

La prima parte della giornata fila liscia—poi, due ore dopo, lo stesso programma produce improvvisamente una piega inclinata di 1,2 gradi su un’estremità. Niente nel tuo setup è cambiato. Stesso materiale, stessi utensili, stesso operatore. La reazione naturale è dare la colpa alla calibrazione, ma la maggior parte delle volte la macchina non è la colpevole. Ciò che in realtà è cambiato non è stato il martinetto, il laser o persino l’acciaio. Sono state una serie di condizioni sottili, spesso invisibili, che passano inosservate finché non mandano silenziosamente fuori rotta una produzione. Riconoscere quelle variabili nascoste è ciò che distingue una vera diagnosi da un semplice tentativo alla cieca.
Le presse idrauliche vivono e muoiono in base alla temperatura. Dopo una notte di inattività, l’olio si addensa, rallentando la risposta della valvola servo e facendo ritardare il martinetto di frazioni di millimetro—quanto basta a spostare gli angoli di piega di oltre un grado. Sembra esattamente una deriva di calibrazione, ma nel momento in cui l’olio raggiunge i 100–120 °F (38–49 °C), i sintomi scompaiono. Il controllo più semplice è la temperatura dell’olio: se l’indicatore mostra meno di 80 °F (27 °C), non si tratta di un guasto meccanico o elettronico. Stai semplicemente piegando con olio freddo.
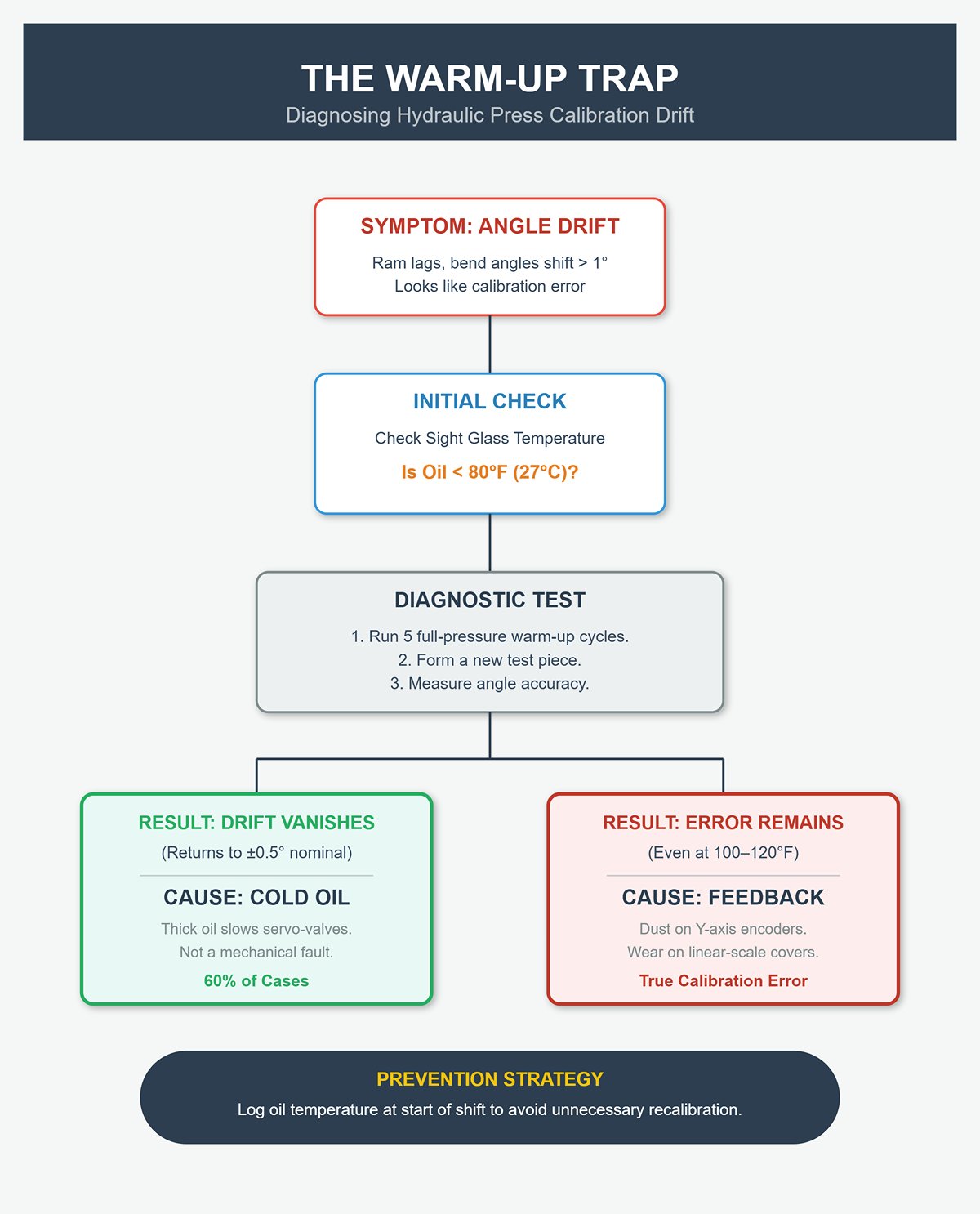
Esegui cinque cicli a piena pressione, poi forma un nuovo pezzo di prova. Se l’angolo torna al valore nominale entro circa ±0,5°, la deriva era causata dalla temperatura, non dalla calibrazione. Se l’errore rimane anche dopo che l’olio è caldo, il problema riguarda il feedback di posizione—spesso minuscole particelle di polvere sugli encoder dell’asse Y o usura sui copriscale lineari, entrambi in grado di introdurre errori di lettura di ±0,01 mm. Le officine che hanno iniziato a registrare la temperatura dell’olio all’inizio di ogni turno hanno scoperto che sei “problemi di calibrazione” su dieci non erano altro che effetti da avvio a freddo. Un semplice registro di temperatura evita ore di ricalibrazioni inutili e elimina scarti nascosti.
