

La vía más rápida para elegir el equipo equivocado es preguntar: “¿Cuál puede hacer más cosas?” Ese atajo ha seducido a innumerables talleres a tomar decisiones costosas que no cumplen lo prometido. El verdadero problema no es la lista de cosas que cada máquina puede hacer, sino identificar en qué etapa de tu flujo de producción aparecerá primero el cuello de botella. Un error de cálculo en ese punto desmontará tus estimaciones de ROI, sin importar lo impresionantes que parezcan las especificaciones.
Las punzonadoras y las prensas plegadoras cubren necesidades de producción fundamentalmente distintas. Una prensa plegadora ofrece una producción más lenta pero una versatilidad excepcional—ideal para producir lotes pequeños o medianos con alta precisión de doblado, abarcando una amplia variedad de formas y cambiando de trabajo rápidamente con costos mínimos de herramientas. Una punzonadora invierte la ecuación: velocidad increíble en geometrías repetitivas, a menudo completando el punzonado y las formas poco profundas en una sola operación, pero con altos costos de herramientas y pérdida de agilidad cuando la variedad de piezas aumenta.
Sobre el papel, las punzonadoras superan sistemáticamente a las prensas plegadoras en tiempo de ciclo. Pero esa ventaja solo se sostiene si el volumen de producción, la frecuencia de repetición y las geometrías de las piezas permiten que funcione sin interrupción—preferiblemente con carga automatizada de láminas y largos períodos de funcionamiento sin supervisión. En la realidad de alta mezcla, sin embargo, los montajes y cambios de herramientas frecuentes erosionan rápidamente esa velocidad teórica.
El ROI real proviene de alinear el ritmo operativo natural de una máquina con el ritmo de tus requisitos de producción. Un superdeportivo no tiene valor si está atrapado en un atasco, y una multiherramienta es redundante si siempre usas la misma punta de destornillador.
En muchos talleres, el límite de la producción no está en la máquina con el ciclo más largo, sino en el paso del proceso que acumula la cola más profunda. Si las operaciones de doblado siempre se retrasan, añadir más capacidad de punzonado solo aumentará ese cuello de botella. Por el contrario, si las piezas planas se acumulan constantemente porque el punzonado no alimenta el flujo de trabajo lo suficientemente rápido, invertir en otra prensa plegadora no resolverá el problema.
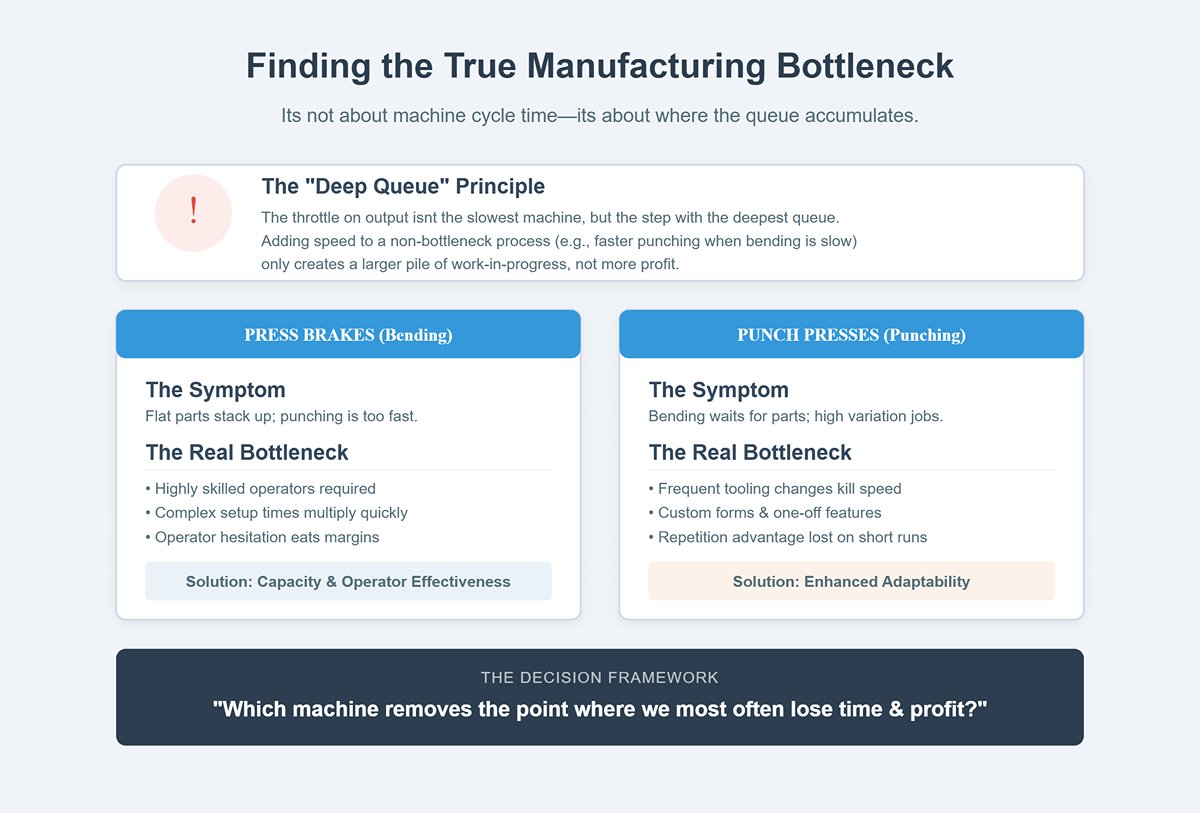
Las prensas plegadoras tienen su propio cuello de botella: requieren operadores altamente capacitados, y la complejidad de los dobleces puede multiplicar rápidamente los tiempos de preparación. En talleres que manejan tiradas cortas de piezas diversas, cada minuto adicional en la preparación—o cada momento de duda del operador—reduce directamente tu margen de beneficio. En tales casos, aumentar la velocidad de punzonado no abordará el límite de productividad subyacente; lo que hace falta es mayor capacidad de doblado y mejoras en la eficacia del operador.
Las punzonadoras se enfrentan a una limitación completamente distinta. Son excelentes cuando repiten el mismo movimiento cientos o miles de veces con variación mínima. Pero en cuanto introduces cambios frecuentes de herramientas, formas personalizadas o características únicas, la ventaja de alta velocidad se ve rápidamente socavada por cambios improductivos. En esta situación, la mayor adaptabilidad—no la velocidad pura—es la verdadera restricción que debes superar.
