

間違った設備を選ぶ最短ルートは、「どちらがより多くのことができるか?」と尋ねることです。この近道は、数え切れないほどの工場を、期待外れの高額な決断へと誘ってきました。本当の問題は、それぞれの機械ができることのリストではなく、 できる ことではなく、生産フローのどの段階が最初にボトルネックになるかを特定することです。その判断を誤れば、仕様がどれほど立派に見えても、ROI(投資利益率)の計算は崩れてしまいます。.
タレットパンチプレスとプレスブレーキは、根本的に異なる生産ニーズに応えます。プレスブレーキは出力は遅いものの非常に高い汎用性を持ち、小〜中ロットの高精度な曲げ加工に理想的で、幅広い形状に対応でき、工具費を最小限に抑えて迅速にジョブを切り替えられます。一方、パンチプレスはその逆で、繰り返し形状の加工を非常に高速に行い、多くの場合、穴あけや浅い成形を一度の工程で完了できますが、工具費が高く、部品の種類が増えると柔軟性が低下します。.
理論上、パンチプレスはサイクルタイムで常にプレスブレーキを上回ります。しかしその優位性は、生産量・繰り返し頻度・部品形状が、できれば自動シートローディングと長時間の無人運転を伴って、機械を止めずに稼働させられる場合に限られます。実際の多品種生産では、頻繁な段取り替えや工具交換が、その理論上の速度をすぐに削いでしまいます。.
真のROIは、機械の自然な稼働リズムを生産要求のリズムに合わせることで得られます。渋滞にはまったスーパーカーは無価値であり、いつも同じドライバー用ビットしか使わないなら多機能ツールは無駄です。.
多くの工場で、生産のスロットルとなっているのは、サイクルが最も長い機械ではなく、最も深い待ち行列を生む工程です。もし曲げ工程が常に遅れているなら、パンチ能力を上げてもそのボトルネックは悪化するだけです。逆に、平板部品がパンチ工程の遅さで積み上がっているなら、プレスブレーキを増やしても問題は解決しません。.
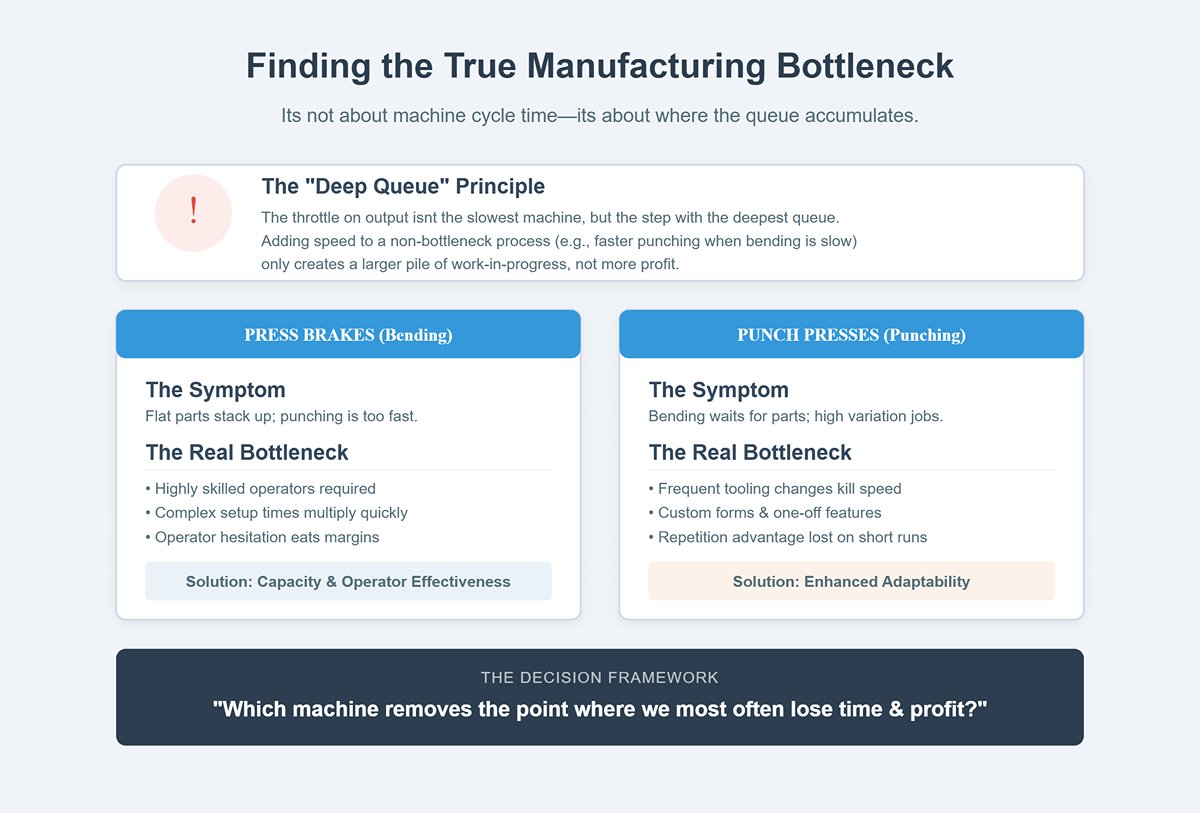
プレスブレーキには独自のボトルネックがあります。それは高度な技能を持つオペレーターが必要であり、曲げの複雑さによって段取り時間が急増することです。多品種少量生産を行う工場では、段取りにかかる1分ごと、あるいはオペレーターがためらう一瞬ごとに利益率が直接削られます。このような場合、パンチ速度を上げても根本的な生産性の制約は解消されず、必要なのは曲げ能力の増強とオペレーターの効率改善です。.
