

La voie la plus rapide pour choisir le mauvais équipement est de demander : “ Lequel peut en faire plus ? ” Ce raccourci a attiré d’innombrables ateliers vers des décisions coûteuses qui ne tiennent pas leurs promesses. Le véritable problème ne concerne pas la liste des tâches que chaque machine peut peut effectuer — il s’agit d’identifier à quel stade de votre flux de production apparaîtra le premier goulot d’étranglement. Mal évaluer ce point fera s’effondrer vos calculs de ROI, peu importe à quel point les spécifications semblent impressionnantes.
Les presses à poinçonner et les presses plieuses répondent à des besoins de production fondamentalement différents. Une presse plieuse offre un rendement plus lent mais une polyvalence exceptionnelle — idéale pour produire de petites à moyennes séries avec une grande précision de pliage, s’adaptant à une large gamme de formes et changeant de travail rapidement avec des coûts d’outillage minimaux. Une presse à poinçonner inverse l’équation : un débit fulgurant sur des géométries répétitives, souvent en réalisant le poinçonnage de trous et les formes peu profondes en une seule opération, mais avec des coûts d’outillage élevés et une perte d’agilité lorsque la variété des pièces augmente.
Sur le papier, les presses à poinçonner dépassent systématiquement les presses plieuses en temps de cycle. Mais cet avantage ne tient que si votre volume de production, la fréquence de répétition et les géométries des pièces permettent un fonctionnement continu — idéalement avec un chargement automatisé des tôles et de longues périodes de fonctionnement sans surveillance. Dans une réalité à forte diversité, cependant, les réglages fréquents et les changements d’outils réduisent rapidement cette vitesse théorique.
Le véritable ROI vient de l’alignement du rythme naturel de fonctionnement d’une machine avec le rythme de vos besoins de production. Une supercar n’a aucune valeur si elle est coincée dans les embouteillages, et un outil multifonction est redondant si vous utilisez toujours la même embout de tournevis.
Dans de nombreux ateliers, le frein à la production n’est pas la machine avec le cycle le plus long — c’est l’étape du processus qui accumule la file d’attente la plus importante. Si les opérations de pliage sont toujours en retard, ajouter une capacité de poinçonnage plus rapide ne fera qu’augmenter ce goulot d’étranglement. À l’inverse, si les pièces plates s’accumulent constamment parce que le poinçonnage ne peut pas alimenter le flux de travail assez rapidement, investir dans une autre presse plieuse ne résoudra pas le problème.
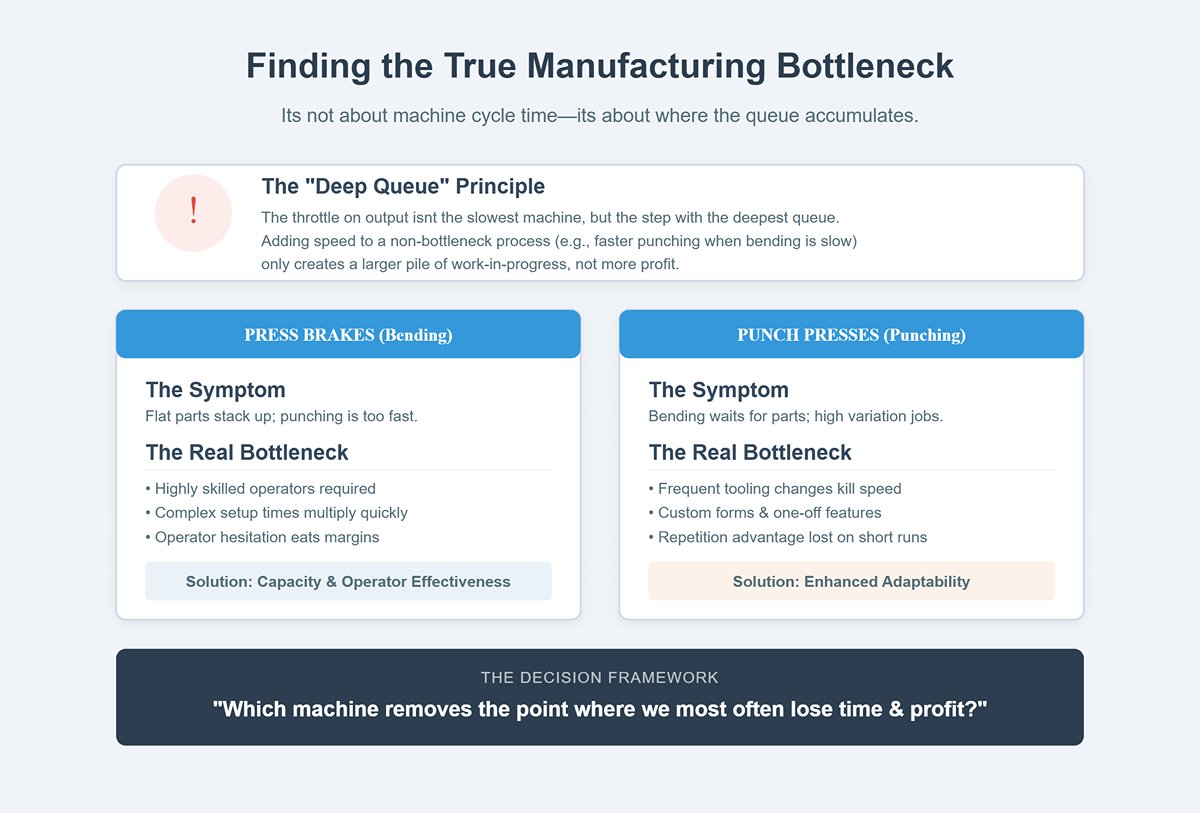
Les presses plieuses ont leur propre goulot d’étranglement : elles nécessitent des opérateurs hautement qualifiés, et la complexité des plis peut entraîner une multiplication rapide des temps de réglage. Dans les ateliers traitant de petites séries de pièces diverses, chaque minute supplémentaire passée en réglage — ou chaque moment d’hésitation de l’opérateur — grignote directement votre marge bénéficiaire. Dans ces cas, augmenter la vitesse de poinçonnage ne résoudra pas la limite de productivité sous-jacente ; ce qu’il faut, c’est une plus grande capacité de pliage et des améliorations de l’efficacité des opérateurs.
Les presses à poinçonner font face à une limitation complètement différente. Elles excellent lorsqu’elles répètent le même mouvement des centaines ou milliers de fois avec très peu de variation. Mais dès que vous introduisez des changements fréquents d’outillage, des formes personnalisées ou des caractéristiques uniques, l’avantage de la haute vitesse est rapidement sapé par des changements improductifs. Dans cette situation, c’est l’adaptabilité accrue — et non la vitesse brute — qui constitue la véritable contrainte à surmonter.
