

Günün ilk kısmı kusursuz şekilde işler—sonra iki saat sonra aynı program aniden ucu 1,2 derece eğilmiş bir büküm ortaya çıkarır. Kurulumda hiçbir şey değişmemiştir. Aynı malzeme, aynı aletler, aynı operatör. Doğal tepki kalibrasyonu suçlamak olur, ancak çoğu zaman suçlu makine değildir. Aslında değişen şey ne ram, ne lazer, ne de çelikti. Üretimi sessizce raydan çıkaran, genellikle fark edilmeyen ince ve görünmez koşullar grubuydu. Bu gizli değişkenleri fark etmek, gerçek teşhis ile kör tahmini ayıran şeydir.
Hidrolik presler sıcaklıkla yaşar ve ölür. Gece boyunca bekledikten sonra yağ kalınlaşır, servo valf tepkisini yavaşlatır ve ram’in milimetrenin kesirleri kadar gecikmesine neden olur—bu da büküm açılarının bir dereceden fazla kaymasına yeter. Bu durum tam olarak kalibrasyon sapması gibi görünür, ancak yağ 100–120°F (38–49°C) sıcaklığa ulaştığında belirtiler kaybolur. Yapılacak en basit kontrol yağ sıcaklığıdır: gösterge camı 80°F (27°C) altında gösteriyorsa, mekanik veya elektronik bir arıza yoktur. Sadece soğuk yağla büküm yapıyorsunuz demektir.
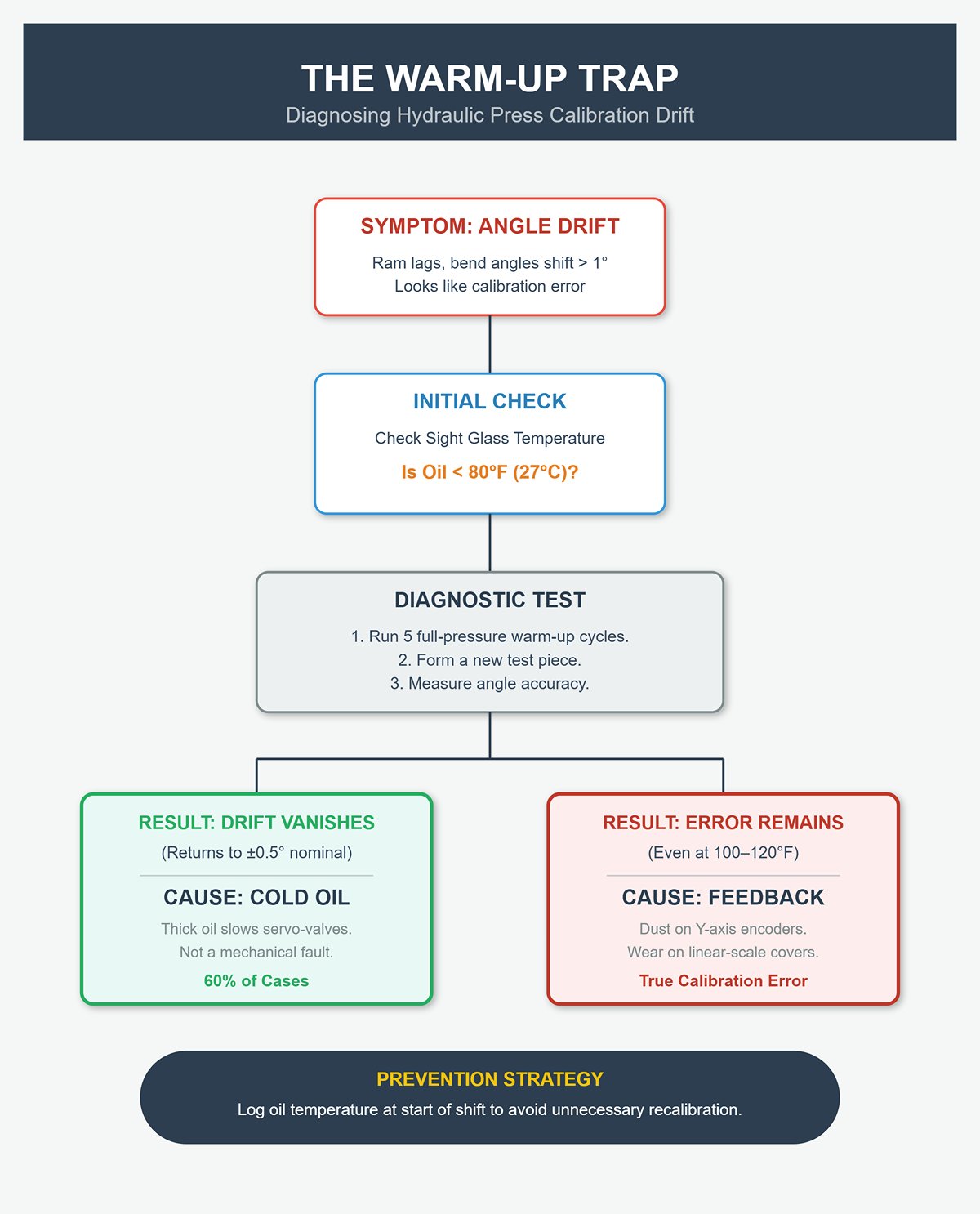
Beş tam basınç döngüsü çalıştırın, ardından yeni bir test parçası şekillendirin. Açı yaklaşık ±0,5° içinde nominale dönerse, sapma kalibrasyondan değil sıcaklıktan kaynaklanmıştır. Yağ ısındıktan sonra hata devam ediyorsa, sorun pozisyon geri bildirimi ile ilgilidir—çoğunlukla Y ekseni kodlayıcılarında biriken minik toz parçacıkları veya lineer ölçek kapaklarındaki aşınma ±0,01 mm okuma hataları oluşturabilir. Vardiya başında yağ sıcaklığını kaydetmeye başlayan atölyeler, on “kalibrasyon problemi” vakasından altısının aslında soğuk çalıştırma etkisi olduğunu gördü. Basit bir sıcaklık kaydı, gereksiz kalibrasyon işlemleri için harcanan saatleri önler ve gizli hurdayı ortadan kaldırır.