I veri guasti di calibrazione di solito si manifestano nella geometria del martinetto molto prima che l’elettronica li segnali. È possibile confermare il parallelismo Y1/Y2 usando solo una riga e uno spessimetro. Porta il martinetto al punto morto superiore e controlla lungo il piano di lavoro alle due estremità e al centro, annotando eventuali spazi misurabili. Nelle presse piegatrici di precisione, la differenza tra estremità non dovrebbe superare 0,5 mm, mentre le macchine industriali pesanti tollerano fino a 2 mm. Ripeti le stesse verifiche vicino al punto morto inferiore per confermare la coerenza.
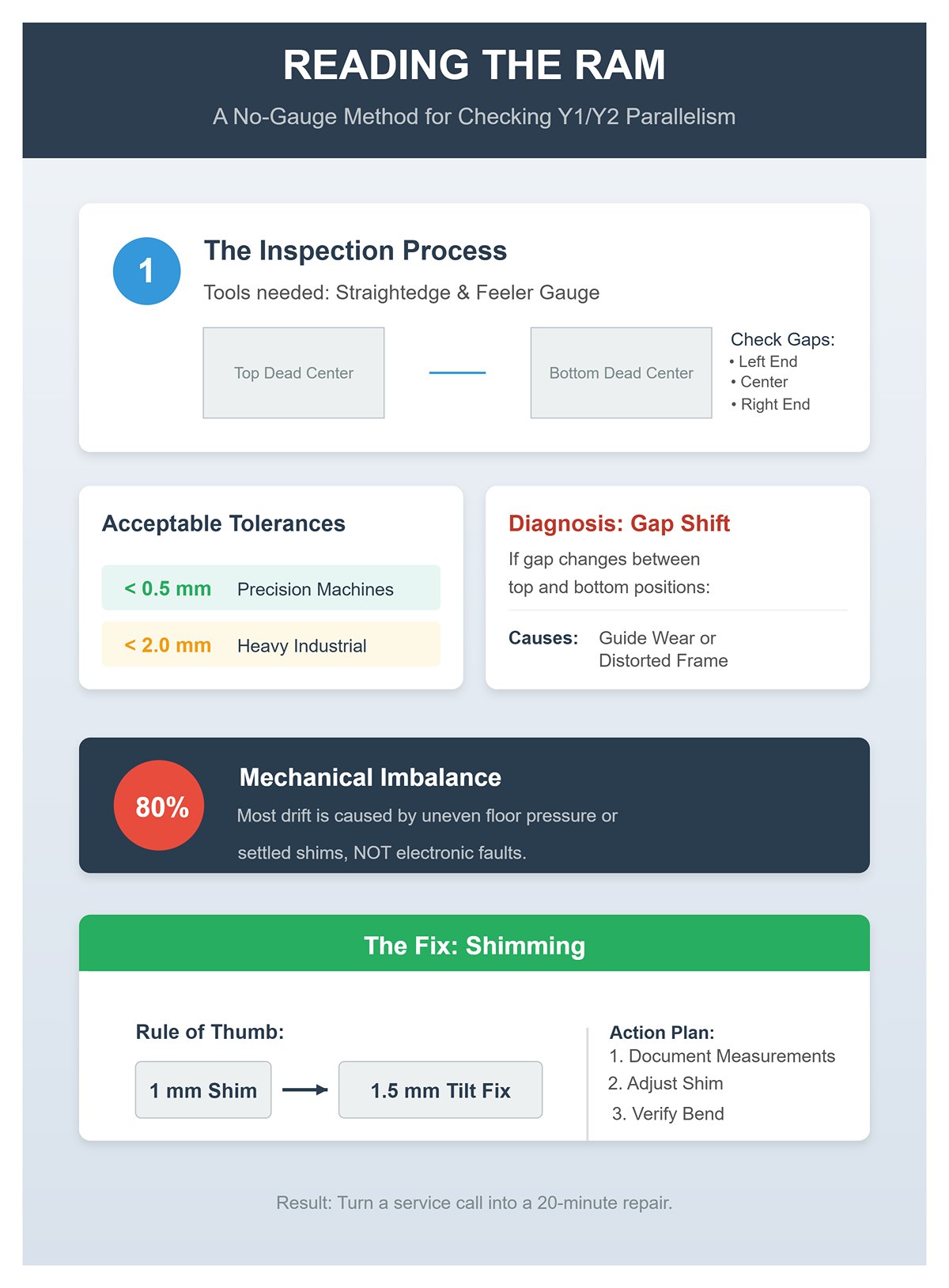
Se lo spazio cambia tra il punto morto superiore e quello inferiore, è segno di usura delle guide o di un telaio deformato—spesso dovuto a pressione del pavimento disomogenea o a spessori schiacciati sotto un piedino di livellamento. Circa l“80 percento delle derive d’angolo inspiegabili deriva da questo tipo di squilibrio meccanico piuttosto che da guasti elettronici. La correzione è semplice: aggiungi o rimuovi uno spessore sotto il piedino appropriato. Come regola generale, 1 mm di spessore può correggere circa 1,5 mm di inclinazione lungo il martinetto. Documenta le misurazioni prima e dopo la regolazione, esegui una piega di verifica e saprai se il problema deriva dalla geometria o dai sensori. Con questo semplice controllo, molti operatori possono trasformare un ”chiama il tecnico” in una riparazione rapida di 20 minuti.