Adopter la perspective du goulot d’étranglement transforme entièrement le processus de décision : au lieu de demander “ Que peuvent faire ces machines ? ”, la vraie question devient “ Laquelle supprimera réellement le point où nous perdons le plus souvent du temps et du profit ? ”
Pris isolément, la presse plieuse et la presse à poinçonner peuvent sembler être des investissements rivaux. En réalité, elles constituent des maillons complémentaires de la même chaîne de production de tôles : le poinçonnage ou la découpe produit l’ébauche ou les caractéristiques formées, tandis que le pliage leur donne la géométrie finale. Ce n’est que dans de rares cas — où la variété des pièces d’un atelier correspond parfaitement aux points forts d’une machine — qu’un seul type peut gérer tout le travail : les opérations OEM à grand volume privilégient souvent les presses à poinçonner, tandis que les fabricants spécialisés peuvent s’appuyer presque entièrement sur le pliage.
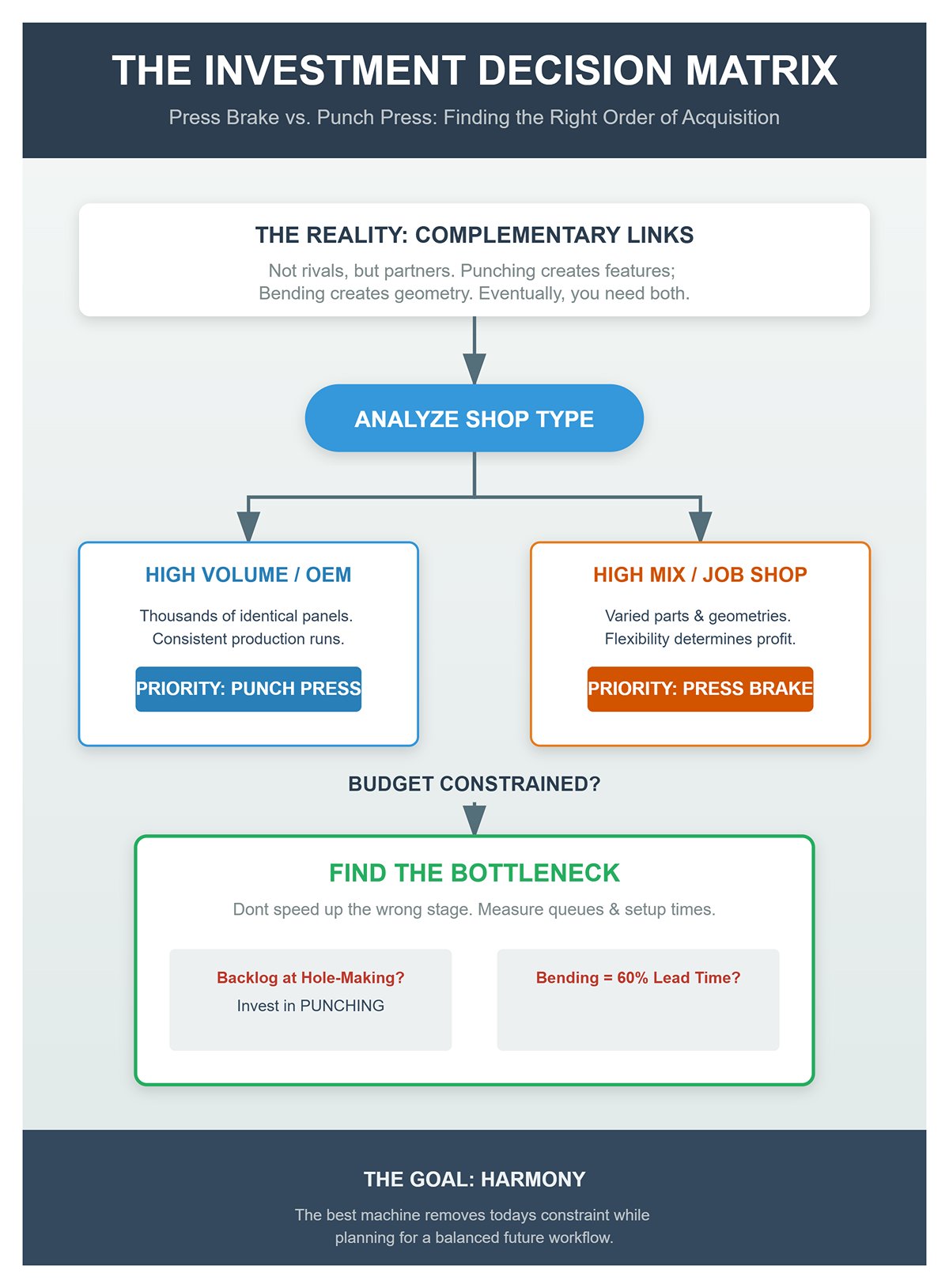
Pour la plupart des entreprises, la réalité à long terme est claire : vous aurez éventuellement besoin des deux. La question est de décider dans quel ordre les acquérir. Une opération de type OEM produisant des milliers de panneaux ou boîtiers identiques peut voir des gains précoces spectaculaires en investissant dans une presse à poinçonner, associée à une presse plieuse basique pour le formage en aval. Si la presse plieuse n’est pas le goulot d’étranglement, son rythme plus lent ne freinera pas la production. À l’inverse, un atelier à forte diversité devrait prioriser la presse plieuse au cœur de son flux de travail, car la flexibilité de pliage déterminera le nombre de travaux que vous pouvez accepter — et la rentabilité avec laquelle vous pouvez les réaliser.
Si les contraintes budgétaires signifient que vous ne pouvez investir que dans une seule machine, identifiez avec une précision absolue votre goulot d’étranglement actuel. Suivez les files d’attente de votre flux de travail. Mesurez les temps de réglage. Si les opérations de pliage représentent 60 % de votre délai de production, ajoutez plus de capacité de pliage. Si le retard s’accumule à l’étape de perçage ou de formage des caractéristiques, investissez dans la capacité de poinçonnage. Choisir la mauvaise machine ne se contentera pas de ne pas améliorer le débit — cela peut en réalité aggraver les performances de livraison en accélérant la mauvaise étape de production.
Le débat “ trous contre plis ” ne porte pas sur le processus de travail des métaux le plus performant — il s’agit d’identifier et de résoudre correctement une contrainte de capacité. La meilleure machine pour vous est celle qui supprime le goulot d’étranglement actuel, tout en planifiant un flux de travail équilibré qui fera fonctionner les deux procédés en harmonie.
