

Jalur tercepat menuju pemilihan peralatan yang salah adalah dengan bertanya, “Mana yang bisa melakukan lebih banyak?” Jalan pintas ini telah memikat banyak bengkel ke dalam keputusan mahal yang hasilnya tidak sesuai harapan. Masalah sebenarnya bukan tentang daftar hal yang dapat dilakukan setiap mesin ditunjukkan oleh penjual. —ini tentang mengidentifikasi tahap mana dalam aliran produksi Anda yang akan menjadi hambatan pertama. Salah menilai titik itu akan merusak perhitungan ROI Anda, tidak peduli seberapa mengesankan spesifikasinya terlihat.
Punch press dan press brake melayani kebutuhan produksi yang secara fundamental berbeda. Press brake menawarkan keluaran yang lebih lambat namun dengan fleksibilitas luar biasa—ideal untuk memproduksi batch kecil hingga menengah dengan presisi tekukan tinggi, mengakomodasi berbagai bentuk, dan berganti pekerjaan dengan cepat serta biaya perkakas minimal. Punch press membalik perhitungannya: throughput sangat cepat pada geometri berulang, sering menyelesaikan pelubangan dan bentuk dangkal dalam satu operasi, tetapi memiliki biaya perkakas tinggi dan kehilangan kelincahan ketika variasi suku cadang meningkat.
Di atas kertas, punch press secara konsisten lebih cepat dibandingkan press brake dalam waktu siklus. Tetapi keunggulan itu hanya berlaku jika volume produksi, frekuensi pengulangan, dan geometri bagian memungkinkan mesin berjalan tanpa henti—idealnya dengan pemuatan lembaran otomatis dan periode panjang operasi tanpa pengawasan. Dalam kenyataan dengan campuran pekerjaan tinggi, penyetelan dan pergantian perkakas yang sering cepat mengikis kecepatan teoritis itu.
ROI yang nyata berasal dari menyelaraskan irama operasi alami mesin dengan ritme kebutuhan produksi Anda. Mobil super tidak ada nilainya jika terjebak macet, dan multi-tool menjadi berlebihan jika Anda selalu menggunakan bit obeng yang sama.
Di banyak bengkel, yang membatasi keluaran bukanlah mesin dengan siklus terpanjang—melainkan tahap proses yang menumpuk antrean terdalam. Jika operasi tekukan selalu tertinggal, menambah kapasitas pelubangan yang lebih cepat hanya akan memperbesar hambatan itu. Sebaliknya, jika bagian datar terus menumpuk karena pelubangan tidak dapat memberi makan alur kerja cukup cepat, membeli press brake tambahan tidak akan menyelesaikan masalah.
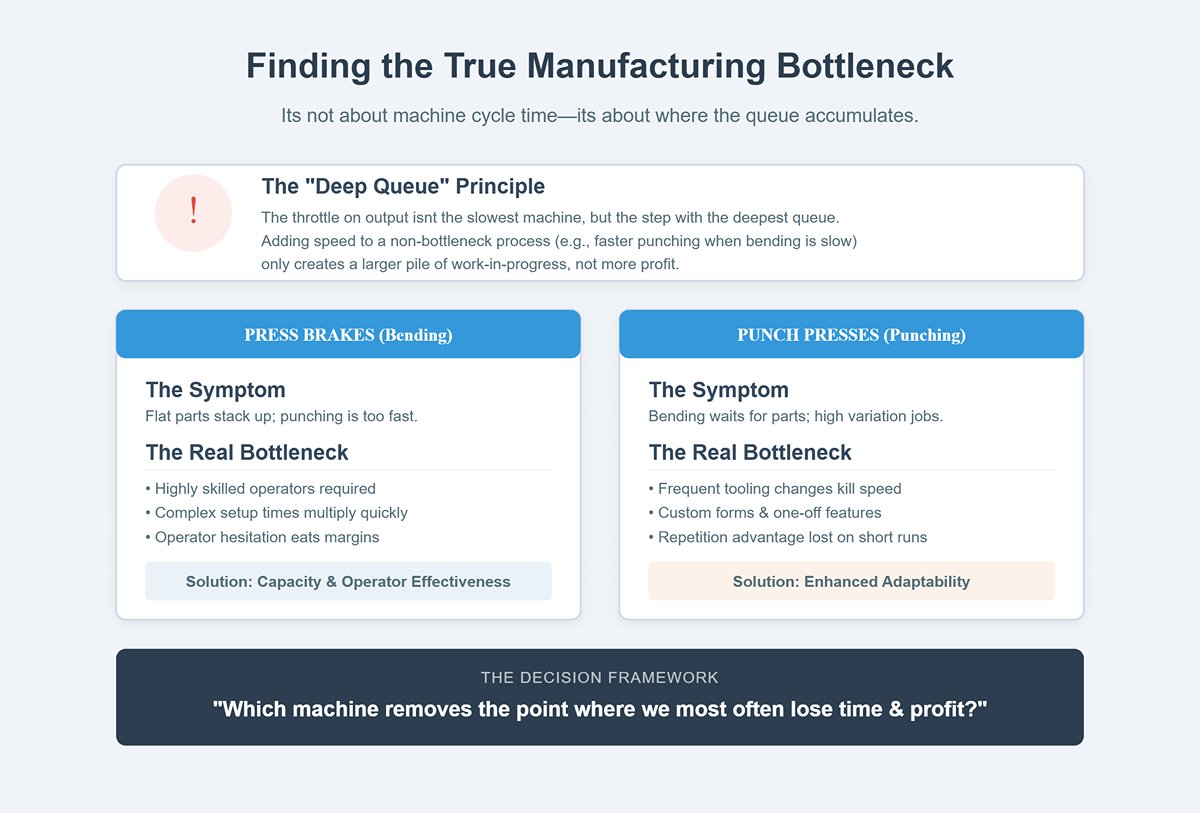
Press brake memiliki hambatannya sendiri: memerlukan operator yang sangat terampil, dan kompleksitas tekukan dapat membuat waktu pengaturan meningkat dengan cepat. Di bengkel yang menangani produksi singkat dengan beragam bagian, setiap menit tambahan yang dihabiskan untuk pengaturan—atau setiap saat operator ragu—secara langsung memangkas margin keuntungan Anda. Dalam kasus seperti ini, meningkatkan kecepatan pelubangan tidak akan mengatasi batas produktivitas yang mendasar; yang dibutuhkan adalah kapasitas tekukan yang lebih besar dan peningkatan efektivitas operator.
Punch press menghadapi keterbatasan yang sepenuhnya berbeda. Mereka unggul saat mengulangi gerakan yang sama ratusan atau ribuan kali dengan variasi minimal. Namun begitu Anda memperkenalkan pergantian perkakas yang sering, bentuk khusus, atau fitur sekali pakai, keunggulan kecepatan tinggi dengan cepat tergerus oleh pergantian yang tidak produktif. Dalam situasi ini, kemampuan beradaptasi yang lebih baik—bukan kecepatan mentah—adalah batasan sebenarnya yang harus Anda atasi.
Melihat dari perspektif hambatan mengubah seluruh proses pengambilan keputusan: alih-alih bertanya “Apa yang bisa dilakukan mesin ini?” pertanyaan sebenarnya menjadi “Mesin mana yang benar-benar akan menghilangkan titik di mana kita paling sering kehilangan waktu dan keuntungan?”
