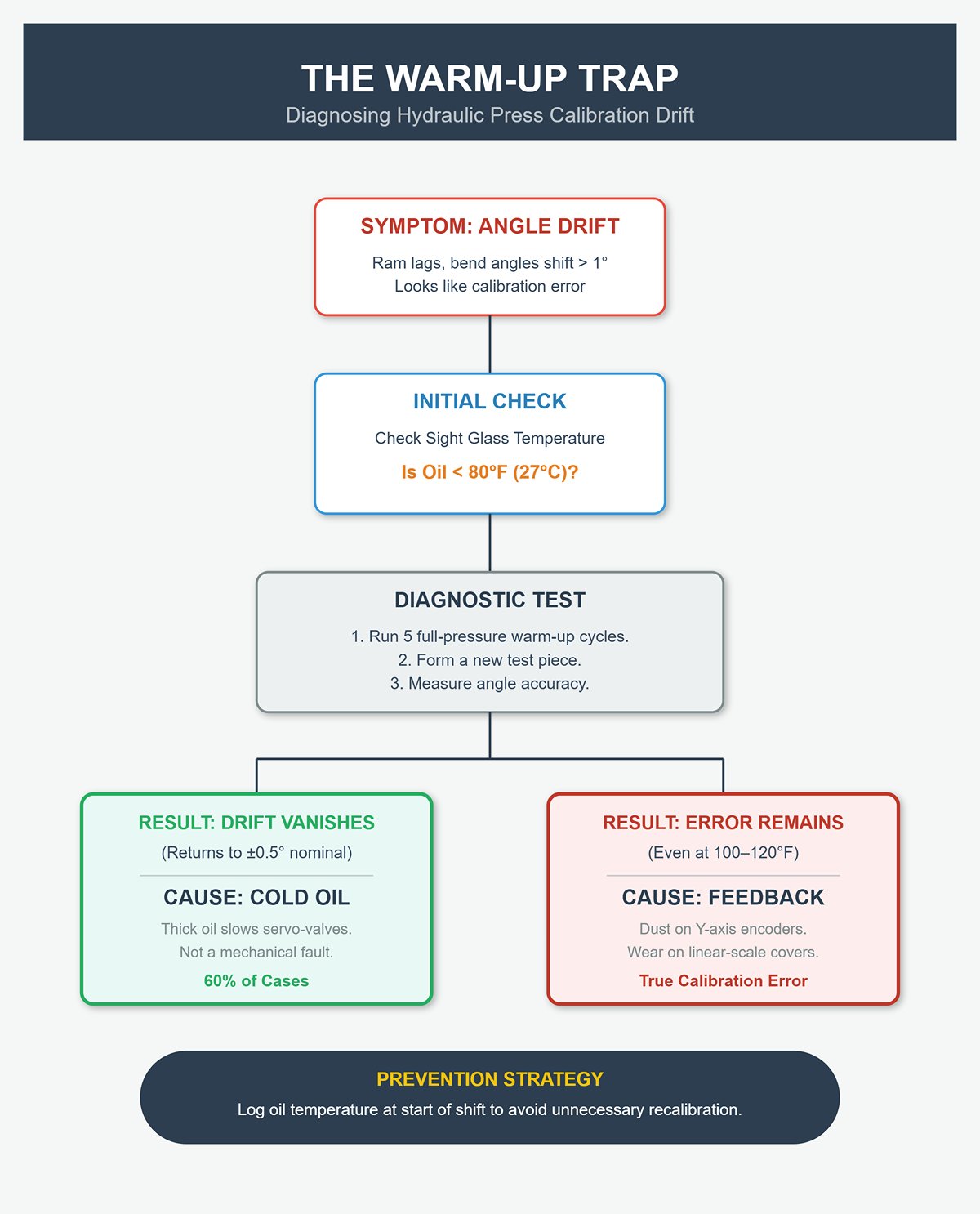
全圧サイクルを5回行い、新しいテストピースを成形する。角度が±0.5°以内に戻れば、ドリフトの原因は温度でありキャリブレーションではない。油が温まっても誤差が残る場合は、位置フィードバックに問題がある――多くはY軸エンコーダー上の微細な埃や、リニアスケールカバーの摩耗であり、±0.01 mmの読み取り誤差を生じさせる。各シフト開始時に油温を記録し始めた工場では、「キャリブレーション問題」の6割が単なる冷間始動の影響だったことが判明した。簡単な温度記録が不要な再キャリブレーションを防ぎ、隠れたスクラップをなくす。.
真のキャリブレーション不良は、電子機器が警告を出すよりずっと前にラムの幾何形状に現れる。Y1/Y2の平行度は、定規とシックネスゲージだけで確認できる。ラムを上死点に持っていき、両端と中央でベッド全体をチェックし、測定可能な隙間を記録する。精密プレスブレーキでは端から端までの差は0.5 mm以内、重工業機では最大2 mmまで許容される。同じチェックを下死点付近でも繰り返し、一貫性を確認する。.
