

Самый быстрый путь к выбору неправильного оборудования — спросить: “Какое может сделать больше?” Эта упрощённая логика уже заставила множество мастерских принять дорогостоящие решения, которые не оправдали ожиданий. На самом деле дело не в списке возможностей каждой машины, а в определении того, какой этап вашего производственного процесса станет «узким местом» первым. Ошибка в этой точке разрушит ваши расчёты окупаемости, каким бы впечатляющим ни казалось оснащение.
Координатно-револьверные прессы и листогибы выполняют принципиально разные задачи производства. Листогиб работает медленнее, но обеспечивает исключительную универсальность — идеально подходит для изготовления мелких и средних партий с высокой точностью гибки, обслуживания широкого спектра форм и быстрого переключения между заданиями при минимальных расходах на оснастку. Координатный пресс меняет баланс: молниеносная скорость при повторяющихся геометриях, часто выполняя пробивку отверстий и неглубоких форм за один проход, но с высокими затратами на оснастку и потерей гибкости при росте разнообразия деталей.
На бумаге прессы стабильно обходят листогибы по времени цикла. Но это преимущество сохраняется только в том случае, если объём производства, частота повторов и геометрия деталей позволяют им работать без остановки — желательно с автоматической подачей листов и длительными периодами бесперебойной работы без участия оператора. В условиях высокой номенклатуры частые переналадки и смена инструмента быстро сводят теоретическую скорость на нет.
Реальная окупаемость приходит тогда, когда естественный ритм работы машины соответствует ритму ваших производственных требований. Суперкар бесполезен, если он стоит в пробке, а мультитул избыточен, если вы всегда используете одну и ту же биту для отвёртки.
Во многих мастерских «дросселем» производительности является не машина с самым длинным циклом, а этап процесса, где накапливается самая большая очередь. Если операции гибки постоянно отстают, добавление более быстрой пробивочной мощности только усугубит этот узел. И наоборот, если плоские детали постоянно задерживаются потому, что пробивка не успевает обеспечивать поток, покупка ещё одного листогиба проблему не решит.
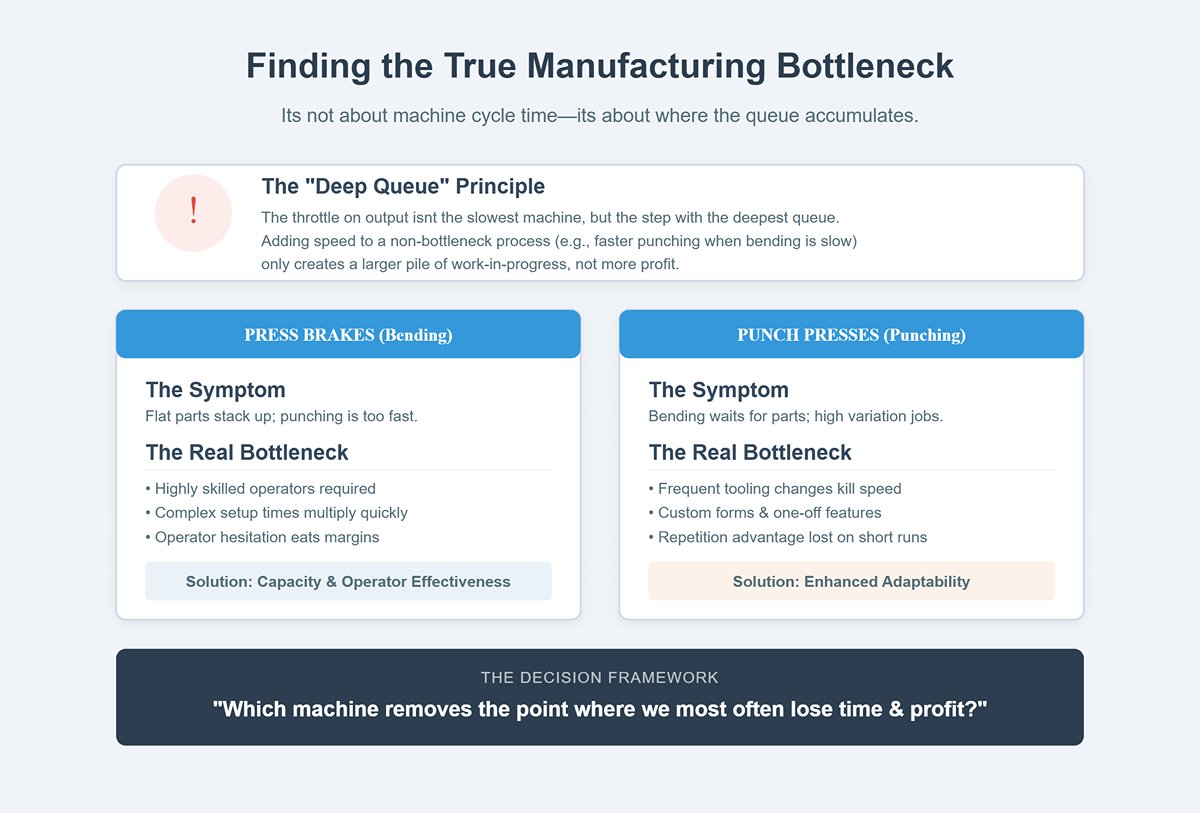
Листогибы имеют собственное «узкое место»: им нужны высококвалифицированные операторы, а сложность изгибов может приводить к значительному росту времени наладки. В мастерских, работающих с короткими сериями разнообразных деталей, каждая лишняя минута наладки — или каждая пауза оператора — напрямую съедает прибыль. В таких случаях увеличение скорости пробивки не решит основную проблему; нужно повышать мощность гибки и эффективность работы операторов.
Координатные прессы имеют совершенно другое ограничение. Они идеальны, когда одно и то же движение повторяется сотни или тысячи раз с минимальными изменениями. Но как только появляются частые смены инструмента, нестандартные формы или единичные особые элементы, преимущество высокой скорости быстро теряется на непродуктивных переналадках. В таких ситуациях истинным ограничением становится не скорость, а адаптивность.
