

Der schnellste Weg, das falsche Gerät auszuwählen, ist die Frage: “Welches kann mehr?” Diese Abkürzung hat zahllose Werkstätten zu kostspieligen Fehlentscheidungen verleitet, die enttäuschende Ergebnisse liefern. Das eigentliche Problem liegt nicht in der Liste der Dinge, die jede Maschine vorführen tun kann – sondern darin, herauszufinden, welcher Abschnitt Ihres Produktionsablaufs zuerst zum Engpass wird. Eine Fehleinschätzung dieses Punktes wird Ihre ROI‑Berechnungen zunichtemachen, egal wie beeindruckend die technischen Daten aussehen.
Stanzpressen und Abkantpressen erfüllen grundsätzlich unterschiedliche Produktionsanforderungen. Eine Abkantpresse bietet zwar eine langsamere Ausbringung, dafür aber außergewöhnliche Vielseitigkeit – ideal für kleine bis mittlere Serien mit hoher Biegegenauigkeit, ein breites Formenspektrum und schnellen Auftragswechseln bei minimalen Werkzeugkosten. Eine Stanzpresse kehrt die Gleichung um: blitzschneller Durchsatz bei sich wiederholenden Geometrien, oft mit Lochstanzung und Flachformung in einem einzigen Arbeitsgang, jedoch mit hohen Werkzeugkosten und geringerer Flexibilität, wenn die Teilevielfalt zunimmt.
Auf dem Papier sind Stanzpressen in Zykluszeit durchweg schneller als Abkantpressen. Doch dieser Vorteil gilt nur, wenn Produktionsvolumen, Wiederholungsfrequenz und Teilegeometrien einen Dauerbetrieb ermöglichen – idealerweise mit automatischem Blecheinzug und langen Phasen unbeaufsichtigten Betriebs. In einer Realität mit hohem Mix hingegen werden häufige Rüstvorgänge und Werkzeugwechsel diesen theoretischen Geschwindigkeitsvorteil rasch zunichtemachen.
Echter ROI entsteht, wenn die natürliche Arbeitsgeschwindigkeit einer Maschine mit dem Takt Ihrer Produktionsanforderungen übereinstimmt. Ein Supersportwagen hat keinen Wert, wenn er im Stau steht, und ein Multitool ist überflüssig, wenn Sie immer nur denselben Schraubendreheraufsatz benutzen.
In vielen Werkstätten ist der Engpass im Output nicht die Maschine mit dem längsten Zyklus, sondern der Prozessschritt, der die tiefste Warteschlange aufbaut. Wenn Biegearbeiten ständig hinterherhinken, erhöht zusätzliche Stanzkapazität nur diesen Engpass. Umgekehrt gilt: Wenn flache Teile sich stapeln, weil das Stanzen den Arbeitsfluss nicht schnell genug speisen kann, wird die Investition in eine weitere Abkantpresse das Problem nicht lösen.
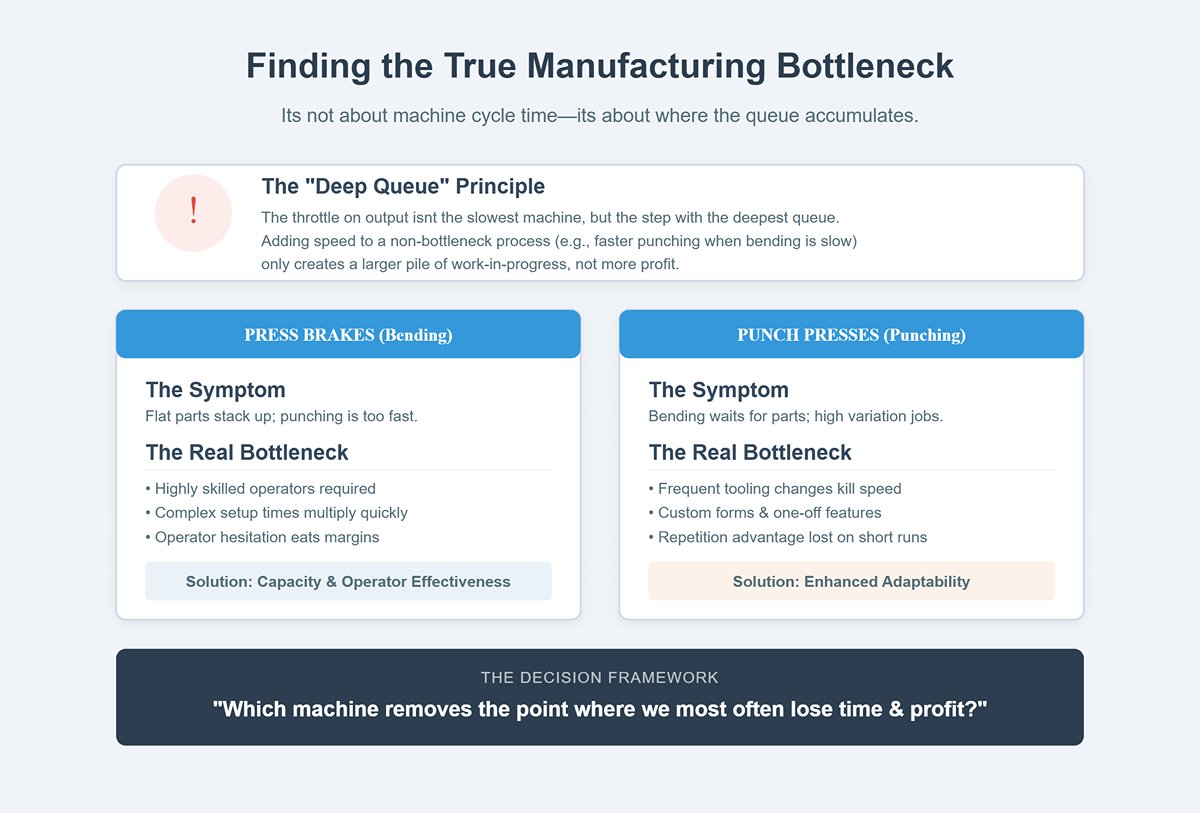
Abkantpressen bringen ihren eigenen Engpass mit: Sie erfordern hochqualifizierte Bediener, und die Komplexität der Biegungen kann die Rüstzeiten rasch vervielfachen. In Werkstätten mit kurzen Serien und vielfältigen Teilen kostet jede zusätzliche Minute beim Einrichten – oder jeder Moment des Zögerns durch den Bediener – direkt Gewinn. In solchen Fällen beseitigt eine höhere Stanzgeschwindigkeit nicht das eigentliche Produktivitätslimit; erforderlich sind stattdessen mehr Biegekapazität und Verbesserungen der Bedienerleistung.
Stanzpressen haben eine völlig andere Begrenzung. Sie sind hervorragend geeignet, wenn sie dieselbe Bewegung hunderte oder tausende Male mit minimaler Variation wiederholen. Doch sobald häufige Werkzeugwechsel, Sonderformen oder einmalige Merkmale ins Spiel kommen, wird der Hochgeschwindigkeitsvorteil schnell durch unproduktive Umrüstungen untergraben. In dieser Situation ist verbesserte Anpassungsfähigkeit – nicht rohe Geschwindigkeit – die eigentliche Grenze, die Sie überwinden müssen.
Die Betrachtung durch die Engpassbrille verändert den gesamten Entscheidungsprozess: Statt zu fragen “Was können diese Maschinen tun?” lautet die eigentliche Frage “Welche beseitigt wirklich den Punkt, an dem wir am häufigsten Zeit und Gewinn verlieren?”