Mirar desde la perspectiva del cuello de botella transforma por completo el proceso de toma de decisiones: en lugar de preguntar “¿Qué pueden hacer estas máquinas?” la pregunta real se convierte en “¿Cuál eliminará genuinamente el punto donde más a menudo perdemos tiempo y beneficios?”
Vistas de forma aislada, la prensa plegadora y la punzonadora pueden parecer inversiones rivales. En realidad, funcionan como eslabones complementarios en la misma cadena de producción de chapa metálica: el punzonado o el corte producen la pieza en bruto o las características formadas, mientras que el doblado les da la geometría final. Solo en casos raros—donde la mezcla de piezas del taller se alinea perfectamente con las fortalezas de una máquina—puede un solo tipo manejar todo el trabajo: las operaciones OEM de alto volumen suelen favorecer las punzonadoras, mientras que los fabricantes especializados pueden depender casi por completo del doblado.
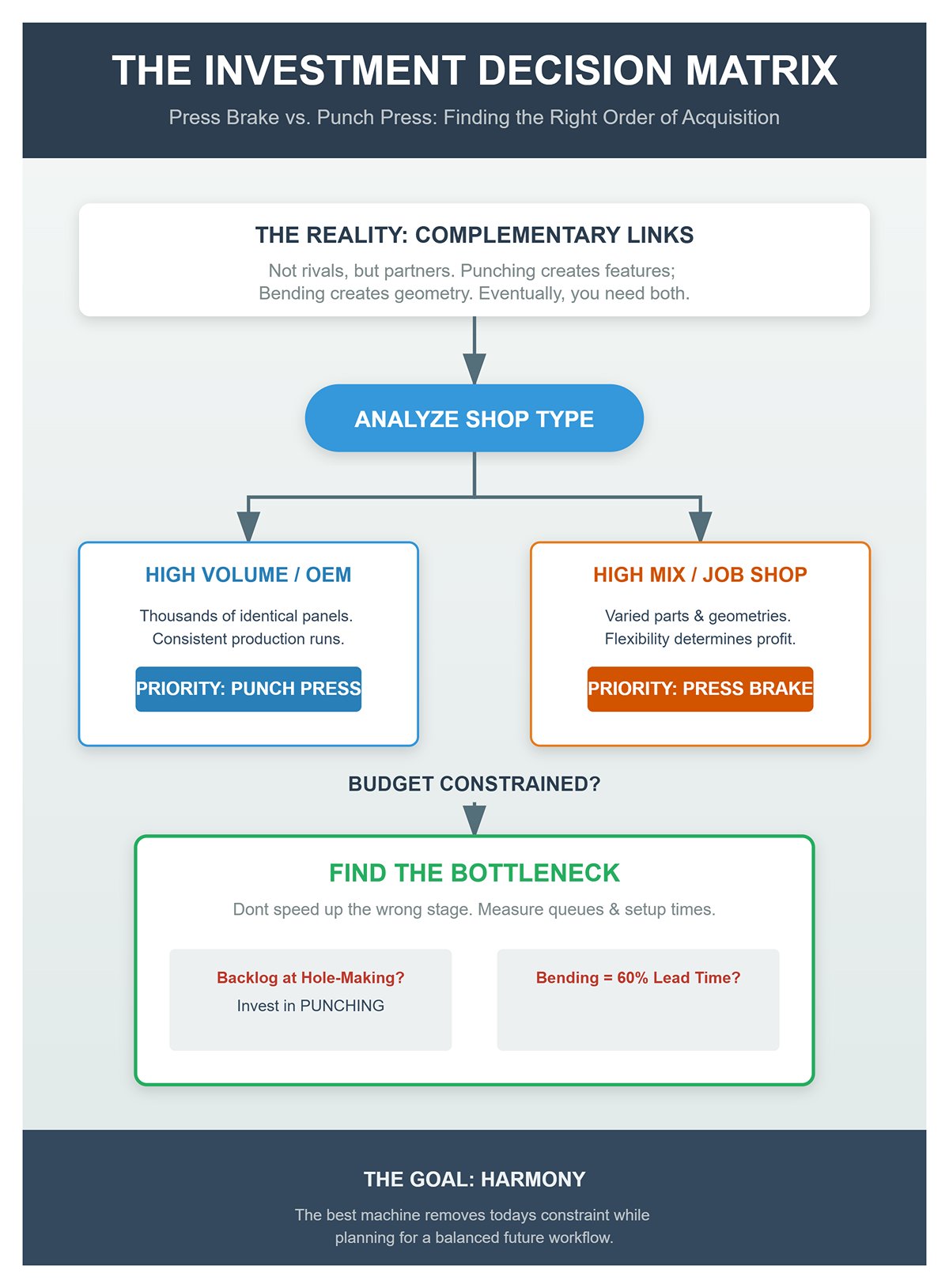
Para la mayoría de los negocios, la realidad a largo plazo es clara: eventualmente necesitarás ambas. El asunto es decidir el orden de adquisición. Una operación al estilo OEM que produce miles de paneles o carcasas idénticas puede lograr ganancias tempranas dramáticas invirtiendo en una punzonadora, combinándola con una plegadora básica para el formado posterior. Si la plegadora no es el cuello de botella, su ritmo más lento no obstaculizará la producción. Por el contrario, un taller de alta mezcla debería priorizar convertir la plegadora en el corazón de su flujo de trabajo, ya que la flexibilidad en el doblado determinará cuántos trabajos puedes aceptar—y cuán rentablemente puedes ejecutarlos.
Si las limitaciones de presupuesto implican que solo puedes invertir en una máquina, localiza tu cuello de botella actual con precisión absoluta. Controla las colas en tu flujo de trabajo. Mide los tiempos de preparación. Si las operaciones de doblado representan el 60 % de tu tiempo de entrega, añade más capacidad de doblado. Si la acumulación se produce en la etapa de perforación o formado de características, invierte en capacidad de punzonado. Elegir la máquina equivocada no solo no mejorará el rendimiento, sino que puede empeorar realmente el desempeño de entrega acelerando la etapa equivocada de la producción.
El debate sobre “agujeros versus dobleces” no trata de cuál proceso de trabajo de metales es superior, sino de identificar y resolver correctamente una restricción de capacidad. La mejor máquina para ti es la que elimina el cuello de botella actual, mientras planificas un flujo de trabajo equilibrado que eventualmente ejecute ambos procesos en armonía.
