

Der Bediener der Abkantpresse beugt sich über ein verzogenes Bauteil und blinzelt auf einen digitalen Winkelmesser, der 87,6° anzeigt. Die Zeichnung sagt 88,0°. “Passt schon”, murmelt er. Stunden später pflanzen sich diese zusätzlichen Zehntelgrade durch die gesamte Montagelinie fort – Bohrungen sind nicht fluchtend, Schweißnähte müssen nachgearbeitet werden, Termine geraten ins Rutschen. Die Biegestation ist nicht nur ein weiterer Arbeitsschritt; sie ist der entscheidende Knotenpunkt für Ihren gesamten Fertigungsplan. Und in den meisten Werkstätten läuft dieser Knotenpunkt eher auf Hoffnung und Gewohnheit als auf Präzision und Vorhersagbarkeit.
Jeder Fertiger kennt den Schmerz von Nacharbeit – aber nur wenige führen ihn auf den eigentlichen Übeltäter zurück: “Gut genug”-Biegungen bei komplexen Geometrien. Manuelle Methoden verlassen sich auf Erfahrung und Gefühl, aber Erfahrung kann mikroskopische Ungenauigkeiten, die sich bei engen Toleranzen summieren, nicht ausgleichen. Mehrfach abgekantete Teile sind besonders gnadenlos; eine Abweichung von 0,5° pro Biegung kann eine einst plane Basis in ein wackelndes Desaster verwandeln. Werkstätten, die mit manuellen Pressen auf Durchsatz setzen, verbrennen still und leise hunderte Arbeitsstunden für Korrekturen, die man an der Quelle hätte vermeiden können.
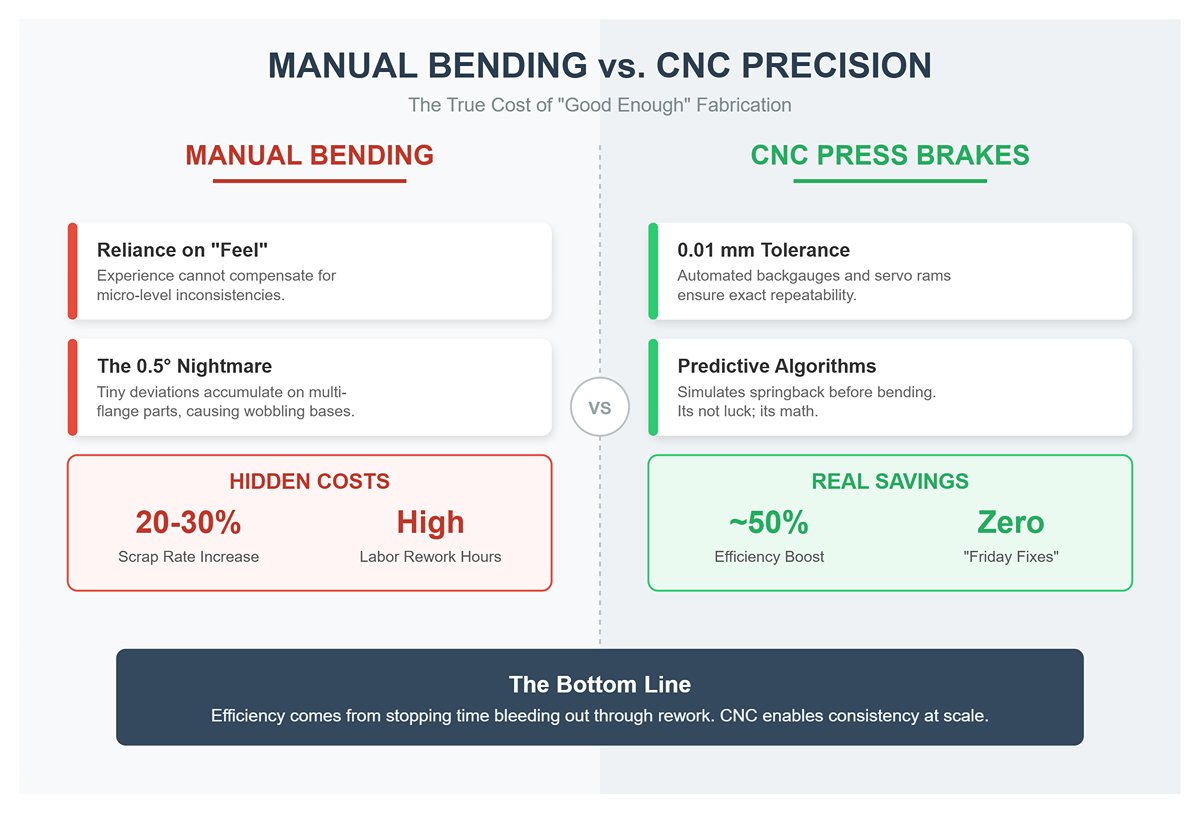