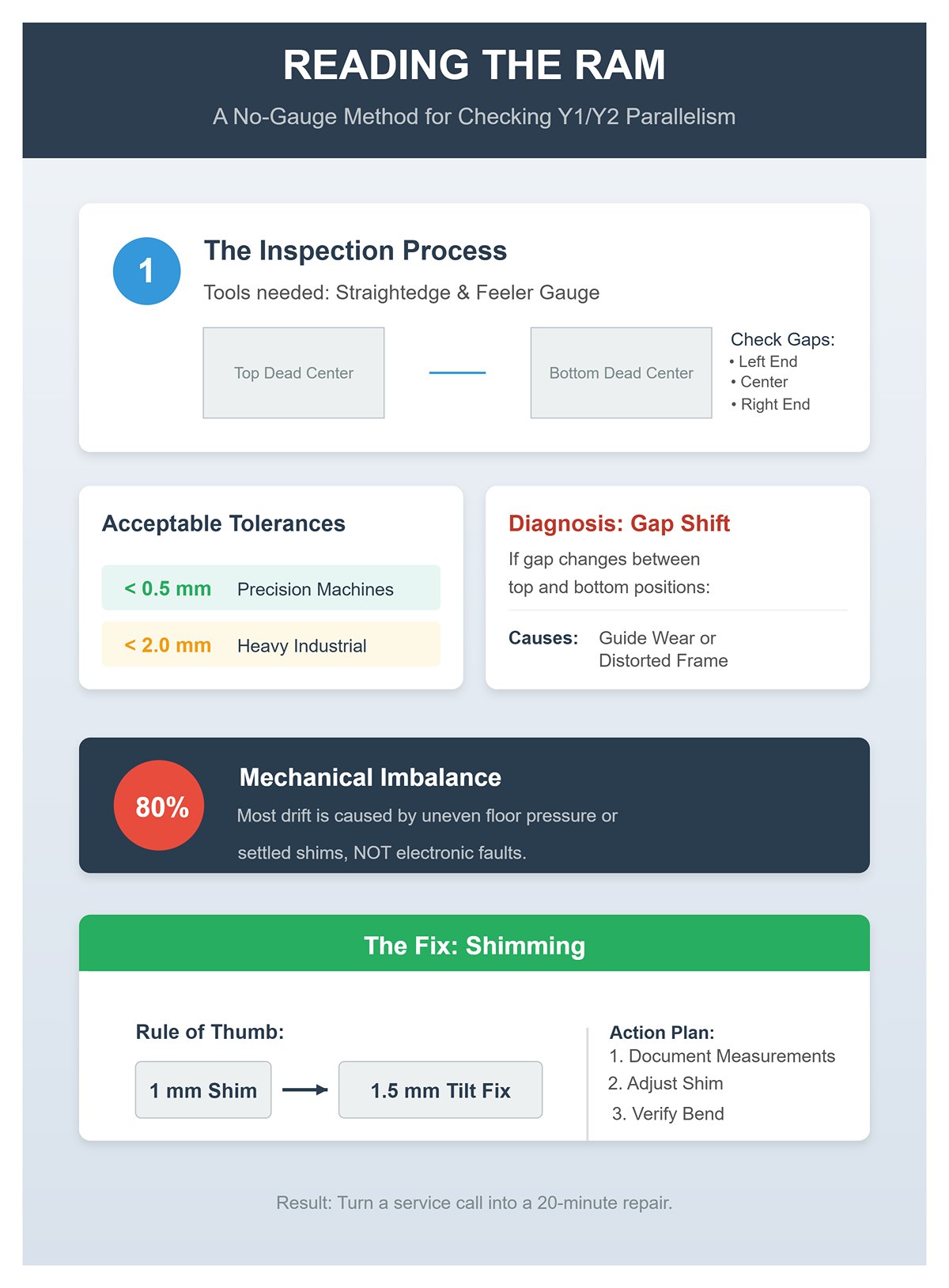
上死点と下死点で隙間が変化する場合は、ガイドの摩耗やフレームの歪みの兆候であり、多くは床圧の不均一やレベリングフット下のシムの沈みが原因だ。不可解な角度ドリフトの約80%は、この種の機械的不均衡から生じ、電子的な故障ではない。修正は簡単で、適切な足の下にシムを追加または除去するだけだ。経験則として、1 mmのシムでラム全体の約1.5 mmの傾きを修正できる。調整前後の測定値を記録し、検証曲げを行えば、問題が幾何形状にあるのかセンサーにあるのかがわかる。この簡単なチェックで、多くのオペレーターが「技術者を呼ぶ」事態を20分の迅速な修理に変えることができる。.
プレスブレーキは音で最も明確に語る。健全な油圧ポンプは滑らかで一貫したハム音を発するが、その音に新たな粗さが加われば即座に調査すべき手がかりだ。研削音や擦れる音は金属同士の接触を示し、ポンプやシリンダー内部の摩耗で微細な破片が発生している可能性が高い。吸入フィルターを確認し、光っていれば汚染管理が失敗しており、ポンプの完全な焼き付き防止のために緊急交換が必要だ。.