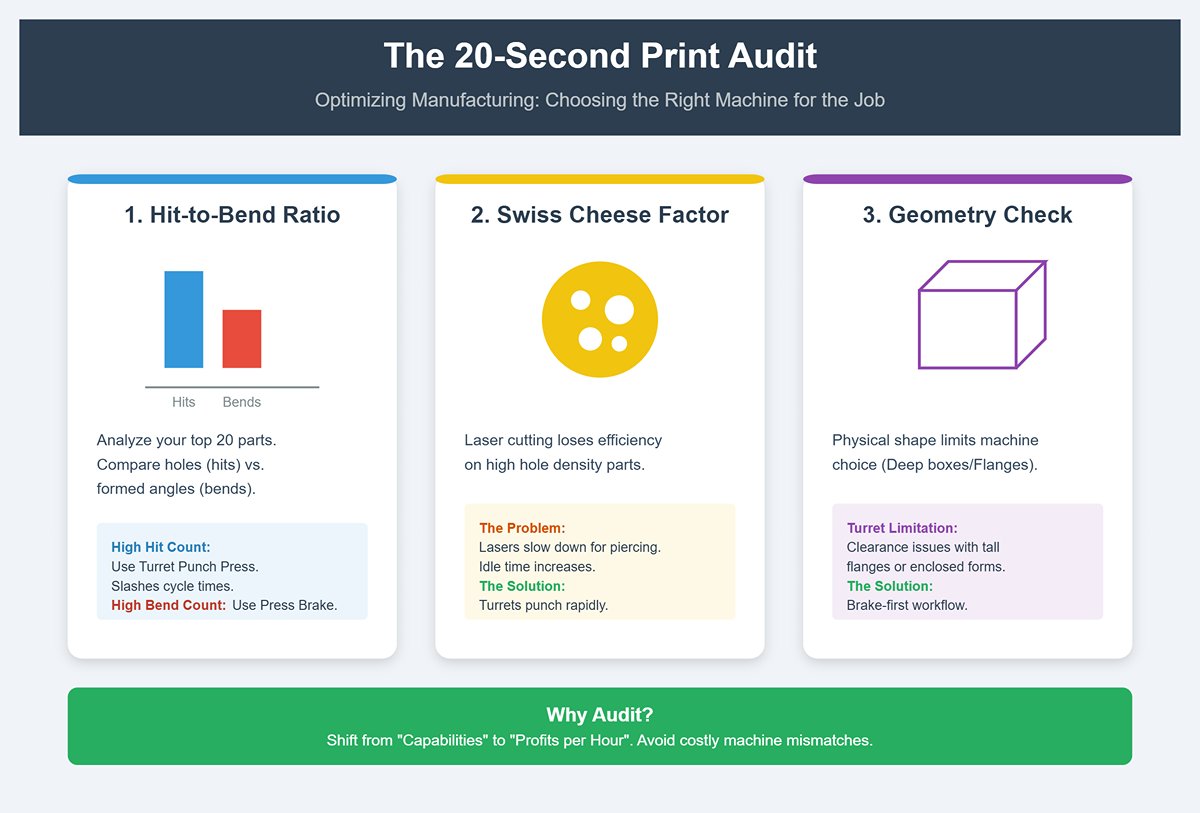
Commencez par rassembler les dessins ou fichiers CAO des 20 pièces que vous produisez le plus fréquemment — elles représentent la majeure partie de votre volume annuel. Vous n’êtes pas là pour admirer le design, mais pour déterminer quelle part de la fabrication de chaque pièce est consacrée à des trous et découpes par rapport aux pliages. Concrètement, comptez les caractéristiques : rangées de trous poinçonnés, évidements, persiennes et formes peu profondes comptent toutes comme des “ frappes ”, tandis que chaque angle formé compte comme un “ pliage ”. Un nombre élevé de frappes par rapport aux pliages suggère qu’une presse à tourelle ou une combinaison poinçon/laser pourrait réduire considérablement les temps de cycle. La presse plieuse devient la vedette lorsque le nombre de pliages est élevé, que les angles sont variés et que la précision de formage détermine la vitesse.
Le ratio frappe/plie peut être étonnamment révélateur. Si 70–80 % du temps de traitement est consacré à la réalisation de trous et découpes, commencer par un flux de travail orienté presse plieuse revient généralement à laisser des bénéfices sur la table. À l’inverse, si la majeure partie du temps est dominée par un formage complexe, l’avantage de vitesse d’une presse à tourelle ne compte pas — vous attendrez toujours les pliages. Cette méthode de scoring rapide offre un diagnostic clair et peu coûteux avant même de consulter les données complètes de production.
Bien que la découpe laser soit souvent privilégiée pour les profils et les travaux de perçage, l’économie peut rapidement changer lorsque votre pièce commence à ressembler à du fromage suisse. Chaque perçage et contour ajoute des mouvements supplémentaires, des temps morts et parfois des étapes de gestion thermique supplémentaires. Sur des pièces comportant des dizaines — voire des centaines — de petits trous, les lasers peuvent ralentir considérablement, surtout avec des plaques plus épaisses où les temps de perçage augmentent sensiblement. En revanche, une presse à tourelle excelle dans ces scénarios, produisant des trous en succession rapide et intégrant souvent des opérations de formage secondaire en ligne. Le résultat : des économies de temps mesurables sur chaque flan — multipliées en heures ou jours lorsqu’on passe à des séries à grand volume.
Le facteur fromage suisse se résume à la densité de perforation. Une fois qu’un patron à plat dépasse un certain seuil de rapport trous/surface, l’avantage du laser en mouvement continu disparaît. Les tourelles traitent les mises en page riches en trous avec une précision mécanique simple : placer l’outil, poinçonner, rétracter, répéter. Si votre audit rapide révèle plusieurs pièces à forte densité de trous, c’est un signal fort pour ne pas faire de la découpe laser ou des étapes de presse plieuse l’opération principale pour ces travaux. Un bon réglage de presse à tourelle peut transformer des flux de travail de plusieurs heures en processus mesurés en minutes.
Une presse à poinçon n’est pas une solution universelle — certaines formes sont tout simplement hors de sa portée. Les boîtes profondes, les formes fermées et les grands rebords de retour créent des problèmes de dégagement physique que même les conceptions avancées de tourelle ne peuvent surmonter. Les grands rebords peuvent gêner le mouvement des outils ou empêcher complètement le retrait de la pièce. Les pièces nécessitant des pliages séquentiels pour former des espaces fermés étroits exigent également la précision et l’adaptabilité d’une presse plieuse. De plus, les grands rebords peuvent compliquer la séquence de poinçonnage, nécessitant parfois une manipulation supplémentaire ou des opérations secondaires qui annulent tout avantage de vitesse.
Lors de votre audit de pièces, marquez tout élément dont la géométrie dépasse les limites de dégagement standard d’une tourelle ou pourrait provoquer une interférence d’outillage lors du mouvement. Ces pièces nécessiteront presque toujours un flux de travail orienté presse plieuse. Pensez aussi à associer l’épaisseur du matériau à la géométrie — un stock plus épais augmente les besoins en force de formage et, combiné à des formes profondes, dépasse largement les capacités d’une tourelle. Tenter ce type de travail pourrait endommager l’outillage ou compromettre la précision.