La tua pressa piegatrice parla più chiaramente attraverso il suono. Una pompa idraulica in buone condizioni produce un ronzio fluido e costante; qualsiasi nuova ruvidità in quel tono è un indizio immediato che merita indagine. Sfregamenti o raschiamenti indicano contatto metallo‑su‑metallo—probabilmente usura interna nella pompa o nei cilindri che rilasciano minuscole particelle. Controlla il filtro di aspirazione: se luccica, il controllo della contaminazione è fallito e il filtro deve essere sostituito urgentemente per evitare il grippaggio totale della pompa.
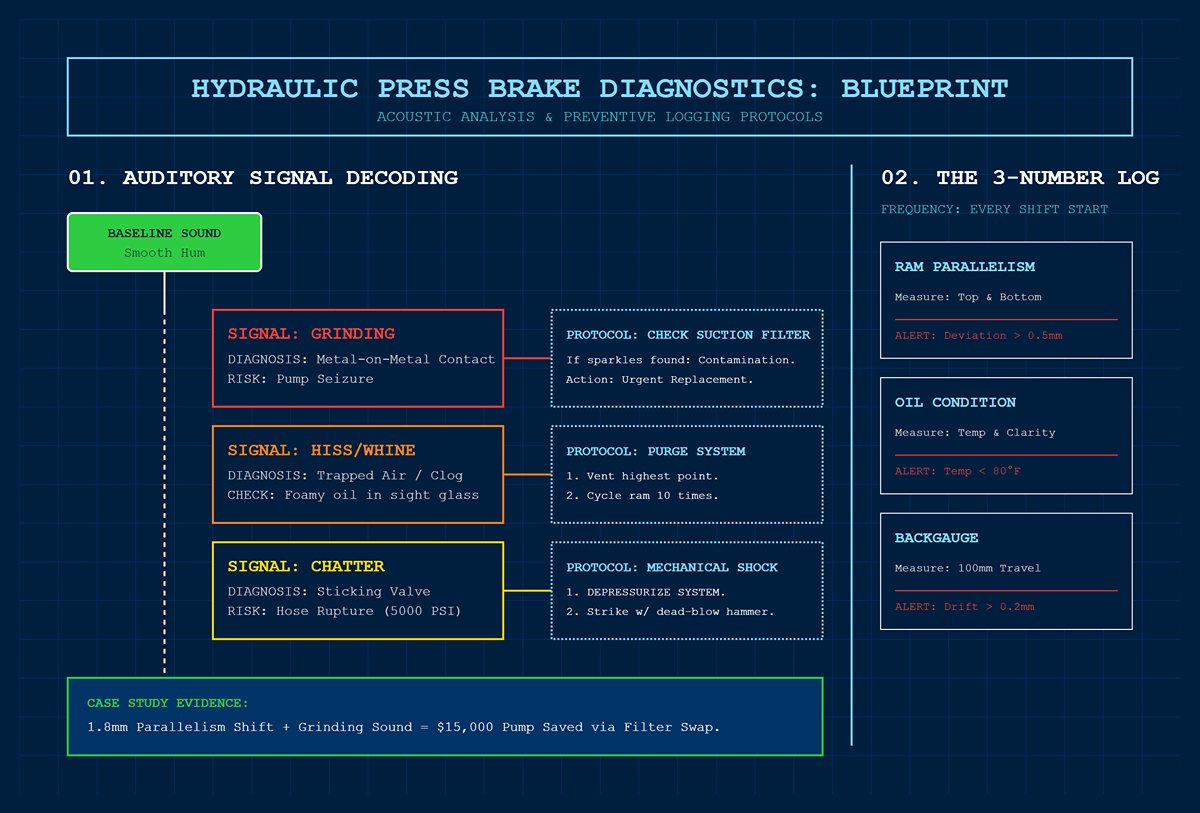
Un sibilo acuto o un fischio sottile indica solitamente aria intrappolata o un filtro di aspirazione ostruito. La presenza di olio schiumoso visibile attraverso l’indicatore conferma la diagnosi. Sfiata il punto più alto, fai compiere al martinetto dieci cicli e la vibrazione dovrebbe attenuarsi una volta espulsa l’aria. Battiti o colpi sotto pressione sono più complessi—spesso causati da una valvola proporzionale inceppata o da una valvola di scarico incrostata. Un colpo leggero con un martello di gomma—solo a sistema depressurizzato—può liberare l’otturatore e confermare il problema. Ignorare questi suoni comporta il rischio di pericolosi picchi di pressione che potrebbero rompere tubi con tenuta fino a 5 000 PSI.
Mantenere un semplice registro “a tre numeri” per ogni turno trasforma l’intuizione in manutenzione preventiva. Ogni mattina, registra le letture di parallelismo del martinetto al punto morto superiore e inferiore, la temperatura e la limpidezza dell’olio, oltre alla ripetibilità della battuta di fondo su una corsa di 100 mm. Deviazioni superiori a 0,5 mm, olio sotto gli 80 °F o deriva della battuta oltre 0,2 mm segnalano un problema molto prima che diventi visibile. In uno studio di caso, uno scostamento di parallelismo di 1,8 mm accompagnato da un nuovo rumore di sfregamento spinse una squadra a sostituire un filtro di aspirazione difettoso, salvando una pompa da 15 000 € da un guasto certo—chiara prova che ascolto attento e registrazione costante superano gli interventi reattivi.
Quelle pieghe che si allineano male non sono capricci casuali—sono messaggi scritti in variazioni di temperatura, cambiamenti geometrici e segnali acustici, tutti che ti raccontano cosa è cambiato dall’inizio della giornata. Una volta imparato a interpretarli, la “deriva” smette di essere un difetto misterioso e diventa invece il segnale di avviso più precoce e affidabile della tua pressa piegatrice.