CNC-Abkantpressen beseitigen diese Unsicherheit. Ihre automatisierten Hinteranschläge und servogesteuerten Pressenstößel halten Toleranzen bis 0,01 mm ein und wiederholen exakte Sequenzen selbst über tausende Zyklen hinweg. Das bedeutet weniger Ausschuss, weniger Schleifnacharbeit und weniger “Freitagsreparaturen”, die Überstundenbudgets belasten. Studien zur CNC-Einführung zeigen Effizienzsteigerungen von bis zu 50% – nicht, weil die Maschinen schneller laufen, sondern weil sie verhindern, dass Zeit durch Nacharbeit verloren geht. Die wirkliche Ersparnis kommt durch Konsistenz – eine Art, die kein menschliches Auge oder Hand in großem Maßstab reproduzieren kann.
Die versteckten Kosten des manuellen Biegens summieren sich auch beim Materialverlust. Bediener, die Federung oder Winkelabweichungen ausgleichen müssen, überbiegen oft und korrigieren dann erneut. Ausschussraten steigen um 20–30%, und die kleine “Korrektur” wird zum Verlust eines ganzen Blechs. Die vorausschauenden Algorithmen von CNC simulieren den Rückfederungseffekt, bevor sich der Stempel überhaupt bewegt, und programmieren Überbiegungswinkel vor, sodass jedes Teil beim ersten Versuch innerhalb der Spezifikation liegt. Das ist kein Glück; das ist Mathematik – ausgeführt mit Mikrometerpräzision.
Fertigungsleiter messen Stillstand oft in Stunden. Die klügeren messen ihn in Reputation. Ein Engpass an der Biegestation legt nicht nur Maschinen lahm – er verzögert die Lieferung, verschiebt Rechnungsstellungen und untergräbt das Vertrauen der Kunden. Hydraulische Pressen verlieren etwa 1,2% Effizienz pro Stunde, wenn sich das Öl überhitzt, wodurch Bediener pausieren müssen, während die Uhr weiterläuft. Über eine Acht-Stunden-Schicht entspricht dieser Leistungsabfall >10% Produktionsverlust. Im Gegensatz dazu halten vollelektrische CNC-Systeme über 88% Effizienz bei Dauerbetrieb, ihre thermische Stabilität wird durch geschlossene Regelkreise garantiert.