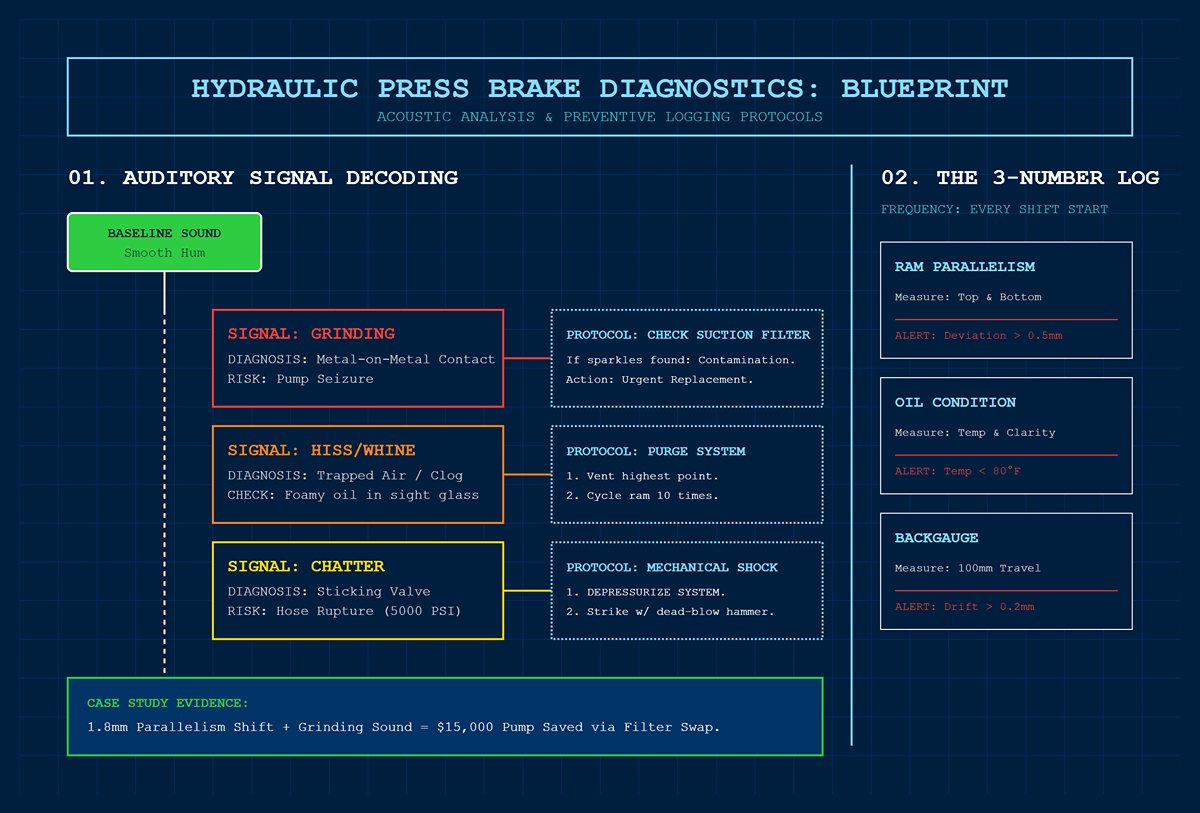
鋭いヒス音や細い唸りは、空気の閉じ込めや吸入スクリーンの詰まりを示す。サイトグラスに泡立った油が見えれば診断は確定だ。最も高い位置をベントし、ラムを10回サイクルさせれば、空気が抜けた後に振動は消えるはずだ。圧力下でのチャタリングやノッキングはより複雑で、多くは比例弁スプールの固着やリリーフバルブのガム状堆積物が原因だ。システム減圧時にデッドブローハンマーで慎重に叩けばスプールが解放され、問題を確認できる。これらの音を無視すると、5 000 PSI対応ホースを破裂させる危険な圧力スパイクを招く。.
各シフトで「3つの数値」ログを維持するだけで、勘を予防保全に変えられる。毎朝、上死点と下死点でのラム平行度、油温と透明度、さらに100 mm移動でのバックゲージ再現性を記録する。0.5 mm以上の偏差、80°F未満の油、0.2 mm以上のバックゲージドリフトは、目に見える前にトラブルを知らせる。一例では、1.8 mmの平行度変化と新たな研削音が吸入フィルターの故障を示し、15 000のポンプを救った――注意深い聴取と一貫した記録が、事後対応より優れている明確な証拠だ。.
ラインから外れる曲げは偶然の癖ではない――それは温度変化、幾何形状の変化、音の手がかりに書かれたメッセージであり、朝から何が変わったかを教えてくれる。それらを読み解けるようになれば、「ドリフト」は不可解な欠陥ではなく、プレスブレーキの最も早く、最も信頼できる警告信号となる。.
