

أسرع طريق لاختيار قطعة المعدات الخاطئة هو السؤال: “أيها يمكنه القيام بالمزيد؟” هذا الاختصار أغرى عددًا لا يحصى من الورش لاتخاذ قرارات مكلفة لا تحقق النتائج المطلوبة. القضية الحقيقية ليست في قائمة الأشياء التي يمكن لكل آلة أن تفعلها—بل في تحديد أي مرحلة في تدفق الإنتاج لديك ستصبح هي الاختناق أولاً. سوء تقدير هذه النقطة سيقوّض حسابات العائد على الاستثمار لديك، بغض النظر عن مدى روعة المواصفات.
مكابس التثقيب ومكابس الانحناء تخدم احتياجات إنتاجية مختلفة بشكل جوهري. يوفر مكبس الانحناء إنتاجًا أبطأ ولكن بمرونة استثنائية—مثالي لإنتاج دفعات صغيرة إلى متوسطة بدقة عالية في الانحناء، وقادر على التعامل مع مجموعة واسعة من الأشكال، وتبديل المهام بسرعة مع تكاليف تجهيز منخفضة. يقلب مكبس التثقيب المعادلة: إنتاج سريع جدًا للهندسيات المتكررة، غالبًا يكمل عمليات تثقيب الثقوب والأشكال السطحية الضحلة في خطوة واحدة، ولكن مع تكاليف تجهيز مرتفعة وفقدان المرونة عند زيادة تنوع الأجزاء.
على الورق، يتفوق مكبس التثقيب باستمرار في زمن الدورة على مكبس الانحناء. لكن هذه الميزة لا تتحقق إلا إذا كان حجم إنتاجك، وتكرار التكرار، وهندسة الأجزاء تسمح له بالعمل دون توقف—من الأفضل مع تحميل الصفائح تلقائيًا وفترات طويلة من التشغيل دون مراقبة. أما في واقع الإنتاج عالي التنوع، فإن إعدادات التشغيل المتكررة وتبديل الأدوات سريعًا ما تقوض هذه السرعة النظرية.
العائد الحقيقي على الاستثمار يأتي من مواءمة الإيقاع الطبيعي لعمل الماكينة مع وتيرة متطلبات الإنتاج لديك. فالسيارة الرياضية الفائقة لا قيمة لها إذا كانت عالقة في ازدحام المرور، والأداة متعددة الاستعمالات تصبح زائدة إذا كنت تستخدم دائمًا نفس رأس المفك.
في كثير من الورش، العامل المقيِّد للإنتاج ليس الماكينة الأطول دورةً—بل خطوة العملية التي تتراكم عندها أكبر قائمة انتظار. إذا كانت عمليات الانحناء دائمًا أبطأ، فإن إضافة قدرة تثقيب أسرع سيزيد فقط من ذلك الاختناق. وبالمقابل، إذا كانت الأجزاء المسطحة تتراكم باستمرار لأن التثقيب لا يغذي التدفق بسرعة كافية، فإن الاستثمار في مكبس انحناء إضافي لن يحل المشكلة.
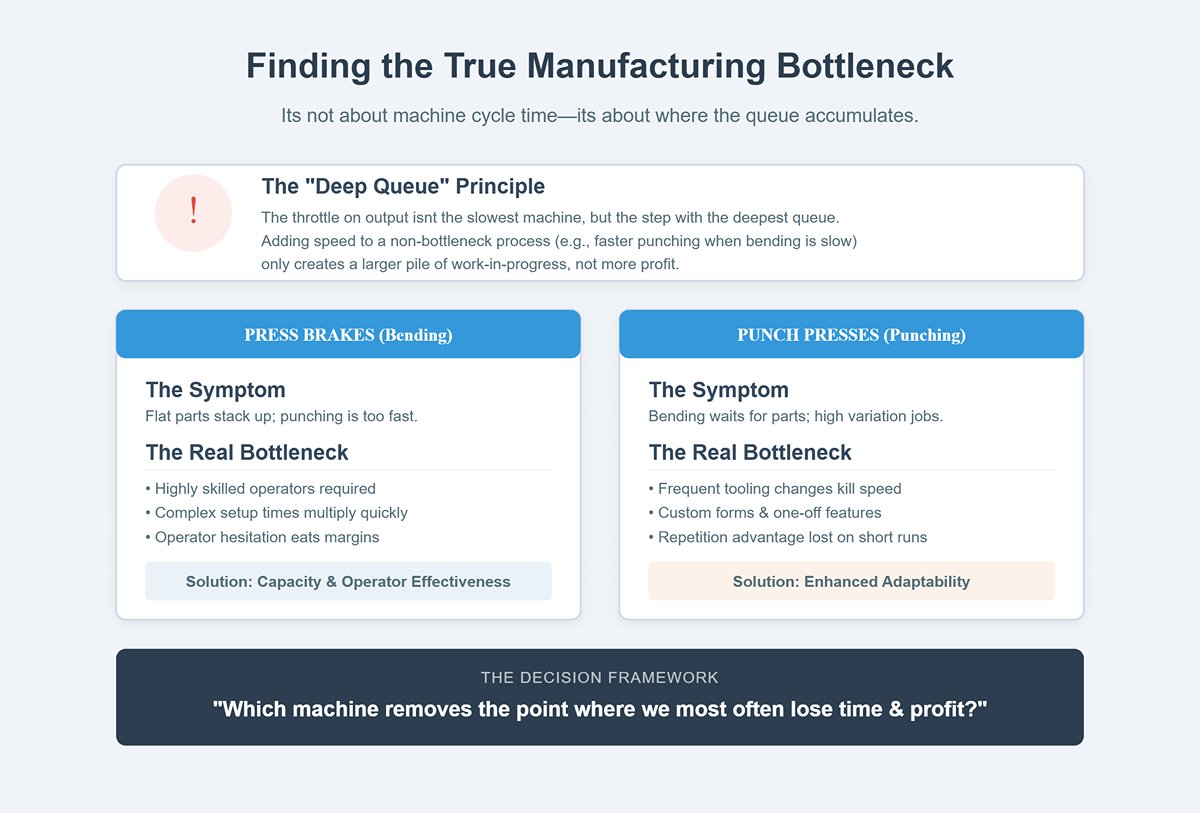
لمكابس الانحناء اختناقها الخاص: فهي تتطلب مشغلين ذوي مهارة عالية، وتعقيد الانحناءات قد يؤدي إلى زيادة أوقات الإعداد بسرعة. في الورش التي تتعامل مع دفعات قصيرة من أجزاء متنوعة، فإن كل دقيقة إضافية تُقضى في الإعداد—أو كل لحظة يتردد فيها المشغل—تؤثر مباشرةً على هامش الربح. في مثل هذه الحالات، فإن زيادة سرعة التثقيب لن تعالج الحد الإنتاجي الأساسي؛ المطلوب هو زيادة قدرة الانحناء وتحسين فعالية المشغلين.
أما مكابس التثقيب فلها قيود مختلفة تمامًا. فهي تتألق عند تكرار نفس الحركة مئات أو آلاف المرات مع اختلاف ضئيل. لكن ما إن تدخل تغييرات متكررة في التجهيز، أو أشكال مخصصة، أو ميزات فريدة، حتى تتعرض ميزة السرعة العالية للتقويض بسرعة بسبب أوقات التغيير غير المنتجة. في هذه الحالة، فإن القدرة على التكيف—وليس السرعة الخام—هي القيد الحقيقي الذي يجب التغلب عليه.
رؤية الأمور من منظور نقطة الاختناق يغير عملية اتخاذ القرار بالكامل: بدلاً من السؤال “ما الذي يمكن لهذه الآلات أن تفعله؟” يصبح السؤال الحقيقي “أي آلة ستزيل فعليًا النقطة التي نفقد عندها معظم الوقت والربح؟”
عند النظر إليهما بشكل منفصل، قد يبدو مكبس الانحناء ومكبس التثقيب وكأنهما استثمارات متنافسة. في الواقع، يعملان كحلقتين مكملتين في نفس سلسلة إنتاج الصفائح المعدنية: التثقيب أو القطع ينتج القطعة المسطحة أو الميزات المشكلة، بينما يشكل الانحناء الأشكال النهائية. فقط في حالات نادرة—حيث يتوافق مزيج أجزاء الورشة تمامًا مع نقاط قوة آلة واحدة—يمكن لنوع واحد التعامل مع جميع الأعمال: حيث تفضل عمليات التصنيع عالية الحجم للمعدات الأصلية عادةً مكابس التثقيب، بينما قد يعتمد المصنّعون المتخصصون بشكل شبه كامل على الانحناء.