Взгляд через призму “узкого места” полностью меняет процесс принятия решений: вместо вопроса “Что могут эти машины?” возникает реальный вопрос «Какая из них действительно устранит точку, в которой мы чаще всего теряем время и прибыль?»
Если рассматривать их в изоляции, листогиб и координатный пресс могут казаться конкурентами. На деле они являются взаимодополняющими звеньями одной цепочки обработки листового металла: пробивка или резка формирует заготовку или элементы, а гибка придаёт им окончательную геометрию. Лишь в редких случаях — когда ассортимент деталей идеально соответствует сильным сторонам одной машины — один тип может выполнять всю работу: массовые OEM-производители часто выбирают прессы, а специализированные мастера могут почти полностью полагаться на гибку.
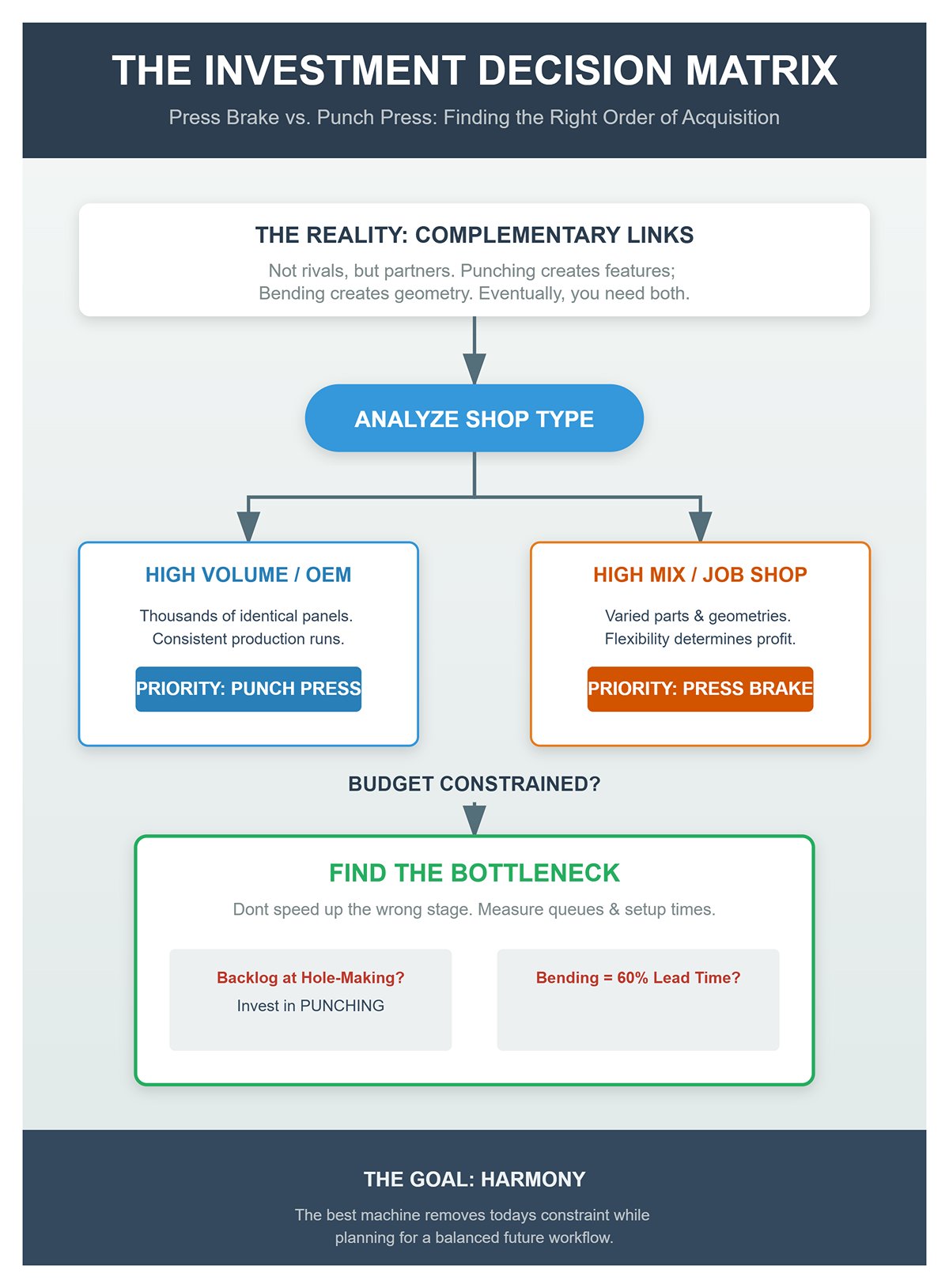
Для большинства компаний долгосрочная картина очевидна: в итоге вам понадобятся оба. Вопрос в том, в каком порядке покупать. Производство по OEM-модели, выпускающее тысячи одинаковых панелей или корпусов, получит значительный ранний прирост от инвестиций в пресс, сочетая его с базовым листогибом для последующей формовки. Если листогиб не является «узким местом», его более медленный темп не будет мешать производству. Напротив, мастерская с высокой номенклатурой заказов должна сделать листогиб центром потока работ, поскольку гибкость гибки определит, сколько заказов вы сможете принять — и насколько прибыльно их выполнить.
Если бюджет ограничен и вы можете купить только одну машину, определите текущее «узкое место» в производстве максимально точно. Отслеживайте очереди в процессе. Замеряйте время наладки. Если операции гибки занимают 60 % времени выполнения заказа, добавьте мощности по гибке. Если отставание возникает на этапе пробивки отверстий или формирования элементов, инвестируйте в пресс. Выбор неправильной машины не просто не улучшит производительность — он может даже ухудшить сроки поставки, ускорив неверный этап производства.
Спор “отверстия против изгибов” — это не вопрос о превосходстве одного метода обработки металла над другим, а об правильном выявлении и устранении ограничения мощности. Лучшая машина для вас — та, что уберёт сегодняшнее «узкое место», пока вы планируете сбалансированный рабочий процесс, в котором оба метода будут работать в гармонии.