Molti manuali di presse piegatrici si concentrano sul controllo del livello dell’olio e sulla calibrazione, eppure, in realtà, la maggior parte dei problemi che fermano la produzione hanno origine più in profondità nel sistema idraulico—valvole che si surriscaldano, bobine che si indeboliscono e micro‑perdite che scaricano pressione molto prima che appaia una pozza visibile. I tecnici che mantengono costantemente un tempo operativo superiore al 95 % si concentrano su tre elementi essenziali: come le valvole si comportano durante i cambi di direzione, come la temperatura dell’olio si comporta sotto carico reale (oltre il semplice riscaldamento) e se il sistema mantiene la piena pressione senza dover svitare un solo collettore.
Inversioni brusche o lente derivano quasi sempre da un otturatore di valvola che si muove lentamente o da una bobina del solenoide che ha perso potenza. Un solenoide funziona come un elettromagnete che muove un pistoncino per spostare l’otturatore idraulico; quando detriti o depositi induriti aumentano l’attrito, l’otturatore può fermarsi anche solo per una frazione di secondo. Sul martinetto, quel ritardo appare come un’esitazione, una vibrazione visibile o un doppio colpo durante l’inversione.
Il principale sospetto è la contaminazione. L’olio non filtrato o invecchiato accumula abbastanza particelle entro 500–1000 ore di funzionamento da ostacolare il movimento del pistoncino. Taglia un filtro di ritorno usato e il suo contenuto racconta la storia: brillii metallici indicano usura dell’otturatore, mentre residui scuri indicano accumulo di vernice. In entrambi i casi, è il segnale per misurare subito la tensione della bobina. Una bobina a 24 volt DC che registra meno del 90 % della specifica non produrrà forza magnetica sufficiente a far scattare il pistoncino in modo affidabile—soprattutto con stress termico sulla macchina. Bobine che lavorano su tensioni al limite portano regolarmente allo scarto di 10–20 pezzi all’ora nelle operazioni ad alto volume.
Un trucco comprovato sul campo, dalle officine pesanti in Germania e Vietnam: durante il ciclo della macchina senza carico, picchietta leggermente il corpo della valvola con un martello di gomma. Se l’otturatore si muove liberamente dopo, hai confermato che era bloccato—senza bisogno di smontare nulla. Sebbene ciò offra solo un sollievo temporaneo e indichi chiaramente che la valvola deve essere pulita a fondo o sostituita al prossimo fermo programmato, ripristina un’inversione fluida in circa l’80 % dei casi.
Il cambio di mentalità chiave per gli operatori è semplice: quando l’inversione inizia a sembrare ruvida o lenta, controlla prima il solenoide piuttosto che l’intero sistema idraulico. La maggior parte delle cosiddette esitazioni misteriose deriva da un otturatore incollato—un segnale precoce che la contaminazione ha superato il sistema di filtrazione.
Quando la temperatura dell’olio supera i 140°F (60°C), la pressa piegatrice entra in una zona in cui i materiali delle guarnizioni iniziano a perdere elasticità—tipicamente del 20–30% entro circa 100 ore. Con la riduzione dell’elasticità, le tolleranze controllate si ampliano, innescando un bypass interno nei cilindri e nelle valvole. L’operatore percepisce questo fenomeno come instabilità di pressione: una perdita del 15–25% sul pezzo nonostante le impostazioni della pompa e della valvola di scarico rimangano invariate.
I picchi di calore raramente derivano dall’usura della pompa; molto più spesso, sono dovuti a un raffreddamento limitato. Alette di scambio termico intasate o radiatori d’aria mal mantenuti sono responsabili di quasi il 30% dei rapporti di “guasto pompa” imprevisti nei registri di assistenza. Gli operatori che annotano la temperatura dell’olio all’inizio di ogni turno possono individuare tali tendenze crescenti molto prima che la macchina generi un allarme. Una semplice routine—pulizia settimanale delle alette e verifica del funzionamento del radiatore alla temperatura—riduce la sostituzione delle guarnizioni di circa un terzo nelle strutture sottoposte ad audit.
Superare i 140°F non è una lieve deviazione; è una linea critica. Oltre questo punto, le guarnizioni diventano fragili, la vernice si accumula più rapidamente e il rischio di cavitazione aumenta. Mantenere la temperatura dell’olio sotto controllo protegge ogni componente a valle—soprattutto le valvole già inclini a bloccarsi.
La perdita di pressione non si presenta sempre come raccordi gocciolanti o pozzanghere visibili. Micro‑perdite all’interno o intorno ai collettori solitamente rilasciano da 0,5 a 2 bar all’ora—sufficienti a compromettere la precisione della piegatura senza lasciare tracce esterne evidenti. I segnali di avvertimento appaiono nel trend della pressione, non sul piano di lavoro.
Una tecnica semplice e senza strumenti funziona bene durante la diagnosi: eseguire cicli senza carico a 50% di pressione e avvolgere saldamente asciugamani di carta attorno ai raccordi e alle giunzioni dei tubi. L’olio idraulico fresco lascia macchie evidenti, rivelando “trasudamenti” causati dall’estrusione dell’O‑ring. Queste piccole perdite sono estremamente comuni sulle macchine di cinque anni o più, specialmente dove i tubi si piegano vicino al loro raggio minimo.
Se la perdita di pressione continua nonostante i raccordi rimangano asciutti, la causa può essere nascosta in contaminazione o infiltrazioni d’acqua. Olio torbido o schiumoso all’interno della camera del filtro di aspirazione è un segno classico di cavitazione—responsabile di fino a 80% di queste perdite “invisibili”. Spesso, sostituire semplicemente un filtro di aspirazione intasato e poi spurgare l’aria intrappolata dai punti alti del sistema ripristina la piena pressione entro pochi minuti, senza bisogno di smontare il collettore.
Una delle protezioni più semplici è mantenere un registro giornaliero con tre valori: temperatura dell’olio, percentuale di pressione mantenuta e tempo di fluidità del cambio di ciclo. Se si osserva una caduta di pressione superiore al 5% rispetto al punto impostato—ad esempio, da una impostazione di scarico a 250 bar—è un chiaro segnale precoce di perdita o bypass, ben prima che si accumulino scarti o che i componenti si guastino.