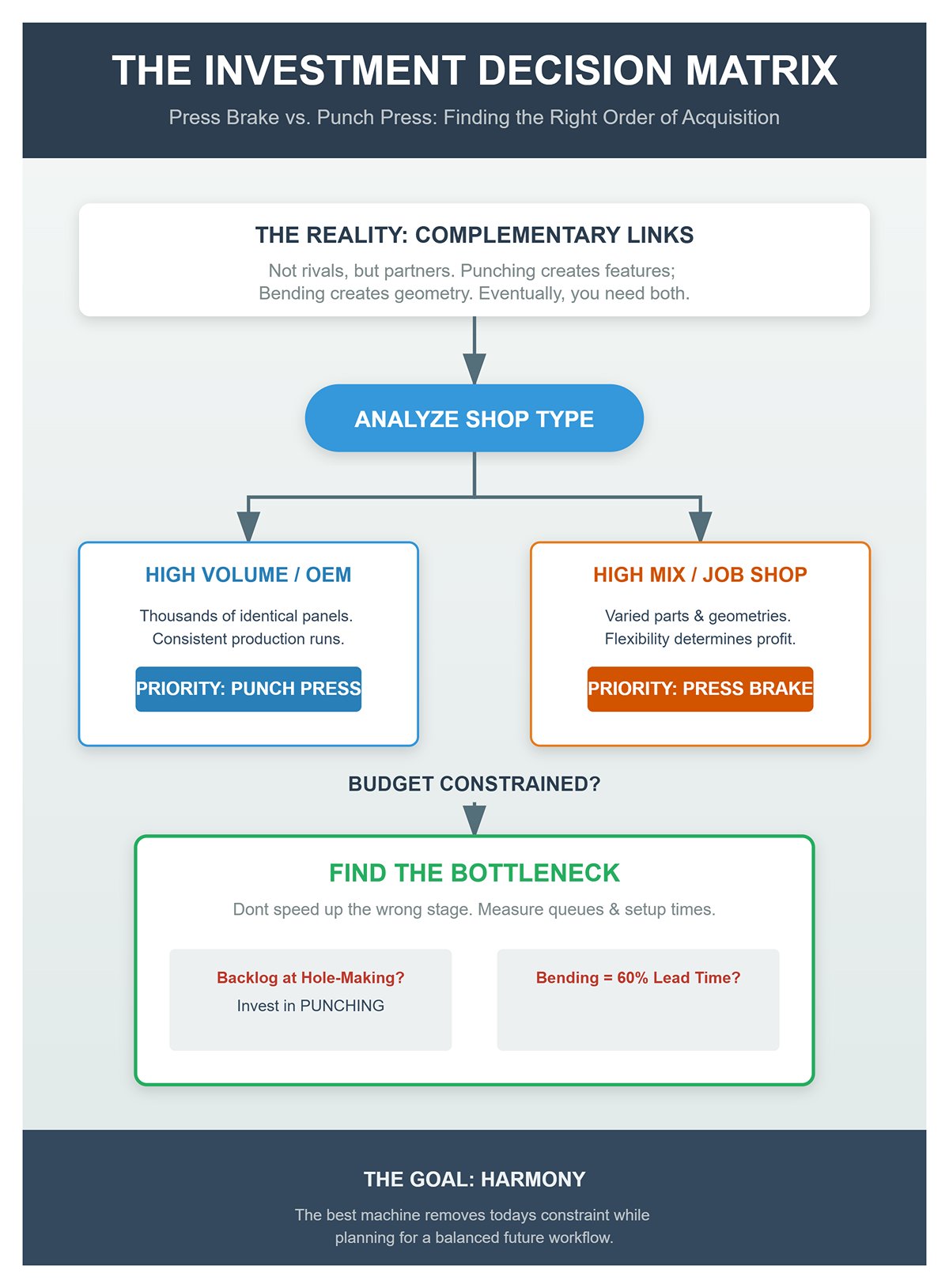
بالنسبة لمعظم الأعمال، فإن الحقيقة طويلة المدى واضحة: ستحتاج في النهاية إلى كليهما. القضية هي تحديد ترتيب الشراء. عملية على طراز المعدات الأصلية تنتج آلاف الألواح أو الحاويات المتطابقة يمكن أن تحقق مكاسب كبيرة مبكرة من الاستثمار في مكبس تثقيب، مقترن بمكبس انحناء أساسي للتشكيل اللاحق. إذا لم يكن مكبس الانحناء هو نقطة الاختناق، فإن بطء وتيرته لن يعيق الإنتاج. وبالعكس، ورشة الأعمال عالية التنوع يجب أن تجعل مكبس الانحناء قلب تدفق العمل لديها، لأن مرونة الانحناء ستحدد عدد الوظائف التي يمكنك قبولها—وكيفية تشغيلها بشكل مربح.
إذا كانت القيود المالية تعني أنك تستطيع الاستثمار في آلة واحدة فقط، فحدد نقطة الاختناق الحالية في الإنتاج بدقة مطلقة. راقب قوائم انتظار سير العمل لديك. قس أوقات الإعداد. إذا كانت عمليات الانحناء تمثل 60% من زمن التنفيذ لديك، فزد من قدرة الانحناء. إذا كان التراكم يحدث في مرحلة صنع الثقوب أو تشكيل الميزات، فاستثمر في قدرة التثقيب. اختيار الآلة الخاطئة لن يفشل فقط في تحسين الإنتاجية—بل قد يجعل الأداء في التسليم أسوأ عن طريق زيادة سرعة المرحلة الخاطئة من الإنتاج.
الجدل حول “الثقوب مقابل الانحناءات” ليس حول أي عملية تشغيل معادن هي الأفضل—بل عن تحديد وحل قيد القدرة بشكل صحيح. أفضل آلة لك هي تلك التي تزيل اختناق اليوم، بينما تخطط مقدمًا لتدفق عمل متوازن يعمل في النهاية بكلا العمليتين بانسجام.