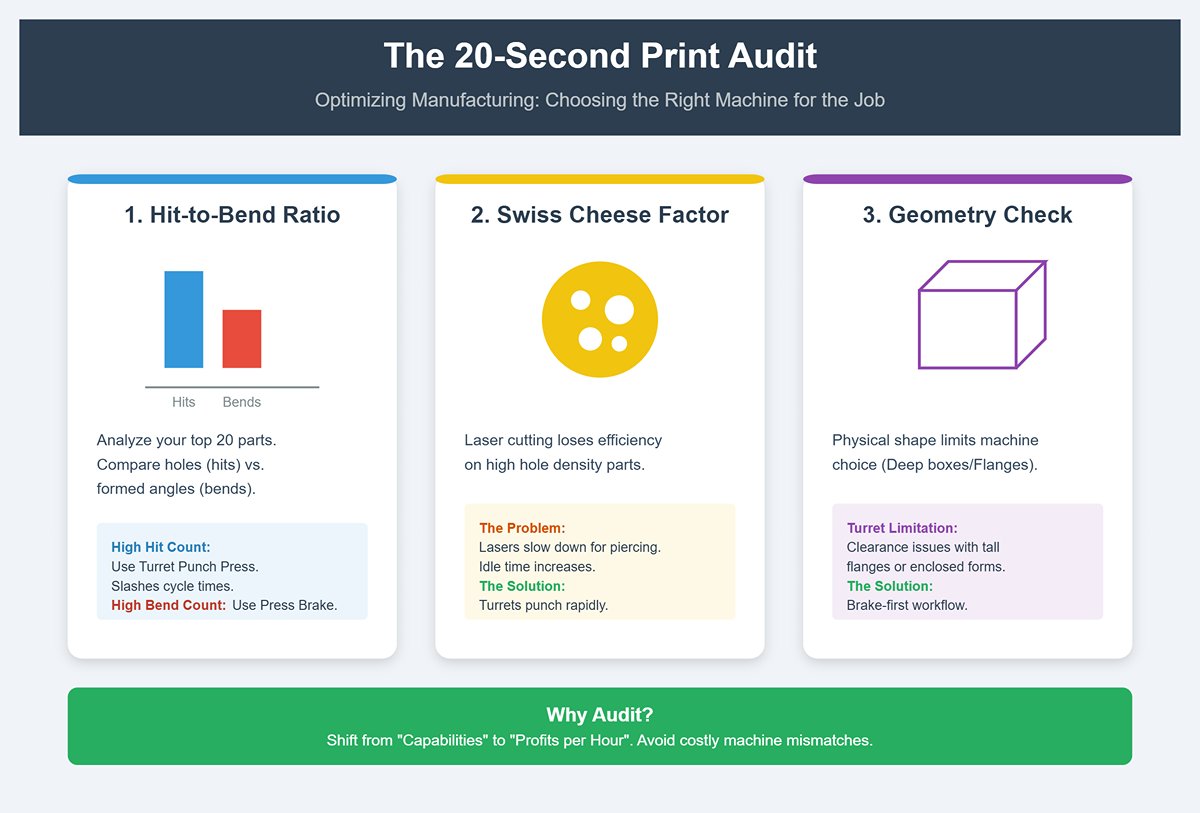
Comience reuniendo los dibujos o archivos CAD de las 20 piezas que produce con mayor frecuencia; estas representan la mayor parte de su volumen anual. No está aquí para admirar el diseño, sino para determinar cuánto del proceso de fabricación de cada pieza se dedica a orificios y recortes en comparación con doblados. En términos prácticos, cuente las características: filas de orificios punzonados, desprendimientos, rejillas de ventilación y conformados superficiales cuentan como “golpes”, mientras que cada ángulo formado cuenta como un “doblado”. Un alto número de golpes en relación con los doblados sugiere que una punzonadora tipo torreta o una combinación punzón/láser podría reducir drásticamente los tiempos de ciclo. Una prensa plegadora se convierte en la protagonista cuando el conteo de doblados es alto, los ángulos son variados y la precisión del formado determina la velocidad.
La relación golpe-doblado puede ser sorprendentemente reveladora. Si entre el 70 y el 80 % del tiempo de procesamiento se destina a la creación de orificios y recortes, comenzar con un flujo de trabajo centrado en la plegadora generalmente significa dejar ganancias sobre la mesa. Por otro lado, si la mayor parte del tiempo está dominado por conformados intrincados, la ventaja de velocidad de una torreta no importa: seguirá esperando los doblados. Este enfoque de puntuación rápida ofrece un diagnóstico claro y de bajo esfuerzo antes incluso de acceder a los datos de producción completos.
Si bien el corte por láser suele ser la opción preferida para perfiles y trabajos con orificios, la economía puede cambiar rápidamente cuando su pieza empieza a parecerse a un queso suizo. Cada perforación y contorno introduce movimiento adicional, tiempos muertos y, a veces, pasos extra de control térmico. En piezas con docenas —o incluso cientos— de orificios pequeños, los láseres pueden ralentizarse considerablemente, especialmente cuando se trabaja con placas más gruesas, donde los tiempos de perforación aumentan significativamente. En contraste, una punzonadora tipo torreta sobresale en estos escenarios, produciendo orificios en rápida sucesión y, a menudo, integrando operaciones de conformado secundarias en línea. El resultado son ahorros de tiempo medibles en cada plancha, que se multiplican en horas o días al escalar a tiradas de alto volumen.
El Factor Queso Suizo se reduce a la densidad de perforación. Una vez que un patrón plano supera cierto umbral de relación entre orificios y área, la ventaja del láser en movimiento continuo desaparece. Las torretas abordan diseños con alta densidad de orificios con una precisión mecánica directa: colocar la herramienta, punzonar, retraer, repetir. Si su auditoría rápida revela varias piezas con alta densidad de orificios, esa es una señal fuerte de que no debe hacer del láser o la plegadora la operación principal para esos trabajos. La configuración adecuada de una punzonadora tipo torreta puede transformar flujos de trabajo de varias horas en procesos medidos en minutos.
Una punzonadora no es una solución universal: ciertas formas simplemente están fuera de su alcance. Cajas profundas, formas cerradas y bridas altas generan problemas de holgura física que ni siquiera los diseños de torreta más avanzados pueden superar. Las bridas grandes pueden obstruir el movimiento de las herramientas o impedir la extracción de la pieza por completo. Las piezas que requieren doblados secuenciales para formar espacios cerrados ajustados también demandan la precisión y adaptabilidad de una prensa plegadora. Además, las bridas altas pueden complicar la secuencia de punzonado, a veces requiriendo manipulación adicional u operaciones secundarias que eliminan cualquier ventaja de velocidad.
Durante su auditoría de piezas, marque cualquier elemento cuya geometría exceda los límites estándar de holgura de la torreta o que pudiera causar interferencia de herramientas durante el movimiento. Estos casi siempre requerirán un flujo de trabajo centrado en la plegadora. Considere también la combinación de espesor del material con la geometría: un material más grueso aumenta las demandas de fuerza de conformado, y cuando se combina con formas profundas, supera por mucho las capacidades de la torreta. Intentar tal trabajo podría dañar las herramientas o comprometer la precisión.
