

The fastest route to choosing the wrong piece of equipment is asking, “Which one can do more?” That shortcut has lured countless shops into costly decisions that underdeliver. The real issue isn’t about the list of things each machine can do—it’s about identifying which stage in your production flow will become the bottleneck first. Misjudging that point will unravel your ROI calculations, no matter how impressive the specs look.
Punch presses and press brakes serve fundamentally distinct production needs. A press brake offers slower output but exceptional versatility—ideal for producing small to medium batches with high bending precision, accommodating a wide range of shapes, and switching jobs quickly with minimal tooling costs. A punch press flips the equation: lightning-fast throughput on repetitive geometries, often completing hole punching and shallow forms in a single operation, but carrying heavy tooling expenses and losing agility when part variety increases.
On paper, punch presses consistently outpace press brakes in cycle time. But that advantage only holds if your production volume, repeat frequency, and part geometries allow it to run non-stop—ideally with automated sheet loading and long stretches of unattended operation. In a high-mix reality, however, frequent setups and tool changes quickly erode that theoretical speed.
Real ROI comes from aligning a machine’s natural operating cadence with the rhythm of your production requirements. A supercar has no value if trapped in gridlock, and a multi-tool is redundant if you always use the exact same screwdriver bit.
In many shops, the throttle on output isn’t the machine with the longest cycle—it’s the process step that accumulates the deepest queue. If bending operations always lag behind, adding faster punching capacity will only increase that bottleneck. Conversely, if flat parts consistently stack up because punching can’t feed the workflow quickly enough, investing in another press brake won’t solve the problem.
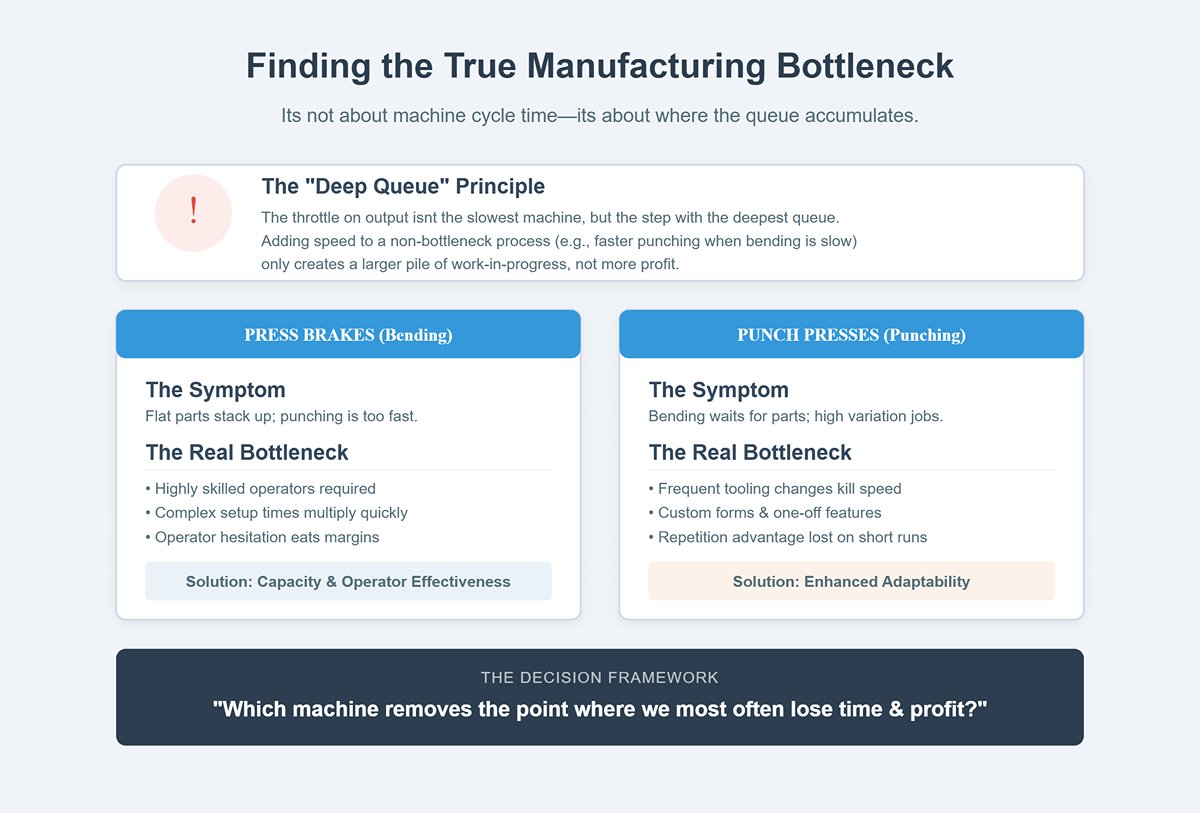
Press brakes come with their own bottleneck: they demand highly skilled operators, and the complexity of bends can cause setup times to multiply quickly. In shops handling short runs of diverse parts, every additional minute spent on setup—or every moment an operator hesitates—directly eats into your profit margin. In such cases, boosting punching speed won’t address the underlying productivity limit; what’s needed is greater bending capacity and improvements in operator effectiveness.