L’audit d’impression en 20 secondes n’a pas pour but de fournir une précision absolue — c’est un outil de filtrage rapide conçu pour éviter d’envoyer des pièces vers le mauvais processus principal dès le départ. Un ratio frappe/plie élevé indique souvent une plus grande efficacité de formage via une tourelle ou une combinaison poinçon/laser, tandis qu’une pièce dominée par les pliages nécessite la précision d’une presse plieuse. Les motifs denses de trous dans un matériau mince conviennent généralement mieux au poinçonnage mécanique qu’à la découpe laser, tandis que les formes profondes et complexes nécessitent intrinsèquement un travail de presse plieuse.
En examinant et en notant rapidement vos pièces clés, vous évitez l’erreur coûteuse d’investir dans le mauvais type de machine pour le mix réel que vous produisez. Cela déplace la conversation des “ capacités ” générales vers des “ bénéfices par heure ” concrets. Une fois que vous pouvez expliquer clairement pourquoi une pièce donnée doit suivre une voie plutôt qu’une autre, vous prenez déjà une décision d’investissement plus précise et mieux informée — sans avoir à lancer un seul cycle de production.
Certaines pièces fonctionnent mieux lorsque la presse plieuse intervient comme opération secondaire plutôt que principale. En exploitant la capacité de la presse à tourelle à produire des formes peu profondes, des décalages et des caractéristiques fonctionnelles directement dans la pièce à plat, la phase de pliage peut être réduite à une seule étape rapide—ou même supprimée. Les applications telles que les boîtiers électriques, les panneaux CVC, et les capots OEM nécessitent souvent des décalages pour charnières, des languettes d’encliquetage ou des nervures de rigidité qui imitent des profils à multiples plis sans consommer de temps de presse plieuse.
Un cas d’utilisation courant est celui d’une équerre à multiples plis qui consomme normalement trois minutes de temps de presse plieuse par pièce. Reconçue pour une production à la tourelle, les charnières sont réalisées sous forme de caractéristiques « lance-and-form », les aides à l’alignement sont estampées à plat, et seule une bride nécessite un pliage à la presse plieuse. Cela réduit le temps de manipulation à quelques secondes, déplace la charge de traitement en amont et transforme l’opérateur de presse plieuse en spécialiste concentré plutôt qu’en goulot d’étranglement de production. Le résultat : moins de manipulations de matériaux, moins de mise en place entre départements et un potentiel bien plus grand pour des cycles autonomes sans surveillance. Quand la majeure partie de la complexité d’une pièce est résolue au stade à plat, la presse plieuse devient une étape de finition—non le moteur du profit—permettant aux responsables de canaliser davantage de travail vers des flux automatisés.
Trop souvent, la presse à tourelle est considérée comme un simple “ perce-trous ”, alors qu’il s’agit en réalité d’un atout de production très polyvalent capable de générer une vaste gamme de caractéristiques fonctionnelles. Avec les bons outils et une plage d’épaisseurs adaptée, elle peut produire des ouïes, des zones embossées, des trous extrudés et d’autres formes complexes en quelques secondes—des tâches qui exigeraient autrement des opérations distinctes ou des outillages de presse plieuse spécialisés et complexes.
Les ouïes illustrent parfaitement cela. Dans des industries comme le CVC, les télécommunications et les panneaux de contrôle électriques, ces caractéristiques apparaissent souvent dans des motifs denses, et chacune produite à la tourelle élimine le processus en plusieurs étapes de découpe, de mise en place de la presse avec une matrice col de cygne, et de multiples frappes. Les embossages et les formes monnayées peuvent ajouter de la rigidité, servir d’entretoises pour les installations de circuits imprimés ou fonctionner comme empreintes de marque—tout cela intégré dans un seul programme de tourelle sans nécessiter de presse secondaire. Même les fraisages et la préparation des trous taraudés peuvent être réalisés directement à la tourelle grâce à des outils d’extrusion et de monnayage, supprimant totalement le perçage et le fraisage en aval.
Du point de vue de l’efficacité de fabrication, créer les caractéristiques au stade à plat élimine les heures de main‑d’œuvre variables tout en réduisant la dépendance à un personnel de réglage rare et hautement qualifié. Cela minimise également le risque de variations dimensionnelles lorsque les pièces passent par plusieurs centres de travail. Pour les composants avec de nombreuses ouïes, des motifs d’embossage répétitifs ou des trous extrudés, rester dans un flux laser–presse plieuse représente un mauvais alignement du processus par rapport au problème. Une approche centrée sur la tourelle rationalise la production, réduit les manipulations et accélère le retour sur investissement.
Les avantages de la tourelle deviennent décisifs dès que les volumes de pièces et la densité des caractéristiques atteignent un point critique. Bien que les poinçons et outils de formage personnalisés impliquent des coûts initiaux d’ingénierie et de fabrication, ces investissements deviennent négligeables comparés au rendement qu’ils débloquent. Pour les outillages standards—tels que les ouïes, les profils d’embossage et les poinçons de fraisage—l’amortissement peut être atteint avec quelques centaines de pièces par an lorsque chacune comporte une disposition dense de caractéristiques. L’économie s’améliore considérablement lorsque plusieurs références (SKU) partagent les mêmes caractéristiques, permettant d’amortir les dépenses d’outillage et l’expertise de réglage sur des gammes de produits entières.
En matière d’outillage rigide personnalisé, le seuil de rentabilité peut être étonnamment modeste. Prenons un outil d’embossage spécial $4,000 qui réduit simplement de 20 secondes le temps de production de chaque pièce dans une série annuelle de 20 000 unités—cet investissement est rentabilisé plusieurs fois au cours de la première année. Dans les environnements de production répétitive à grand volume, le coût amorti de l’outillage devient rapidement insignifiant, tandis que les gains de vitesse de production et d’utilisation de la capacité deviennent les principaux générateurs de profit. Les acheteurs devraient repenser leur approche en se demandant si un tel outillage sera utilisé sur plusieurs années de production ou partagé entre plusieurs références. Si la réponse est oui, l’outillage rigide cesse d’être une charge et devient au contraire un catalyseur clé de temps de cycle compétitifs.