Gerçek kalibrasyon hataları genellikle elektronik sistem uyarı vermeden önce ram geometrisinde kendini gösterir. Y1/Y2 paralelliğini sadece bir cetvel ve yaprak mastar kullanarak doğrulayabilirsiniz. Ram’i üst ölü noktaya getirin ve yatağın her iki ucunda ve ortada ölçülebilir boşluk olup olmadığını kontrol edin. Hassas preslerde uçtan uca fark 0,5 mm’nin altında olmalıdır, ağır sanayi makineleri ise 2 mm’ye kadar tolerans gösterebilir. Tutarlılığı doğrulamak için aynı kontrolleri alt ölü noktaya yakın tekrar edin.
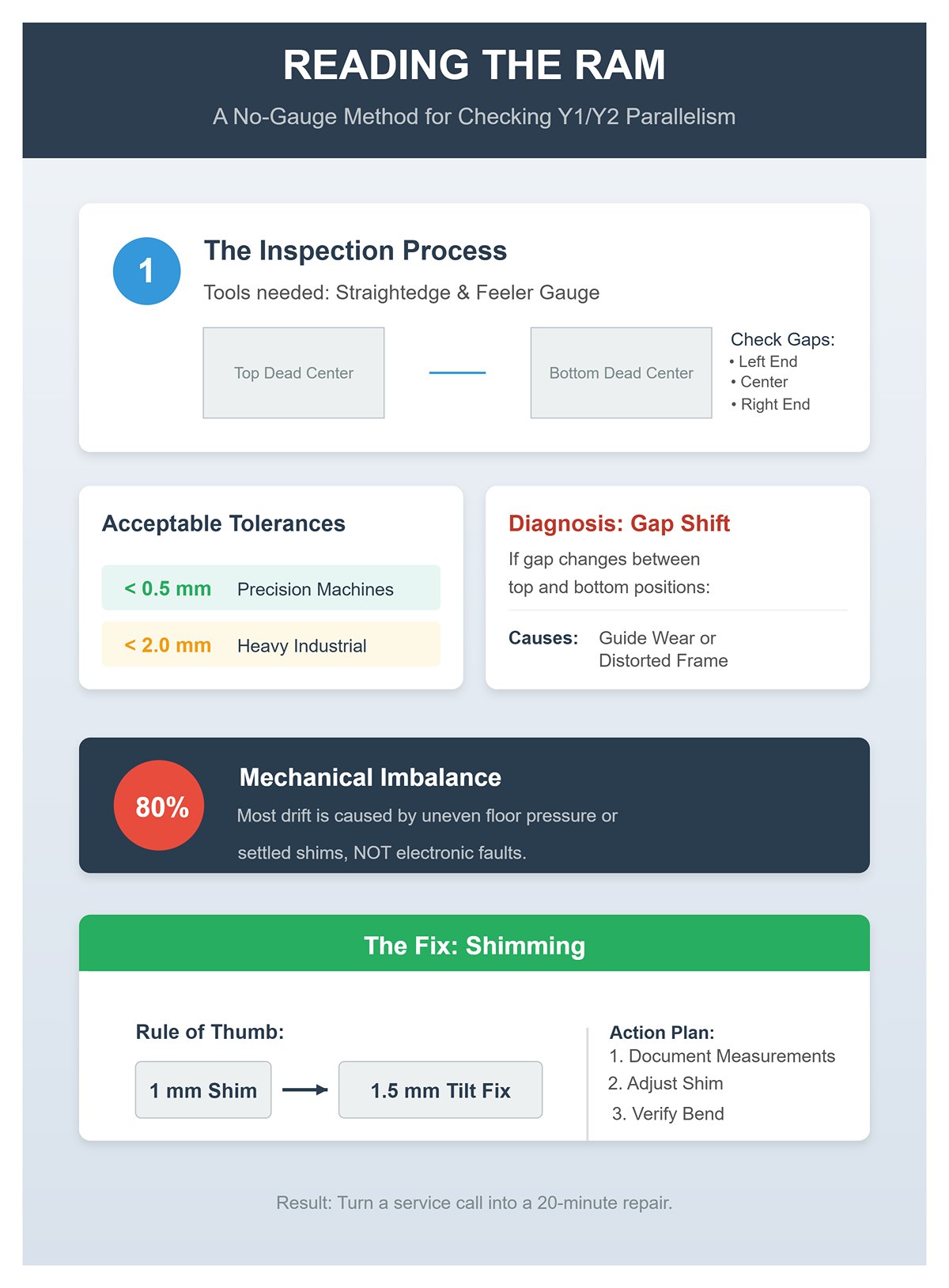
Eğer boşluk üst ölü nokta ile alt ölü nokta arasında değişiyorsa, bu genellikle kılavuz aşınması veya çarpılmış bir çerçeve işaretidir—çoğunlukla düzensiz zemin basıncı veya bir dengeleme ayağı altındaki takozların zamanla oturması sonucu oluşur. Açıklanamaz açı sapmalarının yaklaşık “i bu tür mekanik dengesizlikten kaynaklanır, elektronik arızalardan değil. Çözüm basittir: uygun ayağın altına bir takoz eklemek veya çıkarmak. Genel olarak, 1 mm takoz ram boyunca yaklaşık 1,5 mm eğimi düzeltebilir. Ayarlama öncesi ve sonrası ölçümlerinizi belgelendirin, doğrulama bükümü yapın ve sorunun geometriden mi yoksa sensörlerden mi kaynaklandığını bileceksiniz. Bu basit kontrol ile birçok operatör ”teknisyeni çağır” durumunu hızlı, 20 dakikalık bir onarıma çevirebilir.
Presiniz en açık şekilde ses aracılığıyla konuşur. Sağlıklı bir hidrolik pompa düzgün, tutarlı bir uğultu çıkarır; bu tonlamadaki yeni pürüz hemen araştırılması gereken bir ipucudur. Öğütme veya sürtünme sesi, pompa veya silindirlerde metal metal temasının—muhtemelen iç aşınmanın—parçacıklar oluşturduğunu gösterir. Emme filtresini kontrol edin: eğer parlıyorsa, kirlilik kontrolü başarısız olmuş demektir ve filtre tamamen pompa kilitlenmesinden kaçınmak için acilen değiştirilmelidir.