多くのプレスブレーキのマニュアルは油量チェックやキャリブレーションに重点を置くが、実際には生産停止の原因のほとんどは油圧システムの奥深くにある――バルブの過熱、コイルの弱まり、目に見える水たまりができるずっと前に圧力を失う微細な漏れだ。稼働率95%以上を維持する技術者は、方向転換時のバルブ性能、ウォームアップ後の実際の負荷下での油温挙動、そしてマニホールドのボルトを一つも開けずにシステムが全圧を維持できるかの3つに注目する。.
ぎこちない、または鈍い反転はほぼ必ず、動きの遅いバルブスプールか、力を失ったソレノイドコイルに行き着く。ソレノイドは電磁石としてプランジャーを動かし油圧スプールを切り替えるが、ゴミや硬化した堆積物で摩擦が増すと、スプールはほんの一瞬停止することがある。ラムではその遅れがためらい、目に見える揺れ、または反転時の二重の衝撃として現れる。.
主な容疑は汚染だ。未ろ過または劣化した油は、500〜1000時間の稼働でプランジャーの動きを妨げるほどの粒子を蓄積する。使用済みのリターンフィルターを切り開けば、その内容物が物語る。明るい金属片はスプール摩耗を示し、暗い残留物はワニスの堆積を示す。どちらの場合も、すぐにコイル電圧を測定する必要がある。24V DCコイルが仕様の90%未満なら、十分な磁力を発生できず、特に機械の熱ストレス下ではプランジャーを確実に動かせない。電圧がぎりぎりのコイルは、高量生産で毎時10〜20個の不良品を生み出す原因となる。.
ドイツやベトナムの重工業プラントでの実証済みの現場技術:無負荷で機械をサイクルさせながら、デッドブローハンマーでバルブ本体を軽く叩く。スプールがその後自由に動けば、固着していたことが確認できる――分解不要だ。これは一時的な対策であり、次回の計画停止時にバルブの徹底的な清掃または交換が必要な明確なサインだが、約80%のケースで滑らかな切り替えを回復させる。.
オペレーターに必要な意識改革は単純だ。切り替えがぎこちなく、または鈍く感じられ始めたら、油圧システム全体ではなく、まずソレノイドを確認する。いわゆる不可解なためらいのほとんどはスプールの固着から生じる――それは汚染がろ過システムを凌駕した初期の兆候だ。.
油温が140°F(60°C)を超えると、プレスブレーキはシール材が弾性を失い始める領域に入ります—通常は約100時間以内に20〜30%低下します。弾性が低下すると、制御されたクリアランスが広がり、シリンダーやバルブ内部でのバイパスが発生します。オペレーターはこれを圧力の不安定として感じます:ポンプやリリーフ設定が変わっていないにもかかわらず、加工物で15〜25%の圧力低下が起こります。.
熱の急上昇はポンプの摩耗が原因であることは稀で、むしろ冷却の制限が原因であることがほとんどです。詰まった熱交換器フィンや整備不良の空冷器が、サービス記録における予期せぬ「ポンプ故障」報告の約30%を占めます。各シフト開始時に油温を記録するオペレーターは、機械が警報を出すずっと前にこの上昇傾向を見抜くことができます。週1回のフィン清掃と、温度下でのクーラー動作確認という簡単なルーチンで、監査施設ではシール交換を約3分の1削減できます。.
140°Fを超えることは小さな逸脱ではなく、重要な境界線です。この温度を超えると、シールは脆くなり、ワニスの蓄積が早まり、キャビテーションのリスクが高まります。油温を適正に保つことで、特に固着しやすいバルブなど、下流のすべての部品を保護できます。.
圧力低下は必ずしも滴る継手や目に見える水たまりとして現れるわけではありません。マニホールド内部または周辺の微小漏れは、通常1時間あたり0.5〜2バール失われ、外部に明確な痕跡を残さずに曲げ精度を乱します。警告サインは工場の床ではなく、圧力の推移に現れます。.
診断時に有効な簡単な工具不要の方法があります:負荷なしで50%の圧力でサイクルを回し、継手やホース接続部を紙タオルでしっかり包みます。新しい作動油は明確な染みを残し、Oリングの押し出しによる「ウィーパー」を露わにします。これらの小さな漏れは、特にホースが最小曲げ半径近くで曲がっている場合、5年以上経過した機械で非常に一般的です。.
継手が乾いたままでも圧力低下が続く場合、原因は汚染や水の侵入に隠れている可能性があります。吸引フィルタ室内の油が濁っていたり泡立っている場合は、キャビテーションの典型的な兆候であり、「見えない」損失の最大80%を占めます。多くの場合、詰まった吸引フィルタを交換し、システムの高所から閉じ込められた空気を抜くだけで、マニホールドを分解せずに数分で完全な圧力を回復できます。.
最も簡単な予防策の一つは、毎日3つの数値を記録することです:油温、保持されている圧力の割合、切り替えのスムーズさの時間。設定値から圧力が5%以上低下した場合—例えば250バールのリリーフ設定から—それは、スクラップが溜まったり部品が故障するずっと前に、漏れやバイパスの明確な早期警告です。.
