

A forma mais rápida de escolher o equipamento errado é perguntar: “Qual deles consegue fazer mais?” Esse atalho já levou inúmeras oficinas a decisões dispendiosas que não cumprem o prometido. O verdadeiro problema não está na lista de coisas que cada máquina pode faz — está em identificar qual etapa do seu fluxo de produção se tornará o gargalo primeiro. Avaliar mal esse ponto vai desfazer os seus cálculos de ROI, por mais impressionantes que sejam as especificações.
As prensas de punção e as prensas de dobragem servem necessidades de produção fundamentalmente distintas. Uma prensa de dobragem oferece uma produção mais lenta, mas uma versatilidade excecional — ideal para produzir lotes pequenos a médios com alta precisão de dobragem, acomodando uma ampla gama de formas e mudando de trabalho rapidamente com custos mínimos de ferramentas. Uma prensa de punção inverte a equação: rendimento extremamente rápido em geometrias repetitivas, muitas vezes completando a perfuração de furos e formas rasas numa única operação, mas com elevados custos de ferramentas e perdendo agilidade quando a variedade de peças aumenta.
No papel, as prensas de punção superam consistentemente as prensas de dobragem no tempo de ciclo. Mas essa vantagem só se mantém se o volume de produção, a frequência de repetição e as geometrias das peças permitirem que funcione sem parar — idealmente com carregamento automático de chapas e longos períodos de operação sem supervisão. Numa realidade de alta diversidade, no entanto, configurações frequentes e mudanças de ferramentas rapidamente corroem essa velocidade teórica.
O verdadeiro ROI vem de alinhar o ritmo natural de funcionamento de uma máquina com o ritmo das suas necessidades de produção. Um supercarro não tem valor se ficar preso no trânsito, e uma multi-ferramenta é redundante se usar sempre a mesma ponta de aparafusadora.
Em muitas oficinas, o limitador de produção não é a máquina com o ciclo mais longo — é a etapa do processo que acumula a fila mais profunda. Se as operações de dobragem estão sempre atrasadas, adicionar capacidade de punção mais rápida só vai aumentar esse gargalo. Por outro lado, se as peças planas se acumulam constantemente porque a punção não consegue alimentar o fluxo de trabalho suficientemente rápido, investir numa nova prensa de dobragem não resolverá o problema.
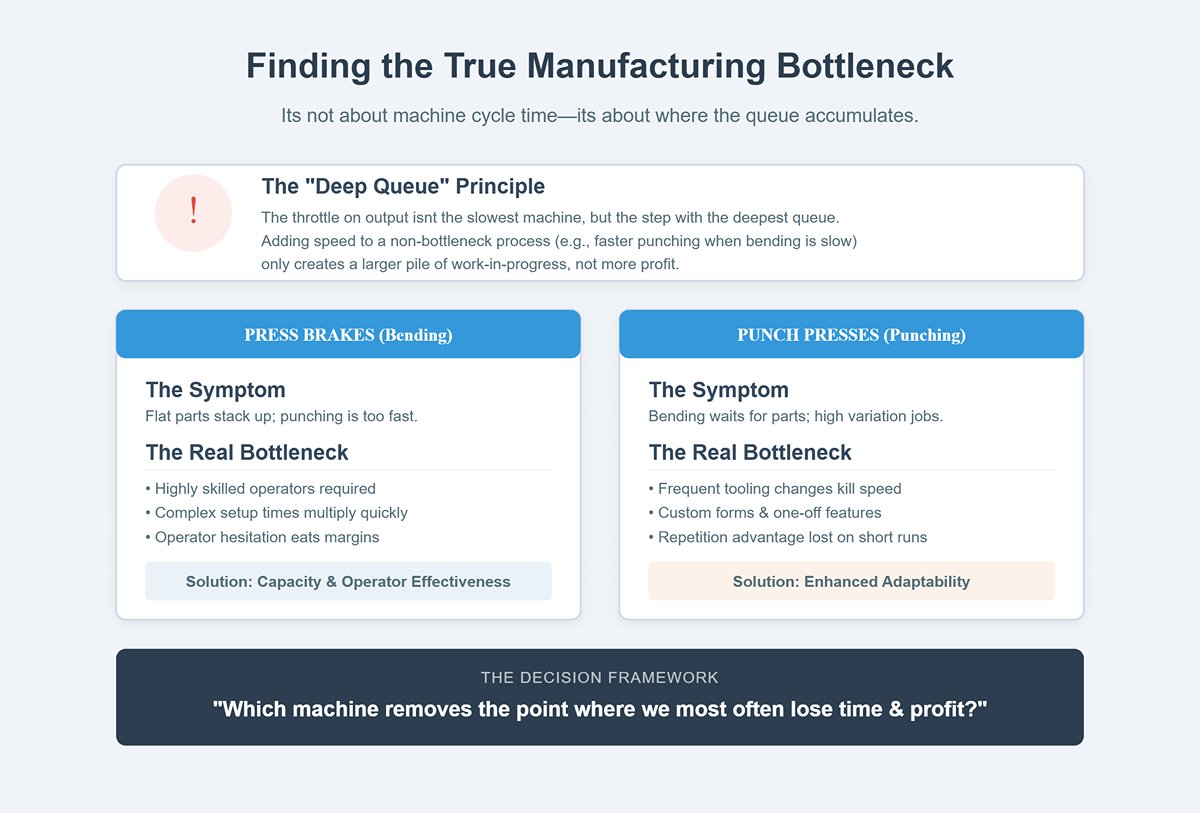
As prensas de dobragem têm o seu próprio gargalo: exigem operadores altamente qualificados, e a complexidade das dobras pode fazer com que os tempos de configuração aumentem rapidamente. Em oficinas que lidam com séries curtas de peças diversas, cada minuto adicional gasto na configuração — ou cada momento de hesitação do operador — reduz diretamente a margem de lucro. Nestes casos, aumentar a velocidade de punção não resolve o limite de produtividade subjacente; o que é necessário é maior capacidade de dobragem e melhorias na eficácia do operador.
As prensas de punção enfrentam uma limitação completamente diferente. Elas são excelentes quando repetem o mesmo movimento centenas ou milhares de vezes com variação mínima. Mas, quando se introduzem mudanças frequentes de ferramentas, formas personalizadas ou características únicas, a vantagem de alta velocidade é rapidamente prejudicada por trocas improdutivas. Nesta situação, a verdadeira restrição que deve ser superada é a adaptabilidade — não a velocidade bruta.