Les débats traditionnels entre presses à tourelle et presses plieuses ont tendance à se concentrer sur les graphiques de vitesse—frappes par minute contre plis par heure—mais cette comparaison ignore un avantage stratégique crucial. La véritable opportunité ne réside pas dans la comparaison isolée des vitesses de machines, mais dans la quantité de travail de presse plieuse que la tourelle peut entièrement éliminer du processus. Remplacez une bride pliée par une nervure formée, ou une languette soudée par une languette pressée, et vous transformez le rôle de la presse plieuse d’essentiel à optionnel. Dans ces cas, la presse à tourelle devient le centre structurel du flux de travail, rationalisant plusieurs étapes à valeur ajoutée en une seule opération programmable. Pour les acheteurs cherchant à augmenter le débit sans accroître la main‑d’œuvre ou dépendre fortement de talents spécialisés, ce changement n’est pas seulement avantageux—il change la donne.
| Section | Points clés |
|---|---|
| L’approche “ tout-en-un ” : exploiter la tourelle pour supprimer les étapes de pliage en aval | – Presse plieuse comme opération secondaire ; la tourelle crée des formes peu profondes, des décalages et des caractéristiques dans la pièce à plat. – Applications : boîtiers électriques, panneaux CVC, capots OEM nécessitant des décalages de charnières, des languettes d’encliquetage, des nervures de rigidité. – Exemple : équerre à multiples plis réduite de 3 minutes de temps de presse plieuse à quelques secondes grâce aux charnières « lance-and-form » et aux aides à l’alignement embossées. – Avantages : temps de manipulation de la presse plieuse réduit, moins de manutentions, moins de mise en place, potentiel de cycles autonomes sans surveillance. – La presse plieuse devient une étape de finition, permettant des flux de travail plus automatisés. |
| Caractéristiques fonctionnelles à plat : obtenir des ouïes, des embossages et des fraisages sans montages supplémentaires | – La presse à tourelle peut produire des ouïes, des zones embossées, des trous extrudés et d’autres formes complexes. – Ouïes : suppression du montage multi‑étapes de la presse plieuse ; courantes dans le CVC, les télécommunications, les panneaux électriques. – Embossages : ajoutent de la rigidité, servent d’entretoises, d’empreintes de marque ; tout intégré dans le programme de la tourelle. – Fraisages/préparation de trous taraudés via outils d’extrusion et de monnayage supprimant le perçage. – Avantages : réduction des heures de travail, moindre dépendance à une configuration qualifiée, variation dimensionnelle minimisée. – Un flux de travail centré sur la tourelle rationalise la production et accélère le retour sur investissement. |
| Le seuil de volume : quand le coût des outillages fixes disparaît face aux gains de vitesse | – L’avantage de la tourelle augmente avec des volumes de pièces élevés et des caractéristiques denses. – Les outils standards sont rentabilisés en quelques centaines de pièces/an si les agencements sont denses. – Plusieurs références avec des caractéristiques communes répartissent les coûts d’outillage. – Exemple : un outil d’emboutissage $4,000 économise 20 secondes/pièce, 20 000 unités/an = retour sur investissement en moins d’un an. – Dans les environnements à gros volumes, le coût des outils devient négligeable, la vitesse et la capacité étant les principaux moteurs. – Évaluer l’utilisation des outils sur plusieurs années et à travers différentes références. |
| L’avantage caché : ce que la tourelle peut retirer de la charge de la presse plieuse | – Valeur stratégique à supprimer le travail de pliage, pas seulement une comparaison de vitesse. – Remplacer les brides pliées par des nervures formées ; échanger les languettes soudées contre des languettes pressées. – La tourelle devient la pièce maîtresse structurelle, consolidant les étapes en une seule opération. – Augmenter le débit sans accroître la main-d’œuvre ni dépendre de talents spécialisés. – Transformer la plieuse de machine essentielle à optionnelle dans le flux de travail. |
Dans les opérations traitant une large gamme de produits mais produisant de petits lots, la vitesse impressionnante par heure de la presse à tourelle masque un inconvénient majeur : la complexité de configuration. Chaque nouvelle pièce exige souvent son propre programme, une configuration d’outils sur mesure et une planification minutieuse de la séquence pour éviter les collisions d’outils. Changer les outils sur une tourelle n’est ni rapide ni bon marché, les matrices spécialisées nécessitant un temps et des ressources considérables pour être conçues, fabriquées et intégrées. À moins que ces efforts puissent être amortis sur des centaines ou des milliers de pièces, le coût par pièce augmente rapidement, réduisant la rentabilité.
Les plieuses—en particulier les modèles CNC modernes—éliminent largement ces tracas. Un jeu standard de poinçons et de matrices peut couvrir une large gamme de profils de pliage, et passer d’un travail à l’autre nécessite souvent seulement un rapide changement d’outil et un réglage du butoir arrière. Les outils sont abordables, faciles à se procurer et simples à remplacer, ce qui rend les petites séries rentables. Dans un environnement à mélange élevé, ce flux de travail simple augmente directement la productivité : bien que chaque pli sur une plieuse puisse prendre plus de temps qu’un coup de tourelle, le temps entre “ première pièce terminée ” et “ dernière pièce expédiée ” est souvent plus court.
Les besoins en programmation accentuent encore plus la différence. Créer un programme pour la tourelle signifie spécifier chaque coup, chaque changement d’outil, et affiner le mouvement de la tôle pour éviter les inefficacités. De nombreux ateliers finissent par dépendre d’un ou deux opérateurs hautement spécialisés—un risque évident pour la planification. Les plieuses CNC, quant à elles, intègrent les calculs d’angle, la séquence de pliage et l’assistance visuelle dans les commandes de la machine. Cela permet à un opérateur raisonnablement formé de passer d’un travail à l’autre avec seulement un minimum de formation supplémentaire. Pour un atelier gérant plusieurs petites commandes en une seule journée, cette flexibilité garantit que la plieuse reste au cœur de la production.
Une façon rapide de trancher est d’analyser vos vingt derniers projets. Si la plupart peuvent être réalisés avec vos outils de plieuse actuels et seulement quelques ajustements de programmation, alors la plieuse est la machine qui pilote un flux de travail rentable—même si la tourelle affiche un taux de frappe plus rapide sur le papier.
Les presses à tourelle excellent dans les applications de tôles fines—généralement en dessous de 3 mm—où l’usure des outils est prévisible, les déchets s’éjectent facilement et les exigences de tonnage restent gérables. En passant à des matériaux plus épais, ces atouts commencent à disparaître. L’augmentation du tonnage accélère l’usure des arêtes, provoquant le matage des poinçons et l’ébrèchement des matrices. Le décollement devient plus difficile, augmentant le risque d’aspiration de déchets et de grippage. Un mauvais alignement lié aux vibrations peut introduire des bavures et des rebuts, et le niveau sonore augmente considérablement à chaque frappe.
Ces problèmes ne sont pas seulement des ralentissements de production — ce sont des facteurs de coût. Les outils doivent être remplacés plus souvent, les arrêts machines s’allongent, et le contrôle qualité exige plus de main‑d’œuvre. L’économie s’inverse : la machine que vous pensiez plus rapide devient celle constamment mise à l’écart pour maintenance et dépannage.