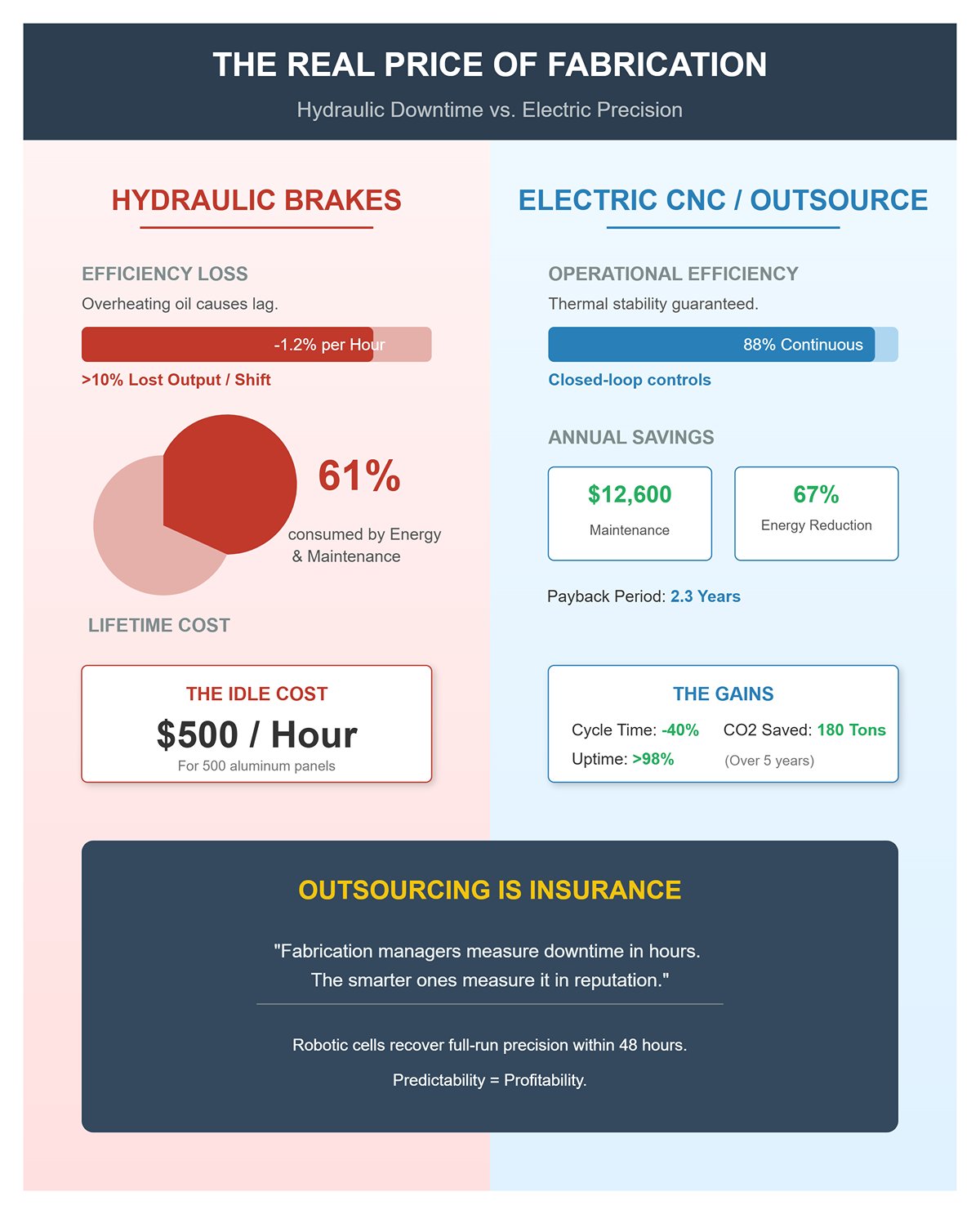
Die finanzielle Rechnung ist ebenso aufschlussreich. Hydraulische Pressen verbrauchen 61% ihrer Lebenszykluskosten für Energie und Wartung. Der Umstieg auf elektrische CNC verkürzt die Amortisationszeit auf etwa 2,3 Jahre, mit jährlichen Wartungseinsparungen von durchschnittlich $12.600 und Energieeinsparungen von rund 67%. Bei Betrieben, die 500 Aluminiumplatten biegen, kann die Leerlaufzeit allein $500 pro Stunde kosten. Die Auslagerung an eine CNC-Werkstatt mit durchgängigen Simulations-zu-Versand-Workflows eliminiert diese Leerlaufkosten und stellt die Präzision einer kompletten Serie innerhalb von 48 Stunden wieder her.
Letztlich ist ausgelagerte Präzision keine Ausgabe – sondern eine Versicherung gegen das Unvorhersehbare. Bei Serienfertigung sinken die Zykluszeiten um 40%, wenn Roboterzellen Werkzeugwechsel automatisch übernehmen. Vorausschauende Wartung und IoT-gestütztes Monitoring halten die Betriebszeit über 98% und reduzieren das Risiko unerwarteter Verzögerungen drastisch. Selbst die Umweltbilanz verbessert sich: Jede elektrische Presse kann über fünf Jahre Dauerbetrieb mehr als 180 Tonnen CO₂-Emissionen verhindern. Präzision, Geschwindigkeit und Nachhaltigkeit treffen dort zusammen, wo früher Ihr Engpass war. In dem Moment, in dem Sie aufhören, sich mit “gut genug” zufriedenzugeben, wird Fertigung vorhersehbar – und die Rentabilität folgt auf dem Fuß.