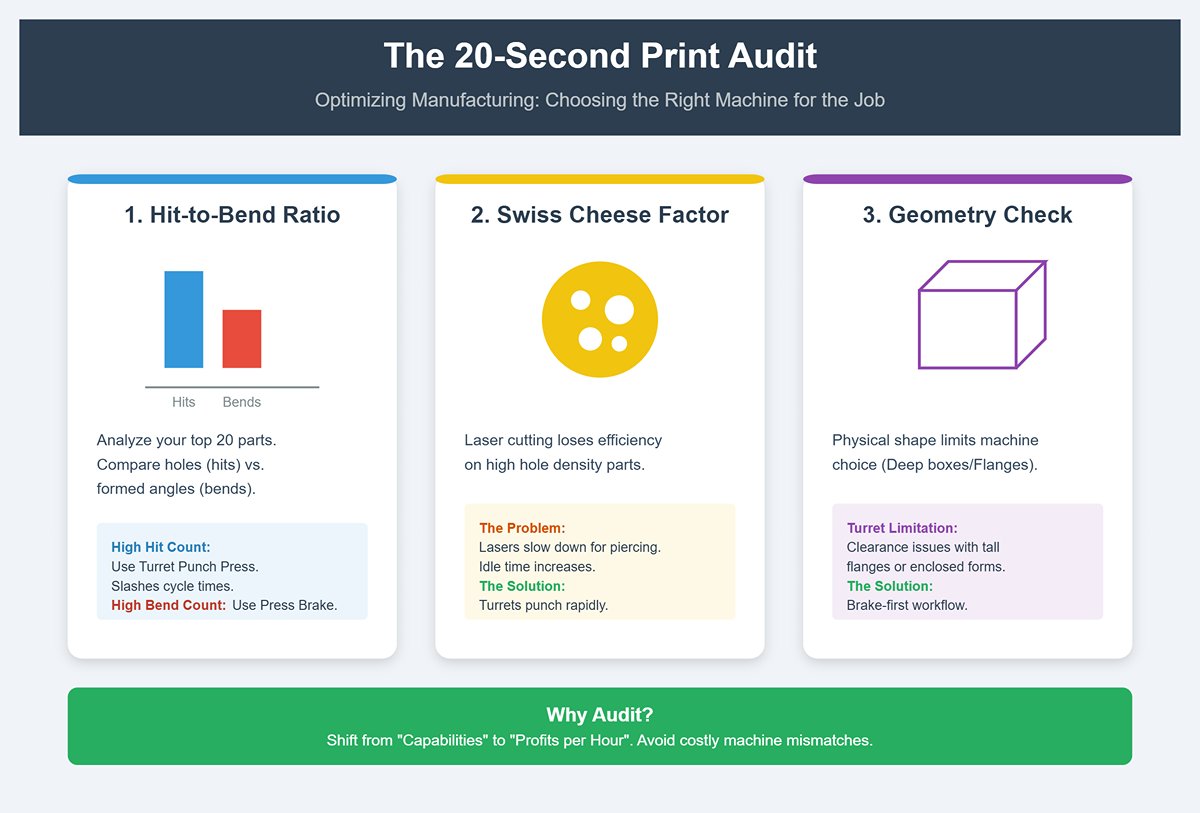
Начните с того, что соберите чертежи или CAD-файлы для 20 деталей, которые вы производите чаще всего — они представляют собой основную часть вашего годового объёма. Здесь цель не в том, чтобы полюбоваться дизайном, а в том, чтобы определить, сколько времени при изготовлении каждой детали тратится на отверстия и вырезы по сравнению с гибами. Практически говоря, считайте элементы конструкции: ряды пробитых отверстий, вырубки, жалюзи и мелкие формовки — всё это считается “ударами”, а каждый сформированный угол — “гибом”. Большое количество ударов относительно гибов предполагает, что револьверный пресс или комбинированная установка пресс/лазер могут значительно сократить время цикла. Пресс-гибочный станок выходит на первый план, когда количество гибов велико, углы разнообразны и скорость определяется точностью формовки.
Коэффициент удар-гиб может оказаться неожиданно показательным. Если 70–80 % времени обработки уходит на изготовление отверстий и вырезов, то старт с гибочного процесса обычно означает упущенную прибыль. С другой стороны, если большее время занимает сложная формовка, преимущество в скорости у револьверного пресса уже не имеет значения — вы всё равно будете ждать гибов. Этот быстрый метод подсчёта предлагает понятный и малозатратный способ диагностики ещё до обращения к полным данным производства.
Хотя лазерная резка часто является основным методом для контуров и отверстий, экономика процесса быстро меняется, когда деталь начинает напоминать швейцарский сыр. Каждое пробивание и каждый контур добавляют лишние движения, простои, а иногда и дополнительные шаги по отводу тепла. На деталях с десятками или даже сотнями мелких отверстий лазеры могут замедлиться до минимума, особенно при работе с толстой плитой, где время пробивания значительно увеличивается. В отличие от этого, револьверный пресс прекрасно справляется с такими задачами, пробивая отверстия в режиме «залпового огня» и зачастую интегрируя вторичные операции формовки прямо в процессе. В результате получается ощутимая экономия времени на каждой заготовке, которая при масштабировании к большим объёмам превращается в часы или даже дни.
Фактор «швейцарского сыра» сводится к плотности перфорации. Как только плоский раскрой превышает определённый порог отношения отверстий к площади, преимущество лазера в непрерывном движении исчезает. Револьверы выполняют разметку с множеством отверстий прямолинейно и механически точно: установить инструмент, удар, возврат, повтор. Если ваш быстрый аудит выявляет несколько деталей с высокой плотностью отверстий, это явный сигнал не выбирать лазер или гибочный пресс в качестве ведущей операции для таких задач. Правильно настроенный револьверный пресс способен превратить многочасовые рабочие процессы в процедуры, измеряемые минутами.
Револьверный пресс — это не универсальное решение; некоторые формы просто вне его возможностей. Глубокие коробчатые конструкции, замкнутые формы и высокие обратные отбортовки создают проблемы с физическим зазором, с которыми даже сложные конструкции револьверов не справляются. Большие отбортовки могут препятствовать движению инструмента или полностью исключать возможность извлечения детали. Детали, требующие последовательных гибов для формирования тесных, замкнутых пространств, также нуждаются в точности и гибкости пресс-гиба. Кроме того, высокие отбортовки усложняют последовательность работы револьвера, иногда требуя дополнительного манипулирования или вторичных операций, которые сводят на нет любое преимущество по скорости.