Les presses plieuses — en particulier les modèles hydrauliques et servo‑électriques modernes — sont conçues pour exceller dans ces scénarios. Elles délivrent une force nominale constante sur toute la longueur du pli, évitant les contraintes localisées et assurant un processus plus fluide et moins éprouvant pour les outils comme pour la structure de la machine. Lorsqu’on travaille avec des plaques de 1/4″, 3/8″, 1/2″ ou d’autres fortes épaisseurs, le pliage évite le choc à fort impact et l’usure accélérée associés au poinçonnage. Le résultat : une durée de vie des outils prolongée, des intervalles de maintenance plus longs, et plus de temps consacré à la production effective plutôt qu’à la récupération après des pannes d’équipement. Dans de nombreux ateliers de fabrication lourde, cette durabilité est la raison pour laquelle la plieuse — plutôt que la poinçonneuse tourelle — constitue l’ossature de la production.
Bien que les poinçonneuses tourelle offrent des capacités de formage limitées — telles que l’embossage, le bordage et la réalisation de persiennes — elles restent intrinsèquement des outils bidimensionnels, créant des caractéristiques par frappes répétées sur des tôles plates. À mesure que les conceptions de pièces deviennent plus sophistiquées, notamment lorsqu’elles nécessitent plusieurs plans ou des plis composés, leurs limites apparaissent clairement. Le formage en plusieurs étapes sur une tourelle exige des outillages complexes, un séquencement minutieux et une mise en place méticuleuse, ce qui entraîne souvent une précision décroissante pour les pièces complexes.
Les presses plieuses abordent les formes complexes en déformant le matériau de manière contrôlée plutôt qu’en comptant sur l’impact. Équipées de butées arrière multi‑axes et de systèmes de compensation, elles peuvent exécuter des plis successifs avec une précision remarquable — même sur des profils complexes. Les opérateurs expérimentés combinent le retour tactile, les indices visuels et la programmation CNC pour gérer le retour élastique, les tolérances cumulatives de pliage et les risques d’interférence entre les plis. Là où le poinçonnage peine avec des trajectoires de formage non linéaires, l’approche progressive de la plieuse construit chaque pli vers un produit final impeccable.
Pour les pièces qui allient exigences fonctionnelles et attrait visuel — comme les revêtements architecturaux, les supports de précision ou les boîtiers robustes — la capacité d’une plieuse à maintenir des angles constants et un alignement précis des plis est indispensable. Dans ces cas, sa flexibilité est amplifiée par des opérateurs qualifiés capables d’ajuster le séquencement et de choisir l’outillage pour répondre à des spécifications strictes sans recourir à des solutions personnalisées coûteuses.
La croyance dominante est que la machine la plus rapide doit diriger la production. En pratique, la vitesse seule peut être trompeuse — surtout lorsqu’elle dépend d’un travail répétitif et inchangé. Dans des environnements traitant des travaux très variés, des matériaux épais ou des composants complexes, la presse plieuse surpasse souvent la poinçonneuse en offrant des résultats constants, fiables et rentables. Un temps de réglage réduit, des performances robustes avec des matériaux lourds, et un contrôle précis des formes tridimensionnelles complexes font de la plieuse le véritable pilier des opérations. Bien que la poinçonneuse tourelle conserve une valeur stratégique — notamment pour les séries longues et uniformes — c’est la plieuse qui assure un débit régulier, protège les marges et maintient les délais de livraison.
L’arrivée de lasers à fibre haute puissance équipés de têtes de coupe ultra‑rapides a profondément remodelé l’industrie de la tôle. Pendant des années, les poinçonneuses tourelle étaient le choix privilégié pour produire des ébauches plates — en particulier pour les pièces avec des trous, fentes ou motifs répétitifs — car elles pouvaient perforer plusieurs ouvertures à chaque frappe. Aujourd’hui, les lasers à fibre modernes ont réduit cet avantage pour de nombreux types de pièces. Bien qu’une poinçonneuse puisse encore surpasser un laser sur des réseaux denses et uniformes de trous, les lasers ont supprimé les contraintes de conception imposées par l’outillage physique : pas de diamètres de poinçon fixes, pas de changements d’index chronophages, et pas de “ ponts ” ou bordures obligatoires pour la stabilité de la tôle.
L’un des changements les plus significatifs mais souvent négligés concerne l’utilisation du matériau. En découpant des profils sans languettes ni bordures, les lasers transforment davantage de tôle brute en pièces vendables. Dans les alliages haut de gamme ou les tôles fines, l’augmentation du rendement matière peut à elle seule justifier l’investissement initial plus élevé de la machine. La qualité supérieure des arêtes renforce encore l’avantage — les pièces découpées au laser sortent lisses et sans bavures, supprimant le besoin d’ébavurage ou d’étapes de finition supplémentaires souvent nécessaires pour les pièces poinçonnées. Avec une distorsion thermique minimale grâce à la faible zone affectée par la chaleur du laser, ces avantages ont réduit le rôle de la poinçonneuse, la réservant principalement à la production à grand volume et géométrie répétitive où ses forces spécifiques s’appliquent encore.
Pour de nombreux fabricants, la concurrence la plus rude pour la poinçonneuse n’est pas un laser autonome — c’est un laser associé à une presse plieuse CNC. Ce duo puissant permet à un atelier de découper au laser pratiquement n’importe quel profil plat, d’optimiser l’agencement des pièces pour un rendement maximal de la tôle, puis de passer directement au formage de plis complexes, de rebords ou de formes en boîte sur la plieuse. En éliminant la dépendance à l’outillage de poinçonnage pour les contours et en abordant des géométries hors de portée du poinçonnage, ce flux de travail élargit considérablement les capacités de production.
Cette combinaison redéfinit également l’équation d’investissement. L’achat d’un laser et d’une plieuse donne à un atelier la capacité de résoudre les goulots d’étranglement à la fois en découpe et en formage, lui permettant de traiter un éventail plus large de travaux — des panneaux architecturaux ornés aux boîtiers entièrement assemblés — sans nécessiter d’importants stocks d’outillage ou de compétences spécialisées en programmation de poinçonnage. Dans les secteurs où les séries sont courtes et les conceptions évoluent rapidement, la polyvalence et la réactivité offertes par cette configuration peuvent surpasser l’avantage de vitesse de la poinçonneuse dans la production uniforme à grand volume. En réalité, le duo “ Laser + Plieuse ” ne se contente pas de rivaliser — il change souvent les règles, attirant des clients qui ne considéreraient jamais un processus basé sur le poinçonnage.