La Auditoría de Impresión de 20 Segundos no busca ofrecer una precisión milimétrica: es una herramienta de evaluación rápida diseñada para evitar que envíe piezas al proceso primario equivocado desde el inicio. Una alta relación golpe-doblado suele indicar una mayor eficiencia de conformado mediante una torreta o una combinación punzón/láser, mientras que una pieza dominada por doblados requiere la precisión de una prensa plegadora. Los patrones densos de orificios en material delgado suelen adaptarse mejor al punzonado mecánico que al corte por láser, mientras que las formas profundas e intrincadas exigen inherentemente trabajo de plegadora.
Al revisar y calificar rápidamente sus piezas clave, evita el costoso error de invertir en el tipo de máquina incorrecta para la mezcla real que produce. Esto cambia la conversación de las “capacidades” generales a las “ganancias por hora” concretas. Una vez que pueda explicar claramente por qué una pieza determinada pertenece a un camino y no a otro, ya está tomando una decisión de inversión más aguda y mejor informada, sin necesidad de ejecutar un solo ciclo de producción.
Ciertas piezas funcionan mejor cuando la plegadora sirve como operación secundaria en lugar de principal. Al aprovechar la capacidad de la punzonadora de torreta para producir formas poco profundas, desplazamientos y características funcionales directamente en la pieza plana, la fase de doblado puede reducirse a un solo paso rápido, o incluso eliminarse. Aplicaciones como gabinetes eléctricos, paneles de climatización y cubiertas de fabricantes de equipo original (OEM) a menudo requieren desplazamientos para bisagras, lengüetas de encaje o nervaduras de refuerzo que imitan perfiles con múltiples dobleces sin consumir tiempo de la plegadora.
Un caso común es un soporte de múltiples dobleces que normalmente requiere tres minutos de tiempo de plegadora por pieza. Rediseñado para producción en torreta, las bisagras se crean como características de corte y formado, las ayudas de alineación se estampan en la pieza plana y solo una sola pestaña requiere doblado en la plegadora. Esto reduce el tiempo de contacto con la plegadora a solo segundos, traslada la carga de procesamiento hacia arriba y convierte al operador de la plegadora en un especialista enfocado en lugar de un cuello de botella de producción. El resultado: menos manipulaciones de material, menos preparación entre departamentos y un potencial mucho mayor para producción desatendida, sin supervisión. Cuando la mayor parte de la complejidad de una pieza se resuelve en la fase plana, la plegadora se convierte en un paso final, no en el motor de ganancia, permitiendo a los gerentes canalizar más trabajo hacia flujos de trabajo automatizados.
Con demasiada frecuencia, la punzonadora de torreta se descarta como simplemente una “fabricadora de agujeros”, cuando en realidad es un activo de producción altamente versátil capaz de entregar una amplia gama de características funcionales. Con la herramienta adecuada y el calibre de material apropiado, puede producir rejillas de ventilación, almohadillas con relieve, agujeros extruidos y otras formas intrincadas en solo segundos, tareas que de otro modo requerirían operaciones separadas o herramientas especializadas y complejas para la plegadora.
Las rejillas de ventilación ilustran esto perfectamente. En industrias como climatización, telecomunicaciones y paneles de control eléctrico, estas características suelen aparecer en patrones densos, y cada una producida en la torreta elimina el proceso múltiple de corte, configuración de la plegadora con una matriz de cuello de ganso y aplicación de múltiples golpes. Los relieves y las formas acuñadas pueden añadir rigidez, funcionar como espaciadores para instalaciones de PCB o servir como impresiones de marca, todo integrado en un único programa de torreta sin requerir una prensa secundaria. Incluso los avellanados y la preparación de agujeros roscados pueden lograrse directamente en la torreta mediante el uso de herramientas de extrusión y acuñado, eliminando por completo el taladrado y avellanado posteriores.
Desde la perspectiva de la eficiencia de fabricación, crear características en la etapa plana elimina horas de mano de obra variables mientras reduce la dependencia de personal de configuración escaso y altamente calificado. También minimiza la posibilidad de variación dimensional cuando las piezas pasan por múltiples centros de trabajo. Para componentes con numerosas rejillas de ventilación, patrones repetidos de relieve o agujeros salientes, seguir un flujo de trabajo láser-plegadora es un desajuste entre proceso y problema. Un enfoque centrado en la torreta agiliza la producción, reduce los pasos de manipulación y acelera el retorno de la inversión.
Las ventajas de la torreta se vuelven decisivas una vez que los volúmenes de piezas y la densidad de características alcanzan un punto crítico. Si bien las punzonadoras personalizadas y las herramientas de formado implican costos iniciales de ingeniería y fabricación, estas inversiones se vuelven insignificantes en comparación con la producción que desbloquean. Para las herramientas estándar, como rejillas de ventilación, perfiles en relieve y punzonadoras de avellanado, el retorno se puede lograr con unos pocos cientos de piezas por año cuando cada una incluye un diseño denso de características. La economía mejora significativamente cuando múltiples SKU comparten las mismas características, permitiendo amortizar los gastos de herramientas y la experiencia de configuración en líneas completas de productos.
En cuanto a herramientas fijas personalizadas, el punto de equilibrio puede ser sorprendentemente modesto. Considere una herramienta de relieve especial $4,000 que recorta solo 20 segundos del tiempo de producción por pieza en una serie anual de 20.000 unidades: esa inversión se paga varias veces en el primer año. En entornos de producción repetitiva de alto volumen, el costo amortizado de las herramientas rápidamente se vuelve irrelevante, mientras que las ganancias en velocidad de producción y utilización de la capacidad se convierten en los principales motores de beneficio. Los compradores deberían replantear su análisis para preguntar si tales herramientas se usarán durante años de producción o se compartirán entre múltiples SKU. Si la respuesta es sí, las herramientas fijas dejan de ser una carga de costos y se convierten en un habilitador clave de tiempos de ciclo competitivos.