Dilihat secara terpisah, press brake dan punch press mungkin terlihat seperti investasi yang saling bersaing. Kenyataannya, mereka berfungsi sebagai mata rantai yang saling melengkapi dalam rantai produksi lembaran logam yang sama: pelubangan atau pemotongan menghasilkan blanko atau fitur terbentuk, sementara penekukan membentuknya menjadi geometri akhir. Hanya dalam kasus yang jarang—di mana campuran bagian bengkel selaras sempurna dengan kekuatan satu mesin—satu jenis mesin dapat menangani semua pekerjaan: operasi OEM volume tinggi sering memfavoritkan punch, sementara pembuat khusus mungkin bergantung hampir sepenuhnya pada penekukan.
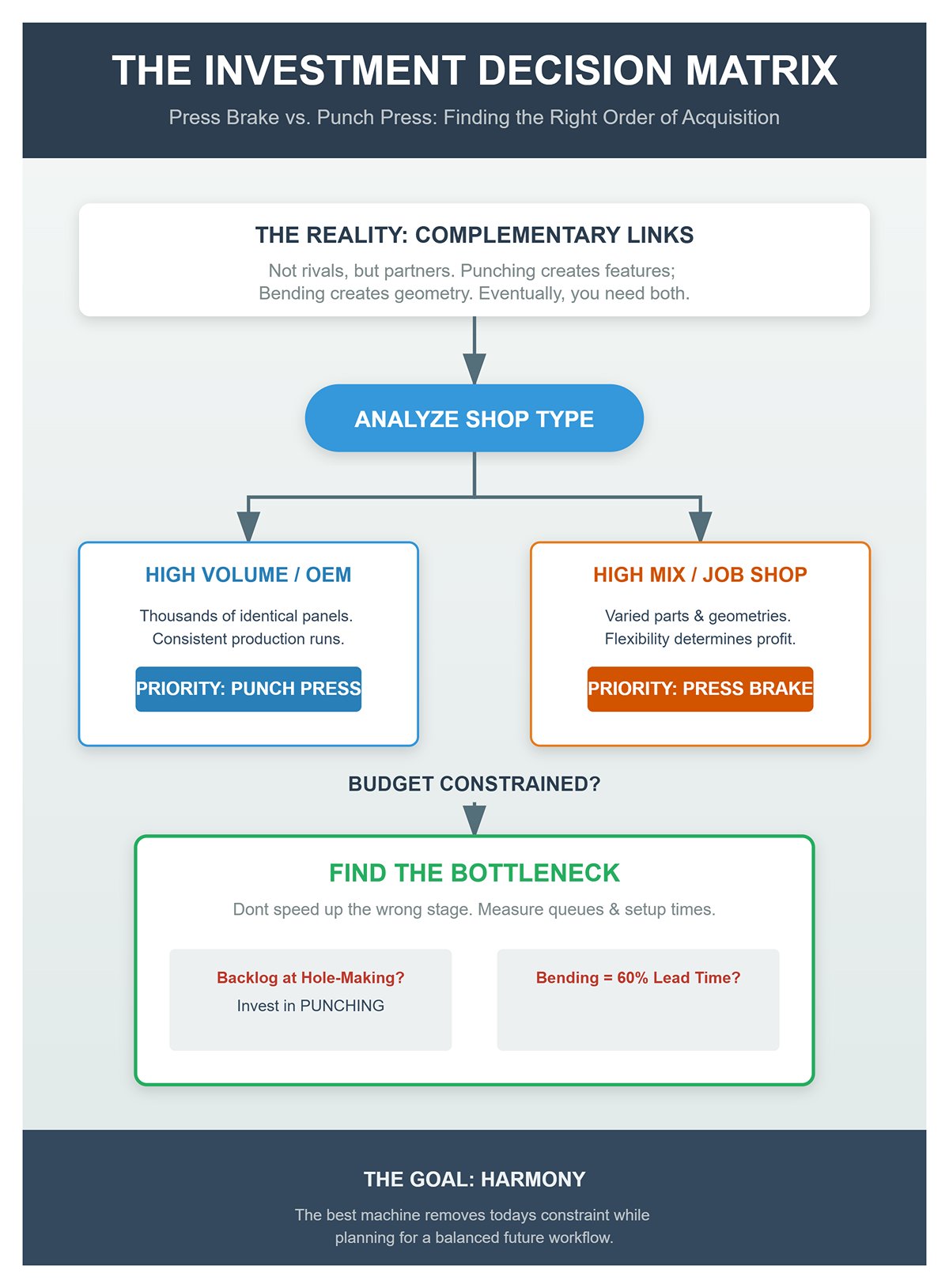
Bagi sebagian besar bisnis, kenyataan jangka panjangnya jelas: pada akhirnya Anda akan membutuhkan keduanya. Masalahnya adalah menentukan urutan pembelian. Operasi gaya OEM yang memproduksi ribuan panel atau kotak identik dapat melihat peningkatan awal yang dramatis dari investasi pada punch press, dipasangkan dengan press brake dasar untuk proses penekukan berikutnya. Jika press brake bukan hambatan, kecepatannya yang lebih lambat tidak akan menghambat produksi. Sebaliknya, bengkel dengan campuran pekerjaan tinggi harus memprioritaskan menjadikan press brake sebagai inti alur kerjanya, karena fleksibilitas penekukan akan menentukan berapa banyak pekerjaan yang dapat Anda terima—dan seberapa menguntungkan Anda menjalankannya.
Jika keterbatasan anggaran berarti Anda hanya bisa berinvestasi pada satu mesin, pastikan Anda menemukan hambatan produksi saat ini dengan presisi mutlak. Lacak antrean alur kerja Anda. Ukur waktu pengaturan. Jika operasi penekukan menyumbang 60% dari waktu tunggu Anda, tambahkan lebih banyak kapasitas penekukan. Jika penumpukan terjadi di tahap pelubangan atau pembentukan fitur, investasikan pada kapasitas pelubangan. Memilih mesin yang salah tidak hanya gagal meningkatkan throughput—bahkan dapat membuat kinerja pengiriman menjadi lebih buruk dengan mempercepat tahap produksi yang salah.
Perdebatan tentang “lubang vs. tekukan” bukan tentang proses pengerjaan logam mana yang lebih unggul—melainkan tentang mengidentifikasi dan menyelesaikan batasan kapasitas secara tepat. Mesin terbaik untuk Anda adalah yang menghilangkan hambatan hari ini, sementara Anda merencanakan alur kerja seimbang yang pada akhirnya mengoperasikan kedua proses secara selaras.