パンチプレスは全く異なる制約を抱えています。変化の少ない同じ動作を何百回、何千回と繰り返す場合に真価を発揮します。しかし、頻繁な工具交換やカスタム成形、単発の特徴加工を導入すると、その高速性は非生産的な段取り替えによってすぐに損なわれます。この場合、克服すべき真の制約は速度ではなく適応力です。.
ボトルネックという視点で見ると、意思決定プロセス全体が変わります。「これらの機械は何ができるか?」ではなく、「どちらが最も頻繁に時間と利益を失っているポイントを本当に取り除けるか?」が本当の問いとなります。“
単独で見ると、プレスブレーキとパンチプレスは競合する投資のように見えるかもしれません。しかし実際には、両者は同じ板金生産チェーンの補完的なリンクです。パンチングや切断でブランクや成形特徴を作り、曲げで最終形状に仕上げます。ごく稀に、部品構成が完全に一方の機械の強みに合致する場合のみ、単一の機械で全工程をこなせます。大量生産のOEMはパンチを好み、特殊加工業者はほぼ曲げに依存することがあります。.
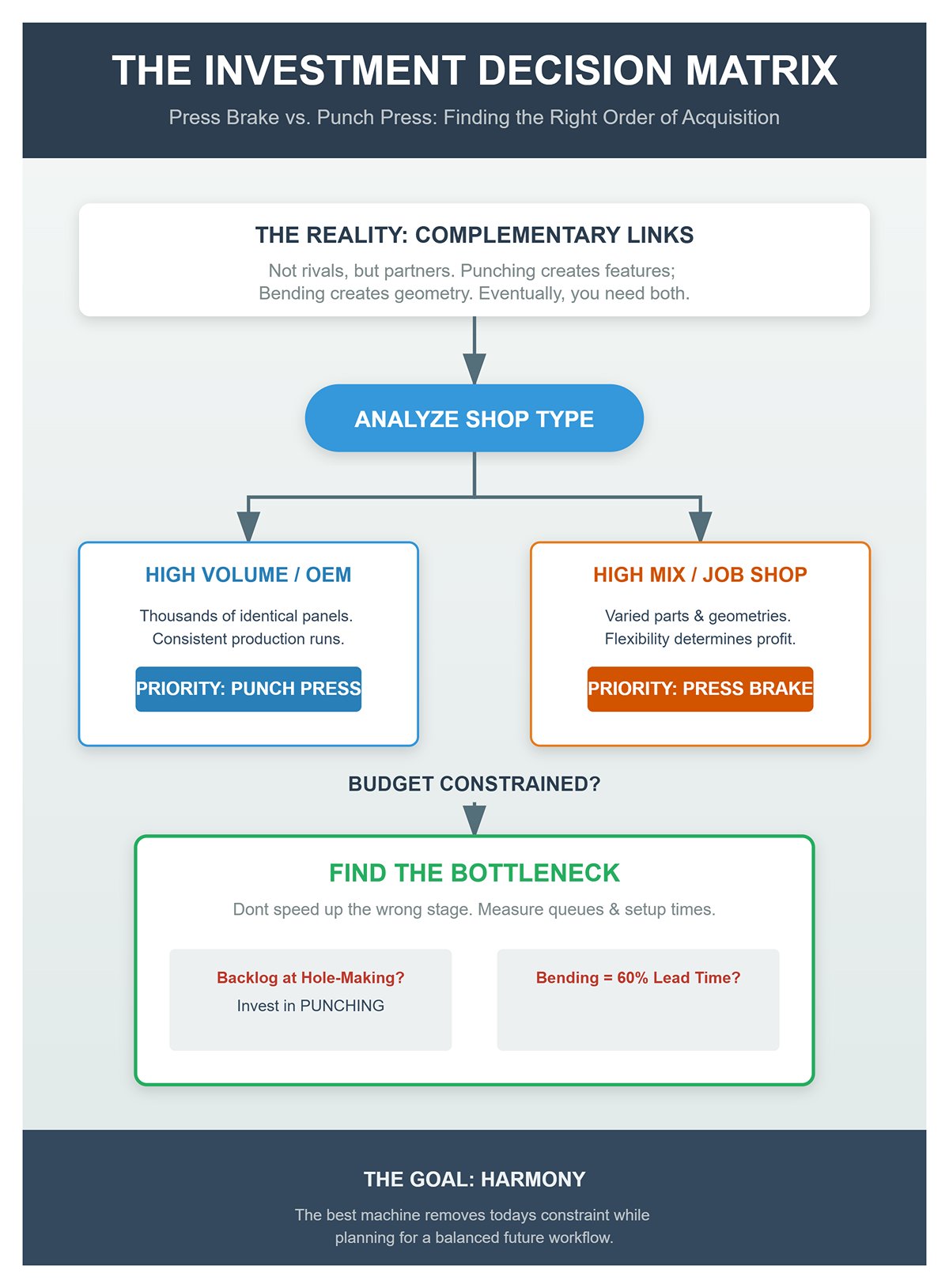
ほとんどの企業にとって、長期的には両方が必要になるのは明らかです。問題は導入順序の決定です。数千枚の同一パネルや筐体を生産するOEM型の工場では、パンチプレスへの投資が初期段階で大きな効果を生み、下流の成形には基本的なブレーキを組み合わせます。ブレーキがボトルネックでなければ、その遅さは生産を妨げません。逆に、多品種のジョブショップでは、ブレーキをワークフローの中心に据えるべきです。曲げの柔軟性が、受注可能な仕事の数と利益性を左右するからです。.
予算の制約で1台しか導入できない場合は、現在の生産ボトルネックを正確に特定してください。ワークフローの待ち行列を追跡し、段取り時間を測定します。もしリードタイムの60%が曲げ工程に費やされているなら、曲げ能力を増強すべきです。穴あけや特徴成形工程で滞留が発生しているなら、パンチ能力に投資すべきです。間違った機械を選べば、スループットが改善しないどころか、生産の誤った段階を加速させることで納期性能を悪化させる可能性があります。.