Punch presses face a completely different limitation. They excel when repeating the same motion hundreds or thousands of times with minimal variation. But once you introduce frequent tooling changes, custom forms, or one-off features, the high-speed advantage is quickly undermined by unproductive changeovers. In this situation, enhanced adaptability—not raw speed—is the true constraint you must overcome.
Looking through the bottleneck perspective transforms the entire decision-making process: instead of asking “What can these machines do?” the real question becomes “Which one will genuinely remove the point where we most often lose time and profit?”
Seen in isolation, the press brake and punch press might look like rival investments. In truth, they serve as complementary links in the same sheet-metal production chain: punching or cutting produces the blank or formed features, while bending shapes them into the final geometry. Only in rare cases—where a shop’s part mix aligns perfectly with one machine’s strengths—can a single type handle all the work: high-volume OEM operations often favor punches, while specialty fabricators may rely almost entirely on bending.
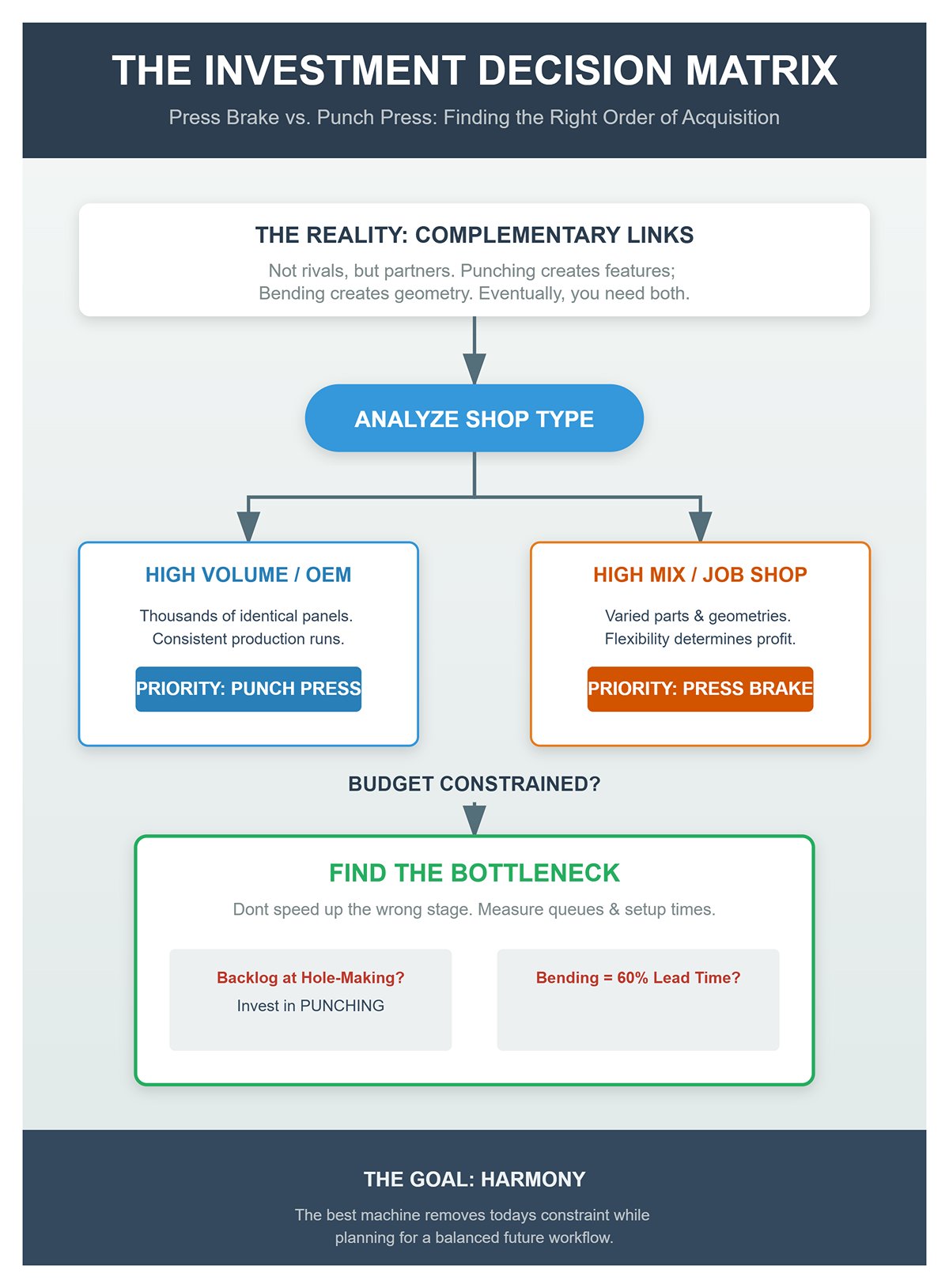
For most businesses, the longer-term reality is clear: you’ll eventually need both. The issue is deciding the order of acquisition. An OEM-style operation producing thousands of identical panels or enclosures can see dramatic early gains from investing in a punch press, pairing it with a basic brake for downstream forming. If the brake isn’t the bottleneck, its slower pace won’t hinder production. Conversely, a high-mix job shop should prioritize making the brake the heart of its workflow, since bending flexibility will determine how many jobs you can accept—and how profitably you can run them.