Manuelle Hinteranschläge versagen genau dort, wo modernes Blechdesign beginnt – bei unregelmäßigen, asymmetrischen Teilen, deren Geometrie sich von einer Flanschseite zur nächsten verändert. Erfahrene Bediener können oft ein wiederholbares Setup für einfache Biegungen “fühlen”, aber diese Intuition bricht zusammen, sobald versetzte Halterungen, konische Kanäle oder verschachtelte Flanschfolgen ins Spiel kommen. Jede manuelle Neupositionierung bringt eine winzige Verschiebung in X- oder Z-Ausrichtung mit sich; nach mehreren Biegungen summieren sich diese Fehler zu sichtbarer Verformung und Nacharbeit.
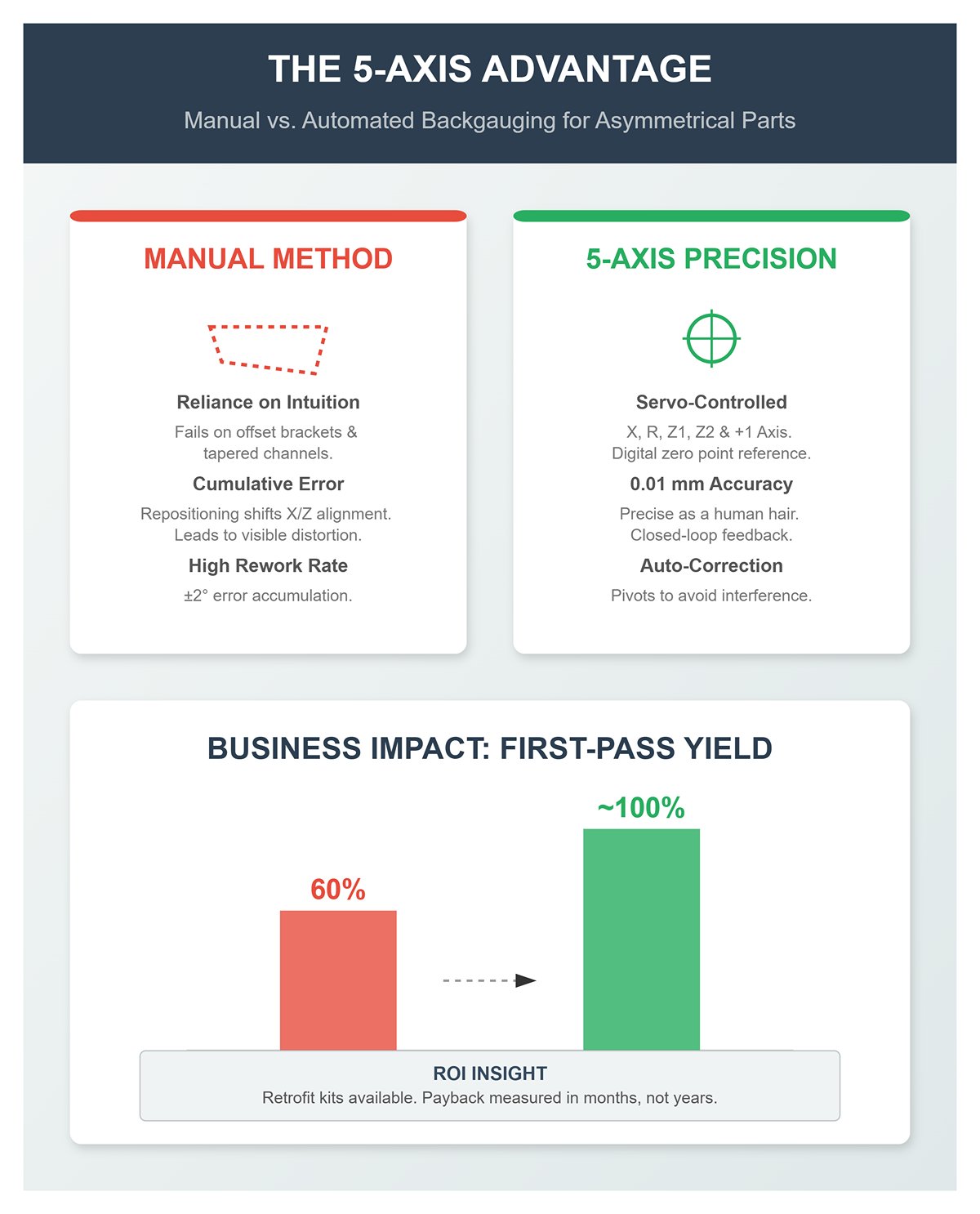
Fünf-Achsen-Hinteranschläge beseitigen diese Abweichungen durch servogesteuerte Präzision auf X (Tiefe), R (Höhe), Z1/Z2 (unabhängige Seitenanschläge) und eine programmierbare “+1”-Achse für zusammengesetzte Winkel. Jede Bewegung bezieht sich auf einen digitalen Nullpunkt und wiederholt sich bis auf 0,01 mm – etwa die Dicke eines menschlichen Haares. Die Maschine korrigiert automatisch für Störungen, indem sie die Anschlagfinger sogar aus dem Weg unregelmäßiger Flansche dreht. Ein geschlossener Regelkreis überprüft die tatsächliche Position und verhindert den ±2°-Fehler, der sich typischerweise bis zum Ende einer Arbeitswoche summiert.