Los debates tradicionales entre punzonadoras y plegadoras tienden a centrarse en tablas de velocidad—golpes por minuto frente a dobleces por hora—pero ese enfoque pierde una ventaja estratégica crucial. La verdadera oportunidad no está en comparar velocidades de máquinas de forma aislada, sino en cuánto trabajo de la plegadora puede eliminar por completo la torreta del proceso. Sustituye una pestaña doblada por una nervadura formada, o reemplaza una lengüeta soldada por una prensada, y transformas el papel de la plegadora de esencial a opcional. En estos casos, la punzonadora se convierte en el eje estructural del flujo de trabajo, consolidando múltiples pasos de valor añadido en una sola operación programable. Para los compradores bajo presión para aumentar el rendimiento sin ampliar la plantilla ni depender en gran medida de talento especializado, este cambio no es solo ventajoso, sino revolucionario.
| Sección | Puntos clave |
|---|---|
| El enfoque “Hecho de una vez”: Aprovechar la torreta para eliminar pasos posteriores de doblado | – Plegadora como operación secundaria; la torreta crea formas poco profundas, desplazamientos y características en pieza plana. – Aplicaciones: gabinetes eléctricos, paneles de climatización, cubiertas OEM que requieren desplazamientos para bisagras, lengüetas de encaje, nervaduras de refuerzo. – Ejemplo: soporte de múltiples dobleces reducido de 3 minutos de tiempo de plegadora a segundos mediante bisagras de corte y formado en torreta y ayudas de alineación estampadas. – Beneficios: tiempo de contacto con la plegadora reducido, menos manipulaciones de material, menos preparación, potencial para producción desatendida. – La plegadora se convierte en paso final, permitiendo más flujos de trabajo automatizados. |
| Características funcionales en plano: lograr rejillas de ventilación, relieves y avellanados sin configuraciones adicionales | – La punzonadora de torreta puede producir rejillas de ventilación, almohadillas con relieve, agujeros extruidos y otras formas intrincadas. – Rejillas de ventilación: eliminan configuración de múltiples pasos de la plegadora; comunes en climatización, telecomunicaciones, paneles eléctricos. – Relieves: añaden rigidez, actúan como espaciadores, impresiones de marca; todo integrado en el programa de torreta. – La preparación de avellanados/agujeros roscados mediante herramientas de extrusión y acuñado elimina el taladrado. – Beneficios: reducción de horas de trabajo, menor dependencia de configuraciones especializadas, mínima variación dimensional. – El flujo de trabajo centrado en la torreta agiliza la producción y acelera el retorno de inversión. |
| El umbral de volumen: cuando los costos de herramientas fijas desaparecen frente a las ganancias de velocidad | – La ventaja de la torreta aumenta con altos volúmenes de piezas y características densas. – Las herramientas estándar se amortizan en cientos de piezas/año si los diseños son densos. – Múltiples SKU con características comunes distribuyen los costos de las herramientas. – Ejemplo: herramienta de embutido $4,000 ahorra 20 segundos/pieza, 20,000 unidades/año = ROI en menos de un año. – En entornos de alto volumen, el costo de las herramientas se vuelve insignificante, la velocidad y la capacidad son los principales impulsores. – Evalúe el uso de herramientas a lo largo de los años y entre los distintos SKU. |
| La ventaja oculta: lo que la torreta puede eliminar de la carga de trabajo de la plegadora | – Valor estratégico en eliminar trabajo de freno, no solo en comparar velocidades. – Sustituya bridas dobladas por nervaduras formadas; cambie solapas soldadas por solapas prensadas. – La torreta se convierte en la pieza estructural central, consolidando pasos en una sola operación. – Aumente el rendimiento sin incrementar la plantilla ni depender de talento especializado. – Transforme el freno de esencial a opcional en el flujo de trabajo. |
En operaciones que manejan una amplia gama de productos pero producen lotes pequeños, la impresionante velocidad por hora de la punzonadora de torreta oculta una desventaja significativa: la complejidad de configuración. Cada pieza nueva suele exigir su propio programa, una configuración de herramientas adaptada y una planificación meticulosa de secuencias para prevenir colisiones de herramientas. Cambiar las herramientas en una torreta no es ni rápido ni barato, ya que las matrices especializadas requieren un tiempo y recursos sustanciales para diseñarse, fabricarse e integrarse. A menos que esos esfuerzos puedan amortizarse en cientos o miles de piezas, el costo por pieza se eleva rápidamente, erosionando la rentabilidad.
Las prensas plegadoras—especialmente los modelos CNC modernos—eliminan en gran medida esos problemas. Un conjunto estándar de punzones y matrices puede cubrir una amplia gama de perfiles de doblado, y cambiar entre trabajos a menudo requiere poco más que un intercambio rápido de herramientas y un ajuste del tope trasero. Las herramientas son asequibles, fáciles de conseguir y simples de reemplazar, lo que hace que las producciones cortas sean rentables. En un entorno de alta mezcla, este flujo de trabajo sencillo aumenta directamente la productividad: aunque cada doblado en una plegadora pueda tardar más que un golpe en la torreta, el tiempo desde “primera pieza terminada” hasta “última pieza enviada” suele ser más corto.
Las necesidades de programación destacan aún más la diferencia. Crear un programa para torreta significa especificar cada golpe, cada cambio de herramienta y afinar el movimiento de la chapa para evitar ineficiencias. Muchas tiendas terminan dependiendo de uno o dos operadores altamente especializados—un claro riesgo de programación. Las prensas plegadoras CNC, en cambio, integran cálculos de ángulo, secuencias de doblado y guía visual en los controles de la máquina. Esto permite que un operador razonablemente capacitado cambie entre trabajos con mínima formación adicional. Para un taller que gestiona varios pedidos pequeños en un solo día, esa flexibilidad asegura que la prensa plegadora permanezca en el corazón de la producción.
Una forma rápida de decidir es analizar sus últimos veinte proyectos. Si la mayoría se podrían completar usando las herramientas actuales de su plegadora con mínimas modificaciones de programación, entonces la prensa plegadora es la máquina que impulsa un flujo de trabajo rentable—aunque la torreta presuma de una mayor velocidad de golpe sobre el papel.
Las punzonadoras de torreta sobresalen en aplicaciones de chapa delgada—generalmente de menos de 3 mm—donde el desgaste de las herramientas es predecible, las piezas expulsadas se liberan fácilmente y las demandas de tonelaje se mantienen manejables. Al trabajar con materiales más gruesos, esas ventajas empiezan a desaparecer. El aumento del tonelaje acelera el desgaste de los bordes, provocando que los punzones se deformen y las matrices se astillen. El desmoldeo se vuelve más difícil, aumentando el riesgo de arrastre de piezas y adherencias. La desalineación causada por vibraciones puede generar rebabas y desperdicio, y el nivel de ruido aumenta drásticamente con cada golpe.
Estos problemas no son solo ralentizaciones de producción: son generadores de costos. Las herramientas necesitan reemplazo con mayor frecuencia, el tiempo de inactividad de la máquina se prolonga y el control de calidad requiere más mano de obra. La economía se invierte: la máquina que pensabas que era más rápida se convierte en la que está constantemente fuera de servicio por mantenimiento y resolución de problemas.