Olhar pela perspetiva do gargalo transforma todo o processo de tomada de decisão: em vez de perguntar “O que estas máquinas conseguem fazer?”, a verdadeira questão passa a ser “Qual delas vai realmente eliminar o ponto onde mais frequentemente perdemos tempo e lucro?”
Vistas isoladamente, a prensa de dobragem e a prensa de punção podem parecer investimentos rivais. Na verdade, elas funcionam como elos complementares na mesma cadeia de produção de chapa metálica: a punção ou corte produz a peça em bruto ou as características formadas, enquanto a dobragem lhes dá a geometria final. Apenas em casos raros — onde a mistura de peças de uma oficina se alinha perfeitamente com as forças de uma máquina — um único tipo consegue lidar com todo o trabalho: operações OEM de alto volume favorecem frequentemente as prensas de punção, enquanto fabricantes especializados podem depender quase totalmente da dobragem.
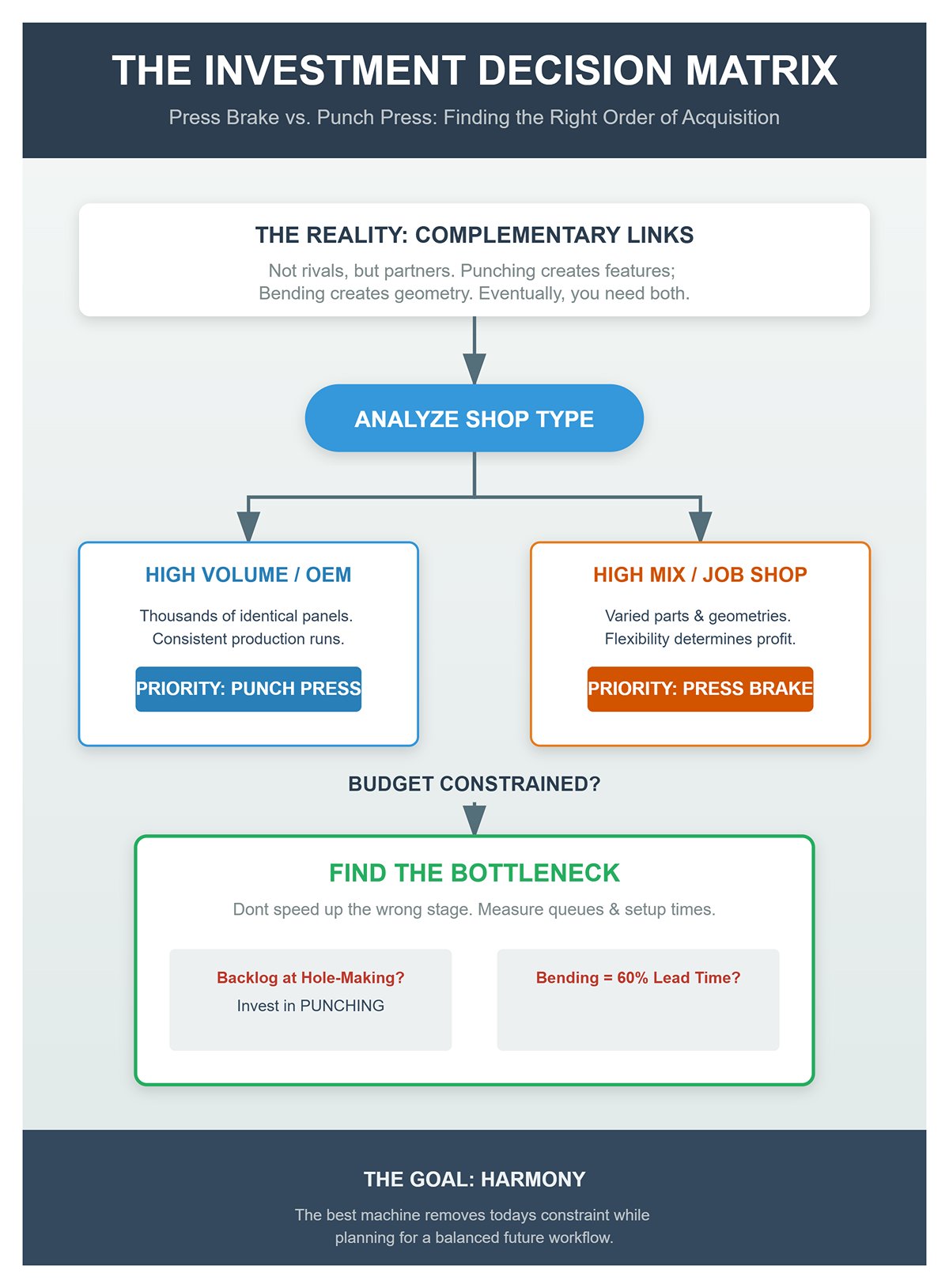
Para a maioria das empresas, a realidade a longo prazo é clara: vai acabar por precisar de ambas. A questão é decidir a ordem de aquisição. Uma operação estilo OEM que produz milhares de painéis ou caixas idênticas pode obter ganhos iniciais dramáticos ao investir numa prensa de punção, combinando-a com uma prensa de dobragem básica para a formação posterior. Se a dobragem não for o gargalo, o seu ritmo mais lento não prejudicará a produção. Por outro lado, uma oficina de alta diversidade deve priorizar tornar a prensa de dobragem o coração do seu fluxo de trabalho, já que a flexibilidade na dobragem determinará quantos trabalhos pode aceitar — e quão lucrativos serão.
Se as restrições orçamentais significarem que só pode investir numa máquina, identifique o seu gargalo de produção atual com precisão absoluta. Acompanhe as filas do fluxo de trabalho. Meça os tempos de configuração. Se as operações de dobragem representarem 60% do seu tempo de entrega, adicione mais capacidade de dobragem. Se o atraso se acumular na etapa de perfuração de furos ou formação de características, invista em capacidade de punção. Escolher a máquina errada não só falhará em melhorar o rendimento — pode até piorar o desempenho de entrega ao acelerar a etapa errada da produção.
O debate sobre “furos versus dobras” não é sobre qual processo de metalomecânica é superior — é sobre identificar e resolver corretamente uma restrição de capacidade. A melhor máquina para si é aquela que elimina o gargalo de hoje, enquanto planeia um fluxo de trabalho equilibrado que eventualmente execute ambos os processos em harmonia.