Isoliert betrachtet scheinen Abkantpresse und Stanzpresse konkurrierende Investitionen zu sein. Tatsächlich bilden sie komplementäre Glieder derselben Blechbearbeitungskette: Stanzen oder Schneiden erzeugt die Rohlinge oder geformten Merkmale, während das Biegen ihnen die endgültige Geometrie verleiht. Nur in seltenen Fällen – wenn die Teilemischung einer Werkstatt perfekt zu den Stärken einer Maschine passt – kann ein einzelner Maschinentyp die gesamte Arbeit übernehmen: OEM‑Betriebe mit hohem Volumen bevorzugen oft Stanzpressen, während Spezialfertiger sich nahezu ausschließlich auf das Biegen verlassen.
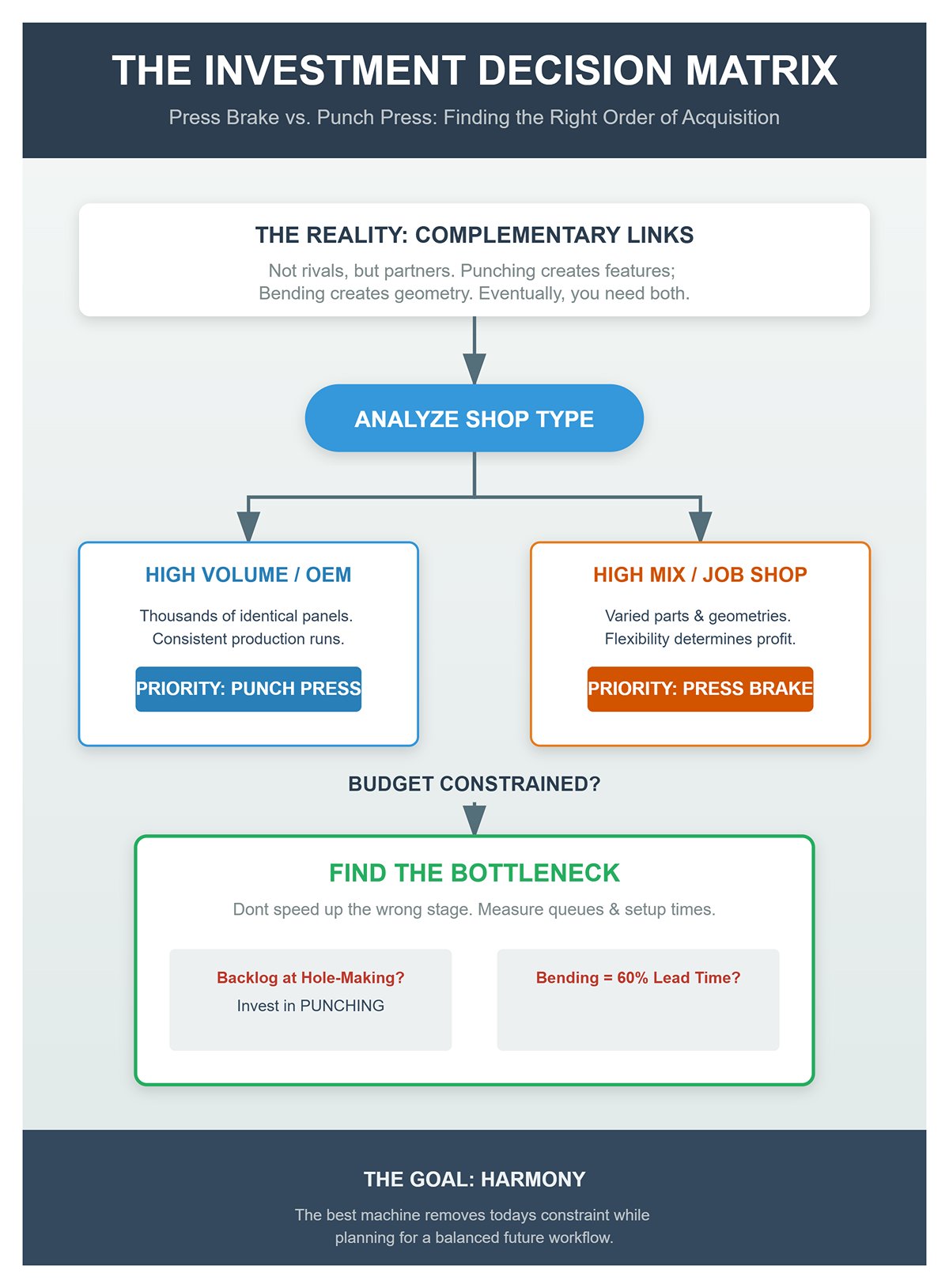
Für die meisten Unternehmen ist die langfristige Realität eindeutig: Sie werden irgendwann beide benötigen. Die Frage ist die Reihenfolge der Anschaffung. Ein OEM‑ähnlicher Betrieb, der tausende identische Paneele oder Gehäuse produziert, kann durch die Investition in eine Stanzpresse frühzeitig erhebliche Gewinne erzielen, kombiniert mit einer einfachen Abkantpresse für nachgelagerte Formungen. Wenn die Abkantpresse nicht der Engpass ist, wird ihr langsameres Tempo die Produktion nicht behindern. Eine Werkstatt mit hoher Teilevielfalt hingegen sollte die Abkantpresse zum Herzstück ihres Workflows machen, da die Biegeflexibilität bestimmt, wie viele Aufträge Sie annehmen und wie profitabel Sie diese abwickeln können.
Wenn Budgetbeschränkungen bedeuten, dass Sie nur in eine Maschine investieren können, bestimmen Sie Ihren aktuellen Produktionsengpass mit absoluter Präzision. Verfolgen Sie Ihre Arbeitsfluss‑Warteschlangen. Messen Sie Rüstzeiten. Wenn Biegeprozesse 60% Ihrer Durchlaufzeit ausmachen, erweitern Sie die Biegekapazität. Wenn sich der Rückstau bei der Lochbearbeitung oder der Formgebung staut, investieren Sie in Stanzkapazität. Die falsche Maschine zu wählen verbessert nicht nur den Durchsatz nicht – sie kann die Lieferleistung sogar verschlechtern, weil sie die falsche Produktionsstufe beschleunigt.
Die Debatte über “Löcher gegen Biegungen” handelt nicht davon, welcher Metallbearbeitungsprozess überlegen ist – sondern davon, eine Kapazitätsbeschränkung richtig zu identifizieren und zu lösen. Die beste Maschine für Sie ist diejenige, die den heutigen Engpass beseitigt, während Sie vorausplanen für einen ausgewogenen Workflow, der schließlich beide Prozesse harmonisch betreibt.