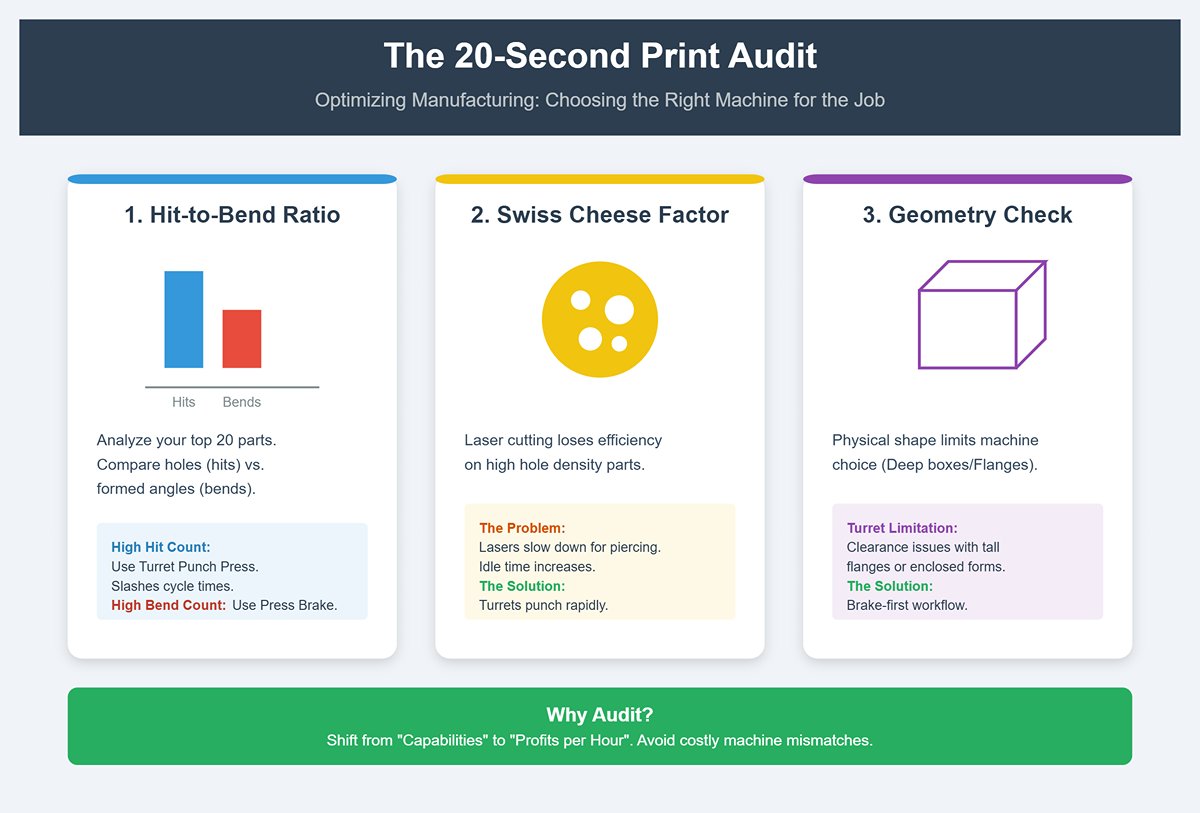
Mulailah dengan mengumpulkan gambar atau file CAD untuk 20 komponen yang paling sering Anda produksi—ini mewakili sebagian besar volume tahunan Anda. Tujuan Anda bukan untuk mengagumi desainnya, tetapi untuk menentukan seberapa banyak dari proses pembuatan setiap komponen dihabiskan untuk lubang dan potongan dibandingkan dengan tekukan. Secara praktis, hitung fiturnya: deretan lubang yang ditinju, potongan keluar, kisi ventilasi, dan bentuk dangkal semuanya dihitung sebagai “pukulan,” sementara setiap sudut yang dibentuk dihitung sebagai “tekukan.” Jumlah pukulan yang tinggi dibandingkan dengan jumlah tekukan menunjukkan bahwa mesin turret punch press atau kombinasi punch/laser dapat memangkas waktu siklus secara drastis. Press brake menjadi pilihan utama ketika jumlah tekukan tinggi, sudutnya bervariasi, dan presisi pembentukan menentukan kecepatannya.
Rasio pukulan-ke-tekukan bisa memberikan wawasan yang mengejutkan. Jika 70–80% waktu pemrosesan dihabiskan untuk pembuatan lubang dan potongan, memulai dengan alur kerja yang berfokus pada brake biasanya berarti Anda meninggalkan keuntungan di meja. Sebaliknya, jika sebagian besar waktu didominasi oleh pembentukan yang rumit, keunggulan kecepatan turret press tidak berarti—Anda tetap akan menunggu proses tekukan. Pendekatan penilaian cepat ini memberikan diagnosis yang jelas dan ringan sebelum Anda bahkan menyentuh data produksi penuh.
Meskipun pemotongan laser sering menjadi pilihan utama untuk profil dan pekerjaan lubang, perhitungannya dapat berubah dengan cepat ketika komponen Anda mulai menyerupai keju Swiss. Setiap tusukan dan kontur menambah gerakan, waktu henti, dan kadang membutuhkan langkah tambahan untuk manajemen panas. Pada komponen dengan puluhan—atau bahkan ratusan—lubang kecil, laser dapat melambat secara drastis, terutama saat bekerja dengan pelat yang lebih tebal di mana waktu penusukan meningkat secara signifikan. Sebaliknya, turret punch press unggul dalam skenario seperti ini, menghasilkan lubang dalam urutan cepat dan sering kali menggabungkan proses pembentukan sekunder secara sebaris. Hasilnya adalah penghematan waktu yang terukur pada setiap lembaran—berlipat ganda menjadi jam atau hari ketika diterapkan pada produksi volume tinggi.
Faktor Keju Swiss pada dasarnya bergantung pada kepadatan perforasi. Begitu pola datar melewati ambang batas rasio lubang-terhadap-luas tertentu, keunggulan laser dalam gerakan kontinu mulai hilang. Turret mengatasi tata letak dengan banyak lubang melalui presisi mekanis yang sederhana: pasang alat, pukul, tarik kembali, ulangi. Jika audit cepat Anda menemukan banyak komponen dengan kepadatan lubang tinggi, itu adalah sinyal kuat untuk tidak menjadikan langkah laser atau press brake sebagai operasi utama untuk pekerjaan tersebut. Pengaturan turret punch yang tepat dapat mengubah alur kerja yang memakan waktu berjam-jam menjadi proses yang diukur dalam hitungan menit.
Punch press bukan solusi untuk semua hal—bentuk tertentu memang berada di luar jangkauannya. Kotak dalam, bentuk tertutup, dan keliman tinggi menciptakan masalah kelonggaran fisik yang bahkan desain turret canggih tidak dapat atasi. Keliman besar dapat menghalangi pergerakan alat atau bahkan mencegah pelepasan komponen sepenuhnya. Komponen yang memerlukan tekukan berurutan untuk membentuk ruang tertutup rapat juga menuntut presisi dan fleksibilitas press brake. Selain itu, keliman tinggi dapat memperumit urutan pukulan, terkadang memerlukan penanganan tambahan atau operasi sekunder yang menghapus keunggulan kecepatan apa pun.
Selama audit komponen, tandai semua item dengan geometri yang melebihi batas kelonggaran standar turret atau yang dapat menyebabkan interferensi alat selama pergerakan. Ini hampir selalu memerlukan alur kerja yang berfokus pada brake terlebih dahulu. Pertimbangkan juga kombinasi ketebalan material dengan geometri—lembaran yang lebih tebal meningkatkan kebutuhan gaya pembentukan, dan jika dikombinasikan dengan bentuk dalam, hal ini jauh melampaui kemampuan turret. Mencoba pekerjaan seperti itu dapat merusak alat atau mengorbankan akurasi.