Во время аудита деталей отметьте любые позиции с геометрией, превышающей стандартные ограничения по зазору револьвера или способной вызвать интерференцию инструмента в процессе перемещения. Такие детали почти всегда будут требовать гибочного процесса как основного. Также учитывайте сочетание толщины материала с геометрией — более толстый материал увеличивает усилие формовки, а при глубокой форме это выходит за пределы возможностей револьвера. Попытка выполнить такую работу может повредить инструмент или снизить точность.
20-секундный аудит чертежей не предназначен для обеспечения абсолютной точности — это быстрый инструмент оценки, позволяющий избежать направления деталей в неправильный основной процесс с самого начала. Высокий коэффициент удар-гиб часто указывает на большую эффективность формовки с помощью револьвера или пресс/лазер-комбо, тогда как для деталей с преобладающими гибами требуется точность гибочного пресса. Плотные узоры отверстий в тонком материале обычно лучше выполнять механическим пробиванием, нежели лазерной резкой, тогда как глубокие сложные формы по своей природе требуют работы на гибочном прессе.
Быстро просматривая и оценивая ключевые детали, вы избегаете дорогостоящей ошибки инвестирования в неправильный тип станка для фактического ассортимента производимых изделий. Это переводит разговор с общего “возможности” на конкретные “прибыль в час”. Как только вы сможете чётко объяснить почему та или иная деталь должна идти по одному пути, а не другому, вы уже принимаете более точное и обоснованное инвестиционное решение — и всё это без запуска ни одного производственного цикла.
Некоторые детали лучше всего изготавливать, когда листогиб используется как вспомогательная, а не основная операция. Используя возможности турельного пробивного пресса для создания неглубоких форм, смещений и функциональных элементов прямо на плоской заготовке, этап гибки можно сократить до одного быстрого шага — или вовсе исключить. В таких областях, как электрические корпуса, панели систем HVAC и крышки OEM, часто требуются смещения под петли, защёлки или рёбра жёсткости, имитирующие профили с несколькими изгибами, но без затрат времени на листогиб.
Один из распространённых примеров — кронштейн с несколькими изгибами, который обычно требует три минуты работы на листогибе для каждой детали. После переработки под производство на турели петли создаются как элементы «пробивка‑и‑формовка», направляющие для совмещения выдавливаются на плоской заготовке, и только один фланец требует гибки на листогибе. Это сокращает время работы на листогибе до считанных секунд, переносит основную нагрузку на предыдущий этап и превращает оператора листогиба в узкоспециализированного специалиста, а не в узкое место производства. Результат: меньше перемещений материала, меньше промежуточных стадий между цехами и гораздо больший потенциал для автономных, «lights‑out» запусков. Когда большая часть сложности детали решается на плоском этапе, листогиб становится завершающим шагом, а не источником прибыли, что позволяет менеджерам направлять больше работы в автоматизированные процессы.
Слишком часто турельный пробивной пресс воспринимается лишь как “создатель отверстий”, хотя на самом деле это высоко универсальный производственный инструмент, способный выполнять широкий спектр функциональных элементов. При наличии подходящего инструмента и диапазона толщин материала он может за секунды создавать жалюзи, рельефные площадки, вытянутые отверстия и другие сложные формы — задачи, которые иначе потребовали бы отдельных операций или специализированного, сложного инструмента для листогиба.
Жалюзи — яркий пример. В таких отраслях, как HVAC, телекоммуникации и электрические панели управления, эти элементы часто располагаются плотными рядами, и каждая жалюзь, выполненная на турели, исключает многоэтапный процесс резки, установки листогиба с пуансоном «гусиная шея» и нанесения нескольких ударов. Рельефные выступы и формовка монет могут добавлять жёсткость, служить проставками для монтажа печатных плат или выполнять роль фирменных оттисков — всё это интегрируется в одну программу турели без необходимости вторичного пресса. Даже зенковки и подготовка отверстий под резьбу можно выполнить прямо на турели, используя инструмент «вытяжка‑и‑формовка», полностью исключая последующее сверление и зенковку.
С точки зрения производственной эффективности создание элементов на плоском этапе исключает переменные трудозатраты и снижает зависимость от дефицитных, высококвалифицированных специалистов по наладке. Это также минимизирует вероятность отклонений по размерам при прохождении деталей через несколько рабочих центров. Для компонентов с многочисленными жалюзи, повторяющимися рельефными узорами или вытянутыми отверстиями использование связки «лазер–листогиб» — это несоответствие процесса задаче. Подход, ориентированный на турель, упрощает производство, сокращает этапы обработки и ускоряет возврат инвестиций.
Преимущества турели становятся решающими, когда объёмы деталей и плотность элементов достигают критической точки. Хотя изготовление нестандартных пуансонов и формовочных инструментов требует начальных затрат на проектирование и производство, эти вложения становятся незначительными по сравнению с производительностью, которую они обеспечивают. Для стандартного инструмента — например, типовых жалюзи, рельефных профилей и пуансонов для зенковки — окупаемость может быть достигнута уже при выпуске нескольких сотен деталей в год, если каждая содержит плотную компоновку элементов. Экономика значительно улучшается, когда несколько артикулов имеют одинаковые элементы, позволяя распределить затраты на инструмент и опыт наладки по всей линейке продукции.
В случае нестандартного жёсткого инструмента порог окупаемости может быть удивительно низким. Например, специальный рельефный инструмент стоимостью $4,000, который сокращает всего 20 секунд времени производства каждой детали при годовом объёме 20 000 единиц, окупает себя многократно уже в первый год. В условиях крупносерийного, повторяющегося производства амортизированная стоимость инструмента быстро теряет значение, а прирост скорости выпуска и загрузки мощностей становится основным источником прибыли. Покупателям стоит переосмыслить вопрос: будет ли такой инструмент использоваться в течение нескольких лет производства или для нескольких артикулов? Если ответ «да», жёсткий инструмент перестаёт быть затратным бременем и становится ключевым фактором конкурентного времени цикла.