Trattando le prestazioni delle valvole, la stabilità della temperatura e l’integrità della pressione come parti di un singolo sistema interdipendente—anziché come problemi isolati—gli operatori possono mantenere transizioni di ciclo fluide, pressione affidabile e prevenire costosi guasti a calendario.
Molti manuali di manutenzione nascondono la risoluzione dei problemi del riscontro posteriore tra lunghe procedure di revisione. In realtà, circa l’80% dei problemi di allineamento e precisione può essere individuato—e circa la metà corretta—entro cinque minuti se affrontata in modo metodico. Il riscontro posteriore della pressa piegatrice combina rigidità meccanica, integrità della trasmissione e feedback elettronico. I seguenti passaggi ripristinano tale coordinazione prima che la qualità produttiva inizi a diminuire.
Un leggero allentamento nella dita del riscontro posteriore—così piccolo da essere quasi invisibile—può facilmente essere scambiato per problemi all’encoder o rumore di trasmissione. Inizia con un rapido controllo di sicurezza di 30 secondi: interrompi l’alimentazione, isola l’idraulica e assicurati che l’arresto d’emergenza sia attivato. Con il riscontro scollegato, esegui un controllo meccanico delicato spingendo e tirando lateralmente ogni dito. Qualsiasi gioco superiore a 0,5 mm indica cave usurate, morsetti poco serrati o una guida flessa.
Da qui, stringi i componenti che preservano la geometria del sistema. Sugli assi X o R a cinghia, premi la cinghia a metà tra le pulegge—se produce un flutter sordo, è troppo lenta; un “tonfo” netto e uniforme segnala la giusta tensione. Regola fino a che la deflessione risulti ferma ma fluida in tutto il movimento, seguendo il campo di tolleranza del costruttore o confermando con un tensiometro. Per i sistemi a vite a ricircolo di sfere, controlla i bulloni di accoppiamento e assicurati che il connettore dell’encoder sia completamente inserito, poiché anche un leggero allentamento del giunto può amplificare il gioco sull’estremità della dita.
Prima di riattivare l’alimentazione, assicurati che ogni vite di bloccaggio sul carrello della dita sia ben serrata e applica frenafiletti se hanno la tendenza ad allentarsi. Una volta energizzata la macchina, esegui un rapido controllo di ripetibilità: comanda un movimento di 100 mm avanti e indietro tre volte. Se lo scarto supera la tolleranza consentita del lavoro—tipicamente da 0,2 a 0,5 mm—è ancora presente un problema meccanico che compromette la precisione. La conclusione è semplice: una dita leggermente allentata spesso si maschera da deriva dell’encoder. Fissa prima la dita, e la maggior parte degli errori di posizione misteriosi scompare da sola.
Le guide—lunghe strisce di supporto che mantengono allineata la guida del riscontro posteriore—tendono a perdere la regolazione gradualmente, spesso così lentamente che gli operatori si adattano senza accorgersene. Il risultato è un riscontro che raggiunge le dimensioni target al centro della corsa ma devia agli estremi, producendo lunghezze di flangia incoerenti. Una corretta regolazione delle guide mantiene il carrello in squadra sotto carico consentendo allo stesso tempo un movimento fluido e non ostacolato.
Con l’alimentazione spenta, sposta il carrello a metà corsa e verifica eventuali giochi laterali o verticali. Se il movimento supera circa 0,3 mm, le guide necessitano di serraggio. Usa spessimetri o una lamina sottile per controllare il gioco alle estremità e al centro. Anche se solo un’area sembra lasca, apporta regolazioni lungo l’intera lunghezza; serrare solo una sezione può torcere la guida e causare impuntamenti.
Ruota ciascuna vite di regolazione delle guide a piccoli incrementi—circa un quarto di giro—alternando da un’estremità all’altra. Lavora verso una leggera, uniforme resistenza, poi allenta leggermente finché il carrello si muove liberamente. Dopo la regolazione, riporta l’asse in posizione iniziale e ripeti il test di movimento da 100 mm. Quando le guide sono impostate correttamente, la ripetibilità migliora immediatamente, spesso meglio di 0,2 mm, e qualsiasi inclinazione della dita sotto carico scompare.
La regolazione fine è importante: guide troppo strette generano calore, accelerano l’usura e mascherano il vero gioco fino a quando la macchina si raffredda e si allenta di nuovo. Giochi troppo larghi spostano il percorso del carico attraverso il telaio, consentendo al punzone di inclinarsi leggermente anche quando l’impianto idraulico funziona perfettamente. Come ha detto un tecnico esperto, “finisci per inseguire problemi che l’idraulica non può risolvere”. Una volta che le guide sono regolate correttamente, il riferimento posteriore e il punzone si comportano come un’unica struttura rigida, mantenendo la precisione anche durante lavorazioni su lamiere spesse.
Una volta verificato l’allineamento meccanico, la calibrazione elettronica acquisisce finalmente significato. Eseguire la procedura di “home” o impostazione dello zero del controllo prima di fissare tutta la componentistica è come cercare di bilanciare una ruota su un mozzo allentato: sembrerà giusta solo finché il gioco non si sposta di nuovo.
Inizia portando il riferimento a casa una volta. Se l’asse ritorna in modo fluido ma si ferma costantemente un po“ corto o lungo, accetta quel nuovo punto zero e testa la ripetibilità. La coerenza indica che la meccanica si è stabilizzata. Tuttavia, se il riferimento a volte supera il punto, esita o deriva—il tipico ”movimento fantasma”—segui il percorso del segnale. Controlla il cavo e il connettore dell’encoder; vibrazioni e nebbie di liquido refrigerante spesso penetrano sotto l’alloggiamento. Pulisci i pin, reinserisci la spina e fissa il cablaggio in modo che non si muova a ogni corsa. Durante il movimento dell’asse, osserva la schermata dei conteggi dell’encoder: picchi casuali o letture bloccate indicano un guasto del sensore o un giunto incrinato.