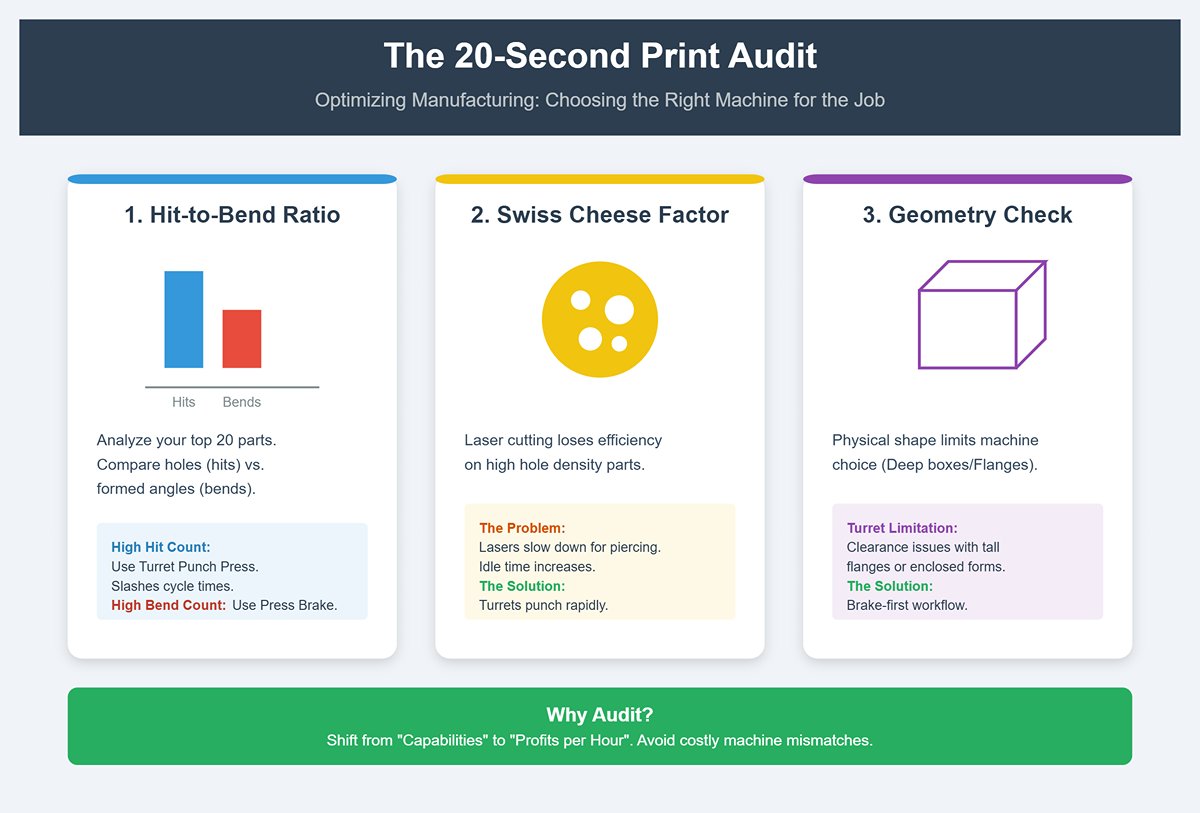
Comece por reunir desenhos ou ficheiros CAD das 20 peças que produz com mais frequência — estas representam a maior parte do seu volume anual. Não está aqui para admirar o design, mas para determinar quanto do fabrico de cada peça é gasto em furos e recortes comparado com dobras. Na prática, conte as características: filas de furos perfurados, recortes, persianas e formas pouco profundas contam como “golpes”, enquanto cada ângulo formado conta como uma “dobra”. Um número elevado de golpes em relação às dobras sugere que uma prensa de torre ou uma combinação punção/laser poderia reduzir drasticamente os tempos de ciclo. A prensa dobradeira torna-se a estrela quando o número de dobras é elevado, os ângulos são variados e a precisão de conformação determina a velocidade.
A relação golpe-dobra pode ser surpreendentemente reveladora. Se 70–80% do tempo de processamento é gasto na criação de furos e recortes, começar com um fluxo de trabalho centrado na dobradeira normalmente significa deixar lucro por explorar. Por outro lado, se a maior parte do tempo é dominada por conformações intrincadas, a vantagem de velocidade de uma prensa de torre não importa — continuará à espera das dobras. Esta abordagem rápida de pontuação oferece um diagnóstico claro e de baixo esforço antes mesmo de recorrer a dados completos de produção.
Embora o corte a laser seja frequentemente a escolha para perfis e trabalhos de furos, a economia pode mudar rapidamente quando a sua peça começa a parecer um queijo suíço. Cada perfuração e contorno introduz movimento adicional, tempo de inatividade e, por vezes, etapas extra de gestão de calor. Em peças com dezenas — ou até centenas — de pequenos furos, os lasers podem abrandar drasticamente, especialmente ao trabalhar com chapa mais espessa, onde os tempos de perfuração aumentam significativamente. Em contraste, uma prensa de torre destaca-se nestes cenários, produzindo furos em sucessão rápida e, muitas vezes, integrando operações secundárias de conformação em linha. O resultado é uma poupança de tempo mensurável em cada chapa — multiplicada em horas ou dias quando escalada para séries de grande volume.
O Fator Queijo Suíço resume-se à densidade de perfuração. Uma vez que um padrão plano ultrapassa um certo limite de furos por área, a vantagem do laser em movimento contínuo desaparece. As prensas de torre enfrentam layouts intensivos em furos com precisão mecânica simples: colocar a ferramenta, perfurar, retrair, repetir. Se a sua auditoria rápida revelar várias peças com alta densidade de furos, isso é um forte sinal para não fazer do corte a laser ou das etapas de prensa dobradeira a operação principal para esses trabalhos. A configuração certa de prensa de torre pode transformar fluxos de trabalho de várias horas em processos medidos em minutos.
Uma prensa de punção não é uma solução universal — certas formas estão simplesmente fora do seu alcance. Caixas profundas, formas fechadas e flanges altos criam problemas de espaço físico que mesmo designs avançados de torre não conseguem superar. Flanges grandes podem obstruir o movimento das ferramentas ou impedir a remoção da peça por completo. Peças que exigem dobras sequenciais para formar espaços apertados e fechados também requerem a precisão e adaptabilidade de uma prensa dobradeira. Além disso, flanges altos podem complicar a sequência de punção, por vezes exigindo manuseamento extra ou operações secundárias que eliminam qualquer vantagem de velocidade.