Bei Prototypen ist die Wirkung noch größer. Werkstätten, die kundenspezifische HVAC-Versätze oder asymmetrische Halterungen fertigen, sehen die Erstausbeute von 60% auf nahezu vollständige Annahme steigen, sobald die 5-Achsen-Positionierung eingeführt wird. Nachrüstsätze machen den Schritt auch für ältere mechanische Pressen erreichbar und tauschen Inkonsistenz gegen nachvollziehbare Genauigkeit – mit einer Amortisation, die in Monaten und nicht in Geschäftsjahren gemessen wird.
Selbst ein perfekt positioniertes Blech wird fehlerhaft, wenn der Biegewinkel abweicht. Der Übeltäter ist die Rückfederung – das elastische Zurückschnappen des Metalls nach der Formgebung. Manuelle Bediener gleichen dies aus, indem sie den Pressenstößel tiefer “antippen”, bis der Winkelmesser passt – eine Vorgehensweise, die Variabilität zwischen Schichten oder Materialchargen garantiert. CNC-Formgebung ersetzt diese Intuition durch Mathematik: Sensoren messen in Echtzeit Stempeltiefe, Materialstärke und Presskraft und wenden dann eine berechnete Überbiegung an, sodass der Endwinkel exakt der Spezifikation entspricht.
Diese geschlossene Regelmethode verwandelt das Biegen von einer Schätzung in eine Prozesskontrolle. Während manuelles Nachjustieren mehrere Testhübe erfordern kann, um bei 6061-Aluminium 90° zu erreichen, wendet ein CNC-Controller sofort automatisch eine 2–3°-Überbiegung an, lernt das Materialverhalten und speichert das Ergebnis für den Abruf. Das verhindert das Szenario “einmal gebogen, für immer falsch”, bei dem ein einziger falsch eingeschätzter Hub eine ganze Serie verschrottete. Da das System seinen Hinteranschlag und die Y-Achsen-Tiefe gemeinsam referenziert, kompensiert es gleichzeitig für Werkzeugverschleiß, Wärmeausdehnung oder sogar ein leicht verzogenes Rohblech.
Die Prozesseffizienz folgt der Präzision. Cloud-synchronisierte Steuerungen reduzieren nun Umrüstungen von einer halben Stunde auf wenige Minuten, sodass verschiedene Arbeitsprogramme per Touchscreen geladen werden können. Eine hochwertige Zelle, die über Nacht läuft, kann ohne Bediener eine Abweichung von weniger als 0,01 mm zwischen Start und Ende halten – weil niemand einen Winkel “nachjagen” muss.
Die Wahl einer Biegemethode ist die andere Hälfte der Wiederholgenauigkeit. Luftbiegen dominiert die Produktion, da es eine teilweise Eindringung des Stempels nutzt – wodurch ein Satz Werkzeuge eine Vielzahl von Winkeln liefern kann, einfach durch Variieren der Tiefe. Es ist dreimal schneller einzurichten und benötigt weniger Presskraft als die Vollkontakt-Formung. Kombiniert mit einem reaktionsschnellen 5-Achsen-Anschlag und softwarekompensierter Rückfederung ergibt sich die ideale Konfiguration für alles von 24 ga-Paneelen bis zu 10 ga-Halterungen. Die CNC kann die korrekte Tiefe aus Materialdaten vorhersagen und erspart dem Programmierer empirische Versuche.