「穴 vs. 曲げ」の議論は、どちらの金属加工プロセスが優れているかではなく、能力制約を正しく特定し解決することにあります。あなたにとって最適な機械は、今日のボトルネックを取り除くものであり、最終的には両工程が調和して稼働するバランスの取れたワークフローを見据えて計画することが重要です。.
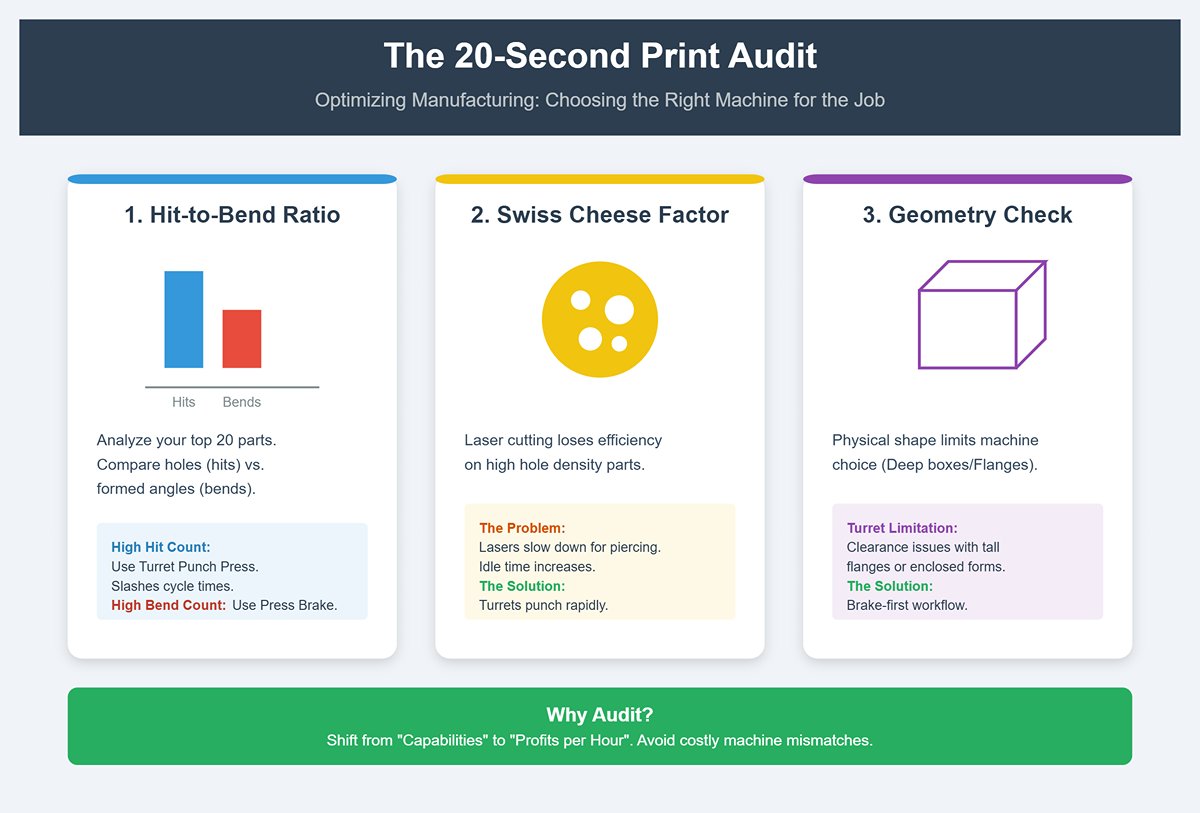
まず、年間生産量の大部分を占める、最も頻繁に製造する20個の部品の図面またはCADファイルを集めます。ここでの目的はデザインを鑑賞することではなく、それぞれの部品の製造においてどれだけの時間が 穴あけや切り抜き と 曲げ加工. に費やされているかを判断することです。実際には、特徴を数えます。打ち抜き穴の列、ノックアウト、ルーバー、浅い成形はすべて「ヒット」に数えられ、形成された角度はそれぞれ「曲げ」に数えられます。曲げに比べてヒット数が多い場合、タレットパンチプレスやパンチ/レーザーコンボがサイクルタイムを大幅に短縮できる可能性があります。曲げ数が多く、角度が多様で、成形精度が速度を左右する場合は、プレスブレーキが主役になります。.
ヒット対曲げ比率は驚くほど示唆に富んでいます。加工時間の70〜80%が穴あけや切り抜きに費やされている場合、ブレーキを先行させるワークフローでは利益を取りこぼすことが多いです。逆に、ほとんどの時間が複雑な成形に支配されている場合、タレットプレスの速度優位性は意味を持たず、結局曲げ待ちになります。この簡易スコアリング手法は、完全な生産データにアクセスする前に、明確で低労力の診断を提供します。.
レーザー切断は輪郭や穴加工の定番ですが、部品がスイスチーズのようになり始めると経済性は急速に変化します。各ピアスや輪郭は追加の動作、待機時間、場合によっては追加の熱管理工程を発生させます。小さな穴が数十、数百もある部品では、特に厚板加工でピアス時間が大幅に増える場合、レーザーは極端に遅くなることがあります。対照的に、タレットパンチプレスはこのような状況に強く、穴を連続的に高速で加工し、しばしば二次成形工程をインラインで統合します。その結果、各ブランクで時間を節約でき、高量産では時間が何時間、何日も短縮されます。.
スイスチーズ要因は穴密度に集約されます。平板パターンが一定の穴対面積の閾値を超えると、レーザーの連続動作の優位性は失われます。タレットは穴の多いレイアウトを単純な機械的精度で処理します。工具をセットし、パンチし、引き戻し、繰り返すだけです。簡易監査で穴密度の高い部品が複数見つかった場合、それらの作業にレーザーやプレスブレーキを主要工程にするべきではないという強いシグナルです。適切なタレットパンチ設定は、数時間かかる作業を数分で終えるプロセスに変えることができます。.