Audit Cetak 20 Detik bukan tentang memberikan akurasi yang tepat—ini adalah alat penyaringan cepat yang dirancang untuk mencegah Anda mengirim komponen melalui proses utama yang salah sejak awal. Rasio pukulan-ke-tekukan yang tinggi sering kali menandakan efisiensi pembentukan yang lebih besar melalui turret atau kombinasi punch/laser, sementara komponen yang didominasi tekukan memerlukan presisi dari sebuah press brake. Pola lubang padat pada material tipis biasanya lebih cocok untuk punching mekanis dibanding pemotongan laser, sedangkan bentuk dalam dan rumit secara alami memerlukan pekerjaan di brake.
Dengan cepat memindai dan menilai komponen utama Anda, Anda menghindari kesalahan mahal akibat berinvestasi pada jenis mesin yang salah untuk campuran produksi aktual Anda. Ini menggeser pembicaraan dari “kapabilitas” umum menjadi “keuntungan per jam” yang konkret. Setelah Anda dapat menjelaskan dengan jelas mengapa suatu komponen lebih cocok di satu jalur daripada yang lain, Anda sudah membuat keputusan investasi yang lebih tajam dan berlandaskan informasi—tanpa harus menjalankan satu siklus produksi pun.
Bagian tertentu bekerja paling baik ketika press brake berfungsi sebagai operasi sekunder daripada operasi utama. Dengan memanfaatkan kemampuan turret punch press untuk menghasilkan bentuk dangkal, offset, dan fitur fungsional langsung pada lembaran datar, tahap pembengkokan dapat diperkecil menjadi satu langkah cepat—atau bahkan dihilangkan sama sekali. Aplikasi seperti kotak listrik, panel HVAC, dan penutup OEM sering memerlukan offset engsel, tab jepit, atau rusuk penguat yang meniru profil multi-bend tanpa menghabiskan waktu di press brake.
Salah satu contoh umum adalah bracket multi-bend yang biasanya memakan waktu tiga menit di press brake per potongan. Setelah direkayasa ulang untuk produksi turret, engsel dibuat sebagai fitur lance-and-form, alat bantu penyelarasan diembos pada lembaran datar, dan hanya satu flange yang perlu dibengkokkan di press brake. Hal ini memangkas waktu sentuhan brake menjadi hanya beberapa detik, memindahkan beban proses ke tahap sebelumnya, dan menempatkan operator brake sebagai spesialis fokus daripada penghambat produksi. Hasilnya: penanganan material lebih sedikit, lebih sedikit tahap penempatan antar departemen, dan potensi jauh lebih besar untuk produksi tanpa pengawasan. Ketika sebagian besar kompleksitas komponen diselesaikan di tahap datar, press brake menjadi langkah akhir—bukan penggerak keuntungan—memungkinkan manajer menyalurkan lebih banyak pekerjaan ke alur kerja otomatis.
Sering kali, turret punch press dianggap hanya sebagai “pembuat lubang”, padahal sebenarnya ia adalah aset produksi yang sangat serbaguna yang mampu menghadirkan berbagai macam fitur fungsional. Dengan tooling yang tepat dan rentang ketebalan material yang sesuai, alat ini dapat menghasilkan louvers, pad emboss, lubang ekstrusi, dan bentuk rumit lainnya hanya dalam hitungan detik—pekerjaan yang biasanya memerlukan operasi terpisah atau tooling press brake khusus yang kompleks.
Louvers menggambarkannya dengan sempurna. Dalam industri seperti HVAC, telekomunikasi, dan panel kontrol listrik, fitur ini sering muncul dalam pola rapat, dan setiap satu yang dihasilkan di turret menghilangkan proses multi-step pemotongan, penyiapan brake dengan cetakan gooseneck, dan penerapan beberapa pukulan. Emboss dan bentuk koin dapat menambah kekakuan, berfungsi sebagai spacer untuk pemasangan PCB, atau menjadi cetakan merek—semuanya terintegrasi dalam satu program turret tanpa memerlukan press sekunder. Bahkan countersink dan persiapan lubang bertapak dapat dilakukan langsung di turret dengan menggunakan tooling extrude-and-coin, sehingga menghapus kebutuhan pengeboran dan pengecountersink di tahap berikutnya.
Dari perspektif efisiensi manufaktur, menciptakan fitur di tahap datar menghilangkan jam kerja variabel sambil mengurangi ketergantungan pada tenaga setup yang langka dan sangat terampil. Hal ini juga meminimalkan potensi variasi dimensi ketika komponen melewati beberapa pusat kerja. Untuk komponen dengan banyak louvers, pola emboss berulang, atau lubang menonjol, tetap menggunakan alur kerja laser–brake adalah ketidaksesuaian antara proses dan masalah. Pendekatan yang berfokus pada turret menyederhanakan produksi, mengurangi langkah penanganan, dan mempercepat pengembalian investasi.
Keunggulan turret menjadi penentu ketika volume komponen dan kepadatan fitur mencapai titik kritis. Meskipun punch dan tooling bentuk khusus memerlukan biaya rekayasa dan pembuatan di awal, investasi tersebut menjadi kecil dibandingkan dengan keluaran yang dihasilkannya. Untuk tooling siap pakai—seperti louvers standar, profil emboss, dan punch countersink—pengembalian modal dapat dicapai hanya dalam beberapa ratus komponen per tahun ketika setiap komponen memiliki tata letak fitur padat. Ekonomi produksi meningkat signifikan ketika beberapa SKU berbagi fitur yang sama, memungkinkan biaya tooling dan keahlian setup dibagi pada seluruh lini produk.
Dalam hal hard tooling khusus, ambang titik impas bisa sangat rendah. Misalkan ada alat emboss khusus senilai $4.000 yang memangkas hanya 20 detik dari waktu produksi setiap komponen dalam produksi tahunan 20.000 unit—investasi itu akan terbayar beberapa kali lipat dalam tahun pertama. Dalam lingkungan produksi berulang dengan volume tinggi, biaya tooling yang telah diamortisasi cepat menjadi tidak relevan, sementara peningkatan kecepatan keluaran dan pemanfaatan kapasitas menjadi pendorong keuntungan utama. Pembeli sebaiknya mengubah cara berpikir mereka untuk mempertanyakan apakah tooling tersebut akan digunakan selama bertahun-tahun produksi atau dibagi di antara beberapa SKU. Jika jawabannya ya, hard tooling tidak lagi menjadi beban biaya melainkan menjadi penggerak utama waktu siklus kompetitif.