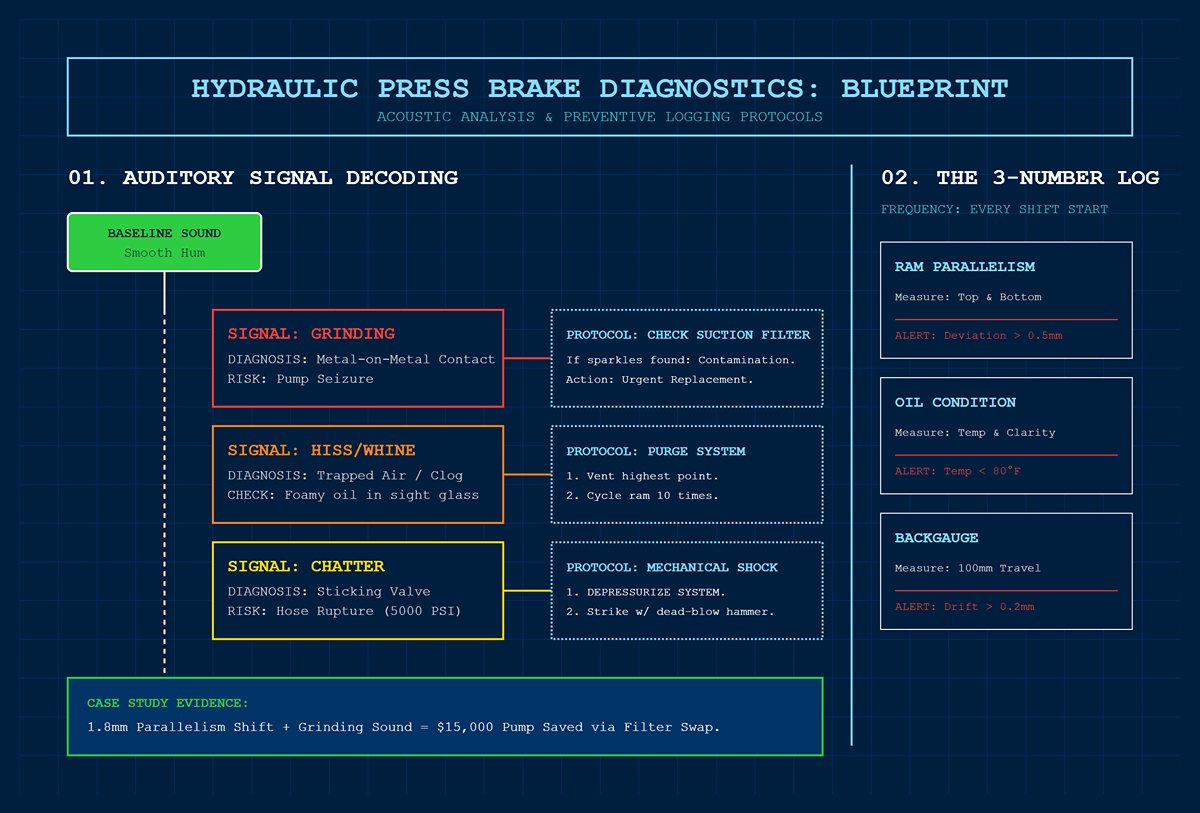
Keskin bir tıslama veya ince bir inilti genellikle hava sıkışması veya tıkanmış bir emme süzgecini gösterir. Gösterge camından görülebilen köpüklü yağ teşhisi doğrular. En yüksek noktayı havalandırın, ram’i on kez döngüden geçirin ve hava tahliye edildiğinde titreşim kaybolmalıdır. Basınç altında oluşan tıkırtı veya vurma ise daha karmaşıktır—çoğunlukla takılan oransal valf sürgüsü veya reçine birikmiş tahliye valfi nedeniyle oluşur. Yalnızca sistem basınçsızken, ölü ağırlık tokmakla dikkatlice vurmak sürgüyü serbest bırakabilir ve sorunu doğrulayabilir. Bu sesleri görmezden gelmek, 5 000 PSI’a kadar değerlendirilen hortumları patlatabilecek tehlikeli basınç artışlarına yol açabilir.
Her vardiyada basit bir “üç sayı” kaydı tutmak sezgileri önleyici bakıma dönüştürür. Her sabah, hem üst hem alt noktada ram paralelliği ölçümlerini, yağ sıcaklığı ve berraklığını, ayrıca 100 mm hareket boyunca arka dayama tekrarlılığını kaydedin. 0,5 mm’yi aşan sapmalar, 80 °F’den daha soğuk yağ veya 0,2 mm’nin üzerinde arka dayama kayması, sorun görünmeden çok önce sinyal verir. Bir vaka çalışmasında, 1,8 mm paralellik kayması ve yeni öğütme sesi, ekibin arızalı bir emme filtresini değiştirmesine neden oldu ve $15 000 değerindeki bir pompanın kesin arızasını önledi—dikkatli dinlemenin ve tutarlı kayıt tutmanın tepkisel onarımlardan daha iyi olduğunu açıkça gösteren bir kanıt.
Hat dışına kayan bükümler rastgele tuhaflıklar değildir—sabahın başından beri değişen sıcaklık dalgalanmaları, geometrik değişimler ve ses ipuçlarıyla yazılmış mesajlardır. Bunları nasıl yorumlayacağınızı öğrendiğinizde, “sapma” düşündürücü bir kusur olmaktan çıkar ve bunun yerine presinizin en erken ve en güvenilir uyarı sinyali haline gelir.
Birçok pres büküm kılavuzunda yağ seviyesi kontrolü ve kalibrasyon üzerinde durulur, ancak gerçekte üretimi durduran sorunların çoğu hidrolik sistemin derinlerinde başlar—ısınan vanalar, zayıflayan bobinler ve görünür bir sızıntı oluşmadan çok önce basıncı azaltan mikroskobik kaçaklar. Çalışma süresini sürekli olarak ’in üzerinde tutan teknisyenler üç şeye odaklanırlar: yön değişiklikleri sırasında vanaların performansı, yağ sıcaklığının gerçek işletme yükünde (ısınma dışında) davranışı ve sistemin tek bir manifold cıvatasını gevşetmeden tam basıncı koruyup koruyamadığı.
Titrek veya yavaş ters dönüşler neredeyse her zaman yavaş hareket eden bir valf sürgüsüne veya gücünü kaybetmiş bir solenoid bobinine kadar izlenir. Bir solenoid, hidrolik sürgüyü kaydırmak için pistonu hareket ettiren bir elektromıknatıs olarak çalışır; döküntü veya sertleşmiş birikintiler sürtünmeyi artırdığında, sürgü sadece saniyenin kesirleri kadar duraklayabilir. Ram’de, bu gecikme tereddüt, görünür bir sallanma veya ters dönüş sırasında çift darbe olarak ortaya çıkar.