If budget constraints mean you can only invest in one machine, pinpoint your current production bottleneck with absolute precision. Track your workflow queues. Measure setup times. If bending operations account for 60% of your lead time, add more bending capacity. If backlog builds up at the hole-making or feature-forming stage, invest in punching capacity. Choosing the wrong machine won’t just fail to improve throughput—it can actually make delivery performance worse by speeding up the wrong stage of production.
The debate over “holes versus bends” isn’t about which metalworking process is superior—it’s about correctly identifying and solving a capacity constraint. The best machine for you is the one that removes today’s bottleneck, while you plan ahead for a balanced workflow that eventually runs both processes in harmony.
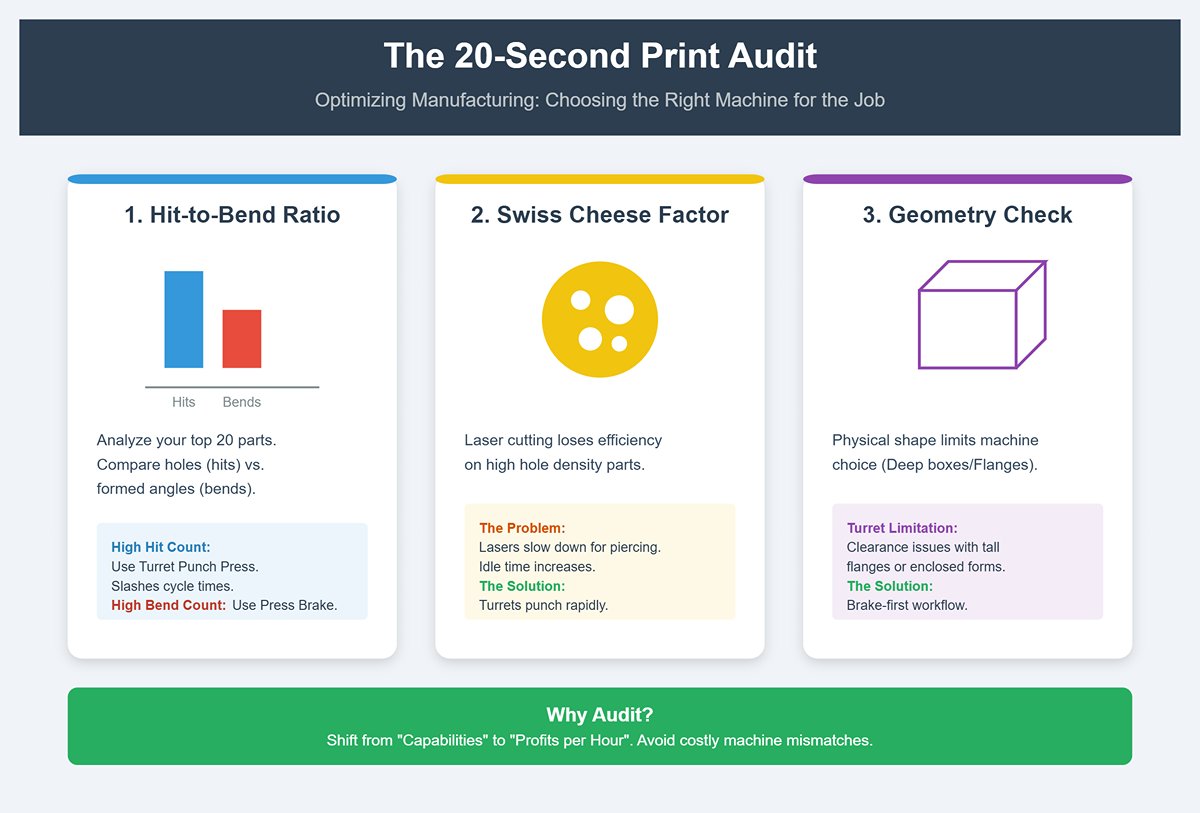
Begin by collecting drawings or CAD files for the 20 parts you produce most frequently—these represent the bulk of your annual volume. You’re not here to admire the design, but to determine how much of each part’s making is spent on holes and cutouts compared to bends. Practically speaking, count the features: rows of punched holes, knockouts, louvers, and shallow forms all count as “hits,” while each formed angle counts as a “bend.” A high hit count relative to bends suggests a turret punch press or punch/laser combo could slash cycle times. A press brake becomes the star when bend counts are high, angles are varied, and forming precision governs speed.