バルブ性能、温度安定性、圧力維持を個別の問題ではなく、単一の相互依存システムの一部として扱うことで、オペレーターはスムーズなサイクル移行、信頼できる圧力を維持し、高額な故障をスケジュールから排除できます。.
多くのメンテナンスマニュアルでは、バックゲージのトラブルシューティングが長いオーバーホール手順の中に埋もれています。実際には、整列や精度の問題の約80%は、方法的にアプローチすれば5分以内に発見でき、約半分は修正可能です。プレスブレーキのバックゲージは、機械的剛性、駆動の完全性、電子フィードバックを融合しています。以下の手順は、生産品質が低下し始める前にその協調を回復します。.
ほとんど目に見えないほどのわずかなバックゲージフィンガーの緩みは、エンコーダの不具合や駆動音と誤解されやすいです。まず30秒の安全チェックから始めます:電源を遮断し、油圧を隔離し、非常停止を確実に作動させます。ゲージの電源を切った状態で、各フィンガーを左右に軽く押し引きして機械的チェックを行います。0.5 mmを超える遊びがあれば、スプラインの摩耗、クランプのトルク不足、またはレールのたわみが原因です。.
そこから、システムの幾何形状を保持する部品を締めます。ベルト駆動のX軸またはR軸では、プーリー間の中央でベルトを押します—鈍い振動音がすれば緩すぎ、鋭く均一な「トン」という音がすれば適正な張力です。メーカーの許容範囲に従うかテンショメーターで確認しながら、全行程でしっかりかつ滑らかな感触になるまで調整します。ボールねじ構成の場合は、カップリングボルトを点検し、エンコーダコネクタが完全に差し込まれていることを確認します。カップリングのわずかな緩みでも、フィンガー先端でのバックラッシュを増幅させます。.
電源を復旧する前に、フィンガーキャリッジのすべてのロックねじが適切にトルクされていることを確認し、過去に緩みがあった場合はねじロック剤を塗布します。機械に電源を入れたら、簡単な繰り返し精度チェックを行います:100 mmの移動を3回往復させます。ばらつきが作業許容範囲(通常0.2〜0.5 mm)を超える場合、まだ精度を損なう機械的問題があります。要点は簡単です:わずかなフィンガーの緩みは、しばしばエンコーダのドリフトに見えます。まずフィンガーを固定すれば、ほとんどの不可解な位置誤差は自然に消えます。.
ギブ—バックゲージレールの整列を保つ長いベアリングストリップ—は徐々に調整がずれていく傾向があり、多くの場合オペレーターは気づかないまま適応してしまいます。その結果、ストローク中央では寸法が目標に合うものの、両端でずれ、フランジ長が不均一になります。適切なギブクリアランスは、負荷時にキャリッジを直角に保ちながら、滑らかで妨げのない動きを可能にします。.
電源を切った状態で、キャリッジを中間位置に移動し、横方向または縦方向の遊びを確認します。動きが約0.3 mmを超える場合、ギブの締め付けが必要です。両端と中央で、シクネスゲージや薄いシムを使ってクリアランスを確認します。片側だけが緩く感じても、全長にわたって調整してください。一部だけ締めるとレールがねじれ、固着の原因になります。.
各ギブねじを約4分の1回転ずつ、小刻みに両端から交互に締めます。軽く均一な抵抗感になるまで進め、その後わずかに戻してキャリッジが自由に動くようにします。調整後、軸をホーム位置に戻し、再び100 mmの移動テストを行います。ギブが正しく設定されていれば、繰り返し精度は即座に向上し、しばしば0.2 mm以下になり、負荷によるフィンガーの傾きも消えます。.
微調整は重要です。ギブを締めすぎると熱が発生し、摩耗が早まり、機械が冷えて再び緩むまで本当のガタつきが隠されてしまいます。逆にギブが緩すぎると荷重経路がフレーム内で変わり、油圧が完全に正常でもラムがわずかに傾くことがあります。ベテラン技術者の言葉を借りれば「油圧では直せない問題を追いかけることになる」。ギブが適切に調整されると、バックゲージとラムは一体の剛性あるアセンブリとして動作し、厚板加工でも精度を保ちます。.
機械的なアライメントが確認できて初めて、電子的なキャリブレーションが意味を持ちます。すべてのハードウェアを固定する前に制御装置のホームまたはゼロ設定ルーチンを実行するのは、緩んだハブにホイールをバランスさせようとするようなものです—ガタが再び動くまで正しく見えるだけです。.
まずゲージを一度ホーム位置に戻します。軸がスムーズに戻るが、常にわずかに短くまたは長く止まる場合は、その新しいゼロポイントを受け入れ、繰り返し精度をテストします。一貫性があれば、機械的部分が落ち着いた証拠です。しかし、ゲージが時々行き過ぎたり、ためらったり、漂ったりする場合—典型的な「ゴーストムーブ」—は信号経路を追ってください。エンコーダーケーブルとコネクタを確認します。振動やクーラントミストはしばしばハウジング内部に入り込みます。ピンを清掃し、プラグを差し直し、ストロークごとに動かないようハーネスを固定します。軸をジョグしながらエンコーダーカウント画面を観察します。ランダムなスパイクや読み取り停止は、センサー故障やカップリングの亀裂を示します。.