Başlıca şüpheli kirlenmedir. Filtrelenmemiş veya yaşlanmış yağ, 500–1000 çalışma saati içinde piston hareketini engelleyecek kadar parçacık biriktirir. Kullanılmış bir dönüş filtresini açın ve içeriği size durumu anlatacaktır: parlak metalik parçacıklar sürgü aşınmasını, koyu kalıntılar ise vernik birikimini gösterir. Her iki bulgu da bobin voltajını derhal ölçmeniz gerektiğini belirtir. 24 volt DC bir bobinin spesifikasyonunun ’ının altında bir okumaya sahip olması, pistonun güvenilir şekilde çekilmesi için yeterli manyetik kuvvet üretmez—özellikle makinedeki ısı stresi altında. Sınır voltajla çalışan bobinler, yüksek hacimli üretimlerde saatte 10–20 parçanın hurdaya ayrılmasına rutin olarak yol açar.
Almanya ve Vietnam’daki ağır hizmet tesislerinden kanıtlanmış bir saha yöntemi: makineyi yük olmadan döngüden geçirirken, valf gövdesine ölü ağırlık tokmakla hafifçe vurun. Sürgü sonrasında serbest hareket ederse, sökme gerekmeden yapıştığını doğrulamış olursunuz. Bu yalnızca geçici bir çözüm sunar ve valfin bir sonraki planlı duruşta iyice temizlenmesi veya değiştirilmesi gerektiğinin açık sinyalidir, ancak vakaların ’inde sorunsuz geçiş sağlar.
Operatörler için temel düşünce değişikliği basittir: geçiş sert veya yavaş hissettirmeye başladığında, tüm hidrolik sistemi kontrol etmek yerine önce solenoidi kontrol edin. Sözde gizemli tereddütlerin çoğu, filtreleme sistemini kirlenmenin ele geçirmeye başladığının erken bir işareti olan yapışan bir sürgüden kaynaklanır.
Yağ sıcaklığı 140°F (60°C)’yi aştığında abkant pres, conta malzemelerinin elastikiyetini kaybetmeye başladığı bir bölgeye girer—genellikle yaklaşık 100 saat içinde –30 düşüş yaşanır. Elastikiyet azalınca kontrollü boşluklar genişler, silindirler ve valfler içinde dahili bypass tetiklenir. Operatör bunu, pompa ve tahliye ayarları değişmediği hâlde iş parçasında –25 basınç kaybı şeklinde hisseder.
Isı artışları nadiren pompa aşınmasından kaynaklanır; çoğunlukla kısıtlı soğutmadan doğar. Tıkalı ısı değiştirici kanatçıkları veya kötü bakımlı hava soğutucular, servis kayıtlarındaki beklenmedik “pompa arızası” raporlarının neredeyse ’unu oluşturur. Her vardiya başında yağ sıcaklığını kaydeden operatörler, makine alarm vermeden çok önce bu yükseliş trendlerini fark edebilir. Basit bir rutin—haftalık kanat temizliği ve soğutucunun sıcaklıkta çalıştığının doğrulanması—denetlenen tesislerde conta değişimlerini yaklaşık üçte bir oranında azaltır.
140°F’yi geçmek ufak bir sapma değildir; kritik bir çizgidir. Bu noktadan sonra contalar kırılganlaşır, vernikleşme daha hızlı olur ve kavitasyon riski artar. Yağ sıcaklığını kontrol altında tutmak, özellikle sıkışmaya meyilli valfler olmak üzere tüm aşağı akış bileşenlerini korur.
Basınç kaybı her zaman damlayan bağlantı parçaları veya görünür yağ birikintileri şeklinde ortaya çıkmaz. Manifold içinde veya çevresinde mikrosızıntılar tipik olarak saatte 0,5–2 bar kayba neden olur—bükme hassasiyetini bozmak için yeterlidir, ancak dışarıda belirgin bir iz bırakmaz. Uyarı işaretleri atölye zeminde değil, basınç trendinde görünür.
Teşhis sırasında, aletsiz basit bir yöntem işe yarar: Yüksüz döngüleri basınçta çalıştırın ve bağlantı parçaları ile hortum birleşimlerini kağıt havlularla sıkıca sarın. Taze hidrolik yağ, O‑ring dışa taşmasıyla oluşan “sızdıran” noktaları net lekelerle ortaya çıkarır. Bu küçük sızıntılar, özellikle hortumların minimum yarıçapına yakın büküldüğü beş yaş ve üzeri makinelerde oldukça yaygındır.
Bağlantı parçaları kuru kalmasına rağmen basınç kaybı sürüyorsa, suçlu kirlilik veya su girişi olabilir. Emme filtresi haznesindeki bulanık veya köpüklü yağ, kavitasyonun klasik bir işaretidir—bu “görünmez” kayıpların ’ine kadarından sorumlu olabilir. Çoğu zaman, tıkanmış bir emme filtresini değiştirmek ve ardından sistemin yüksek noktalarındaki hapsolmuş havayı tahliye etmek, manifoldu sökmeye gerek kalmadan birkaç dakika içinde tam basıncı geri getirir.
En kolay önlemlerden biri, günlük üç rakamlı kayıt tutmaktır: yağ sıcaklığı, korunmuş basınç yüzdesi ve geçiş yumuşaklığı süresi. Ayar noktasından %5’ten fazla basınç düşüşü görürseniz—örneğin 250 bar tahliye ayarından—bu, hurda birikimi veya parça arızası gerçekleşmeden çok önce, sızıntı veya bypass için net bir erken uyarıdır.
Valf performansı, sıcaklık istikrarı ve basınç bütünlüğünü tek, birbirine bağlı bir sistemin parçaları olarak görmek—bunları ayrı sorunlar olarak değerlendirmek yerine—operatörlerin sorunsuz döngü geçişlerini, güvenilir basıncı ve maliyetli arızaları takvimden uzak tutmalarını sağlar.
Birçok bakım kılavuzu, arka dayama sorunlarını uzun revizyon rutinleri arasında gömer. Gerçekte ise hizalama ve hassasiyet sorunlarının yaklaşık ’i, metodik yaklaşılırsa beş dakika içinde fark edilebilir—ve bunların yaklaşık yarısı düzeltilebilir. Abkant presin arka dayaması, mekanik rijitlik, tahrik bütünlüğü ve elektronik geri bildirimi birleştirir. Aşağıdaki adımlar, üretim kalitesi düşmeden bu koordinasyonu geri kazandırır.