Wenn jedoch die Toleranzfenster unter ein halbes Grad schließen oder die Rückfederung mehr als 3° beträgt, Eindrücken lohnt sich. Durch das vollständige Eindrücken des Blechs in die V-Matrize wird die Variable der Rückfederung nahezu vollständig entfernt – auf Kosten der Werkzeugflexibilität. Es ist die richtige Wahl für Prototypen, die absolute Genauigkeit vor einer Produktionssteigerung benötigen. Jeder Hub erfordert, dass die Z1/Z2-Achsen des Hinteranschlags parallel ausgerichtet bleiben, damit beide Seiten der Biegung gleichzeitig Kontakt haben; andernfalls kann ein Drehmomentverzug eine ansonsten perfekte Biegung verformen.
Das Prägen, eine dritte und seltenere Variante, presst das Material für mikroskopische Toleranzen bei Edelstahl oder Luft- und Raumfahrtlegierungen in die gewünschte Form und erfordert etwa die fünffache Formkraft. Seine Relevanz für die allgemeine Fertigung ist begrenzt, verdeutlicht jedoch einen Trend: Je strenger die Toleranzen, desto größer der Bedarf an Servosynchronisation über alle Achsen hinweg.
| Methode | Beschreibung | Vorteile | Wann verwenden | Überlegungen |
|---|---|---|---|---|
| Luftbiegen | Verwendet teilweise Eindringung des Stempels in die Matrize, variierende Tiefe zur Erzeugung unterschiedlicher Winkel. | Schnelles Einrichten (≈3× schneller als Vollkontakt-Formung), geringere Presskraft, flexible Werkzeuge, kompatibel mit 5-Achsen-Anschlag und softwarekompensierter Rückfederung. | Allgemeine Produktion; ideal für Materialien von 24 ga bis 10 ga; wenn moderate Genauigkeit akzeptabel ist. | Abhängig von der Vorhersage der Rückfederung aus Materialdaten; nicht ideal für sehr enge Toleranzen. |
| Bodenbiegen | Drückt das Blech vollständig in die V-Matrize, minimiert die Rückfederung. | Hohe Genauigkeit, minimale Rückfederung, konsistente Ergebnisse. | Prototypen oder Teile, die absolute Genauigkeit erfordern; Toleranzen enger als ±0,5°. | Reduzierte Werkzeugflexibilität; Z1/Z2-Achsen des Hinteranschlags müssen parallel bleiben, um Drehmomentverzug zu verhindern. |
| Prägen | Zerkleinert das Material vollständig in die Matrize für mikroskopische Genauigkeit. | Extrem enge Toleranzen; eliminiert Rückfederung fast vollständig. | Spezialisierte Anwendungen (z. B. Edelstahl oder Luft- und Raumfahrtlegierungen). | Erfordert ≈5× Umformdruck; begrenzte allgemeine Verwendung; erfordert präzise Servosynchronisation über alle Achsen hinweg. |
Die Beseitigung der “Freitagnachmittag”-Schwankung bedeutet nicht, Menschen zu ersetzen – es geht darum, die Bedingungen zu eliminieren, die Konsistenz unmöglich machen. Sobald das System – und nicht der Bediener – die Mathematik von Positionierung und Überbiegung beherrscht, werden Wochenenden für die Qualität irrelevant. Auf dieser Grundlage können Werkstätten endlich von reaktiver Prüfung zu proaktiver Kontrolle übergehen – bereit, die Kapazität zu skalieren, höherwertige Aufträge zu verfolgen oder robotergestützte Beladung zu integrieren, ohne Angst vor kumulierten Fehlern. Die Abkantpresse wird nicht nur zu einem Werkzeug zum Biegen von Metall, sondern zu einem verlässlichen Teil eines digitalen Fertigungsökosystems.
Aluminiums Ruf, “leicht zu biegen” zu sein, bricht zusammen, sobald Genauigkeit ins Spiel kommt. Dieselbe Duktilität, die es ermöglicht, bei niedrigen Drücken zu formen – Streckgrenzen oft im Bereich von 200–350 MPa – erzeugt eine hartnäckige Rückfederung von 2–5° nach dem Lösen aus der Matrize. Der einzige Weg zu wiederholbarer Geometrie ist Kompensation. Hochwertige CNC-Abkantpressen erledigen dies automatisch, mithilfe von Winkelmesslasern und Algorithmen, die die Stempeltiefe in Echtzeit anpassen. Bediener, die nach Gefühl arbeiten, behandeln Rückfederung jedoch als Ratespiel. Sie testen, passen an und überbiegen, bis es irgendwie passt. Dieser Ansatz reicht für Hobbyteile gerade so aus, aber wenn die Toleranzbänder ±0,5° betragen, trennt die Genauigkeit beim ersten Durchlauf Präzisionswerkstätten von Amateuren.