Les atouts d’une poinçonneuse résident bien moins dans le profilage de la tôle que dans sa capacité à intégrer directement des caractéristiques formées alors que la tôle reste plate. Des opérations comme les persiennes, l’embossage, les fraisages, les découpes et les trous taraudés peuvent être réalisées en machine, souvent dans le même cycle que la découpe du contour de l’ébauche. Cette consolidation peut éliminer des étapes secondaires entières, réduisant considérablement les délais et la main‑d’œuvre dans une production à haut débit. À l’inverse, les lasers se limitent à la découpe — ils ne peuvent pas former mécaniquement ou tarauder des trous sans équipement séparé.
Les propriétés du matériau jouent également un rôle. Bien que certains lasers à fibre puissent découper des plaques jusqu’à un pouce d’épaisseur dans des conditions optimales, le poinçonnage de matériaux plus épais — surtout en petites séries — peut être plus efficace lorsque la conception exige un formage à haute force. Le processus mécanique du poinçonnage contourne les contraintes thermiques et offre des arêtes régulières. Pour des pièces répétitives à grand volume avec peu de changements de conception, l’investissement initial dans l’outillage d’une poinçonneuse peut être rentable, réduisant le coût unitaire bien en dessous de celui de la découpe laser.
En fin de compte, la question n’est pas simplement de savoir quelle machine découpe plus vite — il s’agit de déterminer où se trouvent réellement vos goulots d’étranglement de production. Si vos contraintes proviennent de découpes de contours complexes, un laser moderne (autonome ou associé à une presse plieuse) peut élargir vos capacités. Mais si le ralentissement survient lors de l’ajout de détails formés avant le pliage, une poinçonneuse peut rationaliser les opérations et offrir un avantage clair. Reconnaître cette différence déplace l’attention de la vitesse brute de découpe vers l’économie globale de fabrication et l’optimisation du flux de travail — c’est là que la rentabilité est véritablement conçue.
Une poinçonneuse à tourelle CNC est principalement pilotée par son logiciel. Une fois le post-processeur et la bibliothèque d’outils correctement configurés, un seul programmeur CAO/FAO qualifié peut créer des programmes pour plusieurs machines. Cela concentre le savoir-faire spécialisé dans un rôle clé, permettant aux opérateurs de niveau intermédiaire de simplement charger, exécuter et décharger les pièces sans avoir à prendre les décisions nuancées et pratiques que le pliage exige souvent. En production à grand volume ou répétitive, cette constance aide à maintenir les coûts de main-d’œuvre prévisibles et maîtrisés.
La presse plieuse, en revanche, reste ancrée dans une expertise tactile et une intuition de l’atelier. Les opérateurs doivent choisir les ouvertures de matrice adaptées à l’épaisseur du matériau, tenir compte du retour élastique, planifier les séquences de pliage pour éviter les collisions, ajuster le bombage et affiner les angles sur place. Ces décisions subtiles, souvent non documentées, reposent sur des années d’expérience accumulée et résistent à toute formalisation. Perdre un opérateur de presse plieuse expérimenté peut réduire fortement le débit—surtout en production à forte diversité où chaque pièce représente un nouveau défi.
D’un point de vue rentabilité, cette distinction est importante. L’expertise en poinçonnage à tourelle se concentre sur la configuration et la programmation—une fois optimisée, elle est relativement indépendante de la personne qui fait fonctionner la machine. Le travail de pliage exige un apport continu de compétences, poste après poste, avec chaque nouvelle géométrie. Former ou remplacer un véritable opérateur de presse plieuse qualifié est un processus de plusieurs années, ce qui fait de ce fossé de compétences un coût caché et à long terme que peu de devis prennent en compte.
Les outils de tourelle s’usent au sens le plus littéral. Les travaux à grand volume—comme les panneaux perforés ou les composants avec des motifs denses de trous—peuvent accumuler des centaines de milliers de frappes sur une seule station de poinçonnage en peu de temps. À mesure que les arêtes s’émoussent, des bavures apparaissent, les besoins en tonnage augmentent, le niveau sonore s’élève et, finalement, les poinçons tombent en panne. Gérer cela implique de sous-traiter l’affûtage, d’investir dans une capacité de meulage interne ou d’accepter une qualité réduite et des taux de rebut plus élevés. Aucune de ces réalités n’apparaît dans les devis d’équipement, mais chacune peut rapidement éroder les marges bénéficiaires.
Les outils de presse plieuse s’usent plus progressivement et de manière plus subtile. Utilisés correctement, les matrices de pliage à l’air de haute qualité peuvent durer des années, l’usure se manifestant par de légères variations d’angle, des longueurs de jambes inégales ou de petites marques esthétiques plutôt qu’une panne catastrophique. Cependant, le coût de maintien des matrices dans un état adapté aux finitions est souvent sous-estimé. Un nettoyage régulier, l’ébavurage et le polissage pour éviter les rayures sur les surfaces haut de gamme peuvent consommer une quantité de temps surprenante—temps rarement pris en compte dans les calculs de production.
Le véritable piège réside dans la supervision du processus. Sans plan discipliné d’entretien des outils, une tourelle devient une mini-entreprise logistique—suivi du nombre de frappes des poinçons, planification de l’affûtage, gestion des délais de retour et revalidation des outils après maintenance. De même, limiter une presse plieuse à une seule matrice polyvalente pour chaque travail entraîne des inefficacités dues à des réglages supplémentaires, des plis correctifs et des retouches de surface. Les ateliers qui investissent tôt dans des outils de presse plieuse dédiés et spécifiques à la géométrie semblent dépenser plus au départ, mais ce choix offre au fil du temps des changements plus rapides, moins de rebut et un flux de production plus régulier.
Les opérations de poinçonnage produisent toujours un squelette—le réseau de métal restant autour des pièces finies. Un imbrication inefficace, trop de changements d’outils ou le manque de techniques de poinçonnage en ligne commune peuvent tous augmenter la proportion de déchets de squelette. Sur des matériaux coûteux comme l’acier inoxydable ou l’aluminium, même une petite hausse de 3–5 % des déchets sur plusieurs travaux peut discrètement miner la rentabilité. Les imbrications complexes peuvent également laisser derrière elles des îlots volumineux ou des bandes gênantes nécessitant un retrait manuel, ajoutant une main-d’œuvre imprévue qui n’est pas reflétée dans les estimations de temps de cycle.
Les opérations de presse plieuse introduisent un type distinct de risque matériel. Les tolérances de pliage—la quantité précise de matériau nécessaire pour chaque pli—doivent être calculées avec précision. Des erreurs dans les tolérances ou une mauvaise application des facteurs K peuvent produire des flans plats donnant des assemblages aux dimensions incorrectes, entraînant du rebut, des découpes imprévues ou des pliages répétés. Pour éviter ces problèmes, de nombreux opérateurs laissent un surplus de matériau sur les bords des brides “ juste au cas où ”, ce qui augmente progressivement l’utilisation de matériau par pièce au-delà des spécifications de conception. Cette habitude de précaution est rarement documentée, mais elle s’inscrit dans presque chaque série de production au fil du temps.