Gözle fark edilmesi zor kadar küçük bir arka dayama parmak gevşekliği, kolayca enkoder hataları veya tahrik gürültüsü ile karıştırılabilir. Hızlı bir 30 saniyelik güvenlik kontrolüyle başlayın: gücü kesin, hidrolikleri izole edin ve acil durdurmayı devreye alın. Gösterge kapalıyken, her parmağı yanlara doğru itip çekerek nazikçe mekanik kontrol yapın. 0,5 mm’nin üzerindeki her oynama, aşınmış dişlilere, yetersiz tork uygulanmış kelepçelere veya sarkan bir raya işaret eder.
Buradan, sistemin geometrisini koruyan parçaları sıkın. Kayış tahrikli X veya R eksenlerinde, kasnaklar arasındaki orta noktada kayışa bastırın—donuk bir titreşim veriyorsa, fazla gevşektir; net ve eşit bir “tok” sesi doğru gerginliği gösterir. Üreticinin tolerans aralığını takip ederek veya tensiometre ile doğrulayarak, kayış boyu boyunca sert ama akıcı hissedene kadar ayarlayın. Bilye vidalı sistemlerde, kaplin cıvatalarını kontrol edin ve enkoder konnektörünün tamamen oturduğundan emin olun; kaplindeki en ufak bir gevşeme bile parmak ucunda boşluğun büyümesine neden olabilir.
Gücü geri vermeden önce, parmak kızak gövdesindeki tüm kilit vida ve cıvatalar uygun torkla sıkılmış olmalıdır; gevşeme geçmişi varsa diş kilidi uygulayın. Makine enerjilendikten sonra, hızlı bir tekrarlama testi yapın: 100 mm’lik ileri geri komutu üç kez çalıştırın. Yayılım, işin izin verdiği toleransı—genellikle 0,2 ila 0,5 mm—aşıyorsa, hâlâ doğruluğu bozan mekanik bir sorun var demektir. Çıkarılacak ders basit: hafif gevşek bir parmak çoğu zaman enkoder kayması gibi görünür. Önce parmağı sabitleyin ve çoğu gizemli konum hatası kendiliğinden ortadan kalkar.
Sürgüler—arka dayama rayını hizalı tutan uzun yatak şeritleri—zamanla yavaşça ayar dışına çıkar, çoğu zaman operatör fark etmeden uyum sağlar. Sonuç, strok ortasında hedef ölçülere ulaşan ancak uçlarda sapma gösteren, tutarsız flanş uzunluklarıdır. Doğru sürgü boşluğu, kızak yük altındayken kare konumunu korur, ancak hâlâ akıcı, engellenmemiş hareket sağlar.
Güç kapalıyken, kızağı orta mesafeye getirin ve yana veya yukarı‑aşağı oynamayı hissedin. Hareket yaklaşık 0,3 mm’yi aşıyorsa, sürgüler sıkılmalıdır. Her iki uçta ve ortada, yaprak mastar veya ince bir şim ile boşluğu kontrol edin. Yalnızca bir bölgede gevşeklik hissedilse bile, tüm uzunluk boyunca ayar yapın; yalnızca tek bölgeyi sıkmak rayı bükebilir ve sıkışma yaratabilir.
Her sürgü vidasını küçük artışlarla—yaklaşık dörtte bir tur—bir uçtan diğerine dönüşümlü olarak sıkın. Hafif, eşit bir sürtünmeye ulaşana kadar çalışın, ardından kızak serbestçe hareket edene kadar biraz gevşetin. Ayarladıktan sonra ekseni referans noktasına getirin ve 100 mm’lik hareket testini tekrarlayın. Sürgüler doğru ayarlandığında tekrarlanabilirlik hemen iyileşir, genellikle 0,2 mm’den daha iyi olur ve yük kaynaklı parmak eğilmesi ortadan kalkar.
İnce ayar önemlidir: aşırı sıkı gibs’ler ısı üretir, aşınmayı hızlandırır ve makine soğuyup tekrar gevşeyene kadar gerçek boşluğu gizler. Çok gevşek boşluklar yük yolunu gövde üzerinden kaydırır, hidrolikler mükemmel çalışsa bile koçun hafifçe eğilmesine izin verir. Deneyimli bir teknisyenin dediği gibi: “Hidroliklerin çözemeyeceği sorunların peşinden koşarsınız.” Gib’ler doğru şekilde ayarlandığında, arka dayama ve koç tek bir rijit montaj gibi davranır, ağır saç işlerinde bile doğruluk korunur.
Mekanik hizalama doğrulandığında, elektronik kalibrasyon nihayet anlam kazanır. Tüm donanımı sabitlemeden kontrolün home veya sıfır ayarı rutinini çalıştırmak, gevşek göbekte bir tekerleği dengelemeye benzer—yalnızca boşluk tekrar değişene kadar doğru görünür.
Öncelikle dayamayı bir kez home konumuna getirin. Eksen düzgün şekilde geri dönüyor ancak tutarlı olarak biraz kısa veya uzun duruyorsa, bu yeni sıfır noktasını kabul edin ve tekrarlanabilirliği test edin. Tutarlılık, mekaniklerin oturduğunu gösterir. Ancak dayama bazen fazla ileri gidiyor, tereddüt ediyor veya kayıyorsa—meşhur “hayalet hareket”—sinyal yolunu takip edin. Enkoder kablosunu ve konnektörünü kontrol edin; titreşim ve soğutma sıvısı buharı genellikle muhafaza altına sızar. Pimleri temizleyin, fişi yeniden takın ve her strokta hareket edemeyecek şekilde kablo demetini güvenceye alın. Eksen enjekte edilirken, ekranındaki enkoder sayısını izleyin: rastgele sıçramalar veya donmuş okumalar sensör arızasını veya çatlak bir kaplini işaret eder.
Gevşek bir parmak kelepçesi, her darbenin yük torkunu değiştirmesi nedeniyle bir enkoder arızasını taklit edebilir; servo bunu dışarıdan bir bozulma olarak yorumlar. Kelepçeyi sıkın ve sözde “elektrik” sorun ortadan kalkar. Her mekanik bağlantı sıkı ve mühürlü olarak doğrulanmadan elektronik teknisyeni çağırmayın—makinenin rijitliği ilk ve en güvenilir teşhis aracıdır.