Las plegadoras—especialmente los modelos hidráulicos y servoeléctricos modernos—están diseñadas para sobresalir en estos escenarios. Entregan el tonelaje completo de manera constante a lo largo de todo el pliegue, evitando el estrés localizado y asegurando un proceso más suave y menos exigente tanto para las herramientas como para la estructura de la máquina. Al trabajar con placas de 1/4″, 3/8″, 1/2″ u otros calibres pesados, el doblado evita el impacto de alta intensidad y el desgaste acelerado asociados con el punzonado. El resultado es una vida útil más prolongada de las herramientas, intervalos más largos entre mantenimientos y más tiempo dedicado a la producción efectiva en lugar de a la recuperación tras fallos de equipo. En muchos talleres de fabricación pesada, esta durabilidad es la razón por la que la plegadora—y no la punzonadora de torreta—constituye la columna vertebral de la producción.
Aunque las punzonadoras de torreta ofrecen capacidades limitadas de conformado—como estampado, rebordeado y ventilado—son herramientas inherentemente bidimensionales, que crean características mediante golpes repetidos sobre chapa plana. A medida que los diseños de las piezas se vuelven más sofisticados, especialmente cuando requieren múltiples planos o pliegues compuestos, sus limitaciones se hacen evidentes. El conformado en múltiples etapas en una torreta exige herramientas complejas, una secuencia cuidadosa y una configuración meticulosa, a menudo con una precisión decreciente en piezas intrincadas.
Las plegadoras abordan formas complejas deformando el material de manera controlada en lugar de depender del impacto. Equipadas con topes traseros multieje y sistemas de compensación, pueden ejecutar pliegues secuenciales con una precisión sobresaliente, incluso en perfiles intrincados. Los operadores experimentados de plegadoras combinan retroalimentación táctil, señales visuales y programación CNC para gestionar el retorno elástico, las tolerancias acumulativas de pliegue y la posible interferencia entre pliegues. Donde el punzonado tiene dificultades con trayectorias de conformado no lineales, el enfoque paso a paso de la plegadora construye cada pliegue hacia un producto final impecable.
Para piezas que combinan requisitos funcionales con atractivo visual—como revestimientos arquitectónicos, soportes de precisión o carcasas de uso pesado—la capacidad de una plegadora para mantener ángulos consistentes y una alineación precisa de pliegues es indispensable. En estos casos, su flexibilidad se ve amplificada por operadores expertos que pueden ajustar la secuencia y seleccionar herramientas para cumplir especificaciones estrictas sin recurrir a soluciones personalizadas costosas.
La creencia general es que la máquina más rápida debe liderar la producción. En la práctica, la velocidad por sí sola puede ser engañosa—especialmente cuando depende de trabajos repetitivos e invariables. En entornos que manejan trabajos de alta variedad, materiales gruesos o componentes intrincados, la plegadora a menudo supera a la punzonadora en ofrecer resultados consistentes, confiables y rentables. Menor tiempo de preparación, rendimiento robusto con material pesado y control preciso sobre formas tridimensionales complejas hacen de la plegadora la verdadera columna vertebral de las operaciones. Aunque la punzonadora de torreta sigue teniendo valor estratégico—especialmente para tiradas largas y uniformes—es la plegadora la que asegura un flujo constante, protege los márgenes y mantiene los plazos de entrega.
La introducción de láseres de fibra de alta potencia equipados con cabezales de corte ultrarrápidos ha transformado drásticamente la industria de la chapa metálica. Durante años, las punzonadoras de torreta fueron la opción preferida para producir piezas planas—especialmente aquellas con agujeros, ranuras o patrones repetitivos—porque podían perforar múltiples orificios con cada golpe. Ahora, los láseres de fibra modernos han reducido esa ventaja para muchos tipos de piezas. Aunque una punzonadora aún puede superar a un láser en matrices densas y uniformes de agujeros, los láseres han eliminado las limitaciones de diseño impuestas por las herramientas físicas: sin diámetros fijos de punzón, sin cambios de índice que consuman tiempo y sin necesidad de “marcos” o bordes de pieza para la estabilidad de la chapa.
Uno de los cambios más significativos, aunque a menudo pasado por alto, está en el aprovechamiento del material. Al cortar perfiles sin pestañas ni bordes, los láseres convierten más de la chapa en piezas vendibles. En aleaciones premium o chapa de calibre delgado, el aumento en el rendimiento de la hoja por sí solo puede justificar la mayor inversión inicial de la máquina. La calidad superior del borde amplifica el beneficio: las piezas cortadas con láser salen lisas y sin rebabas, eliminando la necesidad de desbarbado o pasos adicionales de acabado que las piezas punzonadas suelen requerir. Con una distorsión térmica mínima gracias a la pequeña zona afectada por el calor del láser, estas ventajas han reducido el papel de la punzonadora, reservándola principalmente para producción de alto volumen y geometría repetitiva, donde sus fortalezas específicas aún aplican.
Para muchos fabricantes, la competencia más dura de la punzonadora no es un láser independiente, sino un láser combinado con una plegadora CNC. Este dúo poderoso permite a un taller cortar con láser prácticamente cualquier perfil plano, agrupar piezas de forma ajustada para maximizar el aprovechamiento de la chapa y luego pasar directamente a formar pliegues complejos, rebordes o formas de caja en la plegadora. Al eliminar la dependencia de herramientas de punzonado para contornos y abordar geometrías más allá del alcance de la punzonadora, este flujo de trabajo amplía considerablemente las capacidades de producción.
Esta combinación también redefine la ecuación de inversión. Comprar tanto un láser como una plegadora le da a un taller la capacidad de abordar cuellos de botella tanto en corte como en conformado, permitiéndole asumir una gama más amplia de trabajos—desde paneles arquitectónicos ornamentados hasta carcasas completamente ensambladas—sin necesidad de grandes inventarios de herramientas o habilidades especializadas de programación de punzonado. En sectores donde las tiradas son cortas y los diseños cambian rápidamente, la versatilidad y capacidad de respuesta que ofrece esta configuración puede superar la ventaja de velocidad de la punzonadora en producción constante y de alto volumen. De hecho, la combinación “láser + plegadora” no solo compite—con frecuencia cambia las reglas, atrayendo clientes que nunca considerarían un proceso basado en punzonado.