Un morsetto dito allentato può imitare un guasto dell’encoder perché ogni impatto altera la coppia di carico, che il servo interpreta come una perturbazione esterna. Stringi il morsetto, e il presunto problema “elettrico” scompare. Non chiamare il tecnico elettronico finché ogni giunzione meccanica non è verificata stretta e sigillata: la rigidità della macchina è il primo e più affidabile strumento diagnostico.
Caso 1: Una pressa piegatrice da 3 m che produceva lunghezze di flange incoerenti su acciaio inox da 3 mm mostrava una variazione di 1 mm nel ritorno del riferimento. L’operatore sospettava un problema al servo. L’ispezione meccanica ha rivelato una singola chiavetta scanalata del dito allentata. Ri‑serrando il morsetto, la variazione si è ridotta a 0,15 mm—nessuna regolazione elettronica richiesta.
Caso 2: Una cella ad alta velocità presentava errori di homing casuali. Un’ispezione più approfondita ha evidenziato una tensione diseguale delle guide che torceva il carrello; mentre il binario si fletteva, la lettura dell’encoder derivava. Una volta bilanciate uniformemente le guide e ripristinato il parallelismo, i movimenti fantasma sono scomparsi.
In soli cinque minuti disciplinati—blocco, test, serraggio, ricalibrazione—l’operatore può trasformare un allineamento fragile in un ciclo di feedback robusto. La pressa piegatrice riacquista la sua affidabile ripetibilità, e la produzione torna a realizzare pezzi invece di inseguire guasti fantasma.
Le presse piegatrici raramente presentano problemi elettrici davvero “casuali”. Più spesso, tali guasti derivano da energia residua intrappolata nei circuiti di sicurezza o di controllo a causa di procedure di spegnimento improprie. Il passaggio più comunemente trascurato è azionare tutti i pulsanti di arresto di emergenza (E‑stop)—non solo quello sul pannello frontale. Qualsiasi E‑stop lasciato non premuto mantiene una parte del circuito di sicurezza alimentata, il che può impedire al PLC di ripristinare completamente il proprio stato di controllo. Tensione residua nel circuito di sicurezza o carica immagazzinata nei condensatori può simulare segnali fantasma che attivano ripetutamente falsi codici di errore.
I tecnici di campo esperti utilizzano una sequenza precisa di spegnimento e riavvio per garantire un riavvio completo e pulito:
Saltare il processo di riscaldamento al minimo e di spurgo lascia aria intrappolata nelle linee idrauliche, causando un’attuazione lenta dei solenoidi che imita malfunzionamenti elettrici. In un caso documentato, un’officina ha perso quattro ore di produzione nel tentativo di risolvere quello che riteneva un “blocco del PLC”. Il problema è stato risolto quando un tecnico ha finalmente premuto un pulsante di arresto di emergenza posteriore non etichettato, completando il circuito di sicurezza. Dieci minuti dopo, la macchina era operativa—senza necessità di intervento tecnico.
Le presse piegatrici generano vibrazioni ad alta frequenza—specialmente durante le piegature a carico elevato—che allentano gradualmente i collegamenti elettrici, anche quelli con linguette di bloccaggio. Le aree problematiche più comuni includono:
Il momento più efficace per effettuare un’ispezione è subito dopo la pulizia. Passare leggermente la punta del dito lungo le guide DIN e le aree del telaio adiacenti—eventuali ammaccature o graffi indicano punti in cui vengono trasferite vibrazioni elevate. Nel tempo, tali vibrazioni tendono ad allentare i connettori Deutsch sulle linee degli encoder e sugli interruttori di fine corsa. Dare priorità al controllo e al serraggio in queste aree specifiche:
Serrare tutte le connessioni secondo le specifiche del costruttore—spesso intorno a 1–2 Nm per i terminali PLC di piccole dimensioni—e applicare grasso dielettrico per proteggere contro l’ossidazione. Tagliare il filtro di ritorno idraulico può aiutare a rilevare particelle metalliche, un segno che componenti allentati dalle vibrazioni stanno sfregando contro i loro alloggiamenti.
Una causa meno ovvia ma dannosa dello stress sui cablaggi è il livellamento improprio del telaio. Quando il telaio della presso‑piegatrice è deformato, i fasci di cavi si allungano lentamente, portando alla rottura delle connessioni a crimpare dopo mesi di utilizzo. Controlla l’allineamento del telaio ogni trimestre utilizzando un laser o un livello da macchinista, e metti spessori sotto i piedini se la pendenza supera 1 mm ogni 3 m di lunghezza. Questo non solo protegge il cablaggio, ma previene anche la deformazione a “corona” durante le operazioni di piegatura.
Per un controllo rapido: muovi lentamente gli assi della macchina mentre tiri delicatamente il cablaggio sospetto nei tre punti elencati sopra. Se noti esitazioni o si genera un errore, è un chiaro indicatore di allentamento dovuto alle vibrazioni.