The hit-to-bend ratio can be surprisingly revealing. If 70–80% of processing time goes into hole-making and cutouts, starting with a brake-first workflow usually means leaving profit on the table. On the flip side, if most of the time is dominated by intricate forming, the speed advantage of a turret press doesn’t matter—you’ll still be waiting on bends. This quick scoring approach offers a clear, low-effort diagnostic before you even tap into full production data.
While laser cutting is often the go-to for profiles and hole work, the economics can shift quickly when your part starts resembling Swiss cheese. Each pierce and contour introduces added motion, idle time, and sometimes extra heat management steps. On parts with dozens—or even hundreds—of small holes, lasers can slow to a crawl, especially when working with thicker plate where piercing times increase significantly. In contrast, a turret punch press excels at these scenarios, producing holes in rapid-fire succession and often integrating secondary forming operations in-line. The result is measurable time savings on every blank—multiplied into hours or days when scaled to high-volume runs.
The Swiss Cheese Factor boils down to perforation density. Once a flat pattern crosses a certain hole-to-area threshold, the laser’s advantage in continuous motion fades away. Turrets tackle hole-intensive layouts with straightforward mechanical precision: set the tool, punch, retract, repeat. If your quick audit reveals multiple parts with high hole density, that’s a strong signal not to make laser or press brake steps the lead operation for those jobs. The right turret punch setup can transform multi-hour workflows into processes measured in minutes.
A punch press isn’t a catch-all solution—certain shapes are simply beyond its reach. Deep boxes, enclosed forms, and tall return flanges create physical clearance issues that even advanced turret designs can’t overcome. Large flanges can obstruct tooling movement or prevent part removal entirely. Parts requiring sequential bends to form tight, enclosed spaces also demand the precision and adaptability of a press brake. Furthermore, tall flanges can complicate punch sequencing, sometimes requiring extra handling or secondary ops that erase any speed advantage.
During your part audit, mark any items with geometry that exceeds standard turret clearance limits or could cause tooling interference during movement. These will almost always require a brake-first workflow. Also consider the pairing of material thickness with geometry—thicker stock increases forming force demands, and when combined with deep shapes, it pushes well beyond turret capabilities. Attempting such work could damage tooling or compromise accuracy.
The 20-Second Print Audit isn’t about delivering pinpoint accuracy—it’s a quick screening tool designed to prevent you from sending parts through the wrong primary process from the outset. A high hit-to-bend ratio often signals greater forming efficiency via a turret or a punch/laser combo, while a bend-dominated part calls for the precision of a press brake. Dense hole patterns in thin material typically suit mechanical punching over laser cutting, whereas deep, intricate shapes inherently require brake work.
By quickly scanning and scoring your key parts, you sidestep the costly mistake of investing in the wrong type of machine for the actual mix you produce. It shifts the conversation from general “capabilities” to concrete “profits per hour.” Once you can clearly explain why a given part belongs on one path rather than another, you’re already making a sharper, better-informed investment decision—without having to run a single production cycle.
Certain parts work best when the press brake serves as a secondary rather than primary operation. By tapping into the turret punch press’s ability to produce shallow forms, offsets, and functional features right in the flat blank, the bending phase can shrink to a single quick step—or even be eliminated. Applications like electrical enclosures, HVAC panels, and OEM covers often call for hinge offsets, snap tabs, or stiffening ribs that mimic multi-bend profiles without consuming brake time.
One common use case is a multi-bend bracket that normally consumes three minutes of brake time per piece. Reengineered for turret production, hinges are created as lance-and-form features, alignment aids are embossed in the flat, and only a single flange requires bending on the brake. This slashes brake touch time to mere seconds, shifts the processing burden upstream, and positions the brake operator as a focused specialist rather than a production bottleneck. The payoff: fewer material handlings, less staging between departments, and far greater potential for unattended, lights-out runs. When most of a part’s complexity is solved in the flat stage, the brake becomes a finishing step—not the profit driver—allowing managers to channel more work into automated workflows.
Too often, the turret punch press is dismissed as merely a “hole maker,” when in fact it’s a highly versatile production asset capable of delivering a wide range of functional features. With the right tooling and material gauge range, it can produce louvers, embossed pads, extruded holes, and other intricate forms in mere seconds—tasks that would otherwise demand separate operations or specialized, complex press brake tooling.
Louvers illustrate this perfectly. In industries such as HVAC, telecommunications, and electrical control panels, these features often occur in dense patterns, and each one produced on the turret eliminates the multi-step process of cutting, setting up a brake with a gooseneck die, and applying multiple hits. Embosses and coin forms can add rigidity, function as spacers for PCB installations, or serve as branded impressions—all integrated into a single turret program without requiring a secondary press. Even countersinks and tapped hole preparation can be achieved directly on the turret by using extrude-and-coin tooling, removing downstream drilling and countersinking altogether.
From a manufacturing efficiency perspective, creating features in the flat stage eliminates variable labor hours while reducing reliance on scarce, highly skilled setup personnel. It also minimizes the potential for dimensional variation when parts pass through multiple work centers. For components with numerous louvers, repeated emboss patterns, or protruded holes, sticking to a laser–brake workflow is a misalignment of process to problem. A turret-focused approach streamlines production, cuts handling steps, and accelerates return on investment.