Durante a sua auditoria de peças, assinale quaisquer itens com geometria que exceda os limites padrão de espaço livre da torre ou que possa causar interferência das ferramentas durante o movimento. Estes quase sempre exigirão um fluxo de trabalho centrado na dobradeira. Considere também a combinação da espessura do material com a geometria — material mais espesso aumenta as exigências de força de conformação e, quando combinado com formas profundas, ultrapassa em muito as capacidades da torre. Tentar este tipo de trabalho pode danificar as ferramentas ou comprometer a precisão.
A Auditoria de Impressão de 20 Segundos não se trata de fornecer precisão absoluta — é uma ferramenta de triagem rápida concebida para evitar que envie peças pelo processo principal errado desde o início. Uma alta relação golpe-dobra muitas vezes indica maior eficiência de conformação através de uma torre ou de uma combinação punção/laser, enquanto uma peça dominada por dobras exige a precisão de uma prensa dobradeira. Padrões densos de furos em material fino normalmente adequam-se melhor ao punção mecânico do que ao corte a laser, enquanto formas profundas e intrincadas requerem inevitavelmente trabalho de dobradeira.
Ao analisar e pontuar rapidamente as suas peças-chave, evita o erro dispendioso de investir no tipo errado de máquina para o mix real que produz. Isto muda a conversa de “capacidades” gerais para “lucros por hora” concretos. Uma vez que possa explicar claramente por que uma determinada peça pertence a um caminho e não a outro, já está a tomar uma decisão de investimento mais precisa e informada — sem ter de executar um único ciclo de produção.
Certas peças funcionam melhor quando a quinadeira serve como operação secundária em vez de primária. Ao aproveitar a capacidade da punçonadora de torre para produzir formas rasas, deslocamentos e funcionalidades diretamente na chapa plana, a fase de dobragem pode reduzir-se a um único passo rápido — ou até ser eliminada. Aplicações como caixas elétricas, painéis de climatização e coberturas OEM frequentemente requerem deslocamentos para dobradiças, abas de encaixe ou nervuras de reforço que imitam perfis com múltiplas dobras sem consumir tempo de quinadeira.
Um caso de uso comum é um suporte com múltiplas dobras que normalmente consome três minutos de tempo de quinadeira por peça. Reprojetado para produção na torre, as dobradiças são criadas como funcionalidades de corte e conformação, os auxiliares de alinhamento são estampados na chapa plana e apenas uma única aba requer dobragem na quinadeira. Isto reduz o tempo de contacto da quinadeira a meros segundos, desloca a carga de processamento para a fase anterior e posiciona o operador da quinadeira como um especialista focado em vez de um gargalo de produção. O resultado: menos manuseio de material, menos preparação entre departamentos e muito maior potencial para produção não assistida e contínua. Quando a maior parte da complexidade de uma peça é resolvida na fase plana, a quinadeira torna-se um passo de acabamento — não o motor de lucro — permitindo aos gestores canalizar mais trabalho para fluxos automatizados.
Demasiadas vezes, a punçonadora de torre é descartada como apenas um “fazedor de furos”, quando na realidade é um ativo de produção altamente versátil capaz de fornecer uma ampla gama de funcionalidades. Com as ferramentas certas e a gama adequada de espessuras de material, pode produzir persianas, almofadas em relevo, furos extrudidos e outras formas intrincadas em meros segundos — tarefas que de outra forma exigiriam operações separadas ou ferramentas especializadas e complexas para a quinadeira.
As persianas ilustram isto perfeitamente. Em setores como climatização, telecomunicações e painéis de controlo elétrico, estas funcionalidades ocorrem frequentemente em padrões densos, e cada uma produzida na torre elimina o processo multi-etapas de corte, configuração de uma quinadeira com matriz de pescoço de ganso e aplicação de múltiplos golpes. Relevos e cunhagens podem adicionar rigidez, funcionar como espaçadores para instalações de PCB ou servir como impressões de marca — tudo integrado num único programa de torre sem necessidade de uma prensa secundária. Mesmo rebaixos e preparação de furos roscados podem ser realizados diretamente na torre utilizando ferramentas de extrusão e cunhagem, eliminando completamente a perfuração e rebaixamento posteriores.
Do ponto de vista da eficiência de fabrico, criar funcionalidades na fase plana elimina horas de trabalho variáveis enquanto reduz a dependência de pessoal escasso e altamente qualificado para configuração. Também minimiza o potencial de variação dimensional quando as peças passam por múltiplos centros de trabalho. Para componentes com numerosas persianas, padrões repetidos de relevo ou furos salientes, manter um fluxo laser–quinadeira é um desalinhamento do processo face ao problema. Uma abordagem centrada na torre simplifica a produção, reduz etapas de manuseio e acelera o retorno sobre o investimento.
As vantagens da torre tornam-se decisivas quando os volumes de peças e a densidade de funcionalidades atingem um ponto crítico. Embora punções personalizados e ferramentas de conformação envolvam custos iniciais de engenharia e fabrico, estes investimentos tornam-se insignificantes comparados com a produção que desbloqueiam. Para ferramentas standard — como persianas, perfis de relevo e punções de rebaixo — o retorno pode ser alcançado com apenas algumas centenas de peças por ano quando cada uma inclui um layout denso de funcionalidades. A economia melhora significativamente quando múltiplos SKUs partilham as mesmas funcionalidades, permitindo amortizar despesas de ferramentas e conhecimentos de configuração por linhas de produto inteiras.
No que diz respeito a ferramentas rígidas personalizadas, o ponto de equilíbrio pode ser surpreendentemente modesto. Considere uma ferramenta especial de relevo $4,000 que reduz apenas 20 segundos do tempo de produção de cada peça numa série anual de 20.000 unidades — esse investimento paga-se várias vezes no primeiro ano. Em ambientes de produção repetitiva e de alto volume, o custo amortizado das ferramentas rapidamente torna-se irrelevante, enquanto os ganhos em velocidade de produção e utilização da capacidade tornam-se os principais motores de lucro. Os compradores devem reformular o seu pensamento para perguntar se tais ferramentas serão usadas ao longo de anos de produção ou partilhadas entre múltiplos SKUs. Se a resposta for sim, as ferramentas rígidas deixam de ser uma responsabilidade de custo e passam a ser um elemento-chave para tempos de ciclo competitivos.