Perdebatan tradisional antara punch press dan press brake cenderung berfokus pada grafik kecepatan—pukulan per menit vs pembengkokan per jam—tetapi kerangka berpikir itu melewatkan keunggulan strategis penting. Peluang nyata terletak bukan pada perbandingan kecepatan mesin secara terpisah, tetapi pada seberapa banyak pekerjaan brake yang dapat dihapus sepenuhnya oleh turret dari proses. Ganti flange yang dibengkokkan dengan rusuk yang terbentuk, atau gantikan tab yang dilas dengan tab yang ditekan, dan Anda mengubah peran brake dari esensial menjadi opsional. Dalam kasus-kasus ini, punch press menjadi pusat struktur alur kerja, menyederhanakan beberapa langkah bernilai tambah menjadi satu operasi terprogram. Bagi pembeli yang mendapat tekanan untuk meningkatkan throughput tanpa menambah tenaga kerja atau terlalu bergantung pada keterampilan khusus, pergeseran ini bukan sekadar menguntungkan—melainkan mengubah permainan.
| Bagian | Poin-Poin Utama |
|---|---|
| Pendekatan “Selesai dalam Sekali Proses”: Memanfaatkan turret untuk menghilangkan langkah tekukan berikutnya | – Press brake sebagai operasi sekunder; turret membuat bentuk dangkal, offset, dan fitur pada lembaran datar. – Aplikasi: kotak listrik, panel HVAC, penutup OEM yang memerlukan offset engsel, tab jepit, rusuk penguat. – Contoh: bracket multi-bend dikurangi dari 3 menit waktu brake menjadi detik melalui engsel lance-and-form turret dan alat bantu penyelarasan yang diembos. – Manfaat: waktu sentuhan brake berkurang, penanganan material lebih sedikit, tahap penempatan lebih sedikit, potensi untuk produksi tanpa pengawasan. – Brake menjadi langkah akhir, memungkinkan alur kerja lebih otomatis. |
| Fitur Fungsional di Tahap Datar: Mencapai louvers, emboss, dan countersink tanpa setup tambahan | – Turret punch press dapat menghasilkan louvers, pad emboss, lubang ekstrusi, dan bentuk rumit lainnya. – Louvers: menghilangkan setup brake multi-step; umum pada HVAC, telekomunikasi, panel listrik. – Emboss: menambah kekakuan, berfungsi sebagai spacer, cetakan merek; semua terintegrasi dalam program turret. – Countersink/persiapan lubang bertapak melalui tooling extrude-and-coin menghapus pengeboran. – Manfaat: jam kerja berkurang, ketergantungan pada penyiapan terampil lebih sedikit, variasi dimensi diminimalkan. – Alur kerja berfokus pada turret menyederhanakan produksi dan mempercepat ROI. |
| Ambang Volume: Ketika biaya hard tooling memudar di hadapan peningkatan kecepatan | – Keunggulan turret meningkat dengan volume bagian yang tinggi dan fitur yang padat. – Perkakas siap pakai memberikan balik modal dalam ratusan bagian/tahun jika tata letak padat. – Beberapa SKU dengan fitur bersama menyebarkan biaya perkakas. – Contoh: perkakas embossing $4,000 menghemat 20 detik/bagian, 20.000 unit/tahun = ROI dalam waktu kurang dari setahun. – Dalam lingkungan dengan volume tinggi, biaya perkakas menjadi tidak signifikan, kecepatan dan kapasitas menjadi pendorong utama. – Evaluasi penggunaan perkakas selama bertahun‑tahun dan lintas SKU. |
| Keunggulan tersembunyi: Apa yang dapat dihilangkan turret dari beban kerja brake | – Nilai strategis dalam menghapus pekerjaan rem tekan, bukan hanya perbandingan kecepatan. – Ganti flensa bengkok dengan tulang rusuk terbentuk; tukar tab las dengan tab tekan. – Turret menjadi pusat struktural, menggabungkan langkah‑langkah ke dalam satu operasi. – Tingkatkan throughput tanpa menambah tenaga kerja atau bergantung pada bakat khusus. – Ubah rem tekan dari penting menjadi opsional dalam alur kerja. |
Dalam operasi yang menangani beragam produk tetapi memproduksi batch kecil, kecepatan per jam turret punch press yang mengesankan menutupi kekurangan besar: kompleksitas penyiapan. Setiap bagian baru sering memerlukan program tersendiri, konfigurasi perkakas yang disesuaikan, dan perencanaan urutan yang teliti untuk mencegah tabrakan perkakas. Mengganti perkakas pada turret tidak cepat dan tidak murah, dengan dies khusus memerlukan waktu dan sumber daya yang cukup untuk merancang, membuat, dan mengintegrasikannya. Kecuali upaya tersebut dapat disusutkan biayanya ke ratusan atau ribuan bagian, biaya per bagian meningkat cepat, mengikis keuntungan.
Press brake—terutama model CNC modern—sebagian besar menghilangkan masalah‑masalah tersebut. Satu set punch dan dies standar dapat mencakup berbagai profil tekukan, dan beralih antar pekerjaan sering hanya memerlukan pergantian perkakas singkat dan penyesuaian backgauge. Perkakas terjangkau, cepat didapatkan, dan mudah diganti, menjadikan produksi singkat hemat biaya. Dalam lingkungan campuran tinggi, alur kerja yang sederhana ini secara langsung meningkatkan produktivitas: meskipun setiap tekukan pada brake mungkin memakan waktu lebih lama daripada sekali pukulan turret, waktu dari “bagian pertama selesai” hingga “bagian terakhir dikirim” sering kali lebih singkat.
Kebutuhan pemrograman menonjolkan perbedaan lebih jauh. Membuat program turret berarti menentukan setiap pukulan, setiap pergantian perkakas, dan menyetel pergerakan lembaran untuk menghindari ketidakefisienan. Banyak bengkel akhirnya bergantung pada satu atau dua operator yang sangat khusus—suatu risiko penjadwalan yang jelas. CNC press brake, di sisi lain, memasukkan perhitungan sudut, urutan tekukan, dan panduan visual ke dalam kontrol mesin. Hal ini memungkinkan operator yang cukup terlatih untuk berpindah antar pekerjaan dengan pelatihan tambahan minimal. Untuk bengkel yang mengelola beberapa pesanan kecil dalam satu hari, fleksibilitas itu memastikan press brake tetap menjadi inti produksi.
Cara cepat untuk memutuskan adalah menganalisis dua puluh proyek terakhir Anda. Jika sebagian besar dapat diselesaikan menggunakan perkakas brake Anda saat ini dengan modifikasi pemrograman minimal, maka press brake adalah mesin yang mendorong alur kerja menguntungkan—meskipun turret di atas kertas memiliki laju pukulan lebih cepat.
Turret punch press unggul dalam aplikasi lembar tipis—umumnya di bawah 3 mm—di mana keausan perkakas dapat diprediksi, slug mudah dikeluarkan, dan kebutuhan tonase tetap terkendali. Masuk ke material yang lebih tebal dan keunggulan itu mulai hilang. Peningkatan tonase mempercepat keausan tepi, menyebabkan punch membengkak dan dies terkelupas. Stripping menjadi lebih sulit, meningkatkan risiko slug pull dan galling. Salah posisi akibat getaran dapat memunculkan burr dan scrap, dan tingkat kebisingan meningkat drastis pada setiap pukulan.
Masalah‑masalah ini bukan sekadar memperlambat produksi—namun juga menjadi pendorong biaya. Peralatan perlu diganti lebih sering, waktu henti mesin menjadi lebih lama, dan pengendalian kualitas membutuhkan lebih banyak tenaga kerja. Secara ekonomi terjadi pembalikan: mesin yang sebelumnya dianggap paling cepat justru menjadi yang paling sering berhenti untuk perawatan dan pemecahan masalah.