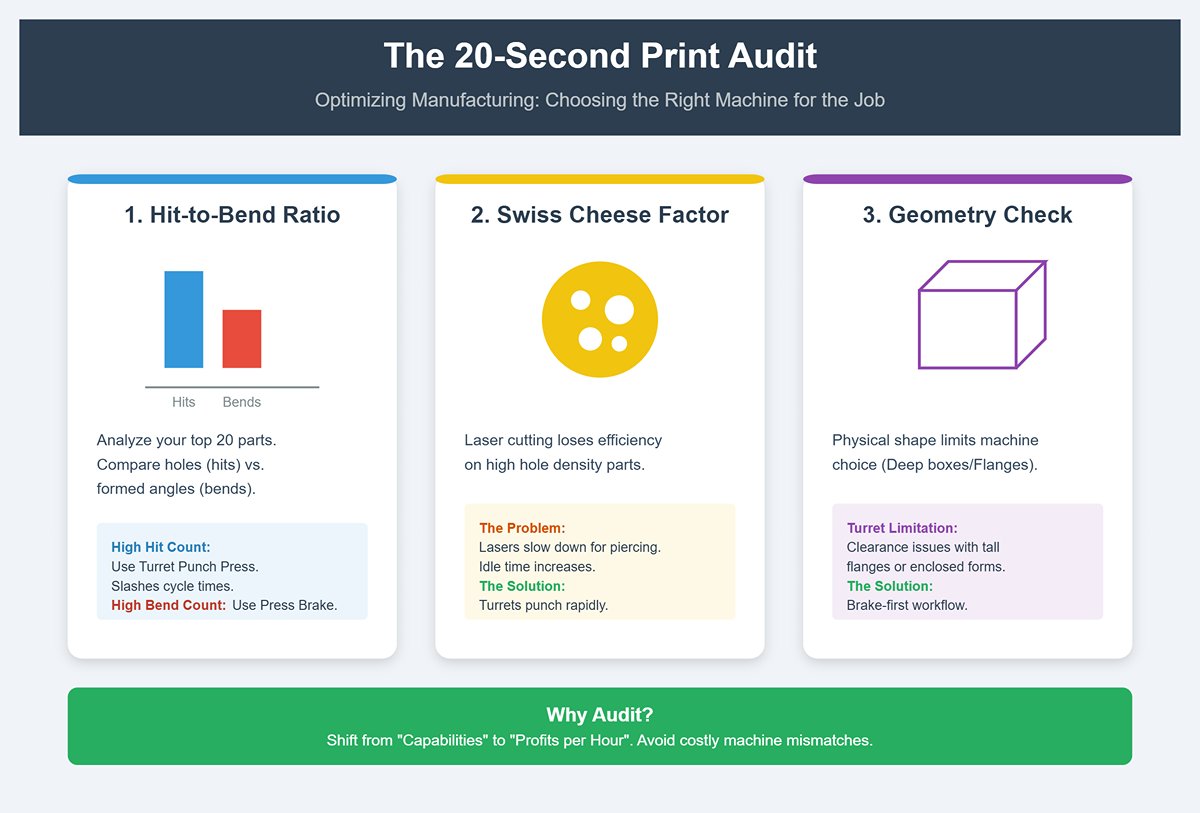
ابدأ بجمع الرسومات أو ملفات CAD الخاصة بالعشرين قطعة التي تنتجها بشكل أكثر تكرارًا — هذه تمثل الجزء الأكبر من حجم إنتاجك السنوي. الهدف ليس الإعجاب بالتصميم، بل تحديد مقدار الوقت المستهلك في تصنيع كل قطعة على الثقوب والفتحات مقارنةً بـ الثنيات. عمليًا، قم بعدّ الميزات: صفوف الثقوب المثقوبة، الفتحات المزالة، الشفرات، والأشكال الضحلة تعتبر جميعها “ضربات”، بينما كل زاوية مشكلة تعتبر “ثنية”. عدد ضربات مرتفع مقارنةً بالثنيات يوحي بأن مكبس البرج أو جهاز الجمع بين المكبس/الليزر يمكنه تقليص أوقات الدورة بشكل كبير. يصبح مكبس الثني نجم المشهد عندما يكون عدد الثنيات كبيرًا، الزوايا متنوعة، ودقة التشكيل تتحكم في السرعة.
يمكن أن تكون نسبة الضرب إلى الثني كاشفة بشكل مفاجئ. إذا كان 70–80٪ من وقت المعالجة يُستثمر في عمل الثقوب والفتحات، فإن البدء بأسلوب يعتمد على مكبس الثني يعني عادةً ترك الربح يفلت منك. وعلى الجانب الآخر، إذا كان معظم الوقت يتركز على تشكيل دقيق ومعقد، فإن ميزة السرعة لمكبس البرج تصبح غير مهمة — ستظل تنتظر الثنيات. هذا الأسلوب السريع للتقييم يوفر تشخيصًا واضحًا ومنخفض الجهد قبل حتى أن تستعين ببيانات الإنتاج الكاملة.
غالبًا ما يكون القطع بالليزر الخيار المفضل لتشكيل المحيطات وعمل الثقوب، ولكن يمكن أن تتغير الكلفة بشكل سريع عندما تبدأ القطعة في التشبه بالجبن السويسري. كل عملية ثقب أو تحديد شكل تضيف حركة إضافية، وقت خمول، وأحيانًا خطوات إضافية لإدارة الحرارة. في الأجزاء التي تحتوي على عشرات — أو حتى مئات — الثقوب الصغيرة، يمكن أن يتباطأ الليزر بشكل كبير، خاصة عند العمل مع الصفائح السميكة حيث يزداد وقت الثقب بشكل ملحوظ. على النقيض، يتفوّق مكبس البرج في هذه الحالات، إذ ينتج الثقوب بسرعة متتالية وغالبًا يدمج عمليات تشكيل إضافية في الخط نفسه. النتيجة هي توفير ملحوظ في الوقت لكل لوح، يتضاعف ليصبح ساعات أو أيام عند الإنتاج بكميات كبيرة.
يعود عامل الجبن السويسري في جوهره إلى كثافة الثقوب. حالما تتجاوز الرسمة المسطحة حدًا معينًا لنسبة الثقوب إلى المساحة، تتلاشى ميزة الليزر في الحركة المستمرة. تتعامل مكابس البرج مع التصاميم كثيفة الثقوب بدقة ميكانيكية مباشرة: ضع الأداة، اضرب، اسحب، كرر. إذا كشفت مراجعتك السريعة عن عدة أجزاء ذات كثافة ثقوب عالية، فذلك مؤشر قوي على عدم جعل خطوات الليزر أو مكبس الثني هي العملية الأساسية لتلك الأعمال. يمكن لإعداد مكبس برج مناسب تحويل عمليات تستغرق ساعات إلى عمليات تُقاس بالدقائق.
مكبس الضرب ليس حلاً شاملاً — بعض الأشكال ببساطة خارج نطاق قدرته. الصناديق العميقة، الأشكال المغلقة، والشفّات العالية المرتجعة تسبب مشكلات في الخلوص المادي حتى لدى تصاميم البرج المتقدمة. الشفّات الكبيرة يمكن أن تعيق حركة الأدوات أو تمنع إزالة القطعة بالكامل. الأجزاء التي تتطلب ثنيات متتالية لتشكيل أماكن مغلقة ضيقة تحتاج أيضًا إلى دقة وقابلية تكيف مكبس الثني. علاوة على ذلك، الشفّات العالية يمكن أن تعقّد تسلسل الضرب، مما قد يتطلب تعاملًا إضافيًا أو عمليات ثانوية تلغي أي ميزة سرعة.
أثناء مراجعة الأجزاء، ضع علامة على أي عناصر تتجاوز حدود الخلوص القياسية لمكبس البرج أو قد تسبب تداخل الأدوات أثناء الحركة. هذه غالبًا ما تتطلب أسلوبًا يعتمد على مكبس الثني أساسًا. ضع أيضًا في الاعتبار الجمع بين سماكة المادة والهندسة — فالمواد السميكة تزيد من قوة التشكيل المطلوبة، وعند دمجها مع الأشكال العميقة، فإنها تتجاوز إمكانيات البرج تمامًا. محاولة تنفيذ هذا النوع من العمل يمكن أن تتلف الأدوات أو تقلل من الدقة.
مراجعة الطباعة السريعة في 20 ثانية لا تهدف إلى تقديم دقة متناهية — إنها أداة فحص سريعة تهدف إلى منع إرسال الأجزاء عبر العملية الأساسية الخاطئة من البداية. نسبة الضرب إلى الثني المرتفعة غالبًا ما تشير إلى كفاءة تشكيل أكبر عبر مكبس البرج أو جهاز الجمع بين المكبس/الليزر، بينما الجزء الذي يهيمن عليه الثني يحتاج إلى دقة مكبس الثني. أنماط الثقوب الكثيفة في المواد الرقيقة تناسب عادةً الضرب الميكانيكي أكثر من القطع بالليزر، بينما الأشكال العميقة والمعقدة تتطلب العمل بمكبس الثني بالضرورة.
من خلال الفحص والتقييم السريع لأهم أجزائك، تتجنب الخطأ المكلف المتمثل في الاستثمار في النوع الخاطئ من الآلات بالنسبة للمزيج الفعلي الذي تنتجه. يتم تحويل النقاش من “القدرات” العامة إلى “الأرباح لكل ساعة” بشكل ملموس. وبمجرد أن تتمكن من شرح لماذا يجب أن ينتمي جزء معين إلى مسار إنتاج معين بدلًا من آخر، تكون بالفعل قد اتخذت قرار استثماري أكثر دقة ووعيًا — دون الحاجة لتشغيل دورة إنتاج واحدة.