Os debates tradicionais entre punçonadoras e quinadeiras tendem a focar-se em gráficos de velocidade — golpes por minuto versus dobras por hora — mas essa perspetiva perde uma vantagem estratégica crucial. A verdadeira oportunidade não está em comparar velocidades de máquinas isoladamente, mas sim em quanto trabalho de quinadeira a torre pode remover completamente do processo. Troque uma aba dobrada por uma nervura conformada, ou substitua uma aba soldada por uma prensada, e transforma o papel da quinadeira de essencial para opcional. Nestes casos, a punçonadora torna-se o elemento estrutural central do fluxo de trabalho, simplificando múltiplos passos de valor acrescentado numa única operação programável. Para compradores sob pressão para aumentar o rendimento sem aumentar a força de trabalho ou depender fortemente de talento especializado, esta mudança não é apenas vantajosa — é revolucionária.
| Secção | Pontos-chave |
|---|---|
| A Abordagem “Feito de Uma Só Vez”: Aproveitar a torre para eliminar etapas posteriores de dobragem | – Quinadeira como operação secundária; torre cria formas rasas, deslocamentos e funcionalidades na chapa plana. – Aplicações: caixas elétricas, painéis de climatização, coberturas OEM que necessitam deslocamentos para dobradiças, abas de encaixe, nervuras de reforço. – Exemplo: suporte com múltiplas dobras reduzido de 3 minutos de tempo de quinadeira para segundos através de dobradiças de corte e conformação na torre e auxiliares de alinhamento estampados. – Benefícios: tempo de contacto da quinadeira reduzido, menos manuseio de material, menos preparação, potencial para produção não assistida. – Quinadeira torna-se passo de acabamento, permitindo mais fluxos automatizados. |
| Funcionalidades na chapa plana: obter persianas, relevos e rebaixos sem configurações adicionais | – Punçonadora de torre pode produzir persianas, almofadas em relevo, furos extrudidos e outras formas intrincadas. – Persianas: eliminam configuração multi-etapas da quinadeira; comuns em climatização, telecomunicações, painéis elétricos. – Relevos: adicionam rigidez, funcionam como espaçadores, impressões de marca; tudo integrado no programa da torre. – Rebaixos/preparação de furos roscados via ferramentas de extrusão e cunhagem elimina perfuração. – Benefícios: redução de horas de trabalho, menor dependência de configuração especializada, variação dimensional minimizada. – Fluxo de trabalho centrado na torre agiliza a produção e acelera o ROI. |
| O limiar de volume: quando os custos de ferramentas rígidas desaparecem perante os ganhos de velocidade | – A vantagem da torre cresce com volumes elevados de peças e características densas. – Ferramentas prontas a usar recuperam o investimento em centenas de peças/ano se layouts forem densos. – Múltiplos SKUs com características partilhadas distribuem os custos de ferramentas. – Exemplo: ferramenta de embossing $4,000 poupa 20 segundos/peça, 20.000 unidades/ano = ROI em menos de um ano. – Em ambientes de alto volume, o custo das ferramentas torna-se negligenciável, sendo a velocidade e a capacidade os principais fatores. – Avaliar o uso das ferramentas ao longo dos anos e entre SKUs. |
| A vantagem oculta: o que a torre pode eliminar da carga de trabalho da quinadeira | – Valor estratégico em eliminar trabalho de prensa dobradeira, não apenas comparação de velocidade. – Substituir flanges dobradas por nervuras formadas; trocar abas soldadas por abas prensadas. – A torre torna-se peça estrutural central, consolidando etapas numa única operação. – Aumentar o rendimento sem aumentar a força de trabalho ou depender de talento especializado. – Transformar a prensa dobradeira de essencial para opcional no fluxo de trabalho. |
Em operações que lidam com uma ampla gama de produtos mas produzem pequenos lotes, a impressionante velocidade por hora da prensa de torre mascara uma desvantagem significativa: a complexidade da configuração. Cada nova peça exige frequentemente o seu próprio programa, uma configuração de ferramentas personalizada e um planeamento meticuloso da sequência para evitar colisões de ferramentas. Alterar ferramentas numa torre não é nem rápido nem barato, com matrizes especializadas a exigir tempo e recursos substanciais para serem concebidas, fabricadas e integradas. A menos que esses esforços possam ser amortizados em centenas ou milhares de peças, o custo por peça aumenta rapidamente, corroendo a rentabilidade.
As prensas dobradeiras—especialmente os modelos CNC modernos—eliminam em grande parte essas dores de cabeça. Um conjunto padrão de punções e matrizes pode cobrir uma ampla gama de perfis de dobra, e mudar entre trabalhos muitas vezes requer apenas uma rápida troca de ferramentas e um ajuste do batente traseiro. As ferramentas são acessíveis, rápidas de obter e simples de substituir, tornando as produções curtas rentáveis. Num ambiente de alta variedade, este fluxo de trabalho simples aumenta diretamente a produtividade: embora cada dobra numa prensa possa demorar mais do que um golpe numa torre, o tempo desde “primeira peça concluída” até “última peça enviada” é frequentemente mais curto.
As necessidades de programação evidenciam ainda mais a diferença. Criar um programa para a torre significa especificar cada golpe, cada troca de ferramenta e afinar o movimento da chapa para evitar ineficiências. Muitas oficinas acabam por depender de um ou dois operadores altamente especializados—um claro risco de agendamento. As prensas dobradeiras CNC, por outro lado, incorporam cálculos de ângulo, sequenciamento de dobras e orientação visual nos controlos da máquina. Isto permite que um operador razoavelmente treinado passe de um trabalho para outro com apenas formação mínima adicional. Para uma oficina que gere várias pequenas encomendas num único dia, essa flexibilidade garante que a prensa dobradeira permaneça no coração da produção.
Uma forma rápida de decidir é analisar os seus últimos vinte projetos. Se a maioria puder ser concluída usando as ferramentas atuais da prensa com ajustes mínimos de programação, então a prensa dobradeira é a máquina que impulsiona um fluxo de trabalho rentável—mesmo que a torre apresente uma taxa de golpe mais rápida no papel.
As prensas de torre destacam-se em aplicações de chapa fina—geralmente abaixo de 3 mm—onde o desgaste das ferramentas é previsível, os resíduos são facilmente ejetados e as exigências de tonelagem permanecem geríveis. Ao avançar para materiais mais espessos, essas vantagens começam a desaparecer. O aumento da tonelagem acelera o desgaste das arestas, fazendo com que os punções se deformem e as matrizes lasquem. A extração torna-se mais difícil, aumentando o risco de retenção de resíduos e gripagem. O desalinhamento relacionado com vibração pode introduzir rebarbas e sucata, e o nível de ruído aumenta dramaticamente a cada golpe.