Wenn Sie ein Umformangebot prüfen, fragen Sie nicht, wie günstig der Anbieter ist, sondern ob seine Software die Winkelabweichung während des Prozesses misst. Ein Bediener mit einer kompensierten Presse kann Biegekorrekturen innerhalb einer einzigen Iteration festlegen; einer ohne diese Funktion könnte 15–20 % des Laufmaterials verschwenden. Aluminium deckt diese Fähigkeitslücke sofort auf – besonders bei Legierungen wie 6061 oder 5052, bei denen saubere Oberflächen jedes Versagen bei der Rückfederung sichtbar machen.
Wechselt man von Aluminium zu Edelstahl, setzen die physikalischen Gesetze ihren Preis neu fest. Gewöhnlicher Edelstahl 304 erfordert etwa das 1,5‑fache der Tonnage von Baustahl bei gleicher Dicke. Praktisch bedeutet das: Ein 8‑Fuß‑Bogen mit 1/4‑Zoll Dicke über einer 2‑Zoll‑V‑Matrize benötigt 122 Tonnen bei Baustahl, steigt aber auf über 180 Tonnen bei Edelstahl. Minderwertige Maschinen bewältigen die erste Zahl und scheitern an der zweiten. Eine Unterschätzung ist hier nicht nur theoretisch – sie führt zu Stempelablenkung, die Biegewinkel über ein langes Paneel um mehrere Grad öffnet und bei der Montage von Teilen zu Ausrichtungsfehlern führt.
Exoten wie Titan oder Inconel verstärken den Fehler. Ihre Zugfestigkeiten, oft zwischen 700 und 1200 MPa, können die strukturelle Kapazität einer Presse überschreiten, wenn nicht auf die Länge abgewertet. Deshalb geben seriöse Anbieter Grenzwerte für die Mittellinienbelastung an: verfügbare Gesamttonnage geteilt durch Arbeitsbreite. Alles über 23 Tonnen pro Fuß bei einer 10‑Fuß‑Presse birgt das Risiko von Verwindung oder dauerhafter Rahmenverformung. Wenn eine Werkstatt behauptet, sie könne “es einfach langsamer laufen lassen”, bedeutet das, dass sie die Maschine überlastet und nach Augenmaß anpasst – ein teures Risiko bei Luft- und Raumfahrt- oder Medizinarbeiten. Überprüfen Sie immer die Gerätespezifikation im Vergleich zur Tonnagekurve Ihres Materials, bevor Sie den Auftrag erteilen.
Die Länge verändert alles. Die meisten Allzweckpressen enden bei etwa 10–12 Fuß mit 10–12 Zoll Einstechtiefe. Diese Einschränkung bedeutet, dass jedes Gehäuse oder jeder Kanal, der länger als das Bett oder tiefer als die Einstechtiefe ist, kreative Umgehungen erzwingt: Drehen des Teils während des Prozesses, Aufteilen in kleinere Biegungen oder vollständige Änderung des Designs. Jede Umgehung führt zu Ausrichtungsabweichungen und sichtbaren Spuren. Die einfachste Vorbeugung besteht darin, den Bauteilrahmen an eine dafür gebaute Maschine anzupassen – typischerweise eine CNC‑Presse mit 500 Tonnen oder mehr und verlängerten Gänsehalsstempeln.
Gänsehalswerkzeuge lohnen sich immer dann, wenn die vertikale Freigängigkeit der begrenzende Faktor wird. Tiefe Kästen, Elektronikgehäuse oder Architekturplatten, die sonst den Stempel berühren würden, passen dank ihrer versetzten Geometrie problemlos darunter. Weniger Umdrehungen bedeuten engere Winkelkonstanz und um 30 % kürzere Zyklen. Wenn Sie hören, dass eine Werkstatt “Platz schaffen” kann, indem sie Standardstempel abschleift, nehmen Sie das als Warnsignal: Verändertes Werkzeug verkürzt die Lebensdauer und verschlechtert die Oberflächenqualität.