緩んだフィンガークランプは、衝撃ごとに負荷トルクが変化し、サーボが外部からの擾乱と解釈するため、エンコーダー故障を装うことがあります。クランプを締めれば、いわゆる「電気的」問題は消えます。すべての機械的ジョイントが確実に締められ、密封されていることを確認するまでは電子技術者を呼ばないでください—機械の剛性こそが最初で最も信頼できる診断ツールです。.
事例1: 3 mのプレスブレーキで、3 mmステンレス鋼のフランジ長さが不安定で、ゲージの戻りに1 mmのばらつきがありました。オペレーターはサーボの問題を疑いましたが、機械検査でフィンガースプラインキー1本の緩みが発覚。クランプを締め直すことでばらつきは0.15 mmに減少し、電子的な調整は不要でした。.
事例2: 高速セルでランダムなホームエラーが発生。詳細検査でギブの張力が不均一でキャリッジがねじれていることが判明。レールがたわむとエンコーダーの読み取りが漂っていました。ギブを均等に調整し、平行度を復元すると、ゴーストムーブは消えました。.
わずか5分の規律ある作業—ロックアウト、テスト、締め付け、再キャリブレーション—で、オペレーターは脆弱なアライメントを堅牢なフィードバックループに変えることができます。プレスブレーキは信頼できる繰り返し精度を取り戻し、生産は幻の故障探しではなく部品製造に戻ります。.
プレスブレーキが本当に「ランダム」な電気的問題を経験することは稀です。多くの場合、そのような故障は、誤ったシャットダウン手順によって安全回路や制御回路に残留エネルギーが閉じ込められることから発生します。最も見落とされがちなステップは、 すべての 非常停止(Eストップ)ボタンを押すこと—前面パネルのものだけではありません。押されていないEストップがあると、安全ループの一部が通電したままとなり、PLCが制御状態を完全にリセットできなくなります。安全回路内の残留電圧や蓄積されたコンデンサの電荷が、繰り返し誤った故障コードを引き起こす幻の信号を模倣することがあります。.
経験豊富なフィールド技術者は、完全かつクリーンな再起動を保証するために正確なシャットダウンと再起動の手順を使用します。
アイドルウォームアップとパージ工程を省略すると、油圧ライン内に空気が閉じ込められ、電気的な不具合に似たソレノイドの動作遅延が発生します。記録された事例では、ある工場が「PLCロックアップ」と信じて4時間の生産時間を失いました。問題は、技術者が未表示の後部非常停止ボタンを押して安全ループを完成させたことで解決しました。10分後、機械は稼働可能となり—サービスコールは不要でした。.
プレスブレーキは高負荷曲げ時に特に高周波振動を発生させ、ロックタブ付きの接続であっても徐々に緩みます。最も頻繁に問題が発生する箇所は以下の通りです:
最も効果的な点検タイミングは清掃直後です。DINレールや隣接するフレーム部分に指先を軽く沿わせ、凹みや傷があれば高振動が伝わっている証拠です。時間が経つと、その振動がエンコーダーラインやリミットスイッチのDeutschコネクターを緩める傾向があります。以下の特定箇所を優先的に確認・再締付けしてください:
すべての接続をメーカーの仕様に従って締め付けてください—小型PLC端子の場合は通常1〜2 Nm程度—そして酸化防止のために絶縁グリースを塗布します。油圧リターンフィルターを切り開くことで、金属粒子を検出できる場合があります。これは振動で緩んだ部品がハウジングと擦れ合っている兆候です。.
配線への負担を引き起こす、あまり目立たないが有害な原因は、フレームの不適切な水平調整です。プレスブレーキのフレームがねじれると、ケーブル束が徐々に伸び、数か月の使用でかしめ接続が故障することがあります。レーザーや精密測定用レベルを使って四半期ごとにフレームのアライメントを確認し、傾斜が3mスパンで1mmを超える場合は脚をシムで調整してください。これは配線を保護するだけでなく、曲げ作業中のクラウン変形も防ぎます。.
簡易チェック方法:機械の軸をゆっくり動かしながら、上記3か所の疑わしい配線を軽く引っ張ってみます。もし動きのためらいやエラーが発生した場合、それは振動による緩みの明確な兆候です。.
配線が完全な状態でも、繰り返し発生する「ランダム」な故障は、多くの場合、重要なPLCやドライブのパラメータが元の値からずれることに起因します。これは通常、長時間の振動、温度変化、またはエンコーダのバックラッシュによって発生します。確認すべき最も重要な設定は以下の通りです:
機械の診断機能や高度なパラメータメニューを使ってこれらの値を確認します。ラムを全上昇・全下降させた後、ベッド全体の高さ差を測定します。偏差がプレスブレーキのクラスに応じて0.5〜2mmを超える場合は再較正が必要です。毎日、以下の3つの重要な測定値を記録してください:
詰まった油圧フィルターは、システム応答を遅らせることでパラメータドリフトを模倣することがあります。圧力降下が仕様を超えたらフィルターを交換してください。油がきれいに見えても、140°F以上での運転はシールの摩耗を早め、バルブタイミングを乱します。粘度を安定させ、パラメータ測定値を一貫させるために、重作業を再開する前にシステムを10分間冷却してください。.