Vaka 1: 3 mm paslanmaz çelikte tutarsız flanş uzunlukları üreten 3 m’lik bir abkant presin dayama dönüşünde 1 mm’lik bir yayılma vardı. Operatör bir servo sorunu olduğundan şüphelendi. Mekanik inceleme, tek bir gevşemiş parmak kaması tespit etti. Kelepçenin yeniden sıkılması, varyasyonu 0,15 mm’ye düşürdü—elektronik ayar gerekmedi.
Vaka 2: Yüksek hızlı bir hücrede rastgele home konum hataları oluştu. Daha yakından yapılan inceleme, arabayı bükerek kayan gibs gerginliğini ortaya çıkardı; ray esnedikçe enkoder okuması kayıyordu. Gib’ler dengeli ve paralel hale getirildikten sonra hayalet hareketler ortadan kayboldu.
Yalnızca beş disiplinli dakikada—kilitle, test et, sık, yeniden kalibre et—operatör kırılgan bir hizalamayı sağlam bir geri besleme döngüsüne dönüştürebilir. Abkant pres güvenilir tekrarlanabilirliğini geri kazanır ve üretim hayali hataları aramayı bırakıp tekrar parça üretmeye başlar.
Abkant presler nadiren gerçekten “rastgele” elektrik sorunları yaşar. Çoğunlukla bu tip arızalar, yanlış kapatma prosedürlerinden kaynaklanan güvenlik veya kontrol devrelerinde sıkışmış kalmış artık enerjiden kaynaklanır. En sık atlanan adım tüm acil durdurma (E-stop) düğmelerine basmaktır—yalnızca ön paneldeki değil. Basılmamış herhangi bir E-stop, güvenlik çevriminin bir kısmını enerjili tutar ve PLC’nin kontrol durumunu tamamen sıfırlamasını engelleyebilir. Güvenlik devresindeki artık voltaj veya depolanmış kondansatör yükü, sürekli yanlış arıza kodlarını tetikleyen hayali sinyalleri simüle edebilir.
Deneyimli saha teknisyenleri, eksiksiz ve temiz bir yeniden başlatmayı garanti etmek için kesin bir kapatma ve yeniden başlatma sırası kullanır:
Rölanti ısınması ve purj işlemini atlamak, hidrolik hatlarda hava hapsolmasına yol açarak elektrik arızasını taklit eden yavaş solenoid hareketlerine neden olur. Kayıtlı bir durumda, bir atölye “PLC kilitlenmesi” sandıkları bir sorunu giderme sırasında dört saat üretim kaybetti. Sorun, bir teknisyenin işaretlenmemiş arka acil durdurma düğmesine basarak güvenlik döngüsünü tamamlamasıyla çözüldü. On dakika sonra makine çalışır durumdaydı — servis çağrısı gerekmedi.
Pres frenleri, özellikle ağır yük bükme işlemleri sırasında yüksek frekanslı titreşimler üretir; bu titreşimler, kilitleme tırnaklı olanlar da dahil olmak üzere elektrik bağlantılarını zamanla gevşetir. En sık sorun yaşanan bölgeler şunlardır:
Denetim için en uygun zaman temizlikten hemen sonradır. Parmak ucunuzu DIN rayları ve bitişik çerçeve alanları boyunca hafifçe gezdirin — herhangi bir ezik veya çizik, yüksek titreşimin iletildiği noktaları gösterir. Zamanla, bu titreşim, kodlayıcı hatları ve limit anahtarlarındaki Deutsch konnektörlerinin gevşemesine eğilimlidir. Önceliği, özellikle şu alanlarda kontrol etmeye ve yeniden sıkmaya verin:
Tüm bağlantıları üretici spesifikasyonlarına göre sıkın — genellikle küçük PLC terminalleri için yaklaşık 1–2 Nm — ve oksidasyona karşı koruma sağlamak için dielektrik gres uygulayın. Hidrolik dönüş filtresini keserek açmak, titreşimle gevşemiş bileşenlerin yuvalarına sürtünerek metal parçacıkları oluşturup oluşturmadığını tespit etmeye yardımcı olabilir.
Daha az belirgin ancak zararlı bir kablo stresi nedeni, çerçevenin yanlış seviyelenmesidir. Abkant presin gövdesi burulduğunda, kablo demetleri yavaşça gerilir ve sonunda kıvrım bağlantıları birkaç ay içinde arızalanır. Çerçeve hizalamasını her üç ayda bir lazer veya ustabaşı terazisi ile kontrol edin ve eğim 3 m açıklıkta 1 mm’yi aşarsa ayakları takozlayın. Bu, yalnızca kabloları korumakla kalmaz, aynı zamanda bükme işlemlerinde tepe oluşumunu da önler.
Hızlı bir kontrol için: makine eksenlerini yavaşça hareket ettirin ve yukarıda listelenen üç noktadaki şüpheli kablolara hafifçe asılın. Herhangi bir tereddüt veya hata tetiklenmesi fark ederseniz, bu titreşimle ilgili gevşemenin açık bir göstergesidir.
Kablolar mükemmel durumda olsa bile, tekrarlayan “rastgele” hatalar genellikle ana PLC veya sürücü parametrelerinin orijinal değerlerinden kaymasından kaynaklanır—genellikle uzun süreli titreşim, sıcaklık değişimleri veya enkoder boşluğu nedeniyle. Kontrol edilmesi en değerli ayarlar şunlardır:
Bu değerleri doğrulamak için makinenin teşhis veya gelişmiş parametre menüsünü kullanın. Koçu tamamen yukarı ve aşağı hareket ettirin, ardından yatak boyunca yükseklik farkını ölçün. Fark pres freni sınıfına bağlı olarak 0,5–2 mm’yi aşarsa, yeniden kalibrasyon gerekir. Her gün üç temel ölçümü kaydedin:
Tıkanmış bir hidrolik filtre, sistem tepkisini yavaşlatarak parametre kaymasını taklit edebilir, bu nedenle basınç düşüşü belirtilen değerleri aştığında filtreleri değiştirin. Yağ temiz görünse bile, 140°F üzerindeki çalışmada conta aşınması hızlanır ve valf zamanlaması bozulur. Viskoziteyi stabilize etmek ve tutarlı parametre okumalarını sağlamak için ağır işlemleri yeniden başlatmadan önce sisteme on dakikalık bir soğuma süresi tanıyın.