Estes problemas não são apenas atrasos na produção — são fatores de custo. As ferramentas precisam ser substituídas com mais frequência, o tempo de inatividade das máquinas prolonga-se, e o controlo de qualidade exige mais mão-de-obra. A economia inverte-se: a máquina que pensava ser mais rápida torna-se aquela constantemente parada para manutenção e resolução de problemas.
As quinadoras — especialmente os modelos hidráulicos e servoelétricos modernos — são construídas para se destacarem nestes cenários. Elas fornecem a tonelagem total de forma consistente ao longo de toda a dobra, evitando tensões localizadas e garantindo um processo mais suave e menos desgastante tanto para a ferramenta como para a estrutura da máquina. Ao trabalhar com chapa de 1/4″, 3/8″, 1/2″ ou outras espessuras elevadas, a quinagem evita o choque de alto impacto e o desgaste acelerado associados ao punçonamento. O resultado é uma vida útil prolongada das ferramentas, intervalos mais longos entre manutenções e mais tempo dedicado à produção efetiva em vez de recuperar de falhas de equipamento. Em muitas oficinas de fabrico pesado, esta durabilidade é a razão pela qual a quinadora — e não a punçonadora de torre — constitui a espinha dorsal da produção.
Embora as punçonadoras de torre ofereçam capacidades limitadas de conformação — como estampagem, abaulamento e ventilação — são ferramentas inerentemente bidimensionais, criando funcionalidades através de golpes repetidos em chapa plana. À medida que os desenhos das peças se tornam mais sofisticados, especialmente quando exigem múltiplos planos ou dobras compostas, as suas limitações tornam-se evidentes. A conformação em múltiplas etapas numa punçonadora exige ferramentas complexas, sequências cuidadosas e configuração meticulosa, muitas vezes resultando numa precisão decrescente para peças intrincadas.
As quinadoras lidam com formas complexas deformando o material de forma controlada, em vez de depender do impacto. Equipadas com sistemas de referência multi-eixo e sistemas de compensação, podem executar dobras sequenciais com precisão excecional — mesmo em perfis intrincados. Operadores experientes de quinadoras combinam feedback tátil, pistas visuais e programação CNC para gerir o retorno elástico, tolerâncias acumuladas de dobra e possíveis interferências entre dobras. Onde o punçonamento tem dificuldades com percursos de conformação não lineares, a abordagem passo a passo da quinadora constrói cada dobra até um produto final impecável.
Para peças que combinam requisitos funcionais com apelo visual — como revestimento arquitetónico, suportes de precisão ou caixas de alta resistência — a capacidade da quinadora de manter ângulos consistentes e alinhamento preciso das dobras é indispensável. Nestes casos, a sua flexibilidade é amplificada por operadores qualificados que podem ajustar a sequência e selecionar ferramentas para cumprir especificações rigorosas sem recorrer a soluções personalizadas dispendiosas.
A crença predominante é que a máquina mais rápida deve liderar a produção. Na prática, a velocidade por si só pode ser enganadora — especialmente quando depende de trabalho repetitivo e inalterado. Em ambientes que lidam com trabalhos de alta variedade, materiais espessos ou componentes intrincados, a quinadora muitas vezes supera a punçonadora na entrega de resultados consistentes, fiáveis e rentáveis. Tempo de preparação reduzido, desempenho robusto com material pesado e controlo preciso sobre formas tridimensionais complexas fazem da quinadora a verdadeira espinha dorsal das operações. Embora a punçonadora de torre ainda tenha valor estratégico — particularmente para séries longas e uniformes — é a quinadora que garante um fluxo constante, protege as margens e mantém os prazos de entrega.
A introdução de lasers de fibra de alta potência equipados com cabeças de corte ultrarrápidas remodelou dramaticamente a indústria de chapa metálica. Durante anos, as punçonadoras de torre eram a escolha principal para produzir chapas planas — especialmente para peças com furos, ranhuras ou padrões repetitivos — porque podiam perfurar múltiplas perfurações com cada golpe. Agora, os lasers de fibra modernos reduziram essa vantagem para muitos tipos de peças. Embora uma punçonadora ainda possa superar um laser em matrizes densas e uniformes de furos, os lasers eliminaram as restrições de design impostas pelas ferramentas físicas: sem diâmetros de punção fixos, sem mudanças demoradas de índice e sem necessidade de “bordas” ou margens obrigatórias para estabilidade da chapa.
Uma das mudanças mais significativas, mas frequentemente ignoradas, está na utilização do material. Ao cortar perfis sem abas ou margens, os lasers transformam mais da chapa bruta em peças vendáveis. Em ligas premium ou chapa fina, o aumento no aproveitamento da chapa por si só pode justificar o maior investimento inicial na máquina. A qualidade superior das arestas reforça o benefício — peças cortadas a laser saem lisas e sem rebarbas, eliminando a necessidade de desbaste ou etapas adicionais de acabamento que as peças punçonadas frequentemente exigem. Com distorção térmica mínima graças à pequena zona afetada pelo calor do laser, estas vantagens reduziram o papel da punçonadora, reservando-a principalmente para produção de alto volume e geometria repetitiva, onde as suas forças específicas ainda se aplicam.
Para muitos fabricantes, a concorrência mais difícil da punçonadora não é um laser autónomo — é um laser combinado com uma quinadora CNC. Esta dupla poderosa permite a uma oficina cortar a laser praticamente qualquer perfil plano, agrupar peças de forma apertada para máximo aproveitamento da chapa e depois passar diretamente à conformação de dobras complexas, abas ou formas de caixa na quinadora. Ao eliminar a dependência de ferramentas de punção para contornos e lidar com geometrias além do alcance da punçonadora, este fluxo de trabalho amplia consideravelmente as capacidades de produção.
Esta combinação também redefine a equação de investimento. Comprar tanto um laser como uma quinadora dá a uma oficina a capacidade de resolver estrangulamentos tanto no corte como na conformação, permitindo-lhe assumir uma gama mais ampla de trabalhos — desde painéis arquitetónicos ornamentados até caixas totalmente montadas — sem necessidade de grandes inventários de ferramentas ou competências especializadas de programação de punçonadora. Em setores onde as séries são curtas e os designs mudam rapidamente, a versatilidade e capacidade de resposta que esta configuração oferece podem superar a vantagem de velocidade da punçonadora na produção consistente de alto volume. Na verdade, a combinação “Laser + Quinadora” não apenas compete — muitas vezes muda as regras, atraindo clientes que nunca considerariam um processo baseado em punçonadora.