تعمل بعض الأجزاء بشكل أفضل عندما تكون مكابح الضغط عملية ثانوية وليست أساسية. من خلال الاستفادة من قدرة مكبس البرج على إنتاج الأشكال الضحلة، والان offsets، والميزات الوظيفية مباشرة في الصفيحة المسطحة، يمكن تقليص مرحلة الثني إلى خطوة سريعة واحدة — أو حتى إلغاؤها بالكامل. التطبيقات مثل حاويات الكهرباء، وألواح التدفئة والتهوية وتكييف الهواء، وأغطية الشركات المصنعة للمعدات الأصلية غالبًا ما تتطلب مسافات مفصلات، أو ألسنة تثبيت، أو أضلاع تقوية تحاكي الأشكال متعددة الثنيات دون استهلاك وقت مكبح الضغط.
أحد الاستخدامات الشائعة هو حامل متعدد الثنيات يستهلك عادة ثلاث دقائق من وقت المكبح لكل قطعة. عند إعادة تصميمه للإنتاج البرجي، تُنشأ المفصلات كميزات ثقب وتشكيل، وتُدمغ وسائل المحاذاة في الصفيحة المسطحة، ولا يتطلب سوى شفة واحدة للثني على المكبح. هذا يقلل وقت تلامس المكبح إلى ثوانٍ معدودة، وينقل عبء المعالجة إلى المراحل السابقة، ويحوّل مشغل المكبح إلى متخصص مركز بدلاً من أن يكون عنق زجاجة في الإنتاج. النتيجة: تقليل مناولات المواد، تقليل مراحل التوقف بين الأقسام، وزيادة إمكانات التشغيل الآلي غير المراقب. عندما تُحل معظم تعقيدات الجزء في المرحلة المسطحة، يصبح المكبح خطوة إنهاء — وليس محرك الربح — مما يسمح للمديرين بتوجيه المزيد من العمل نحو تدفقات عمل مؤتمتة.
يُنظر كثيرًا إلى مكبس البرج على أنه مجرد “صانع للثقوب”، بينما هو في الحقيقة أداة إنتاج متعددة الاستخدامات قادرة على توفير مجموعة واسعة من الميزات الوظيفية. مع الأدوات المناسبة ونطاق سماكة المواد الصحيح، يمكنه إنتاج فتحات تهوية، وبقع بارزة، وثقوب مشفوطة، وأشكال دقيقة أخرى في ثوانٍ معدودة — وهي مهام كانت ستتطلب عمليات منفصلة أو أدوات مكبح ضغط معقدة ومخصصة.
توضح الفتحات المزودة بشفرات هذا الأمر تمامًا. ففي صناعات مثل التدفئة والتهوية وتكييف الهواء، والاتصالات، ولوحات التحكم الكهربائية، تظهر هذه الميزات غالبًا في أنماط كثيفة، وكل واحدة تُنتج على البرج تُلغي عملية متعددة الخطوات من القطع، وإعداد المكبح بمعدة خاصة، وتطبيق عدة ضربات. يمكن للبارزات والنقوش المعدنية أن تضيف الصلابة، أو تعمل كفواصل لتركيب لوحات الدوائر المطبوعة، أو كختم يحمل العلامة التجارية — وجميعها مدمجة في برنامج برج واحد دون الحاجة إلى مكبس ثانوي. حتى الغاطسات وتحضير الثقوب الملولبة يمكن تنفيذها مباشرة على البرج باستخدام أدوات البثق والدمغ، مما يلغي الحاجة للحفر والغاطس لاحقًا.
من منظور كفاءة التصنيع، فإن إنشاء الميزات في المرحلة المسطحة يزيل ساعات العمل المتغيرة ويقلل من الاعتماد على العاملين ذوي المهارات العالية النادرة. كما يقلل من احتمال الاختلافات البُعدية عند انتقال الأجزاء بين مراكز العمل المختلفة. بالنسبة للمكونات التي تحتوي على العديد من الفتحات المزودة بشفرات، أو أنماط بارزة متكررة، أو ثقوب بارزة، فإن الالتزام بسير عمل يعتمد على الليزر والمكبح يعد اختيارًا غير مناسب للمشكلة. يبسّط النهج القائم على البرج الإنتاج، ويقلل خطوات المناولة، ويسرّع من تحقيق العائد على الاستثمار.
تصبح مزايا البرج حاسمة عندما تصل أحجام الأجزاء وكثافة الميزات إلى نقطة حرجة. بينما تتطلب الأدوات المخصصة والمشكّلات الصلبة تكلفة هندسية وتصنيعية مبدئية، تصبح هذه الاستثمارات ضئيلة مقارنة بالإنتاجية التي تحققها. بالنسبة للأدوات الجاهزة — مثل فتحات التهوية القياسية، والأشكال البارزة، والمكابس الغاطسة — يمكن استرداد التكلفة خلال بضع مئات من الأجزاء سنويًا عندما يتضمن كل جزء توزيعًا كثيفًا للميزات. تتحسن الجدوى الاقتصادية بشكل كبير عندما تتشارك عدة رموز منتجات في الميزات نفسها، ما يسمح بتوزيع تكاليف الأدوات وخبرة الإعداد على خطوط الإنتاج الكاملة.
أما بالنسبة للأدوات الصلبة المخصصة، فيمكن أن تكون نقطة التعادل متواضعة على نحو مدهش. فكر في أداة نقش خاصة بقيمة $4,000 تقطع 20 ثانية فقط من وقت التصنيع لكل جزء في دفعة سنوية من 20,000 وحدة — هذا الاستثمار يستعيد قيمته عدة مرات خلال السنة الأولى. في بيئات الإنتاج الكبيرة والمتكررة، تتلاشى التكلفة الموزعة للأدوات بسرعة، بينما تصبح مكاسب السرعة والاستفادة من الطاقة الإنتاجية محرك الربحية الأساسي. ينبغي للمشترين إعادة صياغة تفكيرهم ليتساءلوا: هل ستُستخدم هذه الأدوات عبر سنوات متعددة من الإنتاج أو ستتشاركها عدة رموز منتجات؟ إن كانت الإجابة نعم، فإن الأدوات الصلبة لا تكون عبئًا ماليًا بل تمثل عامل تمكين رئيسي لزمن دورات تنافسية.
تركز النقاشات التقليدية بين مكابس الثقب ومكابس الثني عادة على جداول السرعة — الضربات في الدقيقة مقابل الثنيات في الساعة — لكن هذا الإطار يغفل ميزة استراتيجية مهمة. الفرصة الحقيقية لا تكمن في مقارنة سرعات الآلات بمعزل عن بعضها، بل في مقدار العمل الذي يمكن للبرج أن يزيله كليًا من عملية الثني. استبدل شفة مثنية بضلع مشكّل، أو استبدل لسانًا ملحومًا بآخر مكبوس، وستحوّل دور المكبح من ضروري إلى اختياري. في هذه الحالات، يصبح مكبس الثقب هو الركيزة الهيكلية لسير العمل، موحدًا عدة خطوات تضيف قيمة في عملية قابلة للبرمجة الواحدة. بالنسبة للمشترين الذين يسعون إلى زيادة الإنتاجية دون زيادة القوى العاملة أو الاعتماد المفرط على المهارات المتخصصة، فإن هذا التحول ليس مجرد ميزة — بل هو تغيير جذري في قواعد اللعبة.