Les deux méthodes drainent la rentabilité de manière différente. Les inefficacités du poinçonnage à tourelle sont constantes et s’accumulent avec chaque plan d’imbrication. Les inefficacités de la presse plieuse apparaissent souvent lors du passage à de nouvelles géométries de pièces ou à de nouveaux matériaux, se manifestant par des réglages prolongés et des retouches non documentées. Dans les deux cas, la véritable perte n’est pas ce qui figure sur le plan de la pièce—c’est ce qui finit en matériau restant ou en effort gaspillé une fois la production terminée.
Remettez en question les hypothèses bien ancrées qui guident vos choix de configuration. Avant d’investir dans un nouvel équipement, réalisez un véritable “ audit de cycle de vie ” des travaux passés—en enregistrant non seulement les temps de cycle et rendements de matériau indiqués dans les devis, mais aussi les délais d’affûtage des outils, les ajustements des opérateurs et le rebut créé par des erreurs de tolérance de pliage. Affectez ces coûts directement au processus qui les a causés. Cela révèle souvent que la machine paraissant moins chère au départ est en réalité la voie la plus coûteuse une fois les inefficacités à long terme prises en compte, tandis que l’option plus chère avec des systèmes de support robustes peut offrir des marges plus constantes sur la durée.
Une machine ne génère des revenus que lorsqu’elle traite activement du matériau—pas lorsqu’elle attend un changement d’outils ou un alignement. Dans les travaux à forte diversité et faible volume, même une presse plieuse dotée de commandes CNC avancées et d’outils de précision peut passer 50–70 % de son temps de cycle total en configuration : montage des poinçons et matrices, réglage des positions de butée arrière et réalisation de plis d’essai. Bien que votre presse plieuse puisse être réservée pour un poste de huit heures, la poutre de pliage pourrait ne fonctionner que la moitié de ce temps.
Une poinçonneuse à tourelle change cette dynamique. Avec 40–60 outils préinstallés, les travaux répétitifs peuvent atteindre la production presque immédiatement. Si l’outillage nécessaire est déjà chargé, la configuration pour des pièces répétées ou similaires est pratiquement éliminée. Sur plusieurs travaux, cela devient significatif : le temps de configuration pour une semaine de production de tourelle est essentiellement payé une seule fois, tandis qu’une presse plieuse doit investir ce temps de configuration à nouveau pour chaque travail.
Faites les calculs. Pour chaque travail réellement expédié le mois dernier, notez à la fois le temps de configuration et le temps de cycle par pièce pour chaque machine. Combinez-les pour trouver le temps total par travail, puis divisez la marge brute du travail par ce total pour calculer le profit par heure-machine. Mettez vos estimations à l’épreuve—si vous vous trompez de 30 %, le meilleur performer change-t-il ? Ce calcul rapide révélera si votre machine “ la plus occupée ” est réellement votre actif le plus rentable ou simplement votre goulet d’étranglement le plus coûteux.
Le choix optimal n’est pas seulement le plus rapide — c’est celui qui vous évite de payer d’autres ateliers pour effectuer un travail que vous pourriez réaliser efficacement sous votre propre toit.
Une presse à tourelle peut éliminer entièrement certaines catégories de tâches sous-traitées. Des fonctionnalités intégrées comme les persiennes, décalages, découpes, fraisages et embossages peuvent être exécutées directement en ligne, supprimant la nécessité d’étapes de formage secondaires. Des outils de poinçonnage spécialisés peuvent créer des formes complexes — telles que des ports D-sub, des fentes de charnière et des guides de cartes — qui permettent aux composants de progresser vers l’assemblage final sans détour par des sous-traitants. Si vous envoyez actuellement 30–40 % de vos panneaux perforés ou riches en fonctionnalités à l’extérieur pour traitement, une tourelle peut récupérer ce chiffre d’affaires presque du jour au lendemain.
Une presse plieuse, en revanche, vous protège des travaux de pliage les plus difficiles à sous-traiter — canaux profonds, travail sur plaques épaisses et angles de précision qui doivent s’emboîter parfaitement. Sans elle, les pièces découpées au laser ou au poinçon finissent souvent sur un camion vers une autre installation dont le planning de presse plieuse pourrait vous reléguer en fin de file. C’est du temps perdu et un coût de transport que vous ne pouvez pas récupérer auprès du client.
Examinez vos vingt dernières commandes sous-traitées et classez-les par cause : travaux nécessitant un poinçonnage, plis complexes ou une combinaison des deux. Le meilleur choix est la machine qui élimine la plus grande part de ces commandes, bouchant ainsi votre plus gros drain de sous-traitance.
Votre carnet de commandes montre où se situe la tension actuellement. Votre pipeline commercial révèle où les pressions augmenteront à l’avenir. Si les prévisions de l’année prochaine s’orientent fortement vers des panneaux à grand volume et riches en fonctionnalités, augmenter la capacité de poinçonnage — même si cela implique de tolérer une certaine congestion sur la presse plieuse — pourrait générer une rentabilité à long terme plus élevée. À l’inverse, si la demande des clients se déplace vers des matériaux plus épais et des assemblages de type boîtier, la capacité et la précision de pliage l’emporteront sur la commodité de réglages de poinçonnage quasi nuls.
Le véritable point de bascule est de savoir si la nouvelle machine va alléger ou aggraver les goulots d’étranglement ailleurs dans votre flux de production. Installer une presse à tourelle sans capacité laser en amont suffisante signifie que ses avantages resteront sous-utilisés. De même, ajouter une presse plieuse alors que la capacité de soudage ou de finition en aval fait défaut ne fait que déplacer le carnet de commandes plus loin dans la chaîne.
Tracez vos dix travaux les plus importants selon deux critères : le bénéfice actuel par heure-machine et le potentiel de conserver le travail futur en interne. La machine qui obtient un score élevé dans les deux domaines n’est pas seulement un achat d’équipement — c’est un mouvement stratégique qui peut éliminer des semaines de sous-traitance, ainsi que les coûts et retards supplémentaires qui l’accompagnent.
Une fois que vous reconnaissez le temps de réglage comme un drain caché sur la rentabilité, et que vous avez identifié précisément quelles capacités sous-traitées vous coûtent le plus, la décision cesse d’être une question de prestige de marque ou de prix d’achat initial. Le bon choix est la machine qui offre le rendement horaire le plus élevé sur les travaux que vous remportez déjà — tout en éliminant la plus grande catégorie de travail sous-traité. Après avoir effectué ce rapide test de résistance ROI de cinq minutes sur votre charge de travail réelle, la “ meilleure ” machine n’est plus une supposition ; c’est le gagnant évident que vos propres chiffres ont déjà identifié.


