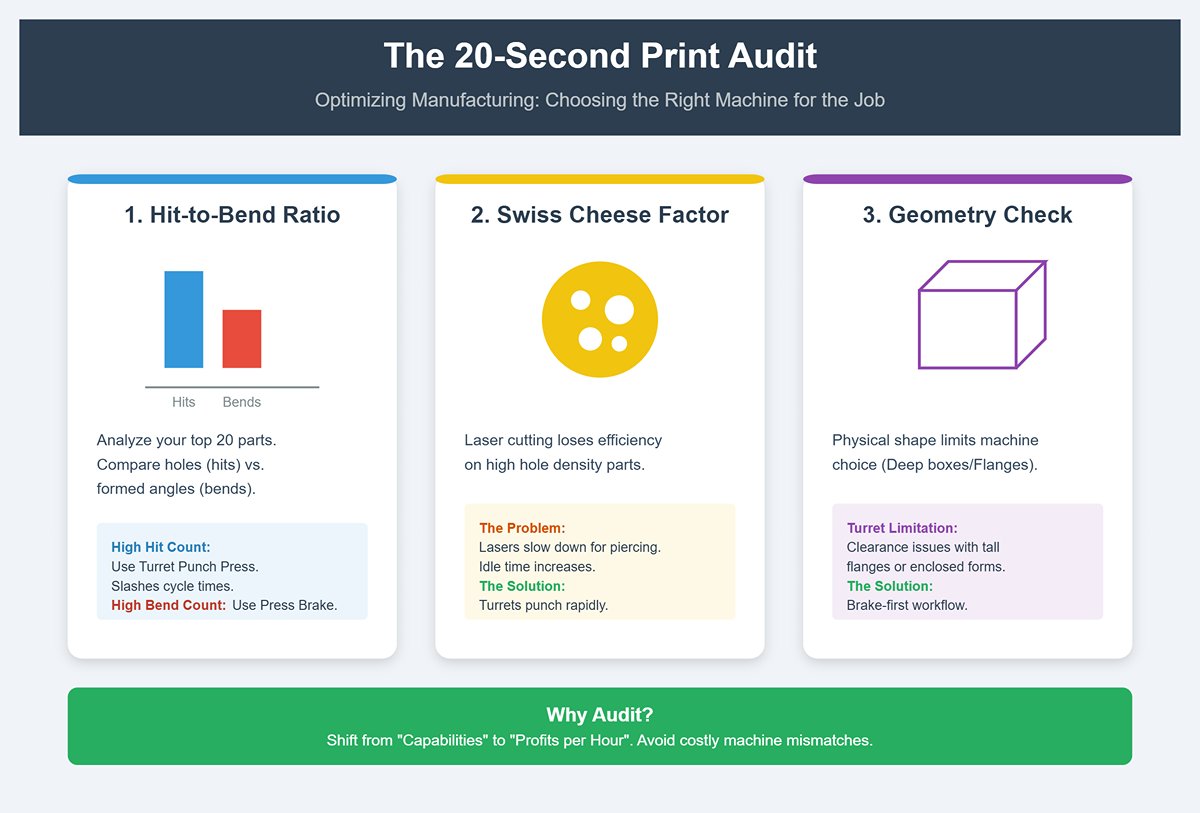
Beginnen Sie damit, Zeichnungen oder CAD-Dateien für die 20 Teile zu sammeln, die Sie am häufigsten produzieren – diese repräsentieren den Großteil Ihres Jahresvolumens. Sie sind nicht hier, um das Design zu bewundern, sondern um festzustellen, wie viel der Herstellung jedes Teils auf Bohrungen und Ausschnitte im Vergleich zu Biegungen. entfällt. Praktisch gesehen zählen Sie die Merkmale: Reihen von gestanzten Löchern, Ausbrüche, Lüftungsschlitze und flache Formungen zählen alle als “Hits”, während jeder geformte Winkel als “Biegung” gilt. Eine hohe Trefferzahl im Verhältnis zu den Biegungen deutet darauf hin, dass eine Revolverstanzmaschine oder eine Stanz-/Laser-Kombination die Zykluszeiten drastisch verkürzen könnte. Eine Abkantpresse wird zum Star, wenn die Anzahl der Biegungen hoch ist, die Winkel variieren und die Formgenauigkeit die Geschwindigkeit bestimmt.
Das Hit-zu-Biegung-Verhältnis kann überraschend aufschlussreich sein. Wenn 70–80 % der Bearbeitungszeit für Lochherstellung und Ausschnitte aufgewendet werden, bedeutet ein Bremsen-zuerst-Workflow in der Regel, dass Sie Gewinn verschenken. Umgekehrt, wenn die meiste Zeit von komplexem Formen dominiert wird, spielt der Geschwindigkeitsvorteil einer Revolverstanzmaschine keine Rolle – Sie warten trotzdem auf die Biegungen. Dieser schnelle Bewertungsansatz bietet eine klare, mühelose Diagnose, bevor Sie überhaupt auf vollständige Produktionsdaten zugreifen.
Obwohl Laserschneiden oft die erste Wahl für Konturen und Locharbeiten ist, können sich die wirtschaftlichen Vorteile schnell verschieben, wenn Ihr Teil beginnt, wie Schweizer Käse auszusehen. Jeder Einstich und jede Kontur bringt zusätzliche Bewegungen, Leerlaufzeiten und manchmal zusätzliche Schritte zur Wärmebehandlung mit sich. Bei Teilen mit Dutzenden oder sogar Hunderten kleiner Löcher kann der Laser besonders bei dickeren Blechen, bei denen die Einstichzeiten deutlich steigen, auf ein Schneckentempo verlangsamen. Im Gegensatz dazu glänzt eine Revolverstanzmaschine in solchen Szenarien, indem sie Löcher in schneller Folge produziert und oft sekundäre Formoperationen inline integriert. Das Ergebnis sind messbare Zeitersparnisse bei jedem Rohteil – multipliziert auf Stunden oder Tage bei großen Serien.
Der Schweizer-Käse-Faktor lässt sich auf die Perforationsdichte zurückführen. Sobald ein Flachmuster eine bestimmte Loch-zu-Fläche-Schwelle überschreitet, verschwindet der Vorteil des Lasers in kontinuierlicher Bewegung. Revolverstanzen bewältigen lochintensive Layouts mit unkomplizierter mechanischer Präzision: Werkzeug einstellen, stanzen, zurückziehen, wiederholen. Wenn Ihr schnelles Audit mehrere Teile mit hoher Lochdichte offenbart, ist das ein starkes Signal, Laser- oder Abkantpressenschritte nicht als Hauptoperation für diese Aufträge zu wählen. Die richtige Revolverstanz-Einrichtung kann mehrstündige Arbeitsabläufe in Prozesse verwandeln, die in Minuten gemessen werden.
Eine Stanzmaschine ist keine Allzwecklösung – bestimmte Formen liegen einfach außerhalb ihrer Reichweite. Tiefe Boxen, geschlossene Formen und hohe Rückflansche verursachen physische Freiraumprobleme, die selbst fortschrittliche Revolverkonstruktionen nicht überwinden können. Große Flansche können die Werkzeugbewegung behindern oder das Entfernen des Teils vollständig verhindern. Teile, die aufeinanderfolgende Biegungen erfordern, um enge, geschlossene Räume zu formen, benötigen zudem die Präzision und Anpassungsfähigkeit einer Abkantpresse. Außerdem können hohe Flansche die Stanzreihenfolge komplizieren, was manchmal zusätzliche Handhabung oder Sekundäroperationen erfordert, die jeden Geschwindigkeitsvorteil zunichtemachen.
Markieren Sie während Ihres Teileaudits alle Teile mit Geometrien, die die Standard-Freiraumgrenzen einer Revolverstanzmaschine überschreiten oder während der Bewegung zu Werkzeugkollisionen führen könnten. Diese erfordern fast immer einen Bremsen-zuerst-Workflow. Berücksichtigen Sie auch die Kombination aus Materialstärke und Geometrie – dickeres Material erhöht den Formkraftbedarf und überschreitet in Kombination mit tiefen Formen deutlich die Fähigkeiten einer Revolverstanzmaschine. Der Versuch solcher Arbeiten könnte Werkzeuge beschädigen oder die Genauigkeit beeinträchtigen.
Das 20-Sekunden-Druck-Audit zielt nicht auf punktgenaue Genauigkeit ab – es ist ein schnelles Screening-Tool, das verhindern soll, dass Sie Teile von Anfang an durch den falschen Hauptprozess schicken. Ein hohes Hit-zu-Biegung-Verhältnis deutet oft auf eine höhere Formeffizienz durch eine Revolverstanzmaschine oder eine Stanz-/Laser-Kombination hin, während ein biegungsdominiertes Teil die Präzision einer Abkantpresse erfordert. Dichte Lochmuster in dünnem Material eignen sich in der Regel besser für mechanisches Stanzen als für Laserschneiden, während tiefe, komplexe Formen grundsätzlich Bremsarbeiten erfordern.
Durch schnelles Scannen und Bewerten Ihrer wichtigsten Teile vermeiden Sie den kostspieligen Fehler, in den falschen Maschinentyp für den tatsächlichen Produktionsmix zu investieren. Dies verschiebt die Diskussion von allgemeinen “Fähigkeiten” zu konkreten “Gewinn-pro-Stunde”-Werten. Sobald Sie klar erklären können, warum ein bestimmtes Teil auf einem Weg statt auf einem anderen bearbeitet werden sollte, treffen Sie bereits eine schärfere, besser informierte Investitionsentscheidung – ohne einen einzigen Produktionszyklus durchführen zu müssen.