パンチプレスは万能ではなく、特定の形状は単純に対応できません。深い箱、閉じた成形、高い折り返しフランジは、最新のタレット設計でも物理的なクリアランス問題を引き起こします。大きなフランジは工具の動きを妨げたり、部品の取り外しを完全に阻害することがあります。狭く閉じた空間を形成するために連続曲げが必要な部品は、プレスブレーキの精度と適応性が必要です。さらに、高いフランジはパンチの順序を複雑にし、追加の取り扱いや二次工程を必要とする場合があり、速度優位性を失わせます。.
部品監査中に、標準タレットのクリアランス限界を超える形状や、動作中に工具干渉を引き起こす可能性のある項目をマークします。これらはほぼ必ずブレーキ先行のワークフローが必要です。また、材料の厚さと形状の組み合わせも考慮してください。厚板は成形力の要求を増加させ、深い形状と組み合わさるとタレットの能力を大きく超えます。このような作業を試みると工具を損傷したり精度を損なう可能性があります。.
20秒プリント監査は精密な正確さを提供するものではなく、部品を最初から誤った主要工程に送らないための簡易スクリーニングツールです。ヒット対曲げ比率が高い場合は、タレットやパンチ/レーザーコンボによる成形効率が高いことを示すことが多く、曲げ主体の部品はプレスブレーキの精度が必要です。薄板の高密度穴パターンはレーザー切断より機械的パンチに適しており、深く複雑な形状は必然的にブレーキ作業が必要です。.
主要部品を素早くスキャンしてスコアリングすることで、実際の生産構成に合わない機械への誤投資という高価なミスを回避できます。これにより、会話は一般的な「能力」から具体的な「時間あたりの利益」へと移ります。明確に なぜ 特定の部品がある工程に適しているかを説明できれば、単一の生産サイクルを回すことなく、より鋭く情報に基づいた投資判断ができるようになります。.
一部の部品は、プレスブレーキを主工程ではなく副工程として使用した方が効果的です。タレットパンチプレスの浅い成形、オフセット、機能的特徴を平板の段階で加工する能力を活用することで、曲げ工程を1回の短時間作業に縮小、または完全に省略できます。電気筐体、空調(HVAC)パネル、OEMカバーなどの用途では、ヒンジオフセット、スナップタブ、補強リブなどが求められることが多く、これらは複数曲げの形状を模倣しつつ、ブレーキの作業時間を消費しません。.
よくある事例として、通常1個あたり3分のブレーキ時間を要する多曲げブラケットがあります。タレット生産向けに再設計すると、ヒンジはランス&フォーム加工で作られ、位置決め補助は平板にエンボス加工され、ブレーキで曲げるのは1つのフランジだけになります。これによりブレーキの接触時間は数秒に短縮され、工程負荷は前工程に移り、ブレーキ作業者は生産のボトルネックではなく集中した専門職となります。結果として、材料のハンドリング回数が減り、部門間の段取りも少なくなり、無人・夜間運転の可能性が大幅に高まります。部品の複雑さの大部分が平板段階で解決されれば、ブレーキは仕上げ工程となり、利益の源泉ではなくなります。これにより管理者は、より多くの作業を自動化されたワークフローに振り向けることができます。.
タレットパンチプレスは単なる「穴あけ機」と見なされがちですが、実際には非常に多用途な生産資産であり、幅広い機能的特徴を提供できます。適切な工具と板厚範囲があれば、ルーバー、エンボスパッド、押し出し穴、その他の複雑な形状を数秒で加工できます。これらは本来、別工程や特殊で複雑なプレスブレーキ用工具を必要とする作業です。.
ルーバーはその好例です。HVAC、通信、電気制御盤などの業界では、これらの特徴は高密度に配置されることが多く、タレットで加工すれば、切断、グースネックダイを使ったブレーキ段取り、複数回の打ち込みといった多工程を省略できます。エンボスやコイン形状は剛性を高めたり、PCB取り付け用スペーサーとして機能したり、ブランド刻印としても利用できます。これらはすべて1つのタレットプログラムに統合でき、二次プレスを必要としません。さらに、押し出し+コイン加工用工具を使えば、皿穴やタップ穴の下準備もタレットで直接行え、後工程の穴あけや皿穴加工を完全に省けます。.
製造効率の観点から見ると、平板段階で特徴を作り込むことで、変動する労働時間を排除し、希少で高度な段取り技能者への依存を減らせます。また、部品が複数の作業工程を通過する際の寸法ばらつきの可能性も最小化できます。多数のルーバー、繰り返しのエンボスパターン、突出穴を持つ部品に対して、レーザー+ブレーキのワークフローを維持するのは、工程と課題の不一致です。タレット中心のアプローチは生産を合理化し、ハンドリング工程を削減し、投資回収を加速します。.
部品の生産量と特徴の密度が一定の水準に達すると、タレットの利点は決定的になります。カスタムパンチや成形工具には初期の設計・製造コストがかかりますが、それによって得られる生産性向上に比べれば微々たるものです。既製工具(標準ルーバー、エンボス形状、皿穴パンチなど)の場合、各部品に高密度の特徴が含まれるなら、年間数百個の生産で投資回収が可能です。複数のSKUが同じ特徴を共有すれば、工具費や段取りノウハウを製品ライン全体で償却でき、経済性は大幅に向上します。.