ある製造工場では、500個の部品加工中にバックゲージホームオフセットの緩やかなドリフトを検出し、スクラップ損失1,2000ドルを回避しました。PLCを迅速にリセットすることで問題を修正し、持続的なエラーコードを解消でき、高価な部品交換は不要でした。.
セクション5も作成して、読者が記事の次の段階へ自然に移行できるようにしましょうか?この継続性が、保守手順の流れを途切れさせずに進める助けになります。.
ほとんどの保守マニュアルは、プレスブレーキを稼働状態に保つことに重点を置いています。しかし、より高価な現実は、稼働時間ではなく形状が部品精度と機械の長期的価値を決定するということです。意外にも、永久的なフレームやベッドの変形は、一度の過負荷によって生じることはほとんどありません。むしろ、短い部品を同じ場所で曲げ続ける、小さな潤滑不足が複数シフトにわたって続く、工具表面にゴミを蓄積させるなどの小さな繰り返し動作が原因です。形状の損失は徐々に進行し、当初は目に見えず、後で修正するには非常に高額になります。このセクションでは、最も重要な3つの実践を取り上げます。.
ベッドとフレームの変形は、通常短尺部品の加工から始まります。オペレーターが幅150〜250mm程度の狭い部品を曲げる際、利便性のために常に機械の中央に配置すると、荷重がベッド全体に均等に分散されず、単一のゾーンに集中します。これによりクラウニングシステムでは完全に補正できない不均衡モーメントが発生します。油圧式および機械式クラウニングには設計上の限界があり、中央への局所的な荷重はその限界を最大40%まで押し上げる可能性があります。.
その影響は明確です:およそ0.1〜0.2mmの永久的なベッドたわみです。わずかな数値に見えるかもしれませんが、この偏差は曲げ角度を許容範囲外に押し出し、クラウニングシステムを本来の範囲以上に働かせる原因となります。あるベトナムの家電工場では、200mm部品を毎日中央に載せ続けた結果、6か月以内にアクチュエータが固着し、$15,000のフレーム再調整と数週間の生産停止に至った事例が記録されています。.
2つの簡単な予防策で結果を完全に変えることができます:
簡易診断法として、ベッド長の25%、50%、75%の位置にテストブロックを置きます。これらの接触点間のたわみが0.05mmを超える場合は、クラウニング曲線を再調整するか、小部品の追加加工を行う前に一時的な機械式ウェッジを設置してください。.
幾何精度の低下は、見落とされた潤滑不良から始まることが多いです。ラムのガイドレールやギブブロックは、乾燥ゾーンが最初に現れる箇所です。潤滑が50時間以上途絶えると、金属同士の焼き付きが始まり、摩擦が最大5倍に増加します。これは油圧や電気系統に異常がない場合でも、ラム傾きの不規則性の約30%の根本原因となります。.
早期警告は、見るべき場所を知っていれば得られます。使用済み油圧吸引フィルターに光沢のある金属片が見つかることがあり、これは摩耗が目視できるスコアリングとして現れる2〜3週間前の初期兆候です。これらの金属片を検出すれば、ラムが固着、引きずり、または予期せぬ移動をする前に、潤滑を強化し荷重パターンを修正する時間が得られます。.
隠れた高リスク箇所には以下があります:
週次の潤滑記録をつけ、1箇所あたり5〜10グラムのグリースを確実に塗布することで、性能を大幅に安定させることができます。あるドイツの製造工場では、グリースの量と間隔を記録するだけでガイド摩耗を70%削減しました。この簡単な習慣が油圧ポンプの過負荷を防ぎ、以前は電子的な故障とされていたラムの不均一性を解消しました。.
フレームが真っ直ぐでガイドが良好に保守されていても、工具の接触面で幾何精度が損なわれることがあります。「アップセット」表面—微細な粒子が埋まり形成される小さな突起—は、荷重下でパンチやダイを揺らす高いポイントを作ります。その結果、100サイクルごとに0.02〜0.1mmの曲げ角度のずれが徐々に発生し、ラムの不整合のように見える誤差となり、技術者がエンコーダやPLCの架空の故障を追いかける事態を招きます。.
最も迅速な検査方法は触覚によるものです:座面に爪を滑らせます。引っかかる感触があれば、Ra 3.2マイクロメートル以上の粗さがあり、工具座面をずらす原因となります。ある大手自動車メーカーは、スクラップ率の25%の急増をアップセット表面に起因すると突き止め、ノンウーブンクロスで1シフトごとに座面を拭くことで解決しました。スチールウールは絶対に使用しないでください。金属粒子がベッドにさらに深く埋まり込む恐れがあります。.