As forças de uma punçonadora residem muito menos no perfilamento da chapa metálica do que na sua capacidade de integrar funcionalidades conformadas diretamente enquanto a chapa permanece plana. Operações como ventilação, estampagem, rebaixos, recortes e furos roscados podem ser concluídas na própria máquina, muitas vezes no mesmo ciclo que corta o contorno da peça. Esta consolidação pode eliminar etapas secundárias inteiras, reduzindo drasticamente os prazos e a mão-de-obra na produção de alto rendimento. Por contraste, os lasers limitam-se ao corte — não podem conformar mecanicamente ou roscar furos sem equipamento separado.
As propriedades do material também desempenham um papel. Embora certos lasers de fibra possam cortar chapa até uma polegada de espessura em condições ideais, punçonar material mais espesso — especialmente em séries de produção pequenas — pode ser mais eficiente quando o design exige conformação de alta força. O processo mecânico da punçonadora evita as limitações térmicas e fornece arestas consistentes. Para peças repetitivas de alto volume com poucas alterações de design, o investimento inicial em ferramentas para uma punçonadora pode compensar, reduzindo o custo por unidade muito abaixo do corte a laser.
No final, a questão não é simplesmente qual máquina corta mais rápido — trata-se de identificar onde estão realmente os estrangulamentos da sua produção. Se as suas limitações vêm do corte de contornos complexos, um laser moderno (autónomo ou combinado com uma quinadora) pode expandir as suas capacidades. Mas se a desaceleração ocorre ao adicionar detalhes conformados antes da quinagem, uma punçonadora pode agilizar as operações e oferecer uma vantagem clara. Reconhecer esta diferença desloca o foco da velocidade bruta de corte para a economia global de fabrico e otimização do fluxo de trabalho — é aí que a rentabilidade é realmente concebida.
Um punçonador CNC turret é conduzido principalmente pelo seu software. Uma vez que o pós-processador e a biblioteca de ferramentas estejam devidamente configurados, um único programador CAD/CAM qualificado pode criar programas para várias máquinas. Isto consolida o conhecimento especializado num papel-chave, permitindo que operadores de nível intermédio simplesmente carreguem, operem e descarreguem peças sem terem de fazer os julgamentos subtis e práticos que a dobragem frequentemente exige. Em produção de alto volume ou repetitiva, essa consistência ajuda a manter os custos de mão-de-obra previsíveis e sob controlo.
A prensa dobradeira, por outro lado, continua ancorada na experiência tátil e na intuição de chão de fábrica. Os operadores devem escolher aberturas de matriz adequadas à espessura do material, considerar o retorno elástico, planear sequências de dobra para evitar colisões, ajustar a compensação e afinar ângulos no momento. Estas decisões subtis, muitas vezes não documentadas, dependem de anos de experiência acumulada e resistem à formalização. Perder um operador experiente de prensa dobradeira pode reduzir drasticamente a produtividade — especialmente em produção de alta variedade, onde cada peça surge como um novo desafio.
Do ponto de vista da rentabilidade, esta distinção é importante. A especialização no punçonamento turret concentra-se na configuração e programação — uma vez otimizada, é relativamente indiferente a quem opera a máquina. O trabalho de dobragem exige continuamente competências, turno após turno, com cada nova geometria. Desenvolver ou substituir um operador de prensa dobradeira realmente qualificado é um processo de vários anos, tornando esta lacuna de competências um custo oculto e de longo prazo que poucas propostas consideram.
As ferramentas de turret desgastam-se no sentido mais literal. Trabalhos de alto volume — como painéis perfurados ou componentes com padrões densos de furos — podem acumular centenas de milhares de impactos numa única estação de punção em pouco tempo. À medida que as arestas se desgastam, surgem rebarbas, aumentam os requisitos de tonelagem, os níveis de ruído sobem e, eventualmente, as punções falham completamente. Lidar com isto significa recorrer a serviços externos de afiação, investir em capacidade interna de retificação ou aceitar qualidade reduzida e taxas de sucata mais elevadas. Nenhuma destas realidades aparece nas cotações de equipamento, mas qualquer uma pode rapidamente corroer as margens de lucro.
As ferramentas de prensa dobradeira desgastam-se mais gradualmente e de forma mais subtil. Quando usadas corretamente, matrizes de dobra por ar de alta qualidade podem durar anos, com o desgaste a manifestar-se como ligeira variação de ângulo, comprimentos de pernas irregulares ou pequenas marcas cosméticas, em vez de falhas catastróficas. No entanto, o custo de manter as matrizes em condição adequada para acabamentos é frequentemente subestimado. Limpeza regular, remoção de rebarbas e polimento para evitar riscos em superfícies de alta qualidade podem consumir uma quantidade surpreendente de tempo — tempo que raramente é contabilizado nos custos de produção.
O verdadeiro risco está na supervisão do processo. Sem um plano disciplinado de manutenção de ferramentas, um turret torna-se uma mini operação logística — rastrear contagens de impactos, agendar afiações, gerir prazos de retorno e revalidar ferramentas após manutenção. Da mesma forma, uma prensa dobradeira limitada a uma única matriz genérica para todos os trabalhos convida a ineficiências através de ajustes extra de configuração, dobras corretivas e retrabalho de superfície. Oficinas que investem cedo em ferramentas dedicadas e específicas para cada geometria podem parecer gastar mais inicialmente, mas ao longo do tempo essa escolha proporciona mudanças mais rápidas, menos sucata e um fluxo de produção mais consistente.
As operações de punçonamento produzem sempre um esqueleto — a rede de metal restante que envolve as peças acabadas. Nesting ineficiente, trocas excessivas de ferramentas ou negligência de técnicas de punção de linha comum podem aumentar a proporção de resíduos de esqueleto. Em substratos caros como aço inoxidável ou alumínio, mesmo um pequeno aumento de 3–5% nos resíduos ao longo dos trabalhos pode minar silenciosamente a rentabilidade. Ninhos complexos podem também deixar para trás ilhas volumosas ou teias incómodas que exigem remoção manual, acrescentando mão-de-obra não planeada que não é refletida nas estimativas de tempo de ciclo.
As operações de prensa dobradeira introduzem um tipo distinto de risco de material. As tolerâncias de dobra — a quantidade precisa de material necessária para cada dobra — devem ser calculadas com precisão. Erros nas tolerâncias ou aplicação incorreta de fatores K podem resultar em chapas planas que produzem conjuntos com dimensões incorretas, levando a sucata, cortes não planeados ou dobras repetidas. Para evitar tais problemas, muitos operadores deixam material extra nas bordas das abas “por precaução”, o que aumenta gradualmente o uso de material por peça além das especificações de projeto. Este hábito preventivo raramente é documentado, mas acaba por se incorporar em praticamente todas as séries de produção ao longo do tempo.