Традиционные споры между пробивными прессами и листогибами обычно сводятся к сравнительным таблицам скорости — ударов в минуту против изгибов в час — но такой подход упускает важное стратегическое преимущество. Реальная возможность заключается не в сравнении скоростей машин по отдельности, а в том, сколько работы листогиба турель может полностью убрать из процесса. Замените изогнутый фланец на сформированное ребро или сварную вкладку на пробитую, и роль листогиба изменится с обязательной на необязательную. В таких случаях пробивной пресс становится конструктивным центром рабочего процесса, объединяя несколько добавляющих ценность этапов в одну программируемую операцию. Для покупателей, которым нужно увеличить производительность без расширения штата или сильной зависимости от узкоспециализированных кадров, этот переход — не просто преимущество, а переломный момент.
| Раздел | Ключевые моменты |
|---|---|
| Подход “Всё за один раз”: использование турели для устранения последующих этапов гибки | – Листогиб как вторичная операция; турель создаёт неглубокие формы, смещения и элементы на плоской заготовке. – Применение: электрические корпуса, панели HVAC, крышки OEM с необходимыми смещениями под петли, защёлками, рёбрами жёсткости. – Пример: кронштейн с несколькими изгибами сокращён с 3 минут работы на листогибе до секунд благодаря петлям «пробивка‑и‑формовка» и рельефным направляющим. – Преимущества: сокращение времени работы на листогибе, меньше перемещений материала, меньше промежуточных стадий, возможность автономных запусков. – Листогиб становится завершающим этапом, позволяя больше автоматизированных процессов. |
| Функциональные элементы на плоской заготовке: создание жалюзи, рельефных выступов и зенковок без дополнительных установок | – Турельный пробивной пресс может производить жалюзи, рельефные площадки, вытянутые отверстия и другие сложные формы. – Жалюзи: исключают многоэтапную настройку листогиба; распространены в HVAC, телекоммуникациях, электрических панелях. – Рельефные выступы: добавляют жёсткость, служат проставками, фирменными оттисками; всё интегрировано в программу турели. – Подготовка зенковок/резьбовых отверстий с помощью штамповки методом экструдирования и чеканки исключает сверление. – Преимущества: сокращение трудочасов, меньше зависимость от квалифицированной настройки, минимизация размерных отклонений. – Ориентированный на револьверный пресс рабочий процесс упрощает производство и ускоряет окупаемость инвестиций. |
| Порог объёма: когда затраты на жёсткий инструмент меркнут перед приростом скорости | – Преимущество револьвера растет при больших объемах деталей и высокой плотности элементов. – Готовый инструмент окупается уже при сотнях деталей в год при плотной компоновке. – Несколько артикулов с общими элементами распределяют затраты на инструмент. – Пример: инструмент для чеканки $4,000 экономит 20 секунд на деталь, 20,000 единиц в год = окупаемость менее чем за год. – В условиях больших объемов затраты на инструмент становятся несущественными, скорость и производительность становятся ключевыми факторами. – Оценивать использование инструмента в течение нескольких лет и по всем артикулам. |
| Скрытое преимущество: что турель может убрать из нагрузки листогиба | – Стратегическая ценность в исключении работы на гибочном прессе, а не только в сравнении скорости. – Замените изогнутые фланцы на формованные ребра; замените приваренные вкладки на прессованные. – Револьвер становится конструкционным центром, объединяя несколько этапов в одну операцию. – Увеличьте производительность без расширения штата и без зависимости от специализированных специалистов. – Превратите гибочный пресс из обязательного в дополнительный элемент рабочего процесса. |
В операциях, где обрабатывается широкий ассортимент продукции, но выпускаются небольшие партии, впечатляющая скорость револьверного пресса в пересчете на час маскирует значительный недостаток: сложность настройки. Каждая новая деталь часто требует собственной программы, индивидуальной конфигурации инструмента и тщательного планирования последовательности, чтобы избежать столкновений инструмента. Замена оснастки на револьверном прессе ни быстрая, ни дешевая, а специальные штампы требуют значительных времени и ресурсов на проектирование, изготовление и внедрение. Если эти затраты нельзя распределить на сотни или тысячи деталей, себестоимость единицы быстро растет, снижая прибыльность.
Гибочные прессы — особенно современные модели с ЧПУ — во многом устраняют эти проблемы. Стандартный набор пуансонов и матриц покрывает широкий спектр профилей гиба, а переход между заказами часто требует лишь быстрой замены инструмента и настройки упора. Оснастка доступна по цене, быстро поставляется и легко заменяется, что делает короткие производственные серии экономически выгодными. В условиях большого ассортимента такая простота рабочего процесса напрямую повышает производительность: хотя каждая гибка на прессе может занимать больше времени, чем удар на револьвере, время от “готовой первой детали” до “отгрузки последней” часто оказывается короче.
Необходимость программирования еще больше подчеркивает различия. Создание программы для револьверного пресса требует задания каждого удара, каждой смены инструмента и тонкой настройки движения листа, чтобы избежать неэффективности. Многие предприятия вынуждены полагаться на одного-двух высококвалифицированных операторов — что создает очевидный риск для графика. CNC-гибочные прессы, напротив, интегрируют расчеты углов, последовательность гибов и визуальные подсказки прямо в систему управления станком. Это позволяет достаточно обученному оператору переходить между заданиями с минимальным дополнительным обучением. Для цеха, выполняющего несколько небольших заказов за день, такая гибкость обеспечивает центральную роль гибочного пресса в производстве.
Быстрый способ принять решение — проанализировать свои последние двадцать проектов. Если большинство из них можно выполнить с текущей оснасткой гибочного пресса с минимальными доработками программ, то именно гибочный пресс обеспечивает прибыльный рабочий процесс — даже если револьвер на бумаге обладает большей скоростью ударов.
Револьверные пробивные прессы превосходно справляются с обработкой тонких листов — обычно менее 3 мм — где износ инструмента предсказуем, пробойники легко выбрасываются, а требования к усилию остаются управляемыми. При переходе к более толстым материалам эти преимущества начинают исчезать. Возрастающее усилие ускоряет износ кромок, вызывая растрескивание пуансонов и сколов матриц. Процесс снятия заготовки становится сложнее, повышается риск вытягивания пробойников и налипания металла. Вибрационные перекосы могут вызвать заусенцы и брак, а уровень шума резко возрастает с каждым ударом.