The turret’s advantages become decisive once part volumes and feature density reach a critical point. While custom punches and form tools involve upfront engineering and manufacturing costs, these investments become negligible compared to the output they unlock. For off-the-shelf tooling—such as standard louvers, emboss profiles, and countersink punches—payback can be realized within a few hundred parts per year when each includes a dense feature layout. The economics improve significantly when multiple SKUs share the same features, allowing tooling expenses and setup expertise to be amortized across entire product lines.
When it comes to custom hard tooling, the break-even threshold can be surprisingly modest. Consider a $4,000 specialty embossing tool that trims just 20 seconds off the production time for each part in an annual run of 20,000 units—that investment pays for itself several times over within the first year. In high-volume, repeat-production environments, the amortized cost of tooling quickly fades into irrelevance, while gains in output speed and capacity utilization become the primary profit drivers. Buyers should reframe their thinking to ask whether such tooling will be used across years of production or shared among multiple SKUs. If the answer is yes, hard tooling stops being a cost liability and instead becomes a key enabler of competitive cycle times.
Traditional debates between punch presses and press brakes tend to zero in on speed charts—hits per minute versus bends per hour—but that frame misses a crucial strategic edge. The real opportunity lies not in comparing machine speeds in isolation, but in how much brake work the turret can completely remove from the process. Swap a bent flange for a formed rib, or replace a welded tab with a pressed one, and you transform the brake’s role from essential to optional. In these cases, the punch press becomes the structural centerpiece of the workflow, streamlining multiple value‑adding steps into a single programmable operation. For buyers under pressure to boost throughput without increasing workforce or relying heavily on specialized talent, this shift isn’t just advantageous—it’s game‑changing.
| Section | Key Points |
|---|---|
| The “Done-in-One” Approach: Leveraging the turret to remove downstream bending steps | – Press brake as secondary operation; turret creates shallow forms, offsets, and features in flat blank. – Applications: electrical enclosures, HVAC panels, OEM covers needing hinge offsets, snap tabs, stiffening ribs. – Example: multi-bend bracket reduced from 3 minutes brake time to seconds via turret lance-and-form hinges and embossed alignment aids. – Benefits: reduced brake touch time, fewer material handlings, less staging, potential for unattended runs. – Brake becomes finishing step, allowing more automated workflows. |
| Functional Features in the Flat: Achieving louvers, embosses, and countersinks without extra setups | – Turret punch press can produce louvers, embossed pads, extruded holes, and other intricate forms. – Louvers: eliminate multi-step brake setup; common in HVAC, telecom, electrical panels. – Embosses: add rigidity, act as spacers, branded impressions; all integrated into turret program. – Countersinks/tapped hole prep via extrude-and-coin tooling removes drilling. – Benefits: reduced labor hours, less reliance on skilled setup, minimized dimensional variation. – Turret-focused workflow streamlines production and accelerates ROI. |
| The Volume Threshold: When hard tooling costs fade in the face of speed gains | – Turret’s advantage grows with high part volumes and dense features. – Off-the-shelf tooling pays back within hundreds of parts/year if dense layouts. – Multiple SKUs with shared features spread tooling costs. – Example: $4,000 embossing tool saves 20 seconds/part, 20,000 units/year = ROI in less than a year. – In high-volume environments, tooling cost becomes negligible, speed and capacity are key drivers. – Evaluate tooling use over years and across SKUs. |
| The hidden advantage: What the turret can eliminate from the brake’s workload | – Strategic value in removing brake work, not just speed comparison. – Replace bent flanges with formed ribs; swap welded tabs with pressed tabs. – Turret becomes structural centerpiece, consolidating steps into one operation. – Boost throughput without increasing workforce or relying on specialized talent. – Transform brake from essential to optional in workflow. |
In operations handling a wide product range but producing small batches, the turret punch press’s impressive per‑hour speed masks a significant drawback: setup complexity. Each new part often demands its own program, a tailored tool configuration, and meticulous sequence planning to prevent tool collisions. Changing tooling on a turret is neither fast nor cheap, with specialized dies requiring substantial time and resources to design, fabricate, and integrate. Unless those efforts can be amortized over hundreds or thousands of parts, the per‑piece cost escalates quickly, eroding profitability.
Press brakes—particularly modern CNC models—largely eliminate those headaches. A standard set of punches and dies can cover a broad range of bend profiles, and switching between jobs often requires nothing more than a quick tool swap and a backgauge adjustment. Tooling is affordable, quick to source, and simple to replace, making short production runs cost‑effective. In a high‑mix environment, this straightforward workflow directly boosts productivity: while each bend on a brake might take longer than a turret hit, the time from “first part complete” to “last part shipped” is often shorter.
Programming needs highlight the difference even further. Creating a turret program means specifying every single hit, every tool change, and fine‑tuning sheet movement to avoid inefficiencies. Many shops end up depending on one or two highly specialized operators—a clear scheduling risk. CNC press brakes, on the other hand, embed angle calculations, bend sequencing, and visual guidance into the machine’s controls. This allows a reasonably trained operator to move between jobs with only minimal additional training. For a shop managing several small orders in a single day, that flexibility ensures the press brake stays at the heart of production.