| القسم | النقاط الرئيسية |
|---|---|
| نهج “الإنجاز في خطوة واحدة”: الاستفادة من البرج لإزالة خطوات الثني اللاحقة | – مكبح الضغط كعملية ثانوية؛ البرج يُنشئ الأشكال الضحلة والان offsets والميزات في الصفيحة المسطحة. – التطبيقات: حاويات كهربائية، ألواح HVAC، أغطية الشركات المصنعة للمعدات الأصلية التي تحتاج إلى ان offsets مفصلات، ألسنة تثبيت، أضلاع تقوية. – مثال: حامل متعدد الثنيات انخفض زمن تشغيل المكبح من 3 دقائق إلى ثوانٍ عبر مفصلات البرج وثقب وتشكيل ووسائل محاذاة بارزة. – الفوائد: تقليل وقت التلامس مع المكبح، تقليل مناولات المواد، تقليل مراحل التحضير، إمكانية التشغيل غير المراقب. – يصبح المكبح خطوة إنهاء، مما يسمح بمزيد من تدفقات العمل المؤتمتة. |
| الميزات الوظيفية في الوضع المسطح: تحقيق الفتحات المزودة بشفرات والبارزات والغاطسات دون إعدادات إضافية | – يمكن لمكبس البرج إنتاج فتحات تهوية، وبقع بارزة، وثقوب مشفوطة، وغير ذلك من الأشكال الدقيقة. – الفتحات المزودة بشفرات: تُلغي إعداد المكبح متعدد الخطوات؛ شائعة في HVAC والاتصالات ولوحات الكهرباء. – البارزات: تضيف الصلابة، تعمل كفواصل، أو كختم بعلامة تجارية؛ جميعها مدمجة في برنامج البرج. – تجهيز الفتحات المخروطية/المثقوبة عبر أدوات البثق والسكّ يوفر الحاجة إلى الحفر. – الفوائد: تقليل ساعات العمل، تقليل الاعتماد على الإعدادات المتخصصة، تقليص التباين البُعدي. – سير العمل المرتكز على البرج الدوّار يبسط عملية الإنتاج ويسرّع العائد على الاستثمار. |
| عتبة الحجم: عندما تتلاشى تكاليف الأدوات الصلبة أمام مكاسب السرعة | – تتزايد ميزة البرج الدوّار مع ارتفاع حجم الأجزاء وكثافة الميزات. – الأدوات الجاهزة من السوق تحقق استرداد التكلفة خلال مئات الأجزاء في السنة عند وجود تخطيطات كثيفة. – تعدد وحدات SKU ذات الميزات المشتركة يساعد على توزيع تكاليف الأدوات. – مثال: أداة النقش $4,000 توفر 20 ثانية لكل جزء، ومع إنتاج 20,000 وحدة في السنة يتحقق العائد على الاستثمار في أقل من عام. – في بيئات الإنتاج الكثيف، تصبح تكلفة الأدوات هامشية، بينما السرعة والقدرة الإنتاجية هما المحركان الأساسيان. – قيّم استخدام الأدوات على مدى سنوات وعبر مختلف وحدات SKU. |
| الميزة الخفية: ما الذي يمكن أن يزيله البرج من عبء مكبح الضغط | – القيمة الاستراتيجية تكمن في التخلص من أعمال المكابح، وليس في مقارنة السرعة فقط. – استبدل الحواف المثنية بالضلوع المشكّلة؛ واستبدل الألسنة الملحومة بألسنة مضغوطة. – يصبح البرج الدوّار العنصر البنيوي المحوري، موحداً الخطوات في عملية واحدة. – عزز الإنتاجية دون زيادة القوى العاملة أو الاعتماد على مهارات متخصصة. – حوّل المكبح من عنصر أساسي إلى خيار إضافي في سير العمل. |
في العمليات التي تتعامل مع نطاق واسع من المنتجات ولكن تنتج دفعات صغيرة، تخفي سرعة مكبس اللكم البرجي المذهلة لكل ساعة عيبًا جوهريًا: تعقيد الإعداد. غالبًا ما يتطلب كل جزء جديد برنامجه الخاص، وتكوين أداة مخصص، وتخطيط تسلسل دقيق لمنع تصادم الأدوات. تغيير الأدوات في البرج ليس سريعًا ولا رخيصًا، إذ تتطلب القوالب المتخصصة وقتًا وموارد كبيرة للتصميم والتصنيع والتركيب. ما لم تُوزَّع هذه الجهود على مئات أو آلاف الأجزاء، فإن تكلفة القطعة الواحدة ترتفع بسرعة مما يؤدي إلى تآكل الأرباح.
تتغلب مكابح الضغط—وخاصة النماذج الحديثة بنظام CNC—إلى حد كبير على هذه المشكلات. يمكن لمجموعة قياسية من المطرق والقوالب تغطية مجموعة واسعة من أشكال الثني، وغالبًا ما يتطلب التبديل بين المهام مجرد استبدال سريع للأداة وضبط بسيط لدليل الخلفية. الأدوات ميسورة التكلفة، وسهلة التوفير، وبسيطة الاستبدال، مما يجعل الإنتاج قصير المدى مجديًا اقتصاديًا. في بيئة إنتاج متنوعة، يعزز هذا التسلسل السلس الإنتاجية مباشرة: فعلى الرغم من أن كل ثنية على المكبح قد تستغرق وقتًا أطول من ضربة البرج، إلا أن الزمن بين “إتمام أول جزء” و“شحن آخر جزء” يكون في العادة أقصر.
تُبرز متطلبات البرمجة الفرق بشكل أكبر. فإعداد برنامج لمكبس البرج يعني تحديد كل ضربة، وكل تبديل أداة، وضبط حركة الصفيحة بدقة لتجنب الهدر. ينتهي الأمر بالعديد من الورش بالاعتماد على مشغل أو اثنين ذوي خبرة عالية—وهو خطر واضح في الجدولة. أما مكابح CNC، فهي تحتوي ضمن أنظمة التحكم الخاصة بها على حسابات الزاوية، وتتابع الثني، والإرشاد البصري. يتيح هذا لمشغل مدرَّب تدريبًا معقولًا الانتقال بين المهام بسهولة واحتياج بسيط للتدريب الإضافي. بالنسبة لورشة تدير عدة طلبات صغيرة في يوم واحد، فإن هذه المرونة تضمن بقاء مكبح الضغط في قلب عملية الإنتاج.
طريقة سريعة لاتخاذ القرار هي تحليل آخر عشرين مشروعًا لديك. إذا كان يمكن تنفيذ معظمها باستخدام أدوات المكبح الحالية مع بعض التعديلات البسيطة في البرمجة، فإن مكبح الضغط هو الآلة التي تقود سير العمل المربح—حتى لو كان البرج يتمتع بسرعة ضربات أعلى على الورق.
آلات التثقيب البرجي تتميز في تطبيقات الصفائح الرقيقة — عادة أقل من 3 مم — حيث يكون تآكل الأدوات متوقعًا، وتخرج البقايا بسهولة، وتظل متطلبات القوة ضمن الحدود القابلة للإدارة. عند الانتقال إلى المواد الأكثر سمكًا تبدأ هذه المزايا في الاختفاء. زيادة القوة تسرع تآكل الحواف، مما يؤدي إلى انتفاخ المثاقب وتكسر القوالب. يصبح نزع القطع أكثر صعوبة، مما يزيد خطر التصاق البقايا أو خدش السطح. يمكن أن يؤدي سوء المحاذاة الناتج عن الاهتزاز إلى ظهور نتوءات وهدر، ويرتفع مستوى الضوضاء بشكل كبير مع كل ضربة.
هذه المشكلات ليست مجرد تباطؤ في الإنتاج — بل هي مسببات للتكلفة. تصبح الأدوات بحاجة إلى الاستبدال بشكل أكثر تكرارًا، ويمتد وقت توقف الآلة لفترات أطول، وتحتاج مراقبة الجودة إلى قوة عمل أكبر. تنعكس المعادلة الاقتصادية: الآلة التي ظننتها الأسرع تصبح هي التي تتوقف باستمرار للصيانة وحل المشكلات.
آلات الثني — وخاصة النماذج الهيدروليكية والكهرو-سيرفو الحديثة — مصممة للتفوق في هذه الحالات. فهي توفر القوة الكاملة باستمرار على طول الانحناء بالكامل، مما يتجنب الإجهاد الموضعي ويضمن عملية أكثر سلاسة وأقل إجهادًا لكل من الأدوات وبنية الآلة. عند العمل على صفائح سماكتها 1/4 بوصة، 3/8 بوصة، 1/2 بوصة أو غيرها من السماكات الثقيلة، يتجنب الثني الصدمات عالية التأثير والتآكل السريع المرتبط بالتثقيب. النتيجة هي إطالة عمر الأدوات، ومدد أطول بين فترات الصيانة، والمزيد من الوقت المخصص للإنتاج بدلاً من التعافي من أعطال المعدات. في العديد من ورش التصنيع الثقيل، هذا التحمل هو السبب في أن آلة الثني — وليس التثقيب البرجي — تشكل العمود الفقري للإنتاج.