Mesin press brake—terutama model hidrolik dan servo‑elektrik modern—dirancang untuk unggul dalam situasi seperti ini. Mesin ini memberikan daya tekan penuh secara konsisten di seluruh panjang tekukan, menghindari tekanan lokal dan memastikan proses yang lebih halus serta tidak terlalu membebani baik alat maupun struktur mesin. Saat bekerja dengan pelat 1/4″, 3/8″, 1/2″, atau ketebalan berat lainnya, proses tekuk menghindari benturan keras dan keausan cepat yang biasanya terjadi pada proses penekukan lubang. Hasilnya adalah umur alat lebih panjang, jarak waktu perawatan lebih lama, dan lebih banyak waktu yang dihabiskan untuk produksi daripada pemulihan akibat kerusakan peralatan. Di banyak bengkel fabrikasi berat, daya tahan inilah yang menjadikan press brake—bukan turret punch—sebagai tulang punggung produksi.
Meskipun mesin turret punch memiliki kemampuan pembentukan terbatas—seperti embossing, flanging, dan louvering—ia pada dasarnya adalah alat dua dimensi, menciptakan fitur melalui pukulan berulang pada lembaran datar. Ketika desain komponen menjadi lebih canggih, khususnya ketika membutuhkan beberapa bidang atau tekukan majemuk, keterbatasannya menjadi jelas. Pembentukan bertahap pada turret menuntut peralatan kompleks, urutan kerja yang hati‑hati, serta penyetelan yang teliti, sering kali menghasilkan akurasi yang menurun untuk komponen rumit.
Press brake menangani bentuk kompleks dengan mendistorsi material secara terkendali alih‑alih mengandalkan benturan. Dilengkapi dengan backgauge multi‑sumbu dan sistem crowning, mesin ini dapat mengeksekusi tekukan berurutan dengan presisi tinggi—bahkan pada profil rumit. Operator press brake berpengalaman menggabungkan umpan balik sentuhan, isyarat visual, dan pemrograman CNC untuk mengatasi springback, toleransi akumulatif, dan kemungkinan interferensi antar‑tekukan. Sementara punching kesulitan dalam lintasan pembentukan nonlinier, pendekatan bertahap pada press brake membangun setiap tekukan menuju hasil akhir yang sempurna.
Untuk komponen yang menggabungkan fungsi dan estetika—seperti panel arsitektur, braket presisi, atau wadah tugas berat—kemampuan press brake menjaga sudut yang konsisten dan keselarasan tekukan yang presisi sangatlah penting. Dalam kasus seperti ini, fleksibilitasnya semakin diperkuat oleh operator terampil yang dapat menyesuaikan urutan kerja dan memilih peralatan untuk memenuhi spesifikasi ketat tanpa harus menggunakan solusi khusus yang mahal.
Kepercayaan umum adalah bahwa mesin tercepat seharusnya memimpin produksi. Dalam praktiknya, kecepatan saja bisa menyesatkan—terutama ketika bergantung pada pekerjaan yang berulang dan tidak berubah. Di lingkungan dengan variasi pekerjaan tinggi, material tebal, atau komponen rumit, press brake sering kali mengungguli punch press dalam memberikan hasil yang konsisten, andal, dan menguntungkan. Waktu setup yang lebih singkat, performa kuat dengan material berat, dan kendali presisi atas bentuk tiga dimensi yang kompleks menjadikan press brake sebagai tulang punggung operasi yang sesungguhnya. Meskipun turret punch tetap bernilai strategis—terutama untuk produksi panjang dan seragam—press brake‑lah yang memastikan aliran produksi stabil, melindungi margin, dan menjaga jadwal pengiriman tetap tepat waktu.
Kemunculan laser serat berdaya tinggi yang dilengkapi kepala pemotong ultra‑cepat telah mengubah industri lembaran logam secara drastis. Selama bertahun‑tahun, mesin turret punch menjadi pilihan utama untuk membuat potongan datar—terutama untuk komponen dengan lubang, slot, atau pola berulang—karena mampu meninju beberapa perforasi dalam satu pukulan. Kini, laser serat modern telah mengurangi keunggulan tersebut untuk banyak jenis komponen. Meskipun punch masih bisa lebih cepat dari laser untuk pola lubang padat dan seragam, laser telah menghapus batasan desain akibat alat fisik: tanpa diameter punch tetap, tanpa waktu ganti indeks yang lama, dan tanpa “web” atau tepi wajib untuk kestabilan lembaran.
Salah satu perubahan paling signifikan tetapi sering diabaikan adalah dalam pemanfaatan material. Dengan memotong profil tanpa tab atau tepi, laser mengubah lebih banyak bagian lembaran mentah menjadi komponen yang dapat dijual. Pada paduan premium atau material tipis, peningkatan hasil pemakaian lembaran saja sudah dapat membenarkan investasi awal mesin yang lebih besar. Kualitas tepi yang unggul memperkuat keuntungannya—komponen hasil potongan laser keluar halus dan bebas gerinda, menghilangkan kebutuhan proses deburring atau penyelesaian tambahan yang sering diperlukan pada komponen hasil punch. Dengan distorsi termal minimal berkat zona panas yang sangat kecil, keunggulan‑keunggulan ini mempersempit peran punch press, menjadikannya terutama untuk produksi volume tinggi dan geometri berulang di mana kekuatannya masih relevan.
Bagi banyak produsen, pesaing terberat bagi punch press bukanlah laser mandiri—melainkan laser yang dipasangkan dengan CNC press brake. Duo kuat ini memungkinkan bengkel memotong dengan laser hampir semua profil datar, menata komponen dengan rapat untuk memaksimalkan pemakaian lembaran, lalu langsung beralih ke pembentukan tekukan, flensa, atau bentuk kotak yang kompleks di press brake. Dengan menghilangkan ketergantungan pada perkakas punch untuk kontur dan menangani geometri yang melampaui jangkauan punch, alur kerja ini memperluas kemampuan produksi secara signifikan.
Kombinasi ini juga mengubah pertimbangan investasi. Membeli laser dan press brake bersama memberikan bengkel kemampuan untuk mengatasi hambatan baik di proses pemotongan maupun pembentukan, memungkinkan mereka menangani beragam pekerjaan—dari panel arsitektur dekoratif hingga wadah rakitan lengkap—tanpa harus memiliki banyak alat punch khusus atau keahlian pemrogramannya. Di sektor dengan volume pendek dan desain yang sering berubah, fleksibilitas dan daya tanggap dari setup ini dapat mengungguli kecepatan punch dalam produksi dengan volume tinggi dan seragam. Faktanya, pasangan “Laser + Press Brake” tidak sekadar bersaing—sering kali justru mengubah aturan permainan, menarik pelanggan yang sebelumnya tak akan mempertimbangkan proses berbasis punch.
Kekuatan punch press jauh lebih terletak pada kemampuannya membentuk fitur langsung saat lembaran masih datar daripada dalam profil pemotongan. Operasi seperti louver, emboss, countersink, knockout, dan ulir dapat diselesaikan di dalam mesin, sering kali dalam siklus yang sama dengan pemotongan kontur blanko. Konsolidasi ini dapat menghilangkan seluruh langkah sekunder, secara drastis mengurangi waktu tunggu dan tenaga kerja dalam produksi berkecepatan tinggi. Sebaliknya, laser terbatas hanya untuk pemotongan—tidak dapat membentuk atau mengulir lubang tanpa peralatan tambahan.