Anche con il cablaggio in perfette condizioni, i guasti “casuali” ricorrenti spesso derivano da parametri chiave del PLC o dei drive che si sono spostati dai valori originali—tipicamente a causa di vibrazioni prolungate, variazioni di temperatura o gioco dell’encoder. Le impostazioni più importanti da verificare includono:
Usa i menu diagnostici o dei parametri avanzati della macchina per verificare questi valori. Muovi il punzone completamente su e giù, poi misura la differenza di altezza lungo il banco. Se la variazione supera 0,5–2 mm (a seconda della classe della presso‑piegatrice), è necessaria la ricalibrazione. Ogni giorno registra tre valori chiave:
Un filtro idraulico ostruito può simulare una deriva dei parametri rallentando la risposta del sistema, quindi sostituisci i filtri una volta che la perdita di pressione supera le specifiche. Anche se l’olio sembra pulito, il funzionamento sopra i 140°F accelera l’usura delle guarnizioni e altera la temporizzazione delle valvole. Lascia raffreddare il sistema per dieci minuti prima di riprendere le operazioni gravose, per stabilizzare la viscosità e garantire letture dei parametri coerenti.
Un’officina di carpenteria ha evitato perdite per $2.000 in scarti dopo aver rilevato una lenta deriva del riferimento dell’arresto posteriore durante una serie di 500 pezzi. Un rapido reset del PLC ha corretto il problema ed eliminato i codici di errore persistenti—senza dover sostituire componenti costosi.
Vuoi che rediga anche la sezione 5, in modo che il lettore passi naturalmente alla fase successiva dell’articolo? Questa continuità aiuterebbe la procedura di manutenzione a scorrere in modo fluido.
La maggior parte dei manuali di manutenzione si concentra sul mantenere una presso‑piegatrice operativa. La realtà più costosa, tuttavia, è che la geometria—non il tempo di attività—determina la precisione dei pezzi e il valore a lungo termine della macchina. Sorprendentemente, la deformazione permanente del telaio e del banco raramente deriva da sovraccarichi istantanei. Piuttosto, è causata da piccole azioni ripetute: piegare pezzi corti sempre nella stessa area, trascurare la lubrificazione per più turni o permettere che le superfici degli utensili accumulino detriti. La perdita di geometria si sviluppa gradualmente, rimane invisibile all’inizio e diventa estremamente costosa da correggere in seguito. Questa sezione evidenzia le tre pratiche più importanti.
La deformazione del letto e del telaio inizia tipicamente con il lavoro su pezzi corti. Quando gli operatori piegano parti strette—tipicamente larghe 150–250 mm—e le posizionano costantemente al centro della macchina per comodità, il carico si concentra in una singola zona invece di distribuirsi uniformemente lungo il letto. Questo crea un momento sbilanciato che il sistema di compensazione non può contrastare completamente. Sia la compensazione idraulica che quella meccanica hanno limiti di progettazione e un carico localizzato al centro può spingere tali limiti fino a 40%.
L’impatto è tangibile: una deformazione permanente del letto di circa 0,1–0,2 mm. Può sembrare minima, ma quella deviazione è sufficiente a portare gli angoli di piega fuori tolleranza e costringere il sistema di compensazione a operare al di fuori del suo campo previsto. Un impianto vietnamita di elettrodomestici ha documentato come il carico centrale quotidiano di parti da 200 mm abbia portato al blocco degli attuatori entro sei mesi—risultando in un riallineamento del telaio da $15.000 e diverse settimane di produzione persa.
Due semplici misure preventive possono cambiare completamente l’esito:
Un metodo diagnostico rapido utilizza blocchi di prova posizionati al 25%, 50% e 75% della lunghezza del letto. Se la deformazione misurata tra quei punti di contatto supera 0,05 mm, ricalibrare la curva di compensazione o installare cunei meccanici temporanei prima di eseguire ulteriori lavorazioni su pezzi piccoli.
La perdita di precisione geometrica inizia spesso con mancati interventi di lubrificazione. Le guide della slitta e i blocchi di scorrimento sono di solito le prime zone a mostrare aree asciutte. Una volta che la lubrificazione manca per 50 ore o più, il grippaggio metallo‑su‑metallo inizia, aumentando l’attrito fino a cinque volte. Questo è la causa alla base di circa il 30% delle irregolarità di inclinazione del martinetto—anche quando i sistemi idraulico ed elettrico sembrano privi di difetti.
Ci sono segnali di allarme precoce, se si sa dove cercare. I filtri di aspirazione idraulica usati spesso mostrano piccole scaglie di metallo lucente—un indicatore precoce di usura della guida che emerge due o tre settimane prima che il graffio diventi visibile. Rilevare queste scaglie consente di rinforzare la lubrificazione e correggere i modelli di carico prima che il martinetto si blocchi, trascini o si sposti in modo imprevisto.
Aree nascoste ad alto rischio includono:
Mantenere un registro di lubrificazione settimanale—e applicare costantemente solo 5–10 grammi di grasso per raccordo—può stabilizzare notevolmente le prestazioni. Un impianto tedesco di fabbricazione ha ridotto l’usura delle guide del 70% semplicemente registrando sia la quantità di grasso sia gli intervalli. Questa semplice disciplina ha evitato sovraccarichi della pompa idraulica ed eliminato disallineamenti del martinetto che gli operatori attribuivano precedentemente a guasti elettronici.
Anche con un telaio diritto e guide ben mantenute, la geometria può essere compromessa all’interfaccia dell’utensile. Le superfici “deformate”—piccoli rilievi causati da granelli di sporco incastrati—formano punti alti che fanno oscillare il punzone o la matrice sotto carico. Il risultato è una deriva graduale dell’angolo di piega di 0,02–0,1 mm ogni cento cicli, un errore progressivo che sembra un disallineamento del martinetto e spesso porta i tecnici a inseguire falsi guasti di encoder o PLC.
Il metodo di ispezione più rapido è tattile: trascinare l’unghia lungo la superficie di appoggio. Qualsiasi sensazione di attrito segnala una rugosità superiore a circa Ra 3,2 micrometri—sufficiente a spostare la sede dell’utensile. Un importante fornitore automobilistico ha ricondotto un picco di scarti del 25% a superfici deformate e lo ha risolto pulendo le sedi una volta per turno con panni non tessuti. Non usare mai pagliette d’acciaio; rilasciano particelle metalliche che si incastrano più profondamente nel letto.