Bestimmte Teile funktionieren am besten, wenn die Abkantpresse als sekundäre und nicht als primäre Bearbeitung eingesetzt wird. Durch die Nutzung der Fähigkeit der Revolverstanzmaschine, flache Formen, Versätze und funktionale Merkmale direkt im Flachteil zu erzeugen, kann die Biegephase auf einen einzigen schnellen Schritt reduziert – oder sogar ganz eliminiert – werden. Anwendungen wie Elektrogehäuse, HVAC-Paneele und OEM-Abdeckungen erfordern oft Scharnierversätze, Rastnasen oder Versteifungsrippen, die Mehrfachbiegeprofile imitieren, ohne Biegezeit zu beanspruchen.
Ein häufiges Beispiel ist eine Mehrfachbiegehalterung, die normalerweise drei Minuten Biegezeit pro Stück beansprucht. Für die Revolverproduktion neu konstruiert, werden Scharniere als Ausklink- und Formmerkmale erstellt, Ausrichtungshilfen im Flachteil geprägt, und nur ein einziger Flansch muss an der Abkantpresse gebogen werden. Dies reduziert die Biegezeit auf wenige Sekunden, verlagert die Bearbeitungslast nach oben und macht den Bediener der Abkantpresse zu einem fokussierten Spezialisten statt zu einem Produktionsengpass. Das Ergebnis: weniger Materialbewegungen, weniger Zwischenlagerung zwischen Abteilungen und deutlich höhere Möglichkeiten für unbeaufsichtigte, „Lights-out“-Läufe. Wenn die meiste Komplexität eines Teils bereits in der Flachphase gelöst wird, wird die Abkantpresse zu einem abschließenden Schritt – nicht zum Gewinnbringer – und ermöglicht es Managern, mehr Arbeit in automatisierte Arbeitsabläufe zu lenken.
Zu oft wird die Revolverstanzmaschine lediglich als “Lochstanzer” abgetan, obwohl sie in Wirklichkeit ein äußerst vielseitiges Produktionsmittel ist, das eine breite Palette funktionaler Merkmale liefern kann. Mit dem richtigen Werkzeug und Materialstärkenbereich kann sie Lüftungsschlitze, geprägte Pads, extrudierte Löcher und andere komplexe Formen in wenigen Sekunden herstellen – Aufgaben, die sonst separate Arbeitsschritte oder spezielle, komplexe Abkantwerkzeuge erfordern würden.
Lüftungsschlitze verdeutlichen dies perfekt. In Branchen wie HVAC, Telekommunikation und elektrischen Steuerungspaneelen treten diese Merkmale oft in dichter Anordnung auf, und jedes auf dem Revolver erzeugte Element eliminiert den mehrstufigen Prozess des Schneidens, Einrichtens einer Abkantpresse mit Schwanenhalswerkzeug und mehrfachem Stanzen. Prägungen und Münzformen können die Steifigkeit erhöhen, als Abstandshalter für Leiterplatteninstallationen dienen oder als Markenprägungen fungieren – alles integriert in ein einziges Revolverprogramm, ohne dass eine zweite Presse erforderlich ist. Selbst Senkungen und die Vorbereitung für Gewindebohrungen können direkt auf dem Revolver mit Extrudier- und Münzwerkzeugen erreicht werden, wodurch nachgelagertes Bohren und Senken vollständig entfällt.
Aus Sicht der Fertigungseffizienz eliminiert die Erstellung von Merkmalen in der Flachphase variable Arbeitsstunden und reduziert die Abhängigkeit von knappen, hochqualifizierten Rüstfachkräften. Sie minimiert auch das Potenzial für Maßabweichungen, wenn Teile mehrere Arbeitsstationen durchlaufen. Für Komponenten mit zahlreichen Lüftungsschlitzen, wiederholten Prägungsmustern oder herausstehenden Löchern ist die Beibehaltung eines Laser–Abkant-Workflows eine Fehlanpassung von Prozess und Problem. Ein revolverorientierter Ansatz rationalisiert die Produktion, reduziert Handhabungsschritte und beschleunigt die Kapitalrendite.
Die Vorteile des Revolvers werden entscheidend, sobald Teilevolumen und Merkmalsdichte einen kritischen Punkt erreichen. Während kundenspezifische Stanz- und Formwerkzeuge anfängliche Konstruktions- und Fertigungskosten verursachen, werden diese Investitionen im Vergleich zur freigesetzten Leistung vernachlässigbar. Bei Standardwerkzeugen – wie Standardlüftungsschlitzen, Prägeprofilen und Senkstanzern – kann sich die Investition innerhalb weniger hundert Teile pro Jahr amortisieren, wenn jedes Teil eine dichte Merkmalsanordnung aufweist. Die Wirtschaftlichkeit verbessert sich erheblich, wenn mehrere Artikelnummern dieselben Merkmale teilen, sodass Werkzeugkosten und Rüstkompetenz auf ganze Produktlinien verteilt werden können.
Bei kundenspezifischen Hartwerkzeugen kann die Gewinnschwelle überraschend niedrig sein. Betrachten wir ein spezielles Prägewerkzeug im Wert von $4,000, das nur 20 Sekunden der Produktionszeit pro Teil bei einer Jahresproduktion von 20.000 Stück einspart – diese Investition amortisiert sich innerhalb des ersten Jahres mehrfach. In Umgebungen mit hoher Stückzahl und wiederholter Produktion verschwinden die amortisierten Werkzeugkosten schnell in der Bedeutungslosigkeit, während die Gewinne bei Produktionsgeschwindigkeit und Kapazitätsauslastung zu den primären Gewinnfaktoren werden. Käufer sollten ihre Denkweise dahingehend ändern, ob solche Werkzeuge über Jahre hinweg eingesetzt oder zwischen mehreren Artikelnummern geteilt werden. Wenn die Antwort ja lautet, hört Hartwerkzeug auf, eine Kostenbelastung zu sein, und wird stattdessen zu einem entscheidenden Faktor für wettbewerbsfähige Zykluszeiten.
Traditionelle Debatten zwischen Stanzmaschinen und Abkantpressen konzentrieren sich oft auf Geschwindigkeitsdiagramme – Hübe pro Minute versus Biegungen pro Stunde – doch dieser Vergleich verfehlt einen entscheidenden strategischen Vorteil. Die eigentliche Chance liegt nicht im isolierten Vergleich der Maschinengeschwindigkeiten, sondern darin, wie viel Arbeit an der Abkantpresse der Revolver vollständig aus dem Prozess entfernen kann. Tauschen Sie einen gebogenen Flansch gegen eine geformte Rippe oder ersetzen Sie eine geschweißte Lasche durch eine gepresste, und Sie verwandeln die Rolle der Abkantpresse von unverzichtbar zu optional. In diesen Fällen wird die Stanzmaschine zum strukturellen Mittelpunkt des Workflows und integriert mehrere wertschöpfende Schritte in einen einzigen programmierbaren Vorgang. Für Käufer, die unter Druck stehen, den Durchsatz zu steigern, ohne die Belegschaft zu vergrößern oder stark auf spezialisiertes Personal zu setzen, ist dieser Wandel nicht nur vorteilhaft – er ist bahnbrechend.