カスタム金型の場合でも、損益分岐点は意外と低いことがあります。例えば、年間20,000個生産する部品で、1個あたりの加工時間を20秒短縮できる4,000ドルの特殊エンボス工具は、初年度で何倍もの投資回収が可能です。大量・反復生産の環境では、工具の償却コストはすぐに無視できるレベルとなり、生産速度と設備稼働率の向上が主要な利益源となります。購買担当者は、この工具が複数年にわたって使用されるか、複数SKUで共有されるかを考えるべきです。答えが「はい」であれば、金型はコスト負担ではなく、競争力のあるサイクルタイムを実現する重要な要素となります。.
パンチプレスとプレスブレーキの従来の比較は、分速打数や時速曲げ数といった速度チャートに集中しがちですが、それでは重要な戦略的優位を見落とします。本当の機会は、機械速度を単独で比較するのではなく、タレットがどれだけブレーキ作業を工程から完全に排除できるかにあります。曲げフランジを成形リブに置き換えたり、溶接タブをプレス加工タブに置き換えたりすれば、ブレーキの役割は必須から任意へと変わります。この場合、パンチプレスはワークフローの構造的中核となり、複数の付加価値工程を1つのプログラム可能な作業に統合します。人員増加や専門技能への過度な依存なしにスループットを向上させたい購買担当者にとって、この変化は単なる利点ではなく、ゲームチェンジャーです。.
| セクション | 重要ポイント |
|---|---|
| 「ワンショット」アプローチ:タレットを活用して後工程の曲げ作業を削減 | – プレスブレーキを副工程とし、タレットで平板に浅い成形、オフセット、特徴を作成。. – 用途:ヒンジオフセット、スナップタブ、補強リブを必要とする電気筐体、HVACパネル、OEMカバー。. – 例:多曲げブラケットを、タレットのランス&フォームヒンジとエンボス位置決め補助により、ブレーキ時間3分から数秒に短縮。. – 利点:ブレーキ接触時間の削減、材料ハンドリングの減少、段取り減少、無人運転の可能性。. – ブレーキは仕上げ工程となり、より多くの自動化ワークフローが可能に。. |
| 平板段階での機能的特徴:追加段取りなしでルーバー、エンボス、皿穴加工を実現 | – タレットパンチプレスはルーバー、エンボスパッド、押し出し穴、その他複雑形状を加工可能。. – ルーバー:多工程のブレーキ段取りを不要に;HVAC、通信、電気パネルで一般的。. – エンボス:剛性向上、スペーサー、ブランド刻印として機能;すべてタレットプログラムに統合。. – 押し出しとコイニング工具による面取り穴/タップ穴の準備で、穴あけ作業を不要にする。. – 利点:労働時間の削減、熟練した段取りへの依存度低下、寸法ばらつきの最小化。. – タレット中心のワークフローが生産を合理化し、ROIを加速させる。. |
| 生産量の閾値:速度向上で金型コストが目立たなくなるとき | – タレットの優位性は、部品量が多く、機能密度が高いほど高まる。. – 標準工具は、レイアウトが高密度であれば年間数百個の部品で投資回収可能。– 複数SKUで共通機能を持たせることで工具コストを分散。. – 例:$4,000のエンボス工具は1部品あたり20秒を節約し、年間20,000個生産で1年未満でROI達成。. – 大量生産環境では、工具コストは無視できるレベルとなり、速度と生産能力が主要な推進要因となる。. – 工具の使用を年単位およびSKU全体で評価する。. |
| 隠れた利点:タレットがブレーキの作業負荷から取り除けるもの | – 速度比較だけでなく、ブレーキ作業を排除する戦略的価値がある。. – 曲げフランジを成形リブに置き換え、溶接タブをプレスタブに交換する。. – タレットが構造的中核となり、工程を1つの作業に統合する。. – 人員や専門技術者に依存せずにスループットを向上させる。. – ブレーキを必須からオプションへと変えるワークフローに変革する。. |
幅広い製品群を扱いながら小ロット生産を行う場合、タレットパンチプレスの時間当たりの優れた速度は大きな欠点を覆い隠している。それは段取りの複雑さである。新しい部品ごとに専用プログラム、専用工具構成、工具干渉を防ぐための綿密な工程計画が必要になる。タレットの工具交換は迅速でも安価でもなく、特殊金型の設計・製作・組み込みには多大な時間と資源が必要だ。これらの労力を数百から数千個の部品で償却できなければ、部品単価は急速に上昇し、収益性を損なう。.
プレスブレーキ—特に最新のCNCモデル—は、こうした問題をほぼ解消する。標準的なパンチとダイのセットで幅広い曲げ形状に対応でき、作業切り替えは工具交換とバックゲージ調整だけで済むことが多い。工具は安価で入手も容易、交換も簡単なため、小ロット生産でもコスト効率が高い。多品種環境では、このシンプルなワークフローが生産性を直接向上させる。ブレーキでの各曲げはタレットの一打より時間がかかるかもしれないが、「最初の部品完成」から「最後の部品出荷」までの時間は短くなることが多い。.
プログラミングの必要性は、この違いをさらに際立たせる。タレットのプログラム作成では、すべての打点、工具交換、板材移動の最適化を指定する必要がある。多くの工場では、1~2人の高度な専門オペレーターに依存することになり、これは明確なスケジュール上のリスクとなる。一方、CNCプレスブレーキは、角度計算、曲げ順序、ビジュアルガイドを機械制御に組み込んでいるため、ある程度訓練されたオペレーターなら最小限の追加訓練で作業を切り替えられる。1日に複数の小口注文を処理する工場では、この柔軟性がプレスブレーキを生産の中心に据える要因となる。.
判断を下す簡単な方法は、直近20件のプロジェクトを分析することだ。ほとんどが現行のブレーキ工具で最小限のプログラム調整で完了できるなら、たとえタレットのストローク速度がカタログ上速くても、利益を生むワークフローを牽引しているのはプレスブレーキである。.