رغم أن آلات التثقيب البرجي توفر إمكانيات تشكيل محدودة — مثل النقش، وعمل الحواف، وفتحات التهوية — إلا أنها في الأساس أدوات ثنائية الأبعاد، تصنع الميزات من خلال ضربات متكررة على صفائح مسطحة. مع تطور تصاميم الأجزاء، خصوصًا عند الحاجة إلى مستويات متعددة أو انحناءات مركبة، تصبح حدودها واضحة. يتطلب التشكيل متعدد المراحل في آلة التثقيب أدوات معقدة وتسلسلاً دقيقًا وإعدادًا متقنًا، وغالبًا مع تناقص دقة الأجزاء المعقدة.
تتعامل آلات الثني مع الأشكال المعقدة عبر تشويه المادة بطريقة محكومة بدلاً من الاعتماد على الصدمات. مجهزة بأنظمة ضبط خلفية متعددة المحاور وأنظمة تقويس، يمكنها تنفيذ الانحناءات المتتابعة بدقة عالية — حتى في الملفات المعقدة. يجمع مشغلو آلات الثني ذوو الخبرة بين الإحساس اللمسي والإشارات البصرية وبرمجة التحكم الرقمي لإدارة ارتداد المادة، وتراكم الانحرافات في الانحناءات، وأي تعارض محتمل بين الانحناءات. حيث تجد آلة التثقيب صعوبة في مسارات التشكيل غير الخطية، يعمل أسلوب الثني خطوة بخطوة على بناء كل انحناء نحو منتج نهائي مثالي.
بالنسبة للأجزاء التي تمزج بين المتطلبات الوظيفية والجاذبية البصرية — مثل تغطية المباني، أو الحوامل الدقيقة، أو الحاويات الثقيلة — فإن قدرة آلة الثني على الحفاظ على زوايا متسقة ومحاذاة دقيقة للانحناءات أمر لا غنى عنه. في هذه الحالات، تتضاعف مرونتها بفضل المشغلين المتمكنين الذين يمكنهم تعديل التسلسل واختيار الأدوات لتلبية المواصفات الصارمة دون اللجوء إلى حلول مخصصة باهظة الثمن.
الاعتقاد السائد هو أن الآلة الأسرع يجب أن تقود الإنتاج. في الواقع، يمكن أن تكون السرعة مضللة — خاصة عندما تعتمد على عمل متكرر وغير متغير. في البيئات التي تتعامل مع أعمال متنوعة بكثافة عالية، أو مواد سميكة، أو مكونات معقدة، غالبًا ما تتفوق آلة الثني على آلة التثقيب في تقديم نتائج متسقة وموثوقة ومربحة. تقليل وقت الإعداد، والأداء القوي مع المواد الثقيلة، والسيطرة الدقيقة على الأشكال ثلاثية الأبعاد المعقدة تجعل آلة الثني الركيزة الحقيقية للعملية. بينما تظل آلة التثقيب ذات قيمة استراتيجية — خاصة للجولات الطويلة والمتجانسة — فإن آلة الثني هي التي تضمن تدفق الإنتاج بثبات، وتحافظ على الهوامش، وتبقي جداول التسليم على المسار الصحيح.
لقد أحدث إدخال أجهزة الليزر الليفي عالية القدرة والمجهزة برؤوس قطع فائقة السرعة تحولاً جذريًا في صناعة الصفائح المعدنية. لسنوات، كانت آلات التثقيب البرجي هي الخيار الأول لإنتاج الألواح المسطحة — خاصة للأجزاء ذات الثقوب أو الفتحات أو الأنماط المتكررة — لأنها تستطيع تثقيب عدة فتحات بضربة واحدة. الآن، قلّصت أجهزة الليزر الليفي الحديثة هذه الميزة للعديد من أنواع الأجزاء. رغم أن آلة التثقيب يمكن أن تتفوق على الليزر في صفوف الفتحات الكثيفة والمتجانسة، إلا أن الليزر أزال القيود التصميمية التي تفرضها الأدوات المادية: لا أقطار تثقيب ثابتة، لا تغييرات فهرسة تستغرق وقتًا، ولا حاجة إلى “شبكة” أو حدود للأجزاء من أجل استقرار الصفيحة.
واحدة من أكثر التحولات أهمية — ومع ذلك غالبًا ما يتم تجاهلها — هي في الاستفادة من المواد. من خلال قطع الملفات دون علامات أو حدود، يحول الليزر المزيد من الصفيحة الخام إلى أجزاء قابلة للبيع. في السبائك المميزة أو الصفائح الرقيقة، يمكن أن تكون زيادة الإنتاجية من الصفيحة وحدها مبررًا للاستثمار الأكبر مقدمًا في الآلة. الجودة الممتازة للحواف تضيف إلى الفائدة — إذ تخرج الأجزاء المقطوعة بالليزر ناعمة وخالية من النتوءات، مما يلغي الحاجة إلى إزالة النتوءات أو خطوات التشطيب الإضافية التي غالبًا ما تتطلبها الأجزاء المثقوبة. وبفضل التشويه الحراري المحدود بسبب المنطقة الصغيرة المتأثرة بالحرارة في الليزر، فقد ضاقت فجوة دور آلة التثقيب، لتقتصر أساسًا على الإنتاج عالي الحجم والمتكرر الهندسة حيث لا تزال مزاياها الخاصة تنطبق.
بالنسبة للعديد من المصانع، فإن المنافسة الأصعب لآلة التثقيب ليست الليزر المنفرد — بل ليزر مقترن بآلة ثني CNC. يتيح هذا الثنائي القوي لمتجر التشغيل بالقطع بالليزر إنتاج أي ملف مسطح تقريبًا، وتجميع الأجزاء بكثافة لتحقيق أقصى استفادة من الصفيحة، ثم الانتقال مباشرة لتشكيل الانحناءات المعقدة أو الحواف أو أشكال الصناديق على آلة الثني. من خلال التخلص من الاعتماد على أدوات التثقيب للمحيطات ومعالجة أشكال هندسية تتجاوز مدى آلة التثقيب، يوسع هذا التدفق قدرات الإنتاج بشكل كبير.
كما أن هذا المزيج يعيد صياغة معادلة الاستثمار. شراء ليزر وآلة ثني معًا يعطي المتجر القدرة على معالجة الاختناقات في كل من القطع والتشكيل، مما يمكّنه من التعامل مع مزيج أوسع من الأعمال — من الألواح المعمارية المزخرفة إلى الحاويات المجمّعة بالكامل — دون الحاجة إلى مخزونات كبيرة من أدوات التثقيب أو مهارات برمجة متخصصة. في القطاعات التي تكون فيها الدورات قصيرة والتصاميم تتغير بسرعة، يمكن أن تفوق المرونة والاستجابة التي يوفرها هذا الإعداد ميزة السرعة لآلة التثقيب في الإنتاج المتجانس وعالي الحجم. في الواقع، ثنائية “الليزر + آلة الثني” لا تنافس فقط — بل غالبًا ما تغير القواعد، وتجذب عملاء لم يكونوا ليأخذوا عملية التثقيب بعين الاعتبار.
تكمن قوة آلة التثقيب بدرجة أقل في تشكيل ملفات الصفائح المعدنية وأكثر في قدرتها على دمج ميزات مشكلة مباشرة أثناء بقاء الصفيحة مسطحة. عمليات مثل فتحات التهوية، النقوش، التجاويف، الفتحات القابلة للكسر، والفتحات الملولبة يمكن إكمالها على المنصة ذاتها، غالبًا في نفس الدورة التي يتم فيها قطع محيط اللوح. هذا الدمج يمكن أن يلغي خطوات ثانوية كاملة، مما يقلل بشكل كبير من أوقات الإنتاج والعمل في إنتاج عالي التدفق. في المقابل، يقتصر الليزر على القطع — لا يمكنه تشكيل أو لولبة الفتحات ميكانيكيًا دون معدات منفصلة.