| Abschnitt | Wichtige Punkte |
|---|---|
| Der “Done-in-One”-Ansatz: Nutzung des Revolvers zur Eliminierung nachgelagerter Biegeschritte | – Abkantpresse als sekundäre Bearbeitung; Revolver erzeugt flache Formen, Versätze und Merkmale im Flachteil. – Anwendungen: Elektrogehäuse, HVAC-Paneele, OEM-Abdeckungen mit Scharnierversätzen, Rastnasen, Versteifungsrippen. – Beispiel: Mehrfachbiegehalterung von 3 Minuten Biegezeit auf Sekunden reduziert durch Revolver-Ausklink- und Formscharnier sowie geprägte Ausrichtungshilfen. – Vorteile: reduzierte Biegezeit, weniger Materialbewegungen, weniger Zwischenlagerung, Möglichkeit für unbeaufsichtigte Läufe. – Abkantpresse wird zum abschließenden Schritt, ermöglicht mehr automatisierte Arbeitsabläufe. |
| Funktionale Merkmale im Flachteil: Erreichen von Lüftungsschlitzen, Prägungen und Senkungen ohne zusätzliche Rüstvorgänge | – Revolverstanzmaschine kann Lüftungsschlitze, geprägte Pads, extrudierte Löcher und andere komplexe Formen herstellen. – Lüftungsschlitze: eliminieren mehrstufige Abkanteinrichtung; üblich in HVAC, Telekommunikation, elektrischen Paneelen. – Prägungen: erhöhen Steifigkeit, dienen als Abstandshalter, Markenprägungen; alles integriert ins Revolverprogramm. – Senkungen/Gewindelochvorbereitung mittels Extrusions- und Prägewerkzeug eliminiert das Bohren. – Vorteile: reduzierte Arbeitsstunden, geringere Abhängigkeit von qualifiziertem Rüsten, minimale Maßabweichungen. – Turret-orientierter Workflow strafft die Produktion und beschleunigt den ROI. |
| Die Volumenschwelle: Wenn Kosten für Hartwerkzeuge angesichts von Geschwindigkeitsgewinnen verblassen | – Der Vorteil des Turrets wächst bei hohen Stückzahlen und dichter Merkmalsanordnung. – Standardwerkzeuge amortisieren sich innerhalb von Hunderten Teilen/Jahr bei dichter Anordnung. – Mehrere SKUs mit gemeinsamen Merkmalen verteilen die Werkzeugkosten. – Beispiel: $4.000 Prägewerkzeug spart 20 Sekunden pro Teil, 20.000 Einheiten/Jahr = ROI in weniger als einem Jahr. – In Umgebungen mit hohem Volumen werden Werkzeugkosten vernachlässigbar, Geschwindigkeit und Kapazität sind die Haupttreiber. – Werkzeugnutzung über Jahre und über verschiedene SKUs hinweg bewerten. |
| Der versteckte Vorteil: Was der Revolver aus der Arbeitslast der Abkantpresse entfernen kann | – Strategischer Wert beim Entfernen von Bremsarbeiten, nicht nur Geschwindigkeitsvergleich. – Ersetze gebogene Flansche durch geformte Rippen; tausche geschweißte Laschen gegen gepresste Laschen. – Der Turret wird zum strukturellen Mittelpunkt, konsolidiert Schritte in einem Arbeitsgang. – Steigere den Durchsatz, ohne die Belegschaft zu vergrößern oder auf spezialisiertes Personal angewiesen zu sein. – Verwandle die Abkantpresse von einer Notwendigkeit zu einer Option im Workflow. |
In Betrieben mit einem breiten Produktspektrum, aber kleinen Losgrößen, verdeckt die beeindruckende Stundenleistung der Revolverstanzpresse einen erheblichen Nachteil: die Komplexität der Einrichtung. Jedes neue Teil erfordert oft ein eigenes Programm, eine maßgeschneiderte Werkzeugkonfiguration und eine sorgfältige Ablaufplanung, um Werkzeugkollisionen zu vermeiden. Der Werkzeugwechsel an einem Turret ist weder schnell noch günstig, da spezielle Matrizen beträchtliche Zeit und Ressourcen für Konstruktion, Fertigung und Integration erfordern. Wenn diese Aufwände nicht auf Hunderte oder Tausende Teile umgelegt werden können, steigen die Stückkosten schnell und schmälern die Rentabilität.
Abkantpressen – insbesondere moderne CNC-Modelle – beseitigen diese Probleme weitgehend. Ein Standardsatz von Stempeln und Matrizen deckt eine breite Palette von Biegeprofilen ab, und der Wechsel zwischen Aufträgen erfordert oft nur einen schnellen Werkzeugtausch und eine Backgauge-Anpassung. Werkzeuge sind erschwinglich, schnell zu beschaffen und einfach zu ersetzen, was kurze Produktionsläufe kosteneffektiv macht. In einer Umgebung mit hoher Variantenvielfalt steigert dieser unkomplizierte Workflow direkt die Produktivität: Während jeder Biegevorgang an der Presse länger dauern kann als ein Turret-Schlag, ist die Zeit vom “erstes Teil fertig” bis “letztes Teil versendet” oft kürzer.
Programmieranforderungen verdeutlichen den Unterschied noch stärker. Die Erstellung eines Turret-Programms bedeutet, jeden einzelnen Schlag, jeden Werkzeugwechsel zu spezifizieren und die Blechbewegung fein abzustimmen, um Ineffizienzen zu vermeiden. Viele Werkstätten verlassen sich letztlich auf ein oder zwei hochspezialisierte Bediener – ein klares Planungsrisiko. CNC-Abkantpressen hingegen integrieren Winkelberechnungen, Biegefolgen und visuelle Anleitungen direkt in die Maschinensteuerung. Dies ermöglicht es einem angemessen geschulten Bediener, mit nur minimaler zusätzlicher Schulung zwischen Aufträgen zu wechseln. Für eine Werkstatt, die mehrere kleine Aufträge an einem Tag bearbeitet, stellt diese Flexibilität sicher, dass die Abkantpresse im Zentrum der Produktion bleibt.
Eine schnelle Entscheidungshilfe ist die Analyse Ihrer letzten zwanzig Projekte. Wenn die meisten mit Ihrem aktuellen Abkantpressen-Werkzeug und minimalen Programmieränderungen abgeschlossen werden könnten, dann ist die Abkantpresse die Maschine, die den profitablen Workflow antreibt – auch wenn der Turret auf dem Papier eine schnellere Hubrate aufweist.
Revolverstanzpressen sind besonders geeignet für Anwendungen mit dünnen Blechen – in der Regel unter 3 mm – bei denen der Werkzeugverschleiß vorhersehbar ist, Stanzreste leicht ausgeworfen werden und der Kraftbedarf überschaubar bleibt. Geht man zu dickeren Materialien über, verschwinden diese Vorteile zunehmend. Erhöhter Kraftaufwand beschleunigt den Kantenverschleiß, wodurch Stempel aufpilzen und Matrizen ausbrechen können. Das Abstreifen wird schwieriger, was das Risiko von Restmaterialrückzug und Aufschweißungen erhöht. Vibrationsbedingte Fehlstellungen können Grate und Ausschuss verursachen, und der Geräuschpegel steigt mit jedem Schlag dramatisch an.
Diese Probleme sind nicht nur Produktionsverzögerungen – sie treiben die Kosten in die Höhe. Werkzeuge müssen häufiger ersetzt werden, Maschinenstillstände dauern länger, und die Qualitätskontrolle erfordert mehr Personal. Die Wirtschaftlichkeit kehrt sich um: Die Maschine, die man für schneller hielt, ist plötzlich diejenige, die ständig für Wartung und Fehlersuche stillsteht.
Abkantpressen – insbesondere moderne hydraulische und servoelektrische Modelle – sind für solche Szenarien ausgelegt. Sie liefern über den gesamten Biegevorgang hinweg konstant die volle Presskraft, vermeiden lokale Belastungsspitzen und sorgen für einen gleichmäßigeren, weniger belastenden Prozess für Werkzeug und Maschinenstruktur. Beim Arbeiten mit 1/4″-, 3/8″-, 1/2″-Platten oder anderen starken Blechdicken umgeht das Biegen den hohen Schlagimpuls und den beschleunigten Verschleiß, der beim Stanzen auftritt. Das Ergebnis sind längere Werkzeuglebensdauer, größere Intervalle zwischen Wartungen und mehr Zeit für produktive Arbeit statt für die Behebung von Geräteausfällen. In vielen Schwerfertigungsbetrieben ist diese Robustheit der Grund, warum die Abkantpresse – und nicht die Revolverstanzpresse – das Rückgrat der Produktion bildet.