A quick way to make the call is to analyze your last twenty projects. If most could be completed using your current brake tooling with minimal programming tweaks, then the press brake is the machine driving profitable workflow—even if the turret boasts a faster stroke rate on paper.
Turret punch presses excel at thin‑sheet applications—generally under 3 mm—where tooling wear is predictable, slugs eject easily, and tonnage demands remain manageable. Push into thicker materials and those strengths start to disappear. Increased tonnage accelerates edge wear, causing punches to mushroom and dies to chip. Stripping becomes more difficult, raising the risk of slug pull and galling. Vibration‑related misalignment can introduce burrs and scrap, and the noise level rises dramatically with every strike.
These issues aren’t just production slowdowns—they’re cost drivers. Tools need replacing more often, machine downtime stretches longer, and quality control demands more manpower. The economics invert: the machine you thought was faster becomes the one constantly sidelined for maintenance and troubleshooting.
Press brakes—particularly modern hydraulic and servo‑electric models—are built to excel in these scenarios. They deliver full tonnage consistently across the entire bend, avoiding localized stress and ensuring a smoother, less punishing process for both tooling and the machine structure. When working with 1/4″, 3/8″, 1/2″ plate, or other heavy gauges, bending sidesteps the high‑impact shock and accelerated wear associated with punching. The result is extended tool life, longer stretches between maintenance, and more time devoted to productive output rather than recovering from equipment failures. In many heavy‑fabrication shops, this durability is the reason the brake—rather than the turret punch—forms the backbone of production.
While turret punch presses offer limited forming capabilities—such as embossing, flanging, and louvering—they are inherently two‑dimensional tools, creating features through repeated strikes on flat sheet stock. As part designs grow more sophisticated, especially when requiring multiple planes or compound bends, their limitations become apparent. Multi‑stage forming in a turret demands complex tooling, careful sequencing, and meticulous setup, often delivering diminishing accuracy for intricate parts.
Press brakes tackle complex shapes by deforming the material in a controlled manner rather than relying on impact. Equipped with multi‑axis backgauges and crowning systems, they can execute sequential bends with outstanding precision—even on intricate profiles. Experienced brake operators combine tactile feedback, visual cues, and CNC programming to manage springback, cumulative bend tolerances, and potential interference between bends. Where punching struggles with non‑linear forming paths, the brake’s step‑by‑step approach builds each bend toward a flawless final product.
For parts that merge functional requirements with visual appeal—such as architectural cladding, precision bracketry, or heavy‑duty enclosures—a brake’s ability to maintain consistent angles and precise bend alignment is indispensable. In these cases, its flexibility is amplified by skilled operators who can adjust sequencing and select tooling to meet stringent specifications without resorting to expensive, custom solutions.
The prevailing belief is that the fastest machine should take the lead in production. In practice, speed alone can be misleading—especially when it’s contingent on repetitive, unchanging work. In environments handling high‑mix jobs, thick materials, or intricate components, the press brake often outperforms the punch press in delivering consistent, dependable, and profitable results. Reduced setup time, robust performance with heavy stock, and precise control over complex three‑dimensional forms make the brake the true backbone of operations. While the turret punch still holds strategic value—particularly for long, uniform runs—it’s the brake that ensures steady throughput, protects margins, and keeps delivery timelines on track.
The introduction of high‑power fiber lasers equipped with ultra‑fast cutting heads has dramatically reshaped the sheet metal industry. For years, turret punch presses were the go‑to choice for producing flat blanks—especially for parts with repetitive holes, slots, or patterns—because they could punch multiple perforations with each stroke. Now, modern fiber lasers have diminished that edge for many part types. Although a punch can still outperform a laser on dense, uniform hole arrays, lasers have eradicated the design constraints imposed by physical tooling: no fixed punch diameters, no time‑consuming index changes, and no compulsory “web” or part borders for sheet stability.
One of the most significant yet often overlooked shifts is in material utilization. By cutting profiles without tabs or borders, lasers turn more of the raw sheet into saleable parts. In premium alloys or thin‑gauge stock, the boost in sheet yield alone can justify the machine’s greater upfront investment. Superior edge quality compounds the benefit—laser‑cut parts emerge smooth and burr‑free, removing the need for deburring or extra finishing steps that punched parts often require. With minimal thermal distortion thanks to the laser’s small heat‑affected zone, these advantages have narrowed the punch press’s role, reserving it mainly for high‑volume, repeat‑geometry production where its specific strengths still apply.
For many fabricators, the punch press’s toughest competition isn’t a standalone laser—it’s a laser teamed with a CNC press brake. This powerful duo lets a job shop laser‑cut virtually any flat profile, pack parts tightly for maximum sheet utilization, and then transition straight into forming complex bends, flanges, or box shapes on the brake. By eliminating reliance on punch tooling for contours and tackling geometries beyond the punch’s reach, this workflow expands production capabilities considerably.