Las fortalezas de una punzonadora radican mucho menos en el perfilado de chapa que en su capacidad para integrar características conformadas directamente mientras la chapa permanece plana. Operaciones como ventilados, estampados, avellanados, expulsiones y roscado de agujeros pueden completarse en la propia máquina, a menudo dentro del mismo ciclo que corta el contorno de la pieza. Esta consolidación puede eliminar pasos secundarios completos, reduciendo drásticamente los plazos de entrega y la mano de obra en producción de alto rendimiento. Por el contrario, los láseres están limitados al corte—no pueden conformar mecánicamente ni roscar agujeros sin equipos adicionales.
Las propiedades del material también juegan un papel. Aunque ciertos láseres de fibra pueden cortar placas de hasta una pulgada de espesor en condiciones óptimas, el punzonado de material más grueso—especialmente en tiradas pequeñas—puede ser más eficiente cuando el diseño exige conformado de alta fuerza. El proceso mecánico de la punzonadora evita las limitaciones térmicas y ofrece bordes consistentes. Para piezas repetitivas y de alto volumen con cambios mínimos de diseño, la inversión inicial en herramientas para una punzonadora puede resultar rentable, reduciendo el costo por unidad muy por debajo del corte con láser.
Al final, la pregunta no es simplemente qué máquina corta más rápido—se trata de identificar dónde están realmente los cuellos de botella de tu producción. Si tus limitaciones provienen de cortes de contorno complejos, un láser moderno (ya sea independiente o combinado con una plegadora) puede ampliar tus capacidades. Pero si la ralentización ocurre al añadir detalles conformados antes del doblado, una punzonadora puede agilizar las operaciones y ofrecer una ventaja clara. Reconocer esta diferencia desplaza el enfoque de la velocidad de corte pura hacia la economía general de fabricación y la optimización del flujo de trabajo—ahí es donde la rentabilidad se diseña realmente.
Una punzonadora de torreta CNC funciona principalmente gracias a su software. Una vez que el postprocesador y la biblioteca de herramientas están correctamente configurados, un único programador experto en CAD/CAM puede crear programas para varias máquinas. Esto consolida el conocimiento especializado en un rol clave, permitiendo que operadores de nivel medio simplemente carguen, ejecuten y descarguen piezas sin tener que tomar las decisiones matizadas y prácticas que el plegado suele exigir. En producciones de gran volumen o repetitivas, esa coherencia ayuda a mantener los costos de mano de obra predecibles y bajo control.
La prensa plegadora, en cambio, sigue estando ligada a la experiencia táctil y la intuición de taller. Los operadores deben elegir aberturas de matriz adecuadas al grosor del material, considerar el rebote, planificar secuencias de doblez para evitar colisiones, ajustar la compensación y afinar ángulos en el momento. Estas decisiones sutiles, a menudo no documentadas, dependen de años de experiencia acumulada y se resisten a la formalización. Perder a un operador de prensa plegadora experimentado puede reducir drásticamente la producción, especialmente en entornos de alta variedad donde cada pieza se presenta como un nuevo desafío.
Desde el punto de vista de la rentabilidad, esta diferencia importa. La especialización en punzonado de torreta se concentra en la configuración y programación: una vez optimizada, se ve relativamente poco afectada por quién está operando la máquina. El trabajo en la prensa plegadora exige habilidad continua, turno tras turno, con cada nueva geometría. Formar o reemplazar a un operador realmente calificado de prensa plegadora es un proceso de varios años, lo que convierte esta brecha de habilidades en un costo oculto a largo plazo que pocas propuestas contemplan.
Las herramientas de torreta se desgastan en el sentido más literal. Los trabajos de gran volumen —como paneles perforados o componentes con patrones densos de agujeros— pueden acumular cientos de miles de impactos en una sola estación de punzonado en poco tiempo. A medida que los filos se embotan, aparecen rebabas, aumentan los requisitos de tonelaje, suben los niveles de ruido y, finalmente, los punzones fallan por completo. Abordar esto implica subcontratar el afilado, invertir en capacidad de rectificado interna o aceptar una calidad reducida y tasas más altas de desecho. Ninguna de estas realidades aparece en las cotizaciones de los equipos, pero cualquiera puede erosionar rápidamente los márgenes de ganancia.
Las herramientas de prensa plegadora se desgastan más gradualmente y de forma más sutil. Usadas correctamente, las matrices de doblado al aire de alta calidad pueden durar años, con un desgaste que se manifiesta como ligeras variaciones de ángulo, longitudes de ala desiguales o leves marcas cosméticas en lugar de fallas catastróficas. Sin embargo, el costo de mantener las matrices en condición apta para acabados suele subestimarse. La limpieza, desbarbado y pulido regular para evitar rayar superficies de alta gama puede consumir una sorprendente cantidad de tiempo, tiempo que rara vez se contabiliza en los costes de producción.
El verdadero riesgo está en la supervisión del proceso. Sin un plan disciplinado de mantenimiento de herramientas, una torreta se convierte en una mini empresa logística: seguimiento de las cuentas de golpe, programación de afilado, gestión de plazos de entrega y revalidación de herramientas después del mantenimiento. Del mismo modo, una prensa plegadora limitada a una sola matriz “todoterreno” para cada trabajo genera ineficiencias debido a ajustes de configuración adicionales, dobleces correctivos y retrabajos de superficie. Los talleres que invierten temprano en herramientas de plegado dedicadas y específicas a la geometría pueden parecer que gastan más al principio, pero con el tiempo esa elección produce cambios más rápidos, menos desecho y un flujo de producción más constante.
Las operaciones de punzonado siempre producen una retícula: la red de metal sobrante que rodea las piezas terminadas. Un anidamiento ineficiente, cambios excesivos de herramienta o descuidar técnicas de punzonado con línea común pueden aumentar la proporción de desperdicio de retícula. En sustratos costosos como acero inoxidable o aluminio, incluso un pequeño aumento del 3–5 % en el desperdicio a lo largo de varios trabajos puede socavar la rentabilidad de forma silenciosa. Los anidamientos complejos también pueden dejar grandes islas o secciones incómodas que requieren extracción manual, agregando mano de obra no planificada que no se refleja en las estimaciones de tiempo de ciclo.
Las operaciones de prensa plegadora introducen un tipo de riesgo de material distinto. Las tolerancias de plegado —la cantidad exacta de material requerido para cada doblez— deben calcularse con precisión. Errores en las tolerancias o una aplicación incorrecta de los factores K pueden producir piezas planas que resulten en ensamblajes con dimensiones incorrectas, generando desperdicio, recorte no planificado o doblados repetidos. Para evitar tales problemas, muchos operadores dejan material extra en los bordes de las alas “por si acaso”, lo que incrementa de manera constante el uso de material por pieza más allá de las especificaciones de diseño. Este hábito precautorio rara vez se documenta, pero se arraiga en casi cada producción con el tiempo.