タレットパンチプレスは、一般的に厚さ3 mm未満の薄板加工に優れています。こうした場合、金型の摩耗が予測しやすく、スラグの排出も容易で、必要なトン数も管理しやすいのが特長です。しかし、より厚い材料を扱おうとすると、その強みは次第に失われます。トン数の増加によりエッジ摩耗が加速し、パンチが潰れてダイスが欠けやすくなります。ストリッピングが難しくなり、スラグの引き込みや焼付きのリスクが高まります。振動による位置ずれはバリやスクラップを生じさせ、打ち抜きごとに騒音レベルも劇的に上昇します。.
これらの問題は単なる生産遅延ではなく、コスト要因です。工具の交換頻度が高まり、機械の停止時間が長くなり、品質管理にもより多くの人員が必要になります。経済性のバランスが逆転し、かつて「速い」と思っていた機械が、メンテナンスやトラブル対応に常に追われる存在となってしまうのです。.
プレスブレーキ―特に最新の油圧式やサーボ電動式モデル―は、こうした状況下で優れた性能を発揮するよう設計されています。全曲げ工程にわたり一定のトン数を安定して供給し、局所的な応力を避けることで、工具や機械構造の双方にとってより滑らかで負担の少ない加工を実現します。1/4″、3/8″、1/2″のプレートやその他の厚板材を扱う際、曲げ加工はパンチング特有の衝撃や急速な摩耗を避けられるため、工具寿命が延び、メンテナンスの間隔も長くなります。その結果、生産性の高い稼働時間が増え、設備故障による復旧作業が減ります。多くの重工業加工工場では、この耐久性こそが、タレットパンチではなくプレスブレーキを生産の基盤としている理由です。.
タレットパンチプレスには、エンボス加工、フランジ加工、ルーバー加工といった限られた成形能力はありますが、本来は平板材に対して繰り返し打ち抜きを行う二次元的な工具です。部品設計が高度化し、複数の面や複合曲げを必要とするようになると、その限界が明確になります。タレットで多段成形を行うには複雑な工具構成や慎重な工程設計、綿密なセットアップが必要であり、精密部品では精度の低下を招くこともあります。.
プレスブレーキは、衝撃ではなく制御された変形によって複雑な形状を作り出します。多軸バックゲージやクラウン補正機構を備え、複数の曲げ工程を高精度に実行できます。熟練したブレーキオペレーターは、手触りや目視、CNCプログラムを総合的に駆使して、スプリングバック、曲げ誤差の蓄積、曲げ間干渉の可能性などを管理します。非線形形状の成形に苦労するパンチとは異なり、ブレーキの段階的なアプローチは各曲げを積み上げて、完璧な最終製品へと導きます。.
機能性と外観の両立が求められる部品―例えば建築用クラッディング、高精度ブラケット、ヘビーデューティー筐体など―では、ブレーキの持つ角度の一貫性と曲げ位置の正確さが不可欠です。このようなケースでは、熟練オペレーターによる柔軟な調整や工具選定により、高価な特注工具に頼らず厳しい仕様を満たすことが可能になります。.
「最も速い機械が生産を先導すべきだ」という考え方が一般的ですが、現実には速度だけでは判断できません。特に繰り返しの単調な作業に頼る環境では、それが誤解を生むこともあります。多品種生産、厚板材、複雑部品を扱う現場では、プレスブレーキの方がむしろ一貫した、信頼性のある、そして収益性の高い結果をもたらすことが多いのです。セットアップ時間の短縮、厚板材でも安定した性能、複雑な3次元形状への精密な制御により、ブレーキこそが現場を支える真の柱となります。タレットパンチも長期の同一形状生産では戦略的価値を持ちますが、安定したスループットを維持し、利益率を守り、納期を遵守するのはブレーキの方なのです。.
高出力ファイバーレーザーと超高速切断ヘッドの登場により、板金業界の構図は劇的に変わりました。長きにわたり、繰り返し穴やスロット、パターンを持つ平板部品の製造では、タレットパンチプレスが定番でした。1回のストロークで多数の穴を開けられるからです。しかし今では、最新のファイバーレーザーが多くの部品でその優位性を薄めています。密集した均一な穴列ではパンチが依然としてレーザーより優れますが、レーザーは物理的工具に伴う設計制約を一掃しました。固定されたパンチ径も、時間のかかるインデックス変更も、板の安定性を保つための「ウェブ」や境界も不要です。.
見過ごされがちな最も重要な変化の一つが、材料利用率の向上です。レーザーはタブや境界なしで輪郭を切り出せるため、原板のより多くを販売可能な部品に変えることができます。高価な合金素材や薄板材では、この歩留りの向上だけでレーザー機の初期投資を正当化できるほどです。さらにエッジ品質も優れており、レーザー切断部品は滑らかでバリがなく、パンチ部品で必要なバリ取りや追加仕上げ工程を削減できます。レーザーの熱影響範囲が極小で熱変形も最小限のため、これらの利点がパンチプレスの役割を狭め、高ボリュームで形状が繰り返される生産に限定されつつあります。.
多くの加工業者にとって、パンチプレスの最大の競合は単独のレーザーではなく、レーザーとCNCプレスブレーキの組み合わせです。この強力なペアにより、ジョブショップでは任意の平板輪郭をレーザーで切り出し、部品を密に配置して板材利用率を最大化し、そのままブレーキで複雑な曲げ・フランジ・ボックス形状へと加工できます。輪郭加工にパンチ金型を使用する必要がなく、パンチの届かない形状も扱えるため、生産能力が大幅に拡張されます。.
この組み合わせは、投資判断の方程式も変えます。レーザーとブレーキを共に導入することで、切断と成形の両方のボトルネックを解消でき、建築装飾板から完成筐体まで幅広い製品を扱えます。その際、膨大なパンチ工具の在庫や専門的なパンチプログラミング技術も不要です。短納期で設計変更が頻繁な業種では、この柔軟性と即応性が、高速生産におけるパンチの優位性を上回る場合もあります。実際、「レーザー+ブレーキ」の組み合わせは単に競合するだけでなく、時にゲームのルールを変え、これまでパンチ加工を選ばなかった顧客層を引き寄せるのです。.