工具座面の幾何精度を維持するための2つの簡単な習慣:
「PLCエラー」が繰り返し発生していたメキシコのある工場では、真の原因はアップセット表面による工具の揺れであり、それが微細なラムの傾きとエンコーダの誤読を引き起こしていました。工具座面の徹底的なスクレーピングと清掃により、この故障と数千ドルの時間当たりのダウンタイムが解消されました。.
プレスブレーキの形状を保護することは、壊滅的な故障を防ぐことに依存することはほとんどありません。重要なのは、精度を徐々に歪ませる微細で累積的なストレスを最小化することです。こうした小さな問題に対処することで、精度を守り、設備寿命を延ばし、校正だけでは決して修正できないベッド変形を防ぐことができます。.
油圧プレスブレーキの静かな敵は過剰な負荷ではなく、夜間に残る残留圧力です。ラムをボトムデッドセンターよりわずか数インチ上に保持するだけでも、シリンダーシールは静的ストレスの下で何時間も引き伸ばされたままとなり、冷却油が収縮してそのストレスを強めます。この収縮はシールの張力を増大させます。故障率を監視している工場のデータでは、BDCに駐機しなかった場合、シール摩耗が70%も急増することが示されました。対策はわずか20秒で済みます。ラムをBDCまで下げ、ダンプバルブを開いて保持圧力を完全に抜き、ゲージがゼロを示すことを確認します。圧力ゼロはストレスゼロを意味します。この手順を標準化したチームでは、シール寿命が通常2倍になります。ある工場では、1年間繰り返しシール交換に悩まされていましたが、終業時の厳格なBDC駐機ルーティンに切り替えたところ、翌年は故障ゼロを記録しました。.
これを終業時の習慣にすると、翌朝の作業がなぜ安定しているのか理解できるでしょう。ラムをBDCに駐機すると、休止時間中にドリフトせず、最初の曲げがコントローラーの予測通りに決まります。これは偶然ではなく、一晩中真の油圧休止状態にあったシステムの結果です。.
原因不明のドリフトの多くは油圧ではなく、機械的トラブルに見せかけた汚れによるものです。リニアスケール、サイドガイドレール、ラムガイド、バックゲージレール、工具座はすべて微細な金属粉を溜め込みます。負荷がかかると、そのグリットが挟まり込み、ラムの傾き、バックゲージのガタつき、エンコーダの誤動作を引き起こします。実際、翌日のラムドリフトの80%は、まさにこれら5つの部品の汚染が原因です。対策は簡単です。乾いた糸くずの出ない布を使い(決して溶剤は使わない、溶剤は粉塵を内部に引き込むため)、終業時にこれらの表面を拭き取ります。特に隠れたゾーンに注意してください。リニアスケールの裏側、ガイドレールの内角、切粉が溜まりやすく付着する浅い棚などです。.
ある作業者は、1.2mmのバックラッシュを見つけた後、レールを清掃し、わずか2分足らずで問題を解決しました。ちょうど監督がサービス技術者に連絡しようとしていたところでした。この迅速な拭き取りは1時間のダウンタイムを防ぎ、サービスコールも不要にしました。週ごとに清掃前後の写真を撮る工場では、スクラップがほぼ半減します。これは表面がきれいになったためだけでなく、写真が繰り返し発生するグリットの溜まり場を明らかにし、より効果的なターゲット清掃を可能にするためです。.
作業者は、たった一粒のグリットが曲げを2mm狂わせることに気づいた瞬間をよく覚えています。最小の汚染物が最大のトラブルシューティングを引き起こすことがあります。.
よく動いている機械を最も早く損なうのは、各シフトが前のシフトを「修正」することを許すことです。このようなオフセットのいじりは、朝の不安定な結果の約65%の原因です。対策は規律ある引き継ぎです。機械の状態とそれを確認する主要数値を正確に伝える簡潔なスクリプトです。スクリプトは次の通りです:
この3つの測定を記録することで、スクラップになる前にほとんどの問題を発見できます。ある工場では、このチェックリストをラミネートカードに印刷しました。シフト交代時のミスは週3回からゼロになりました。ある日、午後の作業者が1.8mmのドリフトを発見しましたが、ログによりオフセット変更前の確認が必要でした。レール上のグリットを発見し、清掃後に再測定したところ、夜間の作業は完璧に進みました。.
このスクリプトの真の価値は心理面にあります。次のシフトに「私が離れた時、機械は正確だった。今正確でないなら、調整する前に測定せよ」と伝えるのです。この明確な境界が機械の精度を守ります。.
作業者はよく、最初の曲げを狂わせ、最初の1時間を無駄にする「不機嫌な」状態で目覚めるプレスブレーキの光景を思い出します。この終業時の儀式こそがその不調の治療法です。BDCに駐機することで隠れた圧力を解放し、拭き取りで見えないグリットを除去し、引き継ぎでシフト間に起こり得る密かな破壊行為を防ぎます。.
翌朝、最初の曲げが完璧に正確であれば、それは運ではなく、意図的な注意の結果だと感じられるでしょう。.


