This combination also reshapes the investment equation. Purchasing both a laser and a brake gives a shop the ability to address bottlenecks in both cutting and forming, enabling them to take on a broader mix of work—from ornate architectural panels to fully assembled enclosures—without the need for extensive tooling inventories or specialized punch programming skills. In sectors where runs are short and designs change rapidly, the versatility and responsiveness this setup offers can outweigh the punch’s speed advantage in consistent, high‑volume production. In fact, the “Laser + Brake” pairing doesn’t just compete—it often changes the rules, attracting customers who would never consider a punch‑based process.
A punch press’s strengths lie far less in profiling sheet metal than in its ability to integrate formed features directly while the sheet remains flat. Operations like louvers, embosses, countersinks, knockouts, and tapped holes can be completed in‑press, often within the same cycle that cuts the blank outline. This consolidation can eliminate entire secondary steps, dramatically reducing lead times and labor in high‑throughput production. By contrast, lasers are limited to cutting—they can’t mechanically form or thread holes without separate equipment.
Material properties play a role as well. While certain fiber lasers can cut plate up to one inch thick under optimal conditions, punching thicker stock—especially in smaller production runs—can be more efficient when the design demands high‑force forming. The punch’s mechanical process sidesteps thermal constraints and delivers consistent edges. For repetitive, high‑volume parts with minimal design changes, the upfront tooling investment for a punch press can pay off, slashing per‑unit costs well below those of laser cutting.
In the end, the question isn’t simply which machine cuts faster—it’s about pinpointing where your production bottlenecks really lie. If your constraints come from complex contour cutting, a modern laser (either standalone or paired with a press brake) can expand your capabilities. But if the slowdown happens when adding formed details before bending, a punch press can streamline operations and deliver a clear advantage. Recognizing this difference shifts the focus away from raw cutting speed toward overall manufacturing economics and workflow optimization—that’s where profitability is truly engineered.
A CNC turret punch is driven primarily by its software. Once the post-processor and tooling library are properly set up, a single skilled CAD/CAM programmer can create programs for several machines. This consolidates the specialist knowledge into one key role, enabling mid‑level operators to simply load, run, and unload parts without having to make the nuanced, hands‑on judgments that bending often demands. In high‑volume or repeat production, that consistency helps keep labor costs predictable and under control.
The press brake, on the other hand, is still anchored in tactile expertise and shop‑floor intuition. Operators must choose die openings to suit material thickness, account for springback, plan bend sequences to prevent collisions, adjust crowning, and fine‑tune angles on the spot. These subtle, often undocumented decisions rely on years of accumulated experience and resist formalization. Losing a seasoned brake operator can sharply cut throughput—especially in high‑mix production where every part shapes up as a new challenge.
From a profitability standpoint, this distinction matters. Turret punching expertise is concentrated in setup and programming—once optimized, it’s relatively unaffected by who’s running the machine. Brake work demands continuous skill input, shift after shift, with every new geometry. Developing or replacing a truly skilled brake operator is a multi‑year process, making this skills gap a hidden, long‑term cost few proposals account for.
Turret tooling wears out in the most literal sense. High-volume jobs—such as perforated panels or components with dense hole patterns—can rack up hundreds of thousands of hits on a single punch station in a short time. As edges dull, burrs develop, tonnage requirements climb, noise levels increase, and eventually, punches fail outright. Dealing with this means outsourcing sharpening, investing in in-house grinding capability, or accepting reduced quality and higher scrap rates. None of these realities appear in capital equipment quotes, yet any of them can rapidly erode profit margins.
Brake tooling wears more gradually and in subtler ways. Properly used, high-quality air-bend dies can serve for years, with wear presenting as slight angle variation, uneven leg lengths, or minor cosmetic scuffs rather than catastrophic failure. However, the expense of maintaining dies in a finish-friendly condition is often underestimated. Regular cleaning, deburring, and polishing to prevent scratches on high-end surfaces can consume a surprising amount of time—time that’s rarely accounted for in production costings.
The real pitfall is in process oversight. Without a disciplined tool maintenance plan, a turret becomes a mini logistical enterprise—tracking punch hit counts, scheduling sharpening, managing turnaround timelines, and revalidating tools post-maintenance. Likewise, a brake limited to a single catch‑all die for every job invites inefficiencies through extra setup adjustments, corrective bends, and surface rework. Shops that invest early in dedicated, geometry-specific brake tooling may seem to spend more upfront, but over time that choice yields quicker changeovers, reduced scrap, and more consistent production flow.
Punching operations always produce a skeleton—the network of leftover metal surrounding the finished parts. Inefficient nesting, excessive tool swaps, or neglecting common-line punching techniques can all increase the proportion of skeletal waste. On expensive substrates like stainless steel or aluminum, even a small rise of 3–5% in waste across jobs can quietly undermine profitability. Complex nests may also leave behind bulky islands or awkward webs requiring manual removal, adding unplanned labor that isn’t reflected in cycle time estimates.