パンチプレスの真価は、板材の輪郭加工よりも、板がまだ平らな段階で成形機能を統合できる点にあります。ルーバー、エンボス、皿もみ、ノックアウト、タップ穴などの加工を、板の輪郭切りと同じサイクル内で完了できる場合もあります。これにより二次工程を完全に省略でき、リードタイムと労力を劇的に削減します。一方でレーザーは切断専用であり、機械的成形やねじ加工は別設備が必要です。.
素材特性も重要です。特定のファイバーレーザーは最適条件下で1インチ厚の板を切断できますが、小ロットで高い成形力を必要とする設計では、厚板パンチングの方が効率的な場合もあります。パンチは機械的プロセスのため熱的制約を受けず、一貫したエッジ品質を提供します。設計変更が少ない大量生産品では、パンチプレス用工具への初期投資が十分に回収でき、単価をレーザー切断より大きく引き下げられます。.
最終的に重要なのは、「どちらが速く切るか」ではなく、自社の生産ボトルネックがどこにあるかを見極めることです。もし制約が複雑な輪郭切断にあるなら、最新レーザー(単独またはプレスブレーキ併用)が能力を広げます。しかし、成形工程の追加で遅れが生じているなら、パンチプレスが工程を簡略化し、明確な優位性をもたらします。この違いを認識することで、単純な切断速度から脱し、製造経済性とワークフロー最適化を重視する視点へと変わります。そこにこそ真の利益性が創造されるのです。.
CNCタレットパンチは主にソフトウェアによって駆動されます。ポストプロセッサと工具ライブラリが適切に設定されれば、熟練したCAD/CAMプログラマー1人が複数の機械用プログラムを作成できます。これにより専門知識が1つの重要な役割に集約され、中級レベルのオペレーターは、曲げ作業でよく求められる微妙で手作業による判断を行う必要なく、部品を単に積み込み、稼働させ、取り卸すことができます。大量生産や繰り返し生産では、この一貫性が労働コストを予測可能かつ管理しやすくします。.
一方、プレスブレーキは依然として触覚的な専門知識と現場の直感に根ざしています。オペレーターは材料の厚みに合ったダイ開口を選び、スプリングバックを考慮し、衝突を防ぐための曲げ順序を計画し、クラウニングを調整し、その場で角度を微調整する必要があります。これらの微妙で多くは記録されない判断は、長年の経験に基づいており、形式化が難しいものです。熟練したブレーキオペレーターを失うと、特に多品種生産ではスループットが急激に低下します。なぜなら、各部品が新たな挑戦となるからです。.
収益性の観点から、この違いは重要です。タレットパンチの専門知識はセットアップとプログラミングに集中しており、一度最適化されれば、誰が機械を操作してもほとんど影響を受けません。ブレーキ作業は新しい形状ごとに、シフトごとに継続的なスキル投入を必要とします。熟練したブレーキオペレーターを育成または置き換えるには数年かかり、このスキルギャップは多くの提案で考慮されない隠れた長期的コストとなります。.
タレット工具は文字通り摩耗します。高ボリュームの作業—例えば穴あきパネルや密な穴パターンを持つ部品—では、短期間で単一のパンチステーションに数十万回の打撃が加わることがあります。刃先が鈍るとバリが発生し、必要なトン数が増え、騒音レベルが上がり、最終的にはパンチが完全に故障します。これに対処するには、研磨の外注、社内研削能力への投資、または品質低下とスクラップ率増加を受け入れる必要があります。これらの現実は設備投資の見積もりには現れませんが、いずれも利益率を急速に侵食する可能性があります。.
ブレーキ工具はより徐々に、そして微妙な形で摩耗します。適切に使用された高品質のエアベンドダイは数年間使用でき、摩耗は致命的な故障ではなく、わずかな角度の変化、不均一な脚長、または軽微な外観の傷として現れます。しかし、仕上げに適した状態でダイを維持する費用は過小評価されがちです。高級表面の傷を防ぐための定期的な清掃、バリ取り、研磨は驚くほど多くの時間を消費します—この時間は生産コストにほとんど計上されません。.
本当の落とし穴は工程管理にあります。厳格な工具メンテナンス計画がなければ、タレットは小規模な物流企業のようになります—パンチ打撃数の追跡、研磨のスケジューリング、ターンアラウンド時間の管理、メンテナンス後の工具再検証などです。同様に、すべての作業に単一の万能ダイしか使わないブレーキは、追加のセットアップ調整、修正曲げ、表面再加工による非効率を招きます。専用の形状特化ブレーキ工具に早期投資する工場は、初期費用が多く見えるかもしれませんが、時間が経つにつれ、より迅速な段取り替え、スクラップ削減、安定した生産フローを実現します。.
パンチング作業では必ずスケルトン—完成部品を囲む残りの金属ネットワーク—が発生します。非効率なネスティング、過剰な工具交換、共通線パンチング技術の無視は、スケルトン廃材の割合を増加させます。ステンレス鋼やアルミニウムのような高価な素材では、作業全体で廃材がわずか3〜5%増えるだけでも、収益性を静かに損なうことがあります。複雑なネスティングでは、手作業で除去が必要な大きな島や扱いにくい網が残ることもあり、サイクルタイム見積もりに反映されない追加労働が発生します。.