Эти проблемы — не просто замедление производства, это факторы роста затрат. Инструменты требуют более частой замены, простои станков удлиняются, а контроль качества нуждается в большем количестве персонала. Экономика переворачивается: станок, который казался самым быстрым, превращается в тот, что постоянно простаивает из-за обслуживания и наладки.
Гибочные прессы — особенно современные гидравлические и сервоэлектрические модели — созданы для работы именно в таких условиях. Они обеспечивают постоянное полное усилие по всей длине гиба, избегая локальных напряжений и гарантируя более плавный, щадящий процесс как для инструмента, так и для конструкции станка. При работе с листами 1/4″, 3/8″, 1/2″ и другими тяжелыми толщинами гибка избегает ударных нагрузок и ускоренного износа, типичных для пробивки. Результат — увеличенный срок службы инструмента, более длительные промежутки между обслуживаниями и больше времени, уделяемого продуктивной работе, а не устранению поломок. Во многих цехах тяжелого машиностроения именно эта долговечность делает гибочный пресс, а не револьверный, основой производства.
Хотя револьверные прессы обладают ограниченными возможностями формовки — такими как чеканка, отбортовка и вентиляционные прорези, — они по своей природе являются двухмерными инструментами, создающими элементы путём повторяющихся ударов по плоскому листу. По мере усложнения конструкции деталей, особенно требующих нескольких плоскостей или комбинированных гибов, ограничения становятся очевидными. Многоступенчатая формовка на револьвере требует сложного инструмента, точной последовательности и тщательной настройки, причем точность часто падает при изготовлении сложных деталей.
Гибочные прессы формируют сложные формы путем контролируемой деформации материала, а не ударов. Оснащённые многоосевыми упорами и системами компенсации прогиба, они могут выполнять последовательные гибы с выдающейся точностью — даже на сложных профилях. Опытные операторы гибочного пресса используют сочетание тактильной обратной связи, визуальных сигналов и программ ЧПУ для управления возвратом упругости, накопленными отклонениями и возможными пересечениями гибов. Там, где пробивка испытывает трудности с нелинейными траекториями, пошаговый подход гиба создает каждый изгиб, приближая изделие к безупречному конечному результату.
Для деталей, сочетающих функциональные требования и эстетичный вид — таких как архитектурные облицовки, точные кронштейны или прочные корпуса, — способность пресса сохранять постоянные углы и точное совмещение гибов незаменима. В таких случаях его гибкость усиливается за счёт квалифицированных операторов, которые могут корректировать последовательность операций и подбирать инструмент для соблюдения строгих допусков без обращения к дорогим индивидуальным решениям.
Распространено мнение, что самый быстрый станок должен быть главным в производстве. На практике одна лишь скорость может вводить в заблуждение — особенно в условиях, где преобладает разнообразная номенклатура, толстые материалы или сложные компоненты. В таких случаях гибочный пресс зачастую превосходит пробивной по стабильности, надежности и прибыльности результатов. Сокращение времени наладки, уверенная работа с толстым металлом и точный контроль сложных трёхмерных форм делают пресс настоящим опорным звеном производства. Хотя револьверный пресс по‑прежнему ценен, особенно при длинных сериях однотипных деталей, именно гибочный пресс обеспечивает стабильный поток продукции, защиту маржи и соблюдение сроков поставки.
Появление мощных волоконных лазеров с ультрабыстрыми режущими головками радикально преобразило листообработку. На протяжении многих лет револьверные прессы были предпочтительным выбором для изготовления плоских заготовок — особенно деталей с множеством отверстий, пазов или повторяющихся узоров — ведь они могли пробивать множество отверстий за один ход. Теперь современные волоконные лазеры свели это преимущество на нет для большинства типов деталей. Хотя пробивка всё ещё может быть быстрее при плотных одинаковых рядах отверстий, лазеры устранили конструкционные ограничения, связанные с физическим инструментом: нет фиксированных диаметров пуансонов, долгих перестановок, обязательных перемычек или кромок для устойчивости листа.
Одним из самых значимых, но часто недооцениваемых изменений стала эффективность использования материала. Благодаря возможности вырезать контуры без перемычек или внешних рамок, лазеры превращают большую часть исходного листа в пригодные к продаже детали. Для дорогих сплавов или тонких листов увеличение выхода продукции само по себе может окупить высокие начальные инвестиции в станок. Высокое качество кромок усиливает эффект — лазерные детали выходят гладкими и без заусенцев, устраняя необходимость последующей обработки, которая часто требуется после пробивки. При минимальном термическом искажении, обусловленном небольшой зоной термического влияния лазера, эти преимущества сузили сферу применения пробивных прессов, оставив их преимущественно для массового производства однотипных деталей, где их специфические сильные стороны всё ещё играют роль.
Для многих производителей самым серьёзным конкурентом пробивного пресса становится не отдельный лазер, а лазер в паре с ЧПУ‑гибочным прессом. Эта эффективная связка позволяет лазером вырезать практически любой плоский контур, оптимизировать раскрой листа, а затем сразу переходить к гибке сложных изгибов, отбортовок или коробчатых форм на прессе. Отказ от пробивного инструмента для контуров и возможность выполнять операции, недоступные пробивке, значительно расширяют производственный потенциал.
Такая комбинация также меняет экономику инвестиций. Покупка лазера и пресса даёт цеху возможность устранить узкие места как в резке, так и в гибке, позволяя брать заказы более разнообразного характера — от декоративных архитектурных панелей до полностью собранных корпусов — без необходимости иметь большой запас инструмента или специальные навыки программирования пробивного станка. В отраслях с короткими сериями и частыми изменениями конструкции универсальность и гибкость подобной системы часто перевешивают преимущество скорости пробивки при серийном производстве. Фактически, связка “Лазер + Пресс” не просто конкурирует — она нередко меняет правила игры, привлекая заказчиков, которые раньше не рассматривали пробивку вообще.