Ambos os métodos drenam o lucro de maneiras diferentes. As ineficiências do punçonamento turret são consistentes e acumulam-se com cada layout de nesting. As ineficiências da prensa dobradeira surgem frequentemente ao mudar para novas geometrias ou materiais, manifestando-se como ajustes prolongados e retrabalho não documentado. Em ambos os cenários, a verdadeira perda não é o que aparece no desenho da peça — é o que acaba como material sobrante ou esforço desperdiçado quando a produção termina.
Questione as suposições enraizadas que orientam as suas escolhas de configuração. Antes de investir em novo equipamento, realize uma verdadeira “auditoria de ciclo de vida” de trabalhos passados — captando não apenas os tempos de ciclo e rendimentos de material cotados, mas também atrasos na afiação de ferramentas, ajustes de operador e sucata criada por erros nas tolerâncias de dobra. Atribua estes custos diretamente ao processo que os causou. Isto frequentemente revela que a máquina que parece mais barata inicialmente é na verdade o caminho mais caro quando as ineficiências de longo prazo são consideradas, enquanto a opção mais cara com sistemas de suporte robustos pode proporcionar margens mais consistentes a longo prazo.
Uma máquina só gera receita quando está ativamente a processar material — não quando está à espera de trocas de ferramentas ou alinhamentos. Em trabalhos de alta variedade e baixo volume, mesmo uma prensa dobradeira com controlos CNC avançados e ferramentas de precisão pode passar 50–70% do seu tempo total de ciclo em configuração: montar punções e matrizes, configurar posições de batente traseiro e realizar dobras de teste. Embora a sua prensa possa estar agendada para um turno de oito horas, a viga de dobragem pode estar a funcionar apenas metade desse tempo.
Um punçonador turret altera esta dinâmica. Com 40–60 ferramentas pré-instaladas, trabalhos repetidos podem entrar em produção quase imediatamente. Se as ferramentas necessárias já estiverem carregadas, a configuração para peças repetidas ou relacionadas é praticamente eliminada. Ao longo de vários trabalhos, isto torna-se significativo: o tempo de configuração para uma semana de produção de turret é essencialmente pago uma vez, enquanto uma prensa dobradeira tem de investir esse tempo de configuração novamente para cada trabalho individual.
Faça as contas. Para cada trabalho efetivamente enviado no último mês, anote tanto o tempo de configuração como o tempo de ciclo por peça para cada máquina. Combine estes valores para encontrar o tempo total por trabalho, depois divida a margem bruta do trabalho por esse total para calcular o lucro por hora de máquina. Ponha as suas estimativas à prova — se estiver errado por 30%, o melhor desempenho muda? Este cálculo rápido revelará se a sua máquina “mais ocupada” é realmente o seu ativo mais rentável ou apenas o seu gargalo mais caro.
A escolha ideal não é apenas a mais rápida — é aquela que evita que tenha de pagar a outras empresas para realizar trabalhos que poderia concluir de forma eficiente dentro das suas próprias instalações.
Uma punçonadora de torre pode eliminar categorias inteiras de tarefas subcontratadas. Capacidades integradas como persianas, deslocamentos, recortes, rebaixos e estampagem podem ser executadas diretamente em linha, eliminando a necessidade de etapas secundárias de conformação. Ferramentas de punção especializadas podem criar formas intrincadas — como portas D‑sub, ranhuras para dobradiças e guias para cartões — que mantêm os componentes a avançar para a montagem final sem desvios para subcontratados. Se atualmente está a enviar 30–40% dos seus painéis perfurados ou com muitos detalhes para processamento externo, uma torre pode recuperar essa receita quase de imediato.
Uma prensa dobradeira, por contraste, protege-o dos trabalhos de dobragem mais desafiantes — canais profundos, trabalho com chapa grossa e ângulos de precisão crítica que têm de encaixar perfeitamente. Sem uma, peças cortadas por laser ou punção acabam frequentemente num camião para outra instalação cujo calendário de prensa pode colocá-lo no fim da fila. Isso é tempo perdido e custos de transporte que não pode recuperar do cliente.
Revise as últimas vinte ordens de compra subcontratadas e categorize-as por causa: trabalho dependente de punção, dobras complexas ou uma combinação de ambos. A melhor escolha é a máquina que elimina a maior parte dessas ordens, tapando de forma eficaz a maior fuga de trabalho para fora.
O seu backlog mostra onde está a pressão neste momento. O seu funil de vendas revela onde as pressões irão aumentar no futuro. Se as projeções para o próximo ano apontam fortemente para painéis de grande volume e com muitos detalhes, aumentar a capacidade de punção — mesmo que isso signifique tolerar alguma congestão na prensa dobradeira — pode gerar maior rentabilidade a longo prazo. Por outro lado, se a procura dos clientes está a mudar para materiais mais espessos e conjuntos do tipo caixa, a capacidade e precisão de dobragem irão superar a conveniência de configurações de punção quase nulas.
O verdadeiro ponto de viragem é saber se a nova máquina irá aliviar ou agravar os estrangulamentos noutros pontos do seu fluxo de produção. Instalar uma punçonadora de torre sem capacidade suficiente de corte a laser a montante significa que as suas vantagens ficam subutilizadas. Da mesma forma, adicionar uma prensa dobradeira quando a capacidade de soldadura ou acabamento a jusante é insuficiente apenas desloca o backlog mais para a frente na linha.
Trace os seus dez trabalhos mais importantes segundo dois critérios: lucro atual por hora de máquina e potencial para manter trabalho futuro internamente. A máquina que se classifica bem em ambas as áreas não é apenas uma compra de equipamento — é um movimento estratégico que pode eliminar semanas de subcontratação, juntamente com os custos e atrasos que vêm com ela.
Assim que reconhecer o tempo de configuração como uma fuga oculta de rentabilidade, e identificar exatamente quais capacidades subcontratadas lhe custam mais, a decisão deixa de ser sobre prestígio de marca ou preços iniciais. A escolha certa é a máquina que oferece o maior retorno por hora nos trabalhos que já está a ganhar — enquanto elimina a maior categoria de trabalho subcontratado. Depois de realizar esse rápido teste de esforço de ROI de cinco minutos sobre a sua carga de trabalho real, a “melhor” máquina deixa de ser um palpite; é o vencedor claro que os seus próprios números já identificaram.


