Due semplici abitudini aiutano a mantenere costante la geometria della sede dell’utensile:
In uno stabilimento messicano che continuava a inseguire ricorrenti “errori PLC”, il vero colpevole si è rivelato essere l’oscillazione dell’utensile dovuta a superfici deformate, che causava impercettibili inclinazioni del martinetto e letture errate degli encoder. Una meticolosa raschiatura e pulizia della sede dell’utensile ha eliminato il guasto—e migliaia di dollari di fermo macchina orario.
La protezione della geometria della pressa piegatrice raramente dipende dalla prevenzione di guasti catastrofici. Si tratta piuttosto di ridurre le sollecitazioni sottili e cumulative che distorcono lentamente la precisione. Affrontare questi piccoli problemi protegge la precisione, prolunga la vita dell’attrezzatura e previene quel tipo di deformazione del bancale che la sola calibrazione non potrà mai correggere.
Il nemico silenzioso delle presse piegatrici idrauliche non è il carico eccessivo, ma la pressione residua lasciata durante la notte. Anche mantenere il punzone a pochi centimetri sopra il Punto Morto Inferiore mantiene le guarnizioni del cilindro tese sotto stress statico per ore, proprio mentre l’olio si raffredda, si contrae e intensifica quello stress. Questa contrazione amplifica la tensione delle guarnizioni. I dati provenienti da officine che monitorano i tassi di guasto hanno mostrato un aumento del 70% nell’usura delle guarnizioni quando gli operatori non parcheggiavano al PMI. Il rimedio richiede solo 20 secondi: muovere il punzone fino al PMI, aprire la valvola di scarico per eliminare completamente la pressione di mantenimento e verificare che il manometro indichi zero. Pressione zero significa tensione zero. I team che rendono questa pratica uno standard vedono regolarmente la vita delle guarnizioni raddoppiare. Un’officina afflitta da ripetute sostituzioni di guarnizioni per un anno passò a una rigorosa routine di parcheggio al PMI a fine turno e non registrò alcun guasto per tutto l’anno successivo.
Una volta che questo diventa un’abitudine di fine giornata, capirai perché le mattine risultano più costanti. Con il punzone parcheggiato al PMI, non si muove durante i periodi di inattività: la prima piega cade esattamente dove il controllore la prevede. Non è fortuna; è il risultato di un sistema che ha trascorso la notte in vero riposo idraulico.
La maggior parte delle derive inspiegabili non è dovuta all’idraulica, ma allo sporco che si maschera da problema meccanico. Scale lineari, guide laterali, guide del punzone, guide del riscontro e sedi degli utensili trattengono polvere metallica fine. Sotto carico, quella polvere si incastra causando inclinazione del punzone, gioco del riscontro e movimenti fantasma dell’encoder. In effetti, l’80% delle derive del punzone il giorno successivo proviene da contaminazioni proprio su questi cinque componenti. Il rimedio è semplice: usare un panno asciutto e privo di pelucchi—mai solventi, che attirano la polvere all’interno—e pulire queste superfici alla fine di ogni turno. Prestare particolare attenzione alle zone nascoste: il lato inferiore delle scale lineari, gli angoli interni delle guide e le piccole sporgenze dove le schegge si depositano e aderiscono.
Un operatore pulì una guida dopo aver notato un gioco di 1,2 mm, risolvendo il problema in meno di due minuti—proprio mentre il supervisore stava cercando il numero del tecnico dell’assistenza. Quella rapida passata evitò un’ora di inattività e scongiurò del tutto la chiamata di servizio. Le officine che effettuano foto settimanali “prima e dopo” vedono gli scarti ridursi di quasi la metà—più che per le superfici pulite, perché le immagini rivelano i punti ricorrenti di accumulo, consentendo una pulizia mirata e più efficace.
Gli operatori spesso ricordano il momento in cui hanno capito che una singola particella di residuo può alterare una piega di 2 mm. I contaminanti più piccoli possono innescare i controlli di guasto più impegnativi.
Nulla compromette una macchina ben regolata più velocemente che permettere a ogni turno di “correggere” quello precedente. Questo tipo di manipolazione degli offset è la causa di circa il 65% dei risultati incoerenti all’inizio della giornata. La soluzione è un passaggio disciplinato: uno script conciso che dichiari esattamente in quale stato si trova la macchina e i numeri chiave che lo confermano. Lo script è semplice:
Registrare queste tre misurazioni intercetta la maggior parte dei problemi prima che si trasformino in scarti. Un’officina addirittura stampò la checklist su una scheda laminata. I loro errori al cambio turno passarono da tre a settimana a zero. In un’occasione, un operatore pomeridiano rilevò una deriva di 1,8 mm; il registro richiedeva verifica prima di modificare gli offset. Scoprirono residui sulla guida, pulirono, rimisurarono e il turno notturno procedette senza alcun problema.
Il vero valore di questo script risiede nella sua psicologia. Comunica al turno successivo: “La macchina era precisa quando me ne sono andato. Se ora non lo è, misura prima di modificare.” Quel chiaro confine tutela la precisione della tua macchina.
Gli operatori ricordano spesso l’immagine iniziale: la pressa piegatrice che sembra “svegliarsi di cattivo umore”, disallineando la prima piega e facendo perdere la prima ora. Questo rituale di fine turno è la cura per quel disordine. Parcheggiare al PMI allevia la pressione nascosta. Pulire elimina i residui invisibili. E il passaggio di turno blocca il sabotaggio silenzioso che può verificarsi fra un turno e l’altro.
La mattina successiva, quando la tua prima piegatura sarà perfettamente precisa, non sembrerà fortuna — sembrerà il risultato di una cura deliberata.


