Bir imalat atölyesi, 500 parçalık bir seride arka dayama sıfır konumu ofsetinde yavaş bir kayma tespit ederek 12.000 $’lık hurda kaybını önledi. Hızlı bir PLC sıfırlaması, sorunu düzeltti ve kalıcı hata kodlarını giderdi—pahalı bileşen değişimine gerek kalmadan.
Okuyucunun makalenin bir sonraki bölümüne doğal olarak geçmesi için bölüm 5’i de tasarlamamı ister misiniz? Bu süreklilik, bakım prosedürünün sorunsuz ilerlemesine yardımcı olur.
Çoğu bakım kılavuzu, abkant presin çalışır durumda tutulmasına odaklanır. Ancak daha maliyetli gerçek şu ki, geometri—çalışma süresi değil—parça hassasiyetini ve makinenin uzun vadeli değerini belirler. Şaşırtıcı bir şekilde, kalıcı gövde ve yatak deformasyonu çoğunlukla tek seferlik aşırı yüklerden kaynaklanmaz. Bunun yerine, kısa parçaların hep aynı bölgede bükülmesi, birden fazla vardiya boyunca yağlamanın ihmal edilmesi veya takım yüzeylerinde biriken artıkların temizlenmemesi gibi küçük, tekrarlanan eylemlerden kaynaklanır. Geometri kaybı yavaş yavaş oluşur, başta görünmez ve daha sonra düzeltmesi son derece pahalı hale gelir. Bu bölüm en kritik üç uygulamayı vurgulamaktadır.
Yatak ve şase deformasyonu genellikle kısa parça çalışmalarıyla başlar. Operatörler dar parçaları—genellikle 150–250 mm genişliğinde—büküp kolaylık olması için sürekli olarak makinenin merkezine yerleştirdiklerinde, yük yatağın boyunca eşit dağılmak yerine tek bir bölgede yoğunlaşır. Bu durum, taçlama sisteminin tamamen karşılayamayacağı dengesiz bir moment oluşturur. Hem hidrolik hem de mekanik taçlama sistemlerinin tasarım sınırları vardır ve lokal merkez yüklemesi bu sınırları %’a kadar zorlayabilir.
Etkisi gözle görülebilir: yaklaşık 0,1–0,2 mm kalıcı yatak sapması. Küçük görünebilir, ancak bu sapma bükme açılarını tolerans dışına çıkaracak ve taçlama sistemini tasarlandığı çalışma aralığının ötesinde çalışmaya zorlayacak kadar önemlidir. Bir Vietnamlı beyaz eşya fabrikası, 200 mm parçaların günlük merkezden yüklenmesinin altı ay içinde aktüatör sıkışmasına yol açtığını belgeledi—bu da $15.000’lik şase hizalama ve birkaç haftalık üretim kaybı ile sonuçlandı.
Sonucu tamamen değiştirebilecek iki basit önleyici tedbir:
Hızlı bir teşhis yöntemi, yatak uzunluğunun %, % ve % noktalarına yerleştirilen test bloklarını kullanır. Bu temas noktaları arasındaki ölçülen sapma 0,05 mm’yi aşarsa, ek küçük parça üretiminden önce taçlama eğrisini yeniden kalibre edin veya geçici mekanik takozlar takın.
Geometrik hassasiyet kaybı genellikle gözden kaçan yağlama hatalarıyla başlar. Pres kızak rayları ve kama blokları genellikle kuru bölgelerin ilk göründüğü alanlardır. Yağlama 50 saat veya daha uzun süre olmadığında, metal-metal sürtünme başlar ve sürtünme beş kata kadar artar. Bu durum, hidrolik ve elektrik sistemleri sorunsuz göründüğünde bile, yaklaşık % oranında kızak eğilme düzensizliklerinin temel sebebidir.
Erken uyarılar, nerede bakılacağını biliyorsanız mevcuttur. Kullanılmış hidrolik emme filtreleri çoğu zaman parlayan metal talaşları ortaya çıkarır—bu, çizilme görünür hale gelmeden iki ila üç hafta önce beliren kılavuz aşınmasının erken bir göstergesidir. Bu talaşları tespit etmek, yağlamayı güçlendirme ve yükleme düzenini düzeltme fırsatı verir; böylece kızak sıkışma, sürüklenme veya beklenmedik kayma yaşamadan önce önlem alınabilir.
Gizli yüksek risk alanları şunları içerir:
Haftalık yağlama kaydı tutmak—ve her bağlantı noktasına düzenli olarak yalnızca 5–10 gram gres uygulamak—performansı önemli ölçüde stabilize edebilir. Bir Alman imalat tesisi, gres miktarı ve aralıkları kaydederek kılavuz aşınmasını % oranında azalttı. Bu basit disiplin, hidrolik pompa aşırı yüklenmelerini önledi ve operatörlerin daha önce elektronik arızalara bağladığı kızak düzensizliğini ortadan kaldırdı.
Şase düzgün ve kızaklar iyi bakımlı olsa bile, geometri takım arayüzünde bozulabilir. “Yükselmiş” yüzeyler—gömülü kum taneleriyle oluşan küçük çıkıntılar—yük altındaki zımbanın veya kalıbın sallanmasına neden olan yüksek noktaları belirtir. Sonuç, her yüz çevrimde 0,02 ila 0,1 mm’lik yavaş bükme açısı kaymasıdır; bu, kızakta hizalama bozukluğu gibi görünür ve çoğu zaman teknisyenleri hayali kodlayıcı veya PLC arızalarının peşine düşürür.
En hızlı inceleme yöntemi dokunsaldır: tırnağınızı oturma yüzeyinde gezdirin. Takılma hissi, yaklaşık Ra 3,2 mikrometrenin üzerinde pürüzlülüğü gösterir—bu, takım oturmasını değiştirmeye yeterlidir. Büyük bir otomotiv tedarikçisi, hurda oranındaki % artışı yükselmiş yüzeylere bağladı ve vardiya başına bir kez takım yuvalarını dokusuz bezle silerek sorunu çözdü. Asla çelik yün kullanmayın; metal parçacıkları dökülür ve yatağa daha derin gömülür.