Während Revolverstanzpressen begrenzte Umformmöglichkeiten bieten – wie Prägen, Bördeln und Lüftungsschlitze – sind sie von Natur aus zweidimensionale Werkzeuge, die Merkmale durch wiederholte Schläge auf flache Bleche erzeugen. Mit zunehmender Komplexität der Bauteile, insbesondere bei mehreren Ebenen oder zusammengesetzten Biegungen, werden ihre Grenzen deutlich. Mehrstufiges Umformen in einer Revolverpresse erfordert komplexe Werkzeuge, sorgfältige Abfolgeplanung und akkurate Einrichtung, was bei komplexen Teilen oft zu abnehmender Genauigkeit führt.
Abkantpressen formen komplexe Geometrien, indem sie das Material kontrolliert verformen, statt auf Schlagkraft zu setzen. Mit mehrachsigen Hinteranschlägen und Bombiersystemen ausgestattet, können sie aufeinanderfolgende Biegungen mit herausragender Präzision ausführen – selbst bei komplizierten Profilen. Erfahrene Bediener kombinieren taktile Rückmeldung, visuelle Hinweise und CNC-Programmierung, um Rückfederung, kumulative Biegetoleranzen und mögliche Kollisionen zwischen Biegungen zu steuern. Wo das Stanzen bei nichtlinearen Umformpfaden an seine Grenzen stößt, baut die Abkantpresse mit ihrem schrittweisen Ansatz jede Biegung zu einem makellosen Endprodukt auf.
Für Teile, die funktionale Anforderungen mit ästhetischem Anspruch verbinden – wie architektonische Verkleidungen, Präzisionshalterungen oder robuste Gehäuse – ist die Fähigkeit einer Abkantpresse, gleichmäßige Winkel und präzise Biegeausrichtung zu halten, unverzichtbar. In solchen Fällen wird ihre Flexibilität durch erfahrene Bediener verstärkt, die die Abfolge anpassen und Werkzeuge auswählen können, um strenge Spezifikationen zu erfüllen, ohne auf teure Sonderlösungen zurückgreifen zu müssen.
Die vorherrschende Annahme ist, dass die schnellste Maschine die Führungsrolle in der Produktion übernehmen sollte. In der Praxis kann Geschwindigkeit allein jedoch irreführend sein – insbesondere, wenn sie von sich wiederholender, unveränderlicher Arbeit abhängt. In Umgebungen mit hohem Auftragsmix, dicken Materialien oder komplexen Bauteilen übertrifft die Abkantpresse oft die Stanzpresse, wenn es darum geht, gleichmäßige, zuverlässige und profitable Ergebnisse zu liefern. Geringere Rüstzeiten, robuste Leistung bei starkem Material und präzise Kontrolle über komplexe dreidimensionale Formen machen die Abkantpresse zum wahren Rückgrat des Betriebs. Während die Revolverstanzpresse weiterhin strategischen Wert hat – insbesondere bei langen, einheitlichen Serien – sorgt die Abkantpresse für konstanten Durchsatz, schützt Margen und hält Liefertermine ein.
Die Einführung leistungsstarker Faserlaser mit extrem schnellen Schneidköpfen hat die Blechbearbeitungsindustrie grundlegend verändert. Jahrelang waren Revolverstanzpressen die erste Wahl zur Herstellung flacher Zuschnitte – besonders für Teile mit sich wiederholenden Löchern, Schlitzen oder Mustern – da sie mehrere Perforationen pro Hub stanzen konnten. Heute hat dieser Vorteil bei vielen Teiltypen durch moderne Faserlaser stark abgenommen. Zwar kann eine Stanzpresse bei dichten, gleichmäßigen Lochfeldern immer noch schneller sein als ein Laser, doch haben Laser die durch physische Werkzeuge auferlegten Designbeschränkungen beseitigt: keine festen Stempeldurchmesser, keine zeitaufwendigen Indexwechsel und keine zwingenden “Stege” oder Randbereiche zur Stabilisierung des Blechs.
Eine der bedeutendsten, oft übersehenen Veränderungen betrifft die Materialausnutzung. Indem Laser Profile ohne Stege oder Randbereiche schneiden, verwandeln sie mehr vom Rohblech in verkaufsfähige Teile. Bei hochwertigen Legierungen oder dünnem Material kann allein die gesteigerte Ausbeute die höhere Anfangsinvestition rechtfertigen. Die überlegene Schnittqualität verstärkt den Vorteil – lasergeschnittene Teile sind glatt und gratfrei, wodurch das Entgraten oder zusätzliche Finish-Schritte, die bei gestanzten Teilen oft nötig sind, entfallen. Dank minimaler thermischer Verformung durch die geringe Wärmeeinflusszone des Lasers haben diese Vorteile die Rolle der Stanzpresse eingegrenzt und sie hauptsächlich auf die Massenproduktion mit wiederkehrender Geometrie beschränkt, wo ihre spezifischen Stärken weiterhin gelten.
Für viele Fertiger ist der härteste Konkurrent der Stanzpresse nicht ein alleinstehender Laser – sondern ein Laser in Kombination mit einer CNC-Abkantpresse. Dieses leistungsstarke Duo ermöglicht es einem Lohnfertiger, nahezu jedes flache Profil zu laserschneiden, Teile dicht zu verschachteln, um die Materialausnutzung zu maximieren, und anschließend direkt komplexe Biegungen, Bördelungen oder Kastenformen auf der Abkantpresse zu fertigen. Indem es die Abhängigkeit von Stanzwerkzeugen für Konturen eliminiert und Geometrien bearbeitet, die außerhalb der Möglichkeiten einer Stanzpresse liegen, erweitert dieser Arbeitsablauf die Produktionsmöglichkeiten erheblich.
Diese Kombination verändert auch die Investitionsrechnung. Der Kauf sowohl eines Lasers als auch einer Abkantpresse gibt einem Betrieb die Möglichkeit, Engpässe sowohl beim Schneiden als auch beim Biegen zu beseitigen und ein breiteres Aufgabenspektrum zu übernehmen – von kunstvollen Architekturplatten bis zu komplett montierten Gehäusen – ohne umfangreiche Werkzeugbestände oder spezielle Programmierkenntnisse für die Stanzpresse. In Branchen mit kurzen Serien und schnell wechselnden Designs kann die Vielseitigkeit und Reaktionsfähigkeit dieser Kombination den Geschwindigkeitsvorteil der Stanzpresse bei gleichmäßiger Massenproduktion übertreffen. Tatsächlich konkurriert das “Laser + Abkantpresse”-Duo nicht nur – es verändert oft die Spielregeln und zieht Kunden an, die niemals einen stanzbasierten Prozess in Betracht ziehen würden.
Die Stärken einer Stanzpresse liegen weit weniger im Konturschneiden von Blech als in der Fähigkeit, geformte Merkmale direkt zu integrieren, während das Blech flach bleibt. Vorgänge wie Lüftungsschlitze, Prägungen, Senkungen, Ausbrüche und Gewindebohrungen können in der Presse abgeschlossen werden – oft im selben Zyklus, in dem der Zuschnitt geschnitten wird. Diese Konsolidierung kann ganze nachgelagerte Arbeitsschritte eliminieren und die Durchlaufzeiten und den Arbeitsaufwand in der Hochdurchsatzproduktion drastisch reduzieren. Laser hingegen sind auf das Schneiden beschränkt – sie können mechanisch weder formen noch Gewinde schneiden, ohne separate Geräte.