Sifat material juga berperan. Meskipun beberapa laser serat mampu memotong pelat hingga satu inci tebal dalam kondisi optimal, proses punching untuk material tebal—terutama pada produksi kecil—dapat lebih efisien ketika desain menuntut gaya pembentukan tinggi. Proses mekanis punch menghindari batasan termal dan memberikan tepi yang konsisten. Untuk komponen berulang dalam jumlah besar dengan sedikit perubahan desain, investasi alat awal untuk punch press dapat terbayar, memangkas biaya per unit jauh di bawah pemotongan laser.
Pada akhirnya, pertanyaannya bukan sekadar mesin mana yang memotong lebih cepat—tetapi di mana sebenarnya hambatan produksi Anda berada. Jika kendala berasal dari pemotongan kontur yang kompleks, laser modern (baik mandiri maupun dipasangkan dengan press brake) dapat memperluas kemampuan Anda. Namun jika perlambatan terjadi saat menambahkan detail bentukan sebelum proses tekuk, punch press dapat menyederhanakan operasi dan memberikan keunggulan nyata. Memahami perbedaan ini mengalihkan fokus dari sekadar kecepatan pemotongan menuju ekonomi manufaktur dan optimalisasi aliran kerja secara keseluruhan—di situlah keuntungan sebenarnya direkayasa.
Punch turret CNC terutama digerakkan oleh perangkat lunaknya. Setelah post-prosesor dan pustaka tooling disiapkan dengan benar, seorang programmer CAD/CAM yang terampil dapat membuat program untuk beberapa mesin sekaligus. Hal ini mengkonsolidasikan pengetahuan spesialis ke dalam satu peran kunci, memungkinkan operator tingkat menengah untuk sekadar memuat, menjalankan, dan membongkar bagian tanpa harus membuat penilaian langsung yang penuh nuansa seperti yang sering diperlukan dalam proses bending. Dalam produksi dengan volume tinggi atau berulang, konsistensi ini membantu menjaga biaya tenaga kerja tetap dapat diprediksi dan terkendali.
Press brake, di sisi lain, masih bertumpu pada keahlian taktis dan intuisi di lantai produksi. Operator harus memilih bukaan dies sesuai ketebalan material, memperhitungkan springback, merencanakan urutan bending untuk mencegah tabrakan, mengatur crowning, dan menyempurnakan sudut secara langsung. Keputusan halus yang sering tidak terdokumentasi ini bergantung pada pengalaman bertahun-tahun dan sulit untuk diformalkan. Kehilangan seorang operator press brake berpengalaman dapat secara drastis mengurangi throughput—terutama dalam produksi high‑mix di mana setiap bagian menjadi tantangan baru.
Dari sudut pandang profitabilitas, perbedaan ini penting. Keahlian punching turret terkonsentrasi pada setup dan pemrograman—setelah dioptimalkan, hasilnya relatif tidak dipengaruhi oleh siapa yang menjalankan mesin. Pekerjaan brake memerlukan input keterampilan yang berkelanjutan, shift demi shift, untuk setiap geometri baru. Mengembangkan atau mengganti operator press brake yang benar‑benar terampil adalah proses bertahun-tahun, menjadikan kesenjangan keterampilan ini sebagai biaya tersembunyi jangka panjang yang jarang diperhitungkan dalam proposal.
Tooling turret aus dalam arti yang paling literal. Pekerjaan dengan volume tinggi—seperti panel perforasi atau komponen dengan pola lubang padat—dapat menghasilkan ratusan ribu pukulan pada satu stasiun punch dalam waktu singkat. Saat tepi menjadi tumpul, burr mulai muncul, kebutuhan tonase meningkat, tingkat kebisingan naik, dan akhirnya punch gagal total. Mengatasi hal ini berarti menyewa jasa penajaman, berinvestasi pada kemampuan gerinda internal, atau menerima kualitas yang menurun dan tingkat scrap yang lebih tinggi. Semua realitas ini tidak tercermin dalam penawaran harga peralatan, namun salah satunya saja dapat dengan cepat menggerus margin keuntungan.
Tooling brake aus lebih bertahap dan dengan cara yang lebih halus. Dengan penggunaan yang tepat, dies air‑bend berkualitas tinggi dapat digunakan selama bertahun‑tahun, dengan tanda-tanda aus berupa sedikit variasi sudut, panjang kaki yang tidak rata, atau cacat kosmetik ringan, bukan kegagalan total. Namun, biaya mempertahankan dies dalam kondisi ramah finishing sering kali diremehkan. Pembersihan rutin, penghalusan burr, dan pemolesan untuk mencegah goresan pada permukaan kelas atas dapat menghabiskan waktu dalam jumlah yang mengejutkan—waktu yang jarang diperhitungkan dalam biaya produksi.
Jebakan sebenarnya ada pada pengawasan proses. Tanpa rencana perawatan alat yang disiplin, turret menjadi seperti usaha logistik kecil—melacak hitungan pukulan punch, menjadwalkan penajaman, mengelola waktu penyelesaian, dan memvalidasi ulang alat setelah perawatan. Demikian pula, brake yang hanya mengandalkan satu dies serbaguna untuk setiap pekerjaan akan mendatangkan ketidakefisienan melalui penyesuaian setup ekstra, bending korektif, dan perbaikan permukaan. Workshop yang berinvestasi lebih awal pada tooling brake khusus dengan geometri tertentu mungkin tampak mengeluarkan biaya lebih tinggi di awal, tetapi seiring waktu pilihan tersebut menghasilkan pergantian yang lebih cepat, scrap yang berkurang, dan aliran produksi yang lebih konsisten.
Operasi punching selalu menghasilkan skeleton—jaringan sisa logam yang mengelilingi bagian jadi. Nesting yang kurang efisien, pergantian alat yang berlebihan, atau mengabaikan teknik punching common-line dapat meningkatkan proporsi limbah skeleton. Pada substrat mahal seperti baja tahan karat atau aluminium, bahkan peningkatan kecil sebesar 3–5% dalam limbah di berbagai pekerjaan dapat diam‑diam merusak profitabilitas. Nesting yang kompleks juga dapat meninggalkan pulau besar atau jaring yang sulit yang memerlukan pelepasan manual, menambah tenaga kerja tak terencana yang tidak tercermin dalam perkiraan waktu siklus.
Operasi press brake menimbulkan risiko material yang berbeda. Bend allowance—jumlah material yang tepat untuk setiap bending—harus dihitung dengan akurat. Kesalahan pada allowance atau penerapan K‑factor yang keliru dapat menghasilkan blank datar yang menghasilkan rakitan dengan dimensi salah, sehingga menyebabkan scrap, pemangkasan tak terencana, atau bending berulang. Untuk menghindari masalah ini, banyak operator menambahkan material ekstra pada tepi flange “untuk berjaga-jaga,” yang secara bertahap meningkatkan penggunaan material per bagian melebihi spesifikasi desain. Kebiasaan pencegahan ini jarang terdokumentasi, namun tertanam hampir di setiap putaran produksi seiring waktu.