تلعب خصائص المواد دورًا أيضًا. رغم أن بعض أجهزة الليزر الليفي يمكنها قطع صفائح بسماكة تصل إلى بوصة واحدة في ظروف مثالية، فإن تثقيب الصفائح السميكة — خصوصًا في الإنتاج القليل — يمكن أن يكون أكثر كفاءة عندما يتطلب التصميم تشكيلًا عالي القوة. تتجنب عملية التثقيب الميكانيكية القيود الحرارية وتوفر حواف متسقة. بالنسبة للأجزاء المتكررة وعالية الإنتاج ذات التغييرات التصميمية القليلة، يمكن أن يحقق الاستثمار المبدئي في أدوات آلة التثقيب عوائد، مما يخفض تكلفة الوحدة إلى ما دون تكاليف القطع بالليزر.
في النهاية، السؤال ليس ببساطة أي آلة تقطع أسرع — بل يتعلق بتحديد مكان الاختناقات الحقيقية في إنتاجك. إذا كانت القيود تأتي من قطع المحيطات المعقدة، فإن ليزرًا حديثًا (سواء مستقل أو مقترن بآلة ثني) يمكنه توسيع قدراتك. لكن إذا كان التباطؤ يحدث عند إضافة تفاصيل مشكلة قبل الثني، يمكن أن تعمل آلة التثقيب على تبسيط العمليات وتقديم ميزة واضحة. إدراك هذا الاختلاف يحول التركيز بعيدًا عن سرعة القطع الخام نحو اقتصاديات التصنيع الشاملة وتحسين سير العمل — حيث يتم هندسة الربحية فعليًا.
يعتمد برج اللكم CNC بشكل أساسي على برمجياته. بمجرد إعداد معالج ما بعد التشغيل ومكتبة الأدوات بشكل صحيح، يمكن لمبرمج CAD/CAM واحد ماهر إنشاء برامج لعدة آلات. هذا يركز المعرفة المتخصصة في دور رئيسي واحد، مما يمكّن المشغّلين متوسطي المستوى من مجرد التحميل والتشغيل والتفريغ دون الحاجة إلى اتخاذ أحكام دقيقة وملموسة كما هو مطلوب عادة في عمليات الثني. في الإنتاج عالي الكمية أو الإنتاج المتكرر، تساعد هذه الاستمرارية في إبقاء تكاليف العمالة متوقعة وتحت السيطرة.
أما مكبح الضغط، فيظل قائماً على الخبرة الحسية والحدس الميداني في الورشة. يجب على المشغلين اختيار فتحات القوالب بما يتلاءم مع سمك المادة، وأخذ ارتداد المادة في الحسبان، وتخطيط تسلسل الانحناءات لتجنب الاصطدامات، وضبط التاج، وتعديل الزوايا بشكل فوري. هذه القرارات الدقيقة، التي غالباً لا يتم توثيقها، تعتمد على سنوات من الخبرة المتراكمة وتقاوم محاولات التقنين الرسمي. فقدان مشغل مكبح ضغط متمرس يمكن أن يقلل الإنتاجية بشكل حاد—خصوصاً في الإنتاج متعدد الأصناف حيث يتشكل كل جزء كأنه تحدٍ جديد.
من منظور الربحية، هذا الفرق مهم. خبرة برج اللكم تتركّز في الإعداد والبرمجة—ومتى ما تم تحسينهما، لا تتأثر كثيراً بالشخص الذي يشغل الآلة. أما العمل على المكبح فيتطلب مدخلات مهارية مستمرة، مناوبة بعد مناوبة، مع كل هندسة جديدة. تطوير أو استبدال مشغل مكبح ضغط ماهر حقاً يستغرق عدة سنوات، مما يجعل فجوة المهارات هذه تكلفة خفية وطويلة الأجل لا تأخذها معظم العروض في الحسبان.
تتآكل أدوات البرج بشكل ملموس جداً. الوظائف ذات الحجم الكبير—مثل الألواح المثقبة أو المكونات ذات الأنماط الكثيفة من الثقوب—يمكن أن تحقق مئات الآلاف من الضربات على محطة لكمة واحدة خلال فترة زمنية قصيرة. مع تبلد الحواف، تظهر النتوءات، وتزداد المتطلبات من القوة، ويرتفع مستوى الضوضاء، وفي النهاية تفشل اللكمات تماماً. التعامل مع ذلك يعني إما الاستعانة بمصادر خارجية للشحذ، أو الاستثمار في قدرات الصقل داخل المنشأة، أو القبول بانخفاض الجودة وزيادة معدلات الخردة. لا تظهر أي من هذه الحقائق في عروض أسعار المعدات، ومع ذلك يمكن لأي منها أن يلتهم هوامش الربح بسرعة.
يتآكل أدوات المكبح بشكل أكثر تدريجاً وأكثر دقة. إذا استُخدمت بشكل صحيح، يمكن لقوالب الانحناء الهوائي عالية الجودة أن تخدم لسنوات، حيث يظهر التآكل على شكل تغيّر طفيف في الزوايا، أو أطوال أرجل غير متساوية، أو خدوش سطحية بسيطة بدلاً من فشل كارثي. ومع ذلك، غالباً ما يُستهان بتكلفة الحفاظ على القوالب في حالة مثالية للتشطيب. التنظيف المنتظم، وإزالة النتوءات، وتلميع القوالب لمنع خدش الأسطح عالية الجودة يمكن أن يستهلك كمية مفاجئة من الوقت—وقت نادراً ما يُدرج في حسابات تكلفة الإنتاج.
المشكلة الحقيقية هي في الرقابة على العمليات. من دون خطة صيانة أدوات منضبطة، يتحول البرج إلى مؤسسة لوجستية صغيرة—تتبع عدد ضربات اللكم، جدولة عمليات الشحذ، إدارة جداول التسليم، وإعادة التحقق من الأدوات بعد الصيانة. وبالمثل، فإن استخدام قالب واحد شامل لكل وظيفة في المكبح يجلب عدم الكفاءة من خلال تعديلات إعداد إضافية، والانحناءات التصحيحية، وإعادة معالجة الأسطح. الورش التي تستثمر مبكراً في أدوات مكبح محددة لكل هندسة قد تبدو وكأنها تنفق أكثر في البداية، لكنها على المدى الطويل تحقق تغيير إعداد أسرع، وتقلل الخردة، وتحقق تدفق إنتاج أكثر انتظاماً.
عمليات اللكم تنتج دائماً هيكلاً متبقياً—شبكة المعدن المتبقية حول الأجزاء النهائية. التعشيق غير الفعال، كثرة تبديل الأدوات، أو إهمال تقنيات اللكم بخط مشترك يمكن أن يزيد نسبة فضلات الهيكل. على المواد المكلفة مثل الفولاذ المقاوم للصدأ أو الألومنيوم، حتى زيادة صغيرة بنسبة 3–5% في الفاقد عبر الوظائف يمكن أن تقوض الربحية بهدوء. التعشيقات المعقدة قد تترك أيضاً جزر ثقيلة أو شبكات محرجة تتطلب إزالتها يدوياً، مضيفة عملاً إضافياً غير متوقع لا ينعكس في تقديرات وقت الدورة.
عمليات مكبح الضغط تقدم نوعاً مختلفاً من المخاطر المادية. سماحات الانحناء—أي المقدار الدقيق من المادة المطلوب لكل انحناء—يجب حسابها بدقة. الأخطاء في السماحات أو التطبيق الخاطئ لعوامل K يمكن أن تؤدي إلى فراغات مسطحة تنتج مجموعات بأبعاد غير صحيحة، مما يؤدي إلى الخردة، أو التشذيب غير المخطط له، أو إعادة الانحناء المتكررة. لتجنب هذه المشاكل، يقوم العديد من المشغلين بترك مادة إضافية على حواف الشفة “للأمان”، مما يزيد تدريجياً من استخدام المادة لكل جزء بما يتجاوز مواصفات التصميم. هذه العادة الوقائية نادراً ما يتم توثيقها، ومع ذلك تترسخ في كل دورة إنتاج بمرور الوقت.