Auch die Materialeigenschaften spielen eine Rolle. Während bestimmte Faserlaser unter optimalen Bedingungen Platten bis zu einer Dicke von einem Zoll schneiden können, kann das Stanzen dickerer Bleche – insbesondere in kleineren Serien – effizienter sein, wenn das Design eine hochkraftige Umformung erfordert. Der mechanische Prozess der Stanzpresse umgeht thermische Einschränkungen und liefert gleichmäßige Kanten. Bei sich wiederholenden, hochvolumigen Teilen mit minimalen Designänderungen kann sich die Anfangsinvestition in Werkzeuge für eine Stanzpresse auszahlen und die Stückkosten deutlich unter die des Laserschneidens senken.
Letztlich geht es nicht einfach darum, welche Maschine schneller schneidet – sondern darum, genau zu bestimmen, wo Ihre Produktionsengpässe tatsächlich liegen. Wenn Ihre Einschränkungen aus komplexem Konturschneiden resultieren, kann ein moderner Laser (alleinstehend oder in Kombination mit einer Abkantpresse) Ihre Möglichkeiten erweitern. Wenn die Verlangsamung jedoch beim Hinzufügen geformter Details vor dem Biegen auftritt, kann eine Stanzpresse die Abläufe straffen und einen klaren Vorteil bieten. Diese Erkenntnis verlagert den Fokus weg von reiner Schneidgeschwindigkeit hin zu den gesamten Fertigungsökonomien und der Optimierung des Arbeitsablaufs – genau dort wird die Rentabilität wirklich entwickelt.
Eine CNC-Revolverstanze wird in erster Linie durch ihre Software gesteuert. Sobald der Postprozessor und die Werkzeugbibliothek richtig eingerichtet sind, kann ein einziger erfahrener CAD/CAM-Programmierer Programme für mehrere Maschinen erstellen. Dies bündelt das Fachwissen in einer Schlüsselrolle und ermöglicht es mittelqualifizierten Bedienern, Teile einfach zu laden, zu bearbeiten und zu entladen, ohne die nuancierten, praktischen Entscheidungen treffen zu müssen, die das Biegen oft erfordert. In der Serienfertigung oder bei wiederkehrender Produktion trägt diese Konsistenz dazu bei, die Arbeitskosten vorhersehbar und unter Kontrolle zu halten.
Die Abkantpresse hingegen ist nach wie vor in taktilem Fachwissen und Werkstattintuition verankert. Bediener müssen Matrizenöffnungen passend zur Materialstärke wählen, den Rückfederungseffekt berücksichtigen, Biegenreihenfolgen planen, um Kollisionen zu vermeiden, die Bombierung anpassen und Winkel direkt vor Ort feinjustieren. Diese subtilen, oft nicht dokumentierten Entscheidungen beruhen auf jahrelanger Erfahrung und entziehen sich einer formalen Standardisierung. Der Verlust eines erfahrenen Abkantpressenbedieners kann den Durchsatz drastisch verringern – insbesondere in der Fertigung mit hoher Variantenvielfalt, bei der jedes Teil eine neue Herausforderung darstellt.
Aus Sicht der Rentabilität ist dieser Unterschied entscheidend. Das Fachwissen beim Revolverstanzen konzentriert sich auf Einrichtung und Programmierung – einmal optimiert, ist es relativ unabhängig davon, wer die Maschine bedient. Die Arbeit an der Abkantpresse erfordert kontinuierlichen Einsatz von Fähigkeiten, Schicht für Schicht, bei jeder neuen Geometrie. Die Ausbildung oder der Ersatz eines wirklich qualifizierten Abkantpressenbedieners ist ein jahrelanger Prozess, wodurch diese Fähigkeitslücke zu einer versteckten, langfristigen Kostenposition wird, die in wenigen Angeboten berücksichtigt wird.
Revolverwerkzeuge verschleißen im wahrsten Sinne des Wortes. Hochvolumige Aufträge – wie Lochbleche oder Bauteile mit dichter Lochanordnung – können in kurzer Zeit Hunderttausende von Hüben auf einer einzigen Stanzstation erzeugen. Wenn die Schneiden stumpf werden, entstehen Grate, der Kraftbedarf steigt, der Geräuschpegel nimmt zu und schließlich versagen die Werkzeuge vollständig. Dies erfordert entweder das Auslagern des Schärfens, Investitionen in eine eigene Schleifkapazität oder die Akzeptanz von geringerer Qualität und höheren Ausschussraten. Keine dieser Realitäten erscheint in den Angeboten für Investitionsgüter, doch jede kann die Gewinnmargen schnell schmälern.
Abkantwerkzeuge verschleißen langsamer und auf subtilere Weise. Bei richtiger Anwendung können hochwertige Luftbiegewerkzeuge jahrelang dienen, wobei sich der Verschleiß in leichten Winkelabweichungen, ungleichen Schenkellängen oder kleinen optischen Kratzern zeigt, anstatt in einem Totalausfall. Die Kosten für die Pflege der Werkzeuge in einem oberflächenfreundlichen Zustand werden jedoch oft unterschätzt. Regelmäßiges Reinigen, Entgraten und Polieren, um Kratzer auf hochwertigen Oberflächen zu vermeiden, kann überraschend viel Zeit beanspruchen – Zeit, die selten in den Produktionskalkulationen berücksichtigt wird.
Die eigentliche Falle liegt in der Prozessüberwachung. Ohne einen disziplinierten Wartungsplan für Werkzeuge wird der Revolver zu einem kleinen logistischen Unternehmen – mit der Erfassung von Hubzahlen, der Planung von Schärfungen, dem Management von Durchlaufzeiten und der erneuten Validierung der Werkzeuge nach der Wartung. Ebenso führt eine Abkantpresse, die für jeden Auftrag nur eine universelle Matrize verwendet, zu Ineffizienzen durch zusätzliche Einrichtungsschritte, Korrekturbiegungen und Oberflächen-Nacharbeit. Werkstätten, die frühzeitig in spezielle, geometriebezogene Abkantwerkzeuge investieren, scheinen zunächst mehr auszugeben, erzielen jedoch langfristig schnellere Umrüstungen, weniger Ausschuss und einen gleichmäßigeren Produktionsfluss.
Stanzvorgänge erzeugen immer ein Skelett – das Netz aus übrig gebliebenem Metall rund um die fertigen Teile. Ineffiziente Verschachtelung, übermäßige Werkzeugwechsel oder das Ignorieren von Techniken wie dem Gemeinschnittstanzen können den Anteil des Skelettabfalls erhöhen. Bei teuren Materialien wie Edelstahl oder Aluminium kann selbst ein kleiner Anstieg von 3–5 % im Abfall über mehrere Aufträge hinweg unbemerkt die Rentabilität untergraben. Komplexe Verschachtelungen können zudem sperrige Inseln oder unhandliche Stege hinterlassen, die manuell entfernt werden müssen und zusätzliche, nicht eingeplante Arbeitszeit verursachen, die in den Zykluszeitschätzungen nicht enthalten ist.
Abkantpressen bringen eine andere Art von Materialrisiko mit sich. Biegezugaben – die genaue Menge an Material, die für jede Biegung benötigt wird – müssen präzise berechnet werden. Fehler bei den Zugaben oder falsche Anwendung von K-Faktoren können zu Zuschnitten führen, die Baugruppen mit falschen Maßen ergeben, was Ausschuss, ungeplantes Nachschneiden oder wiederholtes Biegen zur Folge hat. Um solche Probleme zu vermeiden, lassen viele Bediener an den Flanschkanten “vorsichtshalber” zusätzliches Material stehen, was den Materialverbrauch pro Teil über die Konstruktionsvorgaben hinaus stetig erhöht. Diese Vorsichtsgewohnheit wird selten dokumentiert, schleicht sich jedoch im Laufe der Zeit in nahezu jeden Produktionslauf ein.