Press brake operations introduce a distinct type of material risk. Bend allowances—the precise amount of material required for each bend—must be calculated with accuracy. Errors in allowances or incorrect application of K‑factors can result in flat blanks that yield assemblies with incorrect dimensions, leading to scrap, unplanned trimming, or repeated bending. To avoid such issues, many operators leave extra material on flange edges “just in case,” which steadily increases material usage per part beyond design specifications. This precautionary habit is seldom documented, yet it embeds itself into nearly every production run over time.
Both methods drain profit in different ways. Turret punch inefficiencies are consistent and accumulate with every nesting layout. Press brake inefficiencies often surface when switching to new part geometries or materials, manifesting as prolonged adjustments and undocumented rework. In both scenarios, the real loss isn’t what’s shown on the part drawing—it’s what ends up as leftover material or wasted effort by the time production is complete.
Question the entrenched assumptions driving your setup choices. Before investing in new equipment, perform a genuine “lifecycle audit” of past jobs—capturing not only the quoted cycle times and material yields, but also tool sharpening delays, operator adjustments, and scrap created from bend allowance errors. Allocate these costs directly to the process that caused them. This often reveals that the machine appearing cheaper upfront is actually the costlier path once long-term inefficiencies are factored in, while the pricier option with robust support systems can deliver more consistent margins in the long run.
A machine only earns revenue when it’s actively processing material—not when it’s waiting for tool changes or alignments. In high-mix, low-volume work, even a press brake with advanced CNC controls and precision tooling can spend 50–70% of its total cycle time in setup: fitting punches and dies, configuring backgauge positions, and making test bends. While your brake might be booked for an eight-hour shift, the bending beam could be running for only half that time.
A turret punch press shifts this dynamic. With 40–60 tools pre-installed, repeat jobs can reach production nearly immediately. If the necessary tooling is already loaded, setup for repeat or related parts is virtually eliminated. Over multiple jobs, this becomes significant: setup time for a week’s worth of turret output is essentially paid once, whereas a press brake must invest that setup time anew for every single job.
Crunch the numbers. For every actual job shipped in the past month, note down both the setup time and the per‑part cycle time for each machine. Combine these to find the total time per job, then divide the job’s gross margin by that total to calculate profit per machine‑hour. Put your estimates to the test—if you’re off by 30%, does the top performer change? This quick calculation will reveal whether your “busiest” machine is truly your most profitable asset or merely your costliest bottleneck.
The optimal choice isn’t just the fastest—it’s the one that keeps you from paying other shops to handle work you could efficiently complete under your own roof.
A turret punch press can wipe out entire categories of outsourced tasks. Built‑in capabilities like louvers, offsets, knockouts, countersinks, and embossing can be executed directly in‑line, removing the need for secondary forming steps. Specialized punch tooling can create intricate shapes—such as D‑sub ports, hinge slots, and card guides—that keep components progressing toward final assembly without detours to subcontractors. If you’re currently sending 30–40% of your perforated or feature‑rich panels out for processing, a turret can reclaim that revenue almost overnight.
A press brake, by contrast, shields you from the most challenging outsourced bending jobs—deep channels, thick plate work, and precision‑critical angles that must fit together flawlessly. Without one, blanks cut by laser or punch often end up on a truck to another facility whose brake schedule might push you to the back of the line. That’s time lost and freight cost you can’t recoup from the customer.
Review your last twenty outsourced purchase orders and categorize them by cause: punching‑dependent work, complex bends, or a combination of both. The best choice is the machine that eliminates the largest share of those orders, effectively plugging your biggest outsourcing drain.
Your backlog shows where the strain lies right now. Your sales pipeline reveals where pressures will rise in the future. If next year’s projections lean heavily toward large‑volume, high‑feature panels, increasing punching capacity—even if it means tolerating some press brake congestion—could drive greater long‑term profitability. Conversely, if customer demand is shifting toward thicker material and enclosure‑style assemblies, bending capacity and precision will outweigh the convenience of near‑zero incremental punch setups.
The real tipping point is whether the new machine will ease or exacerbate bottlenecks elsewhere in your production flow. Installing a turret press without sufficient upstream laser capacity means its advantages remain underutilized. Similarly, adding a press brake when downstream welding or finishing capacity is lacking simply shifts the backlog further down the line.
Plot your ten most important jobs against two criteria: current profit per machine-hour and the potential to retain future work in-house. The machine that ranks high in both areas isn’t just an equipment purchase—it’s a strategic move that can eliminate weeks of outsourcing, along with the added costs and delays that come with it.
Once you recognize setup time as a hidden drain on profitability, and you’ve pinpointed exactly which outsourced capabilities are costing you most, the decision stops being about brand prestige or upfront price tags. The right choice is the machine that delivers the highest hourly return on the jobs you’re already winning—while eliminating the largest category of outsourced work. After you’ve run that quick, five-minute ROI stress test on your actual workload, the “best” machine isn’t a guess at all; it’s the clear winner your own numbers have already identified.


