كلا الطريقتين تستنزفان الربح بطرق مختلفة. عدم كفاءة برج اللكم تكون ثابتة وتتراكم مع كل تصميم تعشيق. عدم كفاءة مكبح الضغط تظهر غالباً عند الانتقال إلى هندسة أجزاء أو مواد جديدة، متجسدة في تعديلات طويلة وإعادة عمل غير موثقة. في كلا الحالتين، الخسارة الحقيقية ليست ما يظهر على رسم الجزء—بل ما ينتهي به الحال على شكل مادة متبقية أو جهد ضائع بحلول انتهاء الإنتاج.
تسائل الافتراضات الراسخة التي تدفع خيارات إعدادك. قبل الاستثمار في معدات جديدة، قم بإجراء “تدقيق دورة حياة” حقيقي للوظائف السابقة—يشمل ليس فقط أوقات الدورة المقدّرة وعوائد المواد، بل أيضاً تأخيرات شحذ الأدوات، وتعديلات المشغل، والخردة الناتجة عن أخطاء سماحات الانحناء. خصص هذه التكاليف مباشرة للعملية التي تسببت بها. غالباً ما يكشف ذلك أن الآلة التي تبدو أرخص في البداية هي في الواقع المسار الأعلى تكلفة بعد احتساب عدم الكفاءات الطويلة الأجل، بينما الخيار الأغلى ذو أنظمة الدعم القوية يمكن أن يحقق هوامش أرباح أكثر استقراراً على المدى الطويل.
الآلة تكسب الإيرادات فقط عندما تعالج المادة فعلياً—وليس عندما تنتظر تغييرات الأدوات أو عمليات المحاذاة. في الأعمال متعددة الأصناف منخفضة الحجم، حتى مكبح الضغط المزود بتحكمات CNC متقدمة وأدوات دقيقة يمكن أن يقضي 50–70% من إجمالي وقت الدورة في الإعداد: تركيب اللكمات والقوالب، ضبط مواقع مقياس الرجوع، وإجراء اختبارات الانحناء. بينما قد يكون المكبح محجوزاً لوردية مدتها ثماني ساعات، قد يكون شعاع الانحناء يعمل نصف تلك المدة فقط.
يغيّر مكبس برج اللكم هذا الديناميكية. مع 40–60 أداة مثبتة مسبقاً، يمكن أن تصل الوظائف المتكررة إلى الإنتاج بسرعة شبه فورية. إذا كانت الأدوات اللازمة محملة بالفعل، فإن الإعداد لوظائف متكررة أو مشابهة يُلغى تقريباً. عبر وظائف متعددة، يصبح هذا مهماً: وقت الإعداد لإنتاج أسبوع كامل من خرج البرج يُدفع مرة واحدة فقط، بينما يجب على مكبح الضغط استثمار وقت الإعداد من جديد لكل وظيفة منفردة.
قم بحساب الأرقام. لكل وظيفة فعلية تم شحنها في الشهر الماضي، دوّن وقت الإعداد ووقت الدورة لكل جزء لكل آلة. اجمع هذه للحصول على إجمالي الوقت لكل وظيفة، ثم قسّم هامش الربح الإجمالي للوظيفة على هذا المجموع لحساب الربح لكل ساعة تشغيل للآلة. اختبر تقديراتك—إذا كنت مخطئاً بنسبة 30%، هل يتغير الآداء الأعلى؟ سيكشف هذا الحساب السريع ما إذا كانت آلتك “الأكثر انشغالاً” هي بالفعل أكثر أصولك ربحية أو مجرد عنق الزجاجة الأكثر تكلفة لديك.
الخيار الأمثل ليس فقط الأسرع، بل هو الذي يجنبك دفع أموال لورش أخرى لمعالجة أعمال يمكنك إنجازها بكفاءة داخل منشأتك.
يمكن لمكبس اللكم البرجي أن يلغي بالكامل فئاتٍ كاملة من المهام التي يتم الاستعانة بمصادر خارجية لتنفيذها. فالقدرات المدمجة مثل الفتحات الهوائية، والإزاحات، واللكمات المفرغة، والحزوز المخروطية، والنقوش البارزة يمكن تنفيذها ضمن نفس السطر، مما يلغي الحاجة إلى خطوات التشكيل الثانوية. ويمكن لأدوات اللكم المتخصصة أن تُنشئ أشكالاً معقدة—مثل منافذ D‑sub، وفتحات المفصلات، وأدلة البطاقات—تسهم في استمرار تقدم المكونات نحو التجميع النهائي دون المرور على المتعهدين. إذا كنت تُرسل حالياً ما بين 30–40% من الألواح المثقبة أو الغنية بالميزات إلى الخارج للمعالجة، فإن مكبساً برجياً يمكن أن يستعيد ذلك الدخل تقريباً بين عشية وضحاها.
أما مكبس الثني، في المقابل، فيحميك من أكثر مهام الثني الخارجية تحدياً—كالقنوات العميقة، وأعمال الصفائح السميكة، والزوايا الدقيقة الحساسة التي يجب أن تتطابق تماماً. من دونه، غالباً ما ينتهي الأمر بالألواح المقطوعة بالليزر أو اللكم على شاحنة متجهة إلى منشأة أخرى قد يضعك جدول مكبسها في نهاية الدور. وذلك وقت ضائع وتكلفة نقل لا يمكنك استردادها من العميل.
راجع آخر عشرين أمر شراء خارجي لديك وصنّفها حسب السبب: أعمال تعتمد على اللكم، أو ثنيات معقدة، أو مزيج من الاثنين. الخيار الأفضل هو الآلة التي تلغي أكبر نسبة من هذه الطلبات، مما يسد فعلياً أكبر مصدر استنزاف في عمليات الاستعانة بمصادر خارجية لديك.
يكشف تراكم الطلبات عن مكان الضغط حالياً. ويُظهر مسار المبيعات أين سترتفع الضغوط في المستقبل. إذا كانت توقعات العام القادم تميل بشدة نحو الألواح ذات الحجم الكبير والغنية بالميزات، فإن زيادة قدرة اللكم—even مع تحمل بعض الازدحام في مكبس الثني—يمكن أن تحقق ربحية أعلى على المدى الطويل. وعلى العكس، إذا كان طلب العملاء يتحول نحو المواد السميكة وتجميعات الهيكل الخارجي، فستكون قدرة الثني والدقة أكثر أهمية من ميزة إعدادات اللكم شبه الصفرية.
نقطة التحول الحقيقية هي ما إذا كانت الآلة الجديدة ستخفف الاختناقات أو تفاقمها في أماكن أخرى من تدفق الإنتاج. فتركيب مكبس برجٍ دون وجود سعة ليزر كافية في المراحل السابقة يعني أن مزاياه ستظل غير مستغلة بالكامل. وبالمثل، فإن إضافة مكبس ثني عندما تكون قدرات اللحام أو التشطيب في المراحل اللاحقة غير كافية تنقل فقط تراكم العمل إلى نهاية الخط.
ارسم مخططاً لأهم عشرة أعمال لديك وفق معيارين: الربح الحالي لكل ساعة تشغيل للآلة، وإمكانية الاحتفاظ بالعمل مستقبلاً داخل المصنع. الآلة التي تحقق ترتيباً عالياً في كلا المجالين ليست مجرد عملية شراء معدات، بل خطوة استراتيجية يمكنها أن تقضي على أسابيع من الاستعانة بمصادر خارجية، مع ما يرافق ذلك من تكاليف وتأخيرات.
بمجرد أن تدرك أن وقت الإعداد يستنزف الربحية بشكل خفي، وتحدد بالضبط القدرات المُستعان بها خارجياً والتي تكلفك أكثر من غيرها، سيتحول القرار من مسألة هيبة العلامة التجارية أو الأسعار المبدئية إلى مسألة عائد ربحي. الخيار الصائب هو الآلة التي تقدم أعلى عائد بالساعة على الأعمال التي تفوز بها فعلياً—مع إلغاء أكبر فئة من الأعمال المستعان بها خارجياً. وبعد أن تُجري اختبار العائد السريع لمدة خمس دقائق على عبء عملك الفعلي، لن يكون اختيار “أفضل” آلة مسألة تخمين، بل النتيجة الواضحة التي أظهرتها أرقامك بالفعل.


