Beide Methoden schmälern den Gewinn auf unterschiedliche Weise. Ineffizienzen beim Revolverstanzen sind konstant und summieren sich mit jeder Verschachtelung. Ineffizienzen bei der Abkantpresse treten oft beim Wechsel zu neuen Geometrien oder Materialien auf und äußern sich in verlängerten Anpassungen und nicht dokumentierter Nacharbeit. In beiden Fällen liegt der eigentliche Verlust nicht in dem, was auf der Zeichnung des Teils steht – sondern in dem, was am Ende als Restmaterial oder verschwendete Arbeitszeit übrig bleibt.
Hinterfragen Sie die festgefahrenen Annahmen, die Ihre Einrichtungsauswahl bestimmen. Bevor Sie in neue Ausrüstung investieren, führen Sie eine echte “Lebenszyklusprüfung” vergangener Aufträge durch – erfassen Sie nicht nur die kalkulierten Zykluszeiten und Materialausbeuten, sondern auch Verzögerungen durch Werkzeugschärfen, Bedieneranpassungen und Ausschuss durch Fehler bei Biegezugaben. Ordnen Sie diese Kosten direkt dem Prozess zu, der sie verursacht hat. Oft zeigt sich dabei, dass die Maschine, die zunächst günstiger erscheint, tatsächlich der teurere Weg ist, sobald langfristige Ineffizienzen berücksichtigt werden, während die teurere Option mit robusten Unterstützungssystemen langfristig stabilere Margen liefern kann.
Eine Maschine erwirtschaftet nur dann Umsatz, wenn sie aktiv Material bearbeitet – nicht, wenn sie auf Werkzeugwechsel oder Ausrichtungen wartet. Bei Arbeiten mit hoher Variantenvielfalt und geringen Stückzahlen kann selbst eine Abkantpresse mit moderner CNC-Steuerung und Präzisionswerkzeugen 50–70 % ihrer gesamten Zykluszeit mit Einrichtung verbringen: Werkzeuge einsetzen, Hinteranschläge einstellen und Probeläufe durchführen. Auch wenn Ihre Abkantpresse für eine Acht-Stunden-Schicht gebucht ist, könnte der Biegebalken tatsächlich nur die Hälfte dieser Zeit laufen.
Eine Revolverstanze verändert diese Dynamik. Mit 40–60 vorinstallierten Werkzeugen können Wiederholaufträge nahezu sofort in die Produktion gehen. Wenn die benötigten Werkzeuge bereits geladen sind, entfällt die Einrichtung für Wiederhol- oder ähnliche Teile praktisch vollständig. Über mehrere Aufträge hinweg wird dies bedeutend: Die Einrichtungszeit für eine Woche Revolverproduktion wird im Grunde einmal bezahlt, während eine Abkantpresse diese Zeit für jeden einzelnen Auftrag erneut investieren muss.
Rechnen Sie nach. Notieren Sie für jeden tatsächlich im letzten Monat ausgelieferten Auftrag sowohl die Einrichtungszeit als auch die Zykluszeit pro Teil für jede Maschine. Kombinieren Sie diese, um die Gesamtzeit pro Auftrag zu ermitteln, und teilen Sie dann die Bruttomarge des Auftrags durch diese Gesamtzeit, um den Gewinn pro Maschinenstunde zu berechnen. Stellen Sie Ihre Schätzungen auf die Probe – wenn Sie um 30 % danebenliegen, ändert sich dann der Spitzenreiter? Diese schnelle Berechnung zeigt, ob Ihre “beschäftigste” Maschine tatsächlich Ihr profitabelstes Kapital ist oder lediglich Ihr teuerster Engpass.
Die optimale Wahl ist nicht nur die schnellste – es ist diejenige, die Sie davon abhält, andere Werkstätten dafür zu bezahlen, Arbeiten zu erledigen, die Sie effizient unter Ihrem eigenen Dach ausführen könnten.
Eine Revolverstanzpresse kann ganze Kategorien ausgelagerter Aufgaben eliminieren. Eingebaute Funktionen wie Lüftungsschlitze, Versätze, Ausstanzungen, Senkungen und Prägungen können direkt in der Linie ausgeführt werden, wodurch zusätzliche Umformschritte entfallen. Spezialisierte Stanzwerkzeuge können komplexe Formen erzeugen – wie D‑Sub‑Ports, Scharnier‑Schlitze und Kartenführungen – die dafür sorgen, dass Komponenten ohne Umwege zu Subunternehmern auf die Endmontage zusteuern. Wenn Sie derzeit 30–40 % Ihrer gelochten oder funktionsreichen Paneele zur Bearbeitung auslagern, kann eine Revolverstanzpresse diese Einnahmen fast über Nacht zurückholen.
Eine Abkantpresse hingegen schützt Sie vor den anspruchsvollsten ausgelagerten Biegearbeiten – tiefen Kanälen, Arbeiten mit dicken Platten und präzisionskritischen Winkeln, die perfekt zusammenpassen müssen. Ohne eine solche Maschine landen Rohlinge, die per Laser oder Stanzpresse geschnitten wurden, oft auf einem LKW zu einer anderen Einrichtung, deren Bremsplan Sie möglicherweise ans Ende der Warteliste setzt. Das ist verlorene Zeit und Frachtkosten, die Sie vom Kunden nicht zurückbekommen.
Überprüfen Sie Ihre letzten zwanzig ausgelagerten Bestellungen und kategorisieren Sie sie nach Ursache: stanzabhängige Arbeiten, komplexe Biegungen oder eine Kombination aus beidem. Die beste Wahl ist die Maschine, die den größten Anteil dieser Aufträge eliminiert und damit Ihre größte Outsourcing‑Quelle stopft.
Ihr Auftragsrückstand zeigt, wo derzeit die Belastung liegt. Ihre Vertriebspipeline zeigt, wo der Druck in Zukunft steigen wird. Wenn die Prognosen für das nächste Jahr stark auf großvolumige, funktionsreiche Paneele ausgerichtet sind, könnte eine Erhöhung der Stanzkapazität – auch wenn dies etwas Stau an der Abkantpresse bedeutet – langfristig höhere Rentabilität bringen. Wenn sich die Kundennachfrage hingegen in Richtung dickeres Material und gehäuseartige Baugruppen verschiebt, werden Biegekapazität und Präzision den Komfort nahezu null zusätzlicher Stanzrüstungen überwiegen.
Der eigentliche Wendepunkt ist, ob die neue Maschine Engpässe an anderer Stelle im Produktionsfluss verringert oder verschärft. Die Installation einer Revolverstanzpresse ohne ausreichende vorgelagerte Laserkapazität bedeutet, dass ihre Vorteile ungenutzt bleiben. Ebenso verschiebt das Hinzufügen einer Abkantpresse ohne ausreichende nachgelagerte Schweiß- oder Endbearbeitungskapazität den Rückstand einfach weiter nach hinten.
Stellen Sie Ihre zehn wichtigsten Aufträge anhand von zwei Kriterien gegenüber: aktueller Gewinn pro Maschinenstunde und Potenzial, zukünftige Arbeiten im Haus zu behalten. Die Maschine, die in beiden Bereichen hoch rangiert, ist nicht nur ein Gerätekauf – sie ist ein strategischer Schritt, der Wochen an Outsourcing sowie die damit verbundenen Kosten und Verzögerungen eliminieren kann.
Sobald Sie die Rüstzeit als versteckten Profitverlust erkennen und genau festgestellt haben, welche ausgelagerten Fähigkeiten Sie am meisten kosten, geht es bei der Entscheidung nicht mehr um Markenprestige oder Anschaffungspreis. Die richtige Wahl ist die Maschine, die den höchsten Stundenlohn bei den Aufträgen liefert, die Sie bereits gewinnen – und gleichzeitig die größte Kategorie ausgelagerter Arbeiten eliminiert. Nachdem Sie diesen schnellen, fünfminütigen ROI‑Stresstest auf Ihre tatsächliche Arbeitslast angewendet haben, ist die “beste” Maschine keine Vermutung mehr, sondern der klare Gewinner, den Ihre eigenen Zahlen bereits identifiziert haben.


