Сильные стороны пробивного пресса заключаются не столько в раскрое листа, сколько в способности формировать элементы непосредственно на плоском листе. Операции вроде вентиляционных отверстий, чеканки, зенковки, выдавливания и нарезания резьбы могут выполняться прямо на прессе, зачастую в том же цикле, что и вырезка контура. Такое объединение процессов позволяет устранить целые стадии последующей обработки, резко сокращая сроки и трудозатраты при массовом производстве. Лазеры же ограничены резкой — они не способны механически формовать или нарезать резьбу без дополнительного оборудования.
Свойства материала также имеют значение. Хотя некоторые волоконные лазеры могут разрезать лист до одного дюйма толщиной в оптимальных условиях, пробивка толстого металла — особенно в небольших сериях — может быть эффективнее, когда требуется высокое усилие формовки. Механический процесс пробивки обходится без тепловых ограничений и обеспечивает одинаковое качество кромки. Для серийного массового производства с минимальными изменениями конструкции затраты на инструмент для пробивного пресса могут окупиться, снижая себестоимость детали значительно ниже, чем при лазерной резке.
В конечном итоге вопрос не в том, какая машина режет быстрее, — важно точно определить, где находятся ваши производственные «узкие места». Если ограничения связаны со сложной контурной резкой, современный лазер (отдельный или в сочетании с прессом) сможет расширить возможности. Но если замедление происходит на этапе добавления формованных элементов до гибки, пробивной пресс способен упростить процесс и дать реальное преимущество. Осознание этой разницы переносит фокус с скорости резки на общую экономику и оптимизацию производственного потока — именно в этом заключается источник реальной прибыльности.
ЧПУ-турель работает главным образом за счёт программного обеспечения. Как только постпроцессор и библиотека инструмента правильно настроены, один квалифицированный программист CAD/CAM может создавать программы для нескольких станков. Это объединяет специализированные знания в одной ключевой роли, позволяя операторам среднего уровня просто загружать, запускать и выгружать детали без необходимости принимать тонкие, практические решения, которые часто требует гибка. В массовом или повторяющемся производстве такая стабильность помогает держать расходы на рабочую силу предсказуемыми и под контролем.
Листогиб, напротив, всё ещё основан на тактильных навыках и интуиции цеха. Операторы должны выбирать раскрытие матрицы в соответствии с толщиной материала, учитывать пружинение, планировать последовательность гибов, чтобы избежать столкновений, регулировать компенсацию прогиба, а также на месте доводить углы. Эти тонкие, часто недокументированные решения опираются на годы накопленного опыта и плохо поддаются формализации. Потеря опытного оператора листогиба может резко снизить производительность — особенно в производстве с большим разнообразием, где каждая деталь представляет собой новую задачу.
С точки зрения прибыльности это различие очень важно. Компетенции в работе с турелью сосредоточены на наладке и программировании — после оптимизации работа практически не зависит от того, кто управляет станком. Работу на листогибе же требуется непрерывно обеспечивать навыками, смена за сменой, с каждой новой геометрией. Обучение или замена действительно квалифицированного оператора листогиба — процесс на годы, что превращает этот разрыв в навыках в скрытые долгосрочные издержки, о которых редко упоминается в предложениях.
Инструмент турели изнашивается в прямом смысле. Высокие объёмы — например, перфорированные панели или детали с плотным расположением отверстий — могут за короткое время накапливать сотни тысяч ударов на одном рабочем месте. По мере того как режущие кромки тупятся, появляются заусенцы, растёт требуемый тоннаж, повышается уровень шума, и в итоге пуансон полностью выходит из строя. Для решения этого вопроса приходится либо отправлять инструмент на заточку, либо инвестировать в собственное оборудование для шлифовки, либо мириться с ухудшением качества и ростом количества брака. Ни одна из этих реальностей не отражена в ценах на оборудование, но любая способна быстро снизить маржинальность.
Инструмент листогиба изнашивается медленнее и незаметнее. При правильном использовании качественные пуансоны для воздушной гибки могут служить годами, причём износ проявляется в виде небольшого отклонения углов, неравной длины ножек или мелких косметических дефектов, а не катастрофического выхода из строя. Однако затраты на поддержание инструмента в состоянии, пригодном для отделки, часто недооцениваются. Регулярная очистка, удаление заусенцев и полировка для предотвращения повреждения высококачественных поверхностей могут занимать неожиданно много времени — времени, которое редко учитывается в производственных расчётах.
Главная ловушка кроется в управлении процессом. Без дисциплинированного плана обслуживания инструментов турель превращается в небольшое логистическое предприятие — учёт числа ударов пуансона, планирование заточки, контроль сроков выполнения и повторная проверка инструмента после обслуживания. Аналогично, листогиб, ограниченный одной универсальной матрицей для всех работ, приводит к неэффективности из-за дополнительных настроек, корректирующих гибов и переделки поверхности. Цеха, которые заранее инвестируют в специализированный инструмент для каждой геометрии, кажутся более затратными на старте, но со временем этот выбор обеспечивает более быстрые переналадки, меньше бракованных деталей и более стабильный производственный поток.
При пробивке всегда образуется скелет — сеть остаточного металла вокруг готовых деталей. Неэффективная раскладка, чрезмерные смены инструмента или игнорирование технологий пробивки по общей линии могут увеличить долю отходов-скелета. При работе с дорогими материалами, такими как нержавеющая сталь или алюминий, даже небольшой рост отходов на 3–5 % в разных заданиях может незаметно подрывать прибыльность. Сложные раскладки могут также оставлять громоздкие островки или неудобные перемычки, требующие ручного удаления, что добавляет незапланированную рабочую силу, не учитываемую в расчёте времени цикла.
Операции на листогибе вводят иной риск, связанный с материалом. Припуски на гиб — точное количество материала, необходимое для каждого изгиба — должны быть рассчитаны точно. Ошибки в этих припусках или неправильное применение K‑факторов могут привести к плоским заготовкам, из которых собираются узлы с неправильными размерами, что ведёт к браку, незапланированным подрезкам или повторным гибкам. Чтобы избежать таких ошибок, многие операторы оставляют лишний материал на кромках фланцев “на всякий случай”, и это постепенно увеличивает расход материала на деталь сверх проектных спецификаций. Эта привычка предосторожности редко фиксируется, но постепенно закрепляется почти в каждом производственном цикле.