プレスブレーキ作業は別の種類の材料リスクを伴います。曲げ代—各曲げに必要な正確な材料量—は正確に計算する必要があります。曲げ代の誤りやKファクターの誤用は、寸法が正しくない組立品を生み、スクラップ、予期せぬトリミング、または再曲げを招きます。こうした問題を避けるため、多くのオペレーターはフランジ端に「念のため」余分な材料を残しますが、これが設計仕様を超えて部品ごとの材料使用量を徐々に増加させます。この予防的習慣はほとんど記録されませんが、時間とともにほぼすべての生産ランに組み込まれます。.
両方の方法は異なる形で利益を消耗します。タレットパンチの非効率は一貫しており、各ネスティングレイアウトで蓄積します。プレスブレーキの非効率は、新しい部品形状や材料に切り替える際に現れ、長引く調整や記録されない再加工として表れます。どちらの場合も、本当の損失は部品図面に示されているものではなく、生産完了時に残る廃材や無駄な作業です。.
セットアップ選択を導く固定観念を疑ってみましょう。新しい設備に投資する前に、過去の作業の本当の「ライフサイクル監査」を行いましょう—見積もりのサイクルタイムや材料歩留まりだけでなく、工具研磨の遅延、オペレーターの調整、曲げ代の誤りによるスクラップも記録します。これらのコストを直接その原因となった工程に割り当てます。これにより、初期費用が安く見える機械が、長期的な非効率を考慮すると実際には高くつく道であることが明らかになり、強力なサポート体制を持つ高価な選択肢が長期的により安定した利益率をもたらすことが分かります。.
機械は材料を加工しているときだけ収益を生みます—工具交換や位置合わせを待っているときではありません。多品種少量生産では、先進的なCNC制御と精密工具を備えたプレスブレーキであっても、総サイクルタイムの50〜70%をセットアップに費やすことがあります。パンチやダイの取り付け、バックゲージ位置の設定、試し曲げなどです。ブレーキが8時間シフトで予約されていても、曲げビームが稼働しているのはその半分の時間かもしれません。.
タレットパンチプレスはこの動態を変えます。40〜60の工具が事前に装着されていれば、繰り返し作業はほぼ即座に生産に入れます。必要な工具がすでに装着されている場合、繰り返しや関連部品のセットアップはほぼ不要です。複数の作業にわたって、これは重要になります:タレットの1週間分の出力のセットアップ時間は基本的に一度だけ支払われますが、プレスブレーキは作業ごとにそのセットアップ時間を新たに投資しなければなりません。.
数字を計算しましょう。過去1か月に出荷した実際の作業ごとに、各機械のセットアップ時間と部品ごとのサイクルタイムを記録します。これらを組み合わせて作業ごとの総時間を求め、その作業の粗利益を総時間で割って、機械1時間あたりの利益を計算します。推定値を検証しましょう—もし30%ずれていたら、トップパフォーマーは変わりますか?この簡単な計算は、「最も忙しい」機械が本当に最も収益性の高い資産なのか、それとも単に最も高コストのボトルネックなのかを明らかにします。.
最適な選択肢は、単に最速のものではありません。自社内で効率的に完結できる作業を、他の工場に依頼する必要がなくなる機械こそが最適です。.
タレットパンチプレスは、外注していた作業のカテゴリーを丸ごと排除できます。ルーバー、オフセット、ノックアウト、座ぐり、エンボス加工などの機能をインラインで直接実行できるため、二次成形工程が不要になります。特殊なパンチ金型を使えば、D-subポート、ヒンジスロット、カードガイドなどの複雑な形状も作成でき、部品を外注に回すことなく最終組立に向けて進められます。もし現在、穴あきや多機能パネルの30〜40%を外注しているなら、タレットはその売上をほぼ一晩で取り戻すことができます。.
一方、プレスブレーキは、最も難易度の高い外注曲げ加工からあなたを守ります。深いチャンネル、厚板加工、完璧に組み合う必要がある精密な角度などです。これがないと、レーザーやパンチで切断したブランク材は、別の工場のブレーキ加工スケジュールに回され、順番待ちで後回しにされることもあります。それは失われた時間であり、顧客から回収できない輸送コストです。.
直近20件の外注発注書を見直し、その原因を分類しましょう。パンチ加工依存の仕事、複雑な曲げ加工、またはその両方です。最大の割合を占める外注を排除できる機械こそが、最大の外注コスト流出を防ぐ最適な選択です。.
現在の受注残は、今どこに負荷がかかっているかを示します。営業パイプラインは、将来どこに圧力が高まるかを示します。来年の予測が大量生産かつ多機能パネルに大きく傾いているなら、多少プレスブレーキの混雑を許容してでもパンチ加工能力を増やすことが、長期的な収益性向上につながる可能性があります。逆に、顧客需要が厚板や筐体組立に移行しているなら、曲げ加工能力と精度が、ほぼゼロに近い追加パンチ段取りの利便性よりも重要になります。.
本当の分岐点は、新しい機械が生産フローの他のボトルネックを緩和するのか、それとも悪化させるのかです。レーザー加工能力が不足している状態でタレットプレスを導入しても、その利点は十分に活かせません。同様に、溶接や仕上げの下流工程能力が不足している状態でプレスブレーキを追加すると、単に受注残を後工程に押しやるだけです。.
最も重要な10件の仕事を、現在の機械1時間あたりの利益と、将来的に社内で仕事を維持できる可能性という2つの基準で評価しましょう。両方で高評価となる機械は、単なる設備購入ではなく、外注の数週間分を削減し、コストと遅延を同時に排除できる戦略的な一手です。.
段取り時間が利益を奪う隠れた要因であることを認識し、最もコストをかけている外注工程を特定できれば、判断はブランドの格や初期価格ではなくなります。正しい選択は、すでに受注している仕事で最も高い時間当たり利益を生み、かつ最大の外注カテゴリーを排除できる機械です。実際の作業量で5分間のROIストレステストを行えば、「最適」な機械は推測ではなく、自社の数字が示す明確な勝者となります。.


