Takım yuvası geometrisini tutarlı tutmaya yardımcı iki basit alışkanlık:
Tekrar eden “PLC hataları” peşinde koşan bir Meksika tesisinde asıl suçlunun, yükselmiş yüzeylerden kaynaklanan takım sallanması olduğu ortaya çıktı; bu durum küçük kızak eğilmelerine ve kodlayıcı yanlış okumalarına yol açıyordu. Takım yuvasının kapsamlı kazınması ve temizlenmesi, hatayı—ve saatlik duruşlardan kaynaklanan binlerce dolar kaybı—ortadan kaldırdı.
Pres brake geometrisini korumak, nadiren felaket niteliğindeki arızaları önlemeye bağlıdır. Asıl mesele, doğruluğu yavaş yavaş bozan ince ve kümülatif gerilmeleri en aza indirmektir. Bu küçük sorunlarla ilgilenmek, hassasiyeti korur, ekipmanın ömrünü uzatır ve yalnızca kalibrasyonla düzeltilemeyecek yatak deformasyonunu engeller.
Hidrolik pres brake’lerin sessiz düşmanı aşırı yük değil—gece boyunca kalan artık basınçtır. Pistonun alt ölü noktanın sadece birkaç santim üzerinde kalması bile silindir contalarını saatlerce statik gerilme altında tutar; üstelik bu, soğuyan yağın büzüşerek bu gerilmeyi artırdığı zamandır. Bu büzülme conta gerginliğini büyütür. Arıza oranlarını izleyen atölyelerden alınan veriler, operatörler BDC’de park etmediğinde conta aşınmasında %’lik bir artış olduğunu gösterdi. Çözüm sadece 20 saniye sürer: Pistonu BDC’ye kadar indir, tutma basıncını tamamen boşaltmak için tahliye vanasını aç, ve göstergenin sıfır okuduğunu doğrula. Sıfır basınç, sıfır gerilme demektir. Bu uygulamayı standart hale getiren ekipler, conta ömrünün iki katına çıktığını görür. Bir yıl boyunca tekrarlayan conta değişimiyle uğraşan bir atölye, vardiya sonunda sıkı bir BDC rutini uygulamaya geçti ve ertesi yıl hiç arıza kaydetmedi.
Bunu bir gün sonu alışkanlığı haline getirdiğinizde, sabahların neden daha tutarlı hissettirdiğini anlayacaksınız. Piston BDC’de park edildiğinde, duraklama sırasında artık kaymaz—ilk büküm tam olarak kontrolörün öngördüğü yere iner. Bu tesadüf değil; geceyi gerçek hidrolik dinlenme halinde geçiren bir sistemin sonucudur.
Açıklanamayan kaymaların çoğu hidrolikten değil—mekanik arıza gibi davranan kirden kaynaklanır. Doğrusal cetveller, yan kılavuz raylar, piston kılavuzları, geri giydirme rayları ve kalıp yuvaları ince metal tozunu hapseder. Yük altında bu kir yerine sıkışır, piston eğilmesi, geri giydirme boşluğu ve hayali kodlayıcı hareketlerine neden olur. Aslında ertesi gün piston kaymasının %’si tam olarak bu beş bileşendeki kirlenmeden gelir. Çözüm basittir: Asla çözücü kullanmadan, tozu içe çekmeyen, kuru ve tüy bırakmayan bir bez kullanın ve bu yüzeyleri her vardiya sonunda silin. Özellikle gizli bölgelere dikkat edin: doğrusal cetvellerin alt yüzeyi, kılavuz rayların iç köşeleri ve talaşların yerleşip tutunduğu sığ çıkıntılar.
Bir operatör, 1.2 mm geri tepme farkı görünce raya hızlıca müdahale etti ve sorunu iki dakikadan kısa sürede çözdü—tam da ustabaşı servis teknisyeninin numarasını arayacakken. O hızlı silme işlemi bir saatlik duraksamayı önledi ve servis çağrısını tamamen gereksiz hale getirdi. Haftalık ‘öncesi ve sonrası’ fotoğraflar çeken atölyeler, hurda oranını neredeyse yarıya indiriyor—bu azalma daha çok yeniden tekrarlayan kir tuzaklarını görüp hedefli ve daha etkili temizlik yapılabilmesi sayesinde oluyor.
Operatörler, tek bir toz tanesinin bile bükümü 2 mm bozabileceğini fark ettikleri anı genellikle hatırlar. En küçük kirleticiler bile en büyük sorun takibi kovalamacalarını tetikleyebilir.
İyi çalışan bir makineyi en hızlı bozan şey, her vardiyanın kendinden öncekinin ayarlarını “düzeltmesine” izin vermektir. Bu tür ofset oynamaları, güne başlarken tutarsız sonuçların yaklaşık %’sinin arkasında yatar. Çözüm ise disiplinli bir devir teslimdir: makinenin tam olarak ne durumda olduğunu ve bunu doğrulayan temel değerleri belirten kısa bir metin. Metin basittir:
Bu üç ölçümü kaydetmek, sorunların hurdaya dönüşmeden yakalanmasını sağlar. Bir atölye kontrol listesini lamine kart olarak bastı. Vardiya değişim hataları haftada üçten sıfıra düştü. Bir seferinde öğleden sonra operatörü 1.8 mm kayma farkı gördü; kayıt, ofsetleri değiştirmeden önce doğrulama yapılmasını gerektiriyordu. Ray üzerinde kir bulundu, temizlendi, yeniden ölçüldü ve gece boyunca üretim sorunsuz devam etti.
Bu metnin gerçek değeri psikolojisinde yatar. Sonraki vardiyaya şunu iletir: “Makine ben bıraktığımda hassastı. Şimdi değilse, ayar yapmadan önce ölç.” Bu net sınır, makinenizin hassasiyetini korur.
Operatörler, ilk görüntüyü genellikle hatırlar: ilk bükümü yanlış hizalayan ve ilk saati boşa harcayan “kötü modda” uyanan pres brake. Bu vardiya sonu ritüeli, o sorunun ilacıdır. BDC’ye park etmek gizli basıncı boşaltır. Silme işlemi görünmez kirleri temizler. Ve devir teslim, vardiyalar arasında gerçekleşebilecek gizli sabotajı engeller.
Ertesi sabah, ilk bükümünüz mükemmel bir doğrulukta olduğunda, bu şans gibi hissettirmeyecek—bilinçli özenin sonucu gibi hissedecektir.


