Kedua metode mengikis keuntungan dengan cara yang berbeda. Ketidakefisienan punching turret bersifat konsisten dan terakumulasi dengan setiap tata letak nesting. Ketidakefisienan press brake sering muncul saat beralih ke geometri atau material baru, mewujud dalam bentuk penyesuaian berkepanjangan dan rework yang tidak tercatat. Dalam kedua skenario, kerugian nyata bukanlah yang terlihat pada gambar bagian—tetapi apa yang berakhir sebagai sisa material atau tenaga yang terbuang pada saat produksi selesai.
Pertanyakan asumsi yang sudah mengakar yang mendorong pilihan setup Anda. Sebelum berinvestasi pada peralatan baru, lakukan “audit daur hidup” nyata pada pekerjaan sebelumnya—mencatat tidak hanya waktu siklus dan hasil material yang dikutip, tetapi juga penundaan penajaman alat, penyesuaian operator, dan scrap yang dihasilkan dari kesalahan bend allowance. Alokasikan biaya tersebut secara langsung ke proses yang menyebabkannya. Hal ini sering kali mengungkap bahwa mesin yang tampak lebih murah di awal justru menjadi jalur yang lebih mahal setelah ketidakefisienan jangka panjang diperhitungkan, sementara opsi yang lebih mahal dengan sistem dukungan yang kuat dapat memberikan margin yang lebih konsisten dalam jangka panjang.
Sebuah mesin hanya menghasilkan pendapatan saat sedang memproses material—bukan ketika menunggu pergantian atau penyetelan alat. Dalam pekerjaan high‑mix dengan volume rendah, bahkan press brake dengan kontrol CNC canggih dan tooling presisi dapat menghabiskan 50–70% dari total waktu siklusnya untuk setup: memasang punches dan dies, mengonfigurasi posisi backgauge, dan melakukan bending uji. Meskipun brake Anda dijadwalkan untuk shift delapan jam, balok bending mungkin hanya berjalan selama setengah waktu tersebut.
Turret punch press mengubah dinamika ini. Dengan 40–60 alat yang sudah terpasang, pekerjaan berulang dapat mencapai produksi hampir seketika. Jika tooling yang diperlukan sudah terpasang, setup untuk pekerjaan berulang atau terkait praktis dihilangkan. Dalam beberapa pekerjaan, hal ini menjadi signifikan: waktu setup untuk output turret selama seminggu dibayar sekali saja, sedangkan press brake harus menginvestasikan waktu setup tersebut lagi untuk setiap pekerjaan baru.
Hitung angka-angka. Untuk setiap pekerjaan yang benar‑benar dikirim bulan lalu, catat waktu setup dan waktu siklus per‑bagian untuk setiap mesin. Gabungkan ini untuk menemukan total waktu per pekerjaan, lalu bagi margin kotor pekerjaan tersebut dengan total waktu itu untuk menghitung keuntungan per jam mesin. Uji perkiraan Anda—jika meleset sebesar 30%, apakah mesin dengan performa tertinggi berubah? Perhitungan cepat ini akan mengungkap apakah mesin “ter sibuk” Anda benar-benar aset yang paling menguntungkan atau sekadar menjadi hambatan paling mahal.
Pilihan optimal bukan hanya yang tercepat—tetapi yang mencegah Anda membayar bengkel lain untuk menangani pekerjaan yang sebenarnya dapat Anda selesaikan secara efisien di tempat sendiri.
Mesin punch turret dapat menghapus seluruh kategori pekerjaan outsourcing. Kemampuan bawaan seperti louvers, offset, knockout, countersink, dan embossing dapat dijalankan langsung secara in-line, menghilangkan kebutuhan akan langkah pembentukan sekunder. Peralatan punch khusus dapat membuat bentuk rumit—seperti port D-sub, slot engsel, dan panduan kartu—yang menjaga komponen terus melaju menuju perakitan akhir tanpa harus dialihkan ke subkontraktor. Jika Anda saat ini mengirim 30–40% panel berlubang atau dengan fitur kompleks Anda untuk diproses di luar, turret dapat merebut kembali pendapatan itu hampir seketika.
Sebaliknya, mesin press brake melindungi Anda dari pekerjaan tekukan outsourcing yang paling menantang—saluran dalam, pelat tebal, dan sudut presisi tinggi yang harus pas sempurna satu sama lain. Tanpa mesin ini, lembaran kosong yang dipotong dengan laser atau punch sering kali berakhir di truk menuju fasilitas lain, di mana jadwal press brake mereka mungkin menempatkan Anda di urutan paling belakang. Itulah waktu yang hilang dan biaya pengiriman yang tidak bisa Anda tagihkan kembali ke pelanggan.
Tinjau dua puluh pesanan pembelian outsourcing terakhir Anda dan kategorikan berdasarkan penyebab: pekerjaan yang bergantung pada punching, tekukan kompleks, atau kombinasi keduanya. Pilihan terbaik adalah mesin yang menghilangkan porsi terbesar dari pesanan tersebut, secara efektif menutup sumber kebocoran outsourcing terbesar Anda.
Backlog Anda menunjukkan di mana tekanan berada saat ini. Jalur penjualan Anda mengungkap di mana tekanan akan meningkat di masa depan. Jika proyeksi tahun depan condong pada produksi panel-volume besar dengan banyak fitur, meningkatkan kapasitas punching—meskipun berarti menoleransi sedikit kemacetan di press brake—dapat mendorong profitabilitas jangka panjang yang lebih besar. Sebaliknya, jika permintaan pelanggan bergeser ke bahan yang lebih tebal dan rakitan bergaya kotak, kapasitas dan presisi tekukan akan lebih penting daripada kenyamanan setup punching yang hampir tanpa penambahan waktu.
Titik penentu sebenarnya adalah apakah mesin baru akan mengurangi atau justru memperburuk hambatan di bagian lain alur produksi Anda. Memasang turret press tanpa kapasitas laser hulu yang memadai berarti keuntungannya tidak termanfaatkan sepenuhnya. Demikian pula, menambahkan press brake ketika kapasitas pengelasan atau finishing hilir kurang, hanya akan memindahkan backlog lebih jauh ke bawah lini produksi.
Plot sepuluh pekerjaan terpenting Anda terhadap dua kriteria: laba saat ini per jam mesin dan potensi mempertahankan pekerjaan di masa depan di dalam perusahaan. Mesin yang mendapat nilai tinggi pada kedua area ini bukan sekadar pembelian peralatan—melainkan langkah strategis yang dapat menghilangkan berminggu-minggu pekerjaan outsourcing, bersama dengan biaya tambahan dan penundaan yang menyertainya.
Setelah Anda mengenali waktu setup sebagai sumber tersembunyi yang menguras profitabilitas, dan Anda telah menemukan secara tepat kemampuan outsourcing mana yang paling banyak menghabiskan biaya, keputusan tidak lagi soal prestise merek atau label harga awal. Pilihan yang tepat adalah mesin yang memberikan pengembalian per jam tertinggi pada pekerjaan yang sudah Anda menangkan—sembari menghilangkan kategori terbesar dari pekerjaan outsourcing. Setelah Anda menjalankan uji tekanan ROI cepat lima menit pada beban kerja aktual Anda, “mesin terbaik” bukan lagi sebuah tebakan; itu adalah pemenang jelas yang telah diidentifikasi oleh angka Anda sendiri.


