Оба метода выводят прибыль разными способами. Неэффективность турельной пробивки постоянна и накапливается с каждой компоновкой раскладки. Неэффективность листогиба часто проявляется при переходе на новые геометрии или материалы, выражаясь в увеличенных наладках и недокументированной переделке. В обоих случаях реальная потеря не отражена на чертеже детали — она скрыта в остатках материала или напрасно затраченных усилиях к моменту окончания производства.
Ставьте под вопрос устоявшиеся предположения, определяющие ваши настройки. Перед покупкой нового оборудования проведите настоящий “аудит жизненного цикла” прошлых заданий — фиксируя не только указанные времена цикла и выход материала, но и задержки из-за заточки инструмента, корректировки оператора и брак от ошибок в припусках на гиб. Привязывайте эти затраты напрямую к процессам, которые их вызвали. Часто выясняется, что станок, выглядящий дешевле на старте, на самом деле становится более затратным, когда учесть долгосрочные неэффективности, а более дорогой вариант с надёжными системами поддержки в долгосрочной перспективе обеспечивает стабильную маржу.
Станок приносит доход только тогда, когда он активно обрабатывает материал — а не когда он ждёт смены инструмента или выверки. В производстве с большим разнообразием и малыми объёмами даже листогиб с продвинутым ЧПУ и точным инструментом может тратить 50–70 % всего времени цикла на наладку: установку пуансонов и матриц, настройку позиций задних упоров и выполнение пробных гибов. Хотя ваш листогиб может быть занят всю восьмичасовую смену, сама балка гиба может работать всего половину этого времени.
ЧПУ-турельная пробивная машина меняет эту динамику. Имея заранее установленные 40–60 инструментов, повторные задания могут практически сразу выйти в производство. Если необходимый инструмент уже загружен, наладка для повторных или родственных деталей практически исключается. За счёт множества заданий это становится значительным преимуществом: время наладки недельного объёма работы турели фактически оплачивается один раз, в то время как листогиб вынужден тратить это время заново для каждой работы.
Проведите расчёты. Для каждой работы, реально отгруженной за последний месяц, запишите время наладки и время цикла на деталь для каждого станка. Сложите эти величины, чтобы получить общее время на задание, затем разделите валовую маржу задания на это время, чтобы рассчитать прибыль на машино‑час. Проверьте свои оценки — если расхождение составит 30 %, изменится ли лидер? Этот быстрый расчёт покажет, является ли ваш “самый занятый” станок действительно самым прибыльным активом или же просто самым дорогим узким местом.
Оптимальный выбор — это не просто самая быстрая машина, а та, которая избавит вас от необходимости платить другим цехам за выполнение работ, которые вы могли бы эффективно завершить у себя на месте.
Револьверный пробивной пресс способен убрать целые категории аутсорсинговых задач. Встроенные функции, такие как жалюзи, смещения, выбивки, зенковка и тиснение, могут выполняться непосредственно в линии, устраняя необходимость в дополнительных этапах формовки. Специализированный пробивной инструмент может создавать сложные формы — например, порты D‑sub, прорези для петель и направляющие для карт — которые позволяют компонентам двигаться к финальной сборке без отклонения к субподрядчикам. Если вы сейчас отправляете 30–40 % своих перфорированных или насыщенных элементами панелей на стороннюю обработку, револьверный пресс способен вернуть этот доход почти мгновенно.
Листогибочный пресс, напротив, защищает вас от самых сложных заказов на изгиб — глубоких каналов, работы с толстой плитой и углов с критической точностью, которые должны идеально стыковаться. Без такого оборудования заготовки, вырезанные лазером или пробивным прессом, часто отправляются в другое место, где очередь на листогиб может отодвинуть вас в конец списка. Это потерянное время и транспортные расходы, которые невозможно компенсировать за счет клиента.
Просмотрите последние двадцать заказов в аутсорсинг и разделите их по причинам: работы, зависящие от пробивки, сложные изгибы или комбинация обоих факторов. Лучший выбор — это станок, который устранит наибольшую долю этих заказов, эффективно ликвидируя ваш крупнейший источник аутсорсинга.
Ваш текущий список заказов показывает, где давление ощущается прямо сейчас. Ваш план продаж показывает, где оно усилится в будущем. Если прогнозы на следующий год предполагают большое количество панелей с высокой насыщенностью функций, увеличение мощностей пробивки — даже если придется мириться с некоторой загруженностью листогиба — может принести значительную долгосрочную прибыль. Напротив, если спрос клиентов смещается в сторону более толстых материалов и сборок типа корпусов, ёмкость и точность гибки перевесят удобство почти нулевых дополнительных настроек пробивки.
Реальная точка перелома — это то, облегчит ли новая машина или усугубит узкие места в другом месте вашего производственного потока. Установка револьверного пресса без достаточной мощности лазера на входе означает недоиспользование его преимуществ. Аналогично, добавление листогиба при недостатке мощностей для сварки или отделки на выходе просто сдвинет очередь дальше по производственной линии.
Сопоставьте десять самых важных работ по двум критериям: текущая прибыль на машино‑час и потенциал сохранения будущих заказов в цехе. Машина, которая занимает высокие позиции в обеих категориях, — это не просто покупка оборудования, а стратегический шаг, способный устранить недели аутсорсинга вместе с дополнительными расходами и задержками, которые он несет.
Как только вы осознаете время на переналадку как скрытую утечку прибыли и точно определите, какие именно аутсорсинговые возможности обходятся вам дороже всего, выбор перестанет зависеть от престижности бренда или первоначальной цены. Правильным станет станок, который обеспечивает наибольшую почасовую отдачу на работах, которые вы уже выигрываете, одновременно ликвидируя крупнейшую категорию аутсорсинга. После того как вы проведёте быстрый пятиминутный стресс‑тест окупаемости на основе реальной загрузки, “лучшая” машина перестанет быть догадкой — это станет очевидным победителем, которого ваши собственные цифры уже выявили.


