Ambos métodos drenan las ganancias de formas distintas. Las ineficiencias de la punzonadora de torreta son consistentes y se acumulan con cada disposición de anidamiento. Las ineficiencias de la prensa plegadora suelen aparecer al cambiar a nuevas geometrías de piezas o materiales, manifestándose como ajustes prolongados y retrabajos no documentados. En ambos escenarios, la pérdida real no está en lo que muestra el plano de la pieza, sino en lo que queda como material sobrante o esfuerzo desperdiciado cuando se completa la producción.
Cuestione las suposiciones arraigadas que impulsan sus decisiones de configuración. Antes de invertir en nuevo equipo, realice una auténtica “auditoría de ciclo de vida” de trabajos pasados, capturando no solo los tiempos de ciclo y rendimientos de material cotizados, sino también las demoras por afilado de herramientas, los ajustes de los operadores y el desperdicio generado por errores en tolerancias de plegado. Asigne estos costos directamente al proceso que los causó. Esto suele revelar que la máquina que parece más económica al principio es en realidad la opción más costosa una vez que se consideran las ineficiencias a largo plazo, mientras que la opción más cara con sistemas de soporte sólidos puede ofrecer márgenes más consistentes a largo plazo.
Una máquina solo genera ingresos cuando está procesando material de forma activa, no cuando está esperando cambios de herramienta o alineaciones. En trabajos de alta variedad y bajo volumen, incluso una prensa plegadora con controles CNC avanzados y herramientas de precisión puede dedicar entre el 50–70 % de su tiempo total de ciclo a la configuración: instalar punzones y matrices, configurar posiciones de tope trasero y realizar doblados de prueba. Aunque su prensa plegadora esté reservada para un turno de ocho horas, la viga de doblado puede estar funcionando solo la mitad de ese tiempo.
Una punzonadora de torreta cambia esta dinámica. Con 40–60 herramientas preinstaladas, los trabajos repetitivos pueden llegar a producción casi de inmediato. Si las herramientas necesarias ya están cargadas, la configuración para piezas repetidas o relacionadas se elimina prácticamente. A lo largo de múltiples trabajos, esto se vuelve significativo: el tiempo de configuración para una semana de producción de la torreta se paga esencialmente una sola vez, mientras que la prensa plegadora debe invertir ese tiempo de configuración de nuevo en cada trabajo individual.
Haga las cuentas. Para cada trabajo realmente enviado el mes pasado, anote tanto el tiempo de configuración como el tiempo de ciclo por pieza para cada máquina. Combine ambos para encontrar el tiempo total por trabajo, luego divida el margen bruto del trabajo entre ese total para calcular la ganancia por hora-máquina. Ponga a prueba sus estimaciones: si se equivocan en un 30 %, ¿cambia el desempeño líder? Este cálculo rápido revelará si su máquina “más ocupada” es realmente su activo más rentable o simplemente su cuello de botella más costoso.
La elección óptima no es solo la más rápida: es la que te evita pagar a otros talleres para realizar trabajos que podrías completar eficientemente bajo tu propio techo.
Una punzonadora de torreta puede eliminar categorías enteras de tareas subcontratadas. Capacidades integradas como rejillas de ventilación, desplazamientos, troquelados, avellanados y repujados pueden ejecutarse directamente en línea, eliminando la necesidad de pasos de formado secundarios. El utillaje especializado de punzonado puede crear formas intrincadas—como puertos D‑sub, ranuras para bisagras y guías de tarjetas—que mantienen los componentes avanzando hacia el ensamblaje final sin desvíos a subcontratistas. Si actualmente estás enviando entre 30 y 40 % de tus paneles perforados o con múltiples características para su procesamiento externo, una torreta puede recuperar esos ingresos casi de la noche a la mañana.
Una prensa plegadora, en cambio, te protege de los trabajos de doblado subcontratados más desafiantes: canales profundos, trabajos con placas gruesas y ángulos de precisión crítica que deben encajar a la perfección. Sin una, las piezas cortadas por láser o punzón a menudo terminan en un camión rumbo a otra instalación, cuyo calendario de prensas podría relegarte al final de la lista. Eso es tiempo perdido y un costo de transporte que no puedes recuperar del cliente.
Revisa tus últimos veinte pedidos subcontratados y clasifícalos según la causa: trabajos dependientes del punzonado, dobleces complejos o una combinación de ambos. La mejor opción es la máquina que elimine la mayor parte de esos pedidos, tapando efectivamente tu mayor fuga de subcontratación.
Tu acumulación de pedidos muestra dónde está la presión ahora mismo. Tu cartera de ventas revela dónde aumentarán las presiones en el futuro. Si las proyecciones del próximo año apuntan fuertemente hacia paneles de gran volumen y con muchas características, aumentar la capacidad de punzonado—aunque implique tolerar algo de congestión en la prensa plegadora—podría generar una rentabilidad a largo plazo mayor. Por el contrario, si la demanda del cliente se está desplazando hacia materiales más gruesos y ensamblajes tipo gabinete, la capacidad y precisión en el doblado pesarán más que la conveniencia de configuraciones de punzonado casi nulas.
El verdadero punto de inflexión es si la nueva máquina aliviará o agravará los cuellos de botella en otras partes de tu flujo de producción. Instalar una prensa de torreta sin suficiente capacidad láser previa significa que sus ventajas quedarán subutilizadas. De manera similar, añadir una prensa plegadora cuando la capacidad de soldadura o acabado posterior es insuficiente simplemente traslada la acumulación más adelante en la línea.
Grafica tus diez trabajos más importantes según dos criterios: la ganancia actual por hora‑máquina y el potencial de retener trabajo futuro internamente. La máquina que obtenga una alta calificación en ambas áreas no es solo una compra de equipo: es un movimiento estratégico que puede eliminar semanas de subcontratación, junto con los costos y demoras adicionales que la acompañan.
Una vez que reconoces el tiempo de configuración como una fuga oculta de rentabilidad, y has identificado exactamente qué capacidades subcontratadas te cuestan más, la decisión deja de ser sobre prestigio de marca o precios iniciales. La elección correcta es la máquina que ofrece el mayor rendimiento por hora en los trabajos que ya estás ganando, a la vez que elimina la categoría más grande de trabajo subcontratado. Después de realizar esa rápida prueba de esfuerzo de ROI de cinco minutos sobre tu carga de trabajo real, la “mejor” máquina ya no es una suposición; es el claro ganador que tus propios números ya han señalado.


