Bevor Sie ein Angebot annehmen, senden Sie eine Frage, die Kompetenz sofort offenlegt: Laufumformtonnage = 1,42 × σ × S² × L / V. Ein fähiger Lieferant kann reale Zahlen in diese Gleichung einsetzen, die Lasten pro Fuß überprüfen und bestätigen, ob sein Rahmen innerhalb der elastischen Grenzen bleibt. Jeder, der dies nicht spontan berechnen kann, rät – und beim Abkanten ist Raten der teuerste Prozess überhaupt.
Fortgeschrittene Fertiger behandeln diese Berechnungen nicht als Verkaufsrhetorik, sondern als Designzusammenarbeit. Sie prüfen die Länge, Legierung und den Biegeradius Ihres Teils, um die effizienteste Kombination aus Presse, Stempel und Matrize vorzuschlagen. Das ist die Partnerschaft, die Hersteller mit hoher Variantenvielfalt brauchen: physikkompetent, simulationsfähig und selbstbewusst genug, um Lauf‑zu‑Lauf‑Schwankungen in Daten statt Ausschuss zu verwandeln.
Jedes Mal, wenn ein Bediener ein Blechteil während der Formgebung wendet, stoppt der Produktionsfluss. Handhabung, erneutes Einspannen und manuelles Ausrichten des Werkstücks verbrauchen mehr Minuten als das eigentliche Biegen. Werkstätten verfolgen diesen verlorenen Schwung und berechnen entsprechend. Bei Bauteilen mit mehreren Biegungen kann die Reduzierung der Wendungen von zwei oder drei auf null die Zykluszeit um 25–40 % verkürzen. Bei einer Charge von 50 Teilen summiert sich dieser Unterschied zu Stunden eingesparter Arbeitszeit.
Der Schlüssel liegt darin, eine Biegefolge zu entwerfen, die alle Arbeitsschritte von einer Seite aus ermöglicht. Eine 175-Tonnen-Presse mit einem 120-Zoll-Bett kann beispielsweise eine Folge von bis zu zehn Merkmalen über ein 0,090 Zoll dickes 304er Edelstahlblech ohne Umpositionierung luftbiegen. Diese Effizienz hängt davon ab, wie die Zeichnung die Biegefreistellungen und Flanschorientierungen definiert. Wenn gegenüberliegende Schenkel bereits in der Entwurfsphase so gedreht werden können, dass sie in eine Richtung geformt werden, wird die Einrichtung einseitig und kontinuierlich.
Bei längeren Blechen – 10 bis 12 Fuß – wächst der Vorteil. Werkstätten mit mehrachsigen Hinteranschlägen (X-, R- und Z-Achsen) können das Teil automatisch umpositionieren und die Biegungen nacheinander entlang der Länge anordnen, anstatt es manuell zu wenden. Das Vermeiden von Wendungen bei diesen großen Bauteilen kann die stündlichen Handhabungskosten um 50–100 $ senken, das Risiko von Oberflächenkratzern verringern und die Parallelität zwischen den Biegungen verbessern. Für einen Käufer bedeutet das nicht nur Zeitersparnis – sondern auch eine geringere Fehler- und Nacharbeitswahrscheinlichkeit.
Werkzeugbibliotheken für Abkantpressen decken einen begrenzten Bereich von Innenbiegeradien ab. Wenn eine Zeichnung etwas außerhalb dieses Bereichs vorgibt, löst der Auftrag einen Werkzeugwechsel oder eine Sonderwerkzeuggebühr aus. Das kann 200–500 $ für das Schleifen einer Matrize oder einen neuen Einsatz kosten. Wenn man im “Standardbiegeradiusbereich” bleibt – etwa eine Materialstärke (1t) – bleibt man innerhalb des bereits vorhandenen Werkzeugsatzes.
Für die meisten Metalle gilt diese Faustregel: Wenn Sie 16‑Gauge 5052 Aluminium (0,060 Zoll dick) biegen, geben Sie einen Innenradius von 1/16 Zoll an. Das passt in nahezu jede 8°-V-Matrize mit einer Öffnung von 12 × Radius und liefert ein sauberes Profil ohne Werkzeugwechsel. Wenn Sie auf 2t oder 4t wechseln, kann ein Angebot allein durch Werkzeugwechsel und Probeläufe um 15–20 % steigen.
Moderne CAM-Software kennzeichnet nicht standardisierte Radien, bevor die Fertigung beginnt, und vergleicht die DXF-Geometrie mit der Matrizenliste der Werkstatt. Konstruktionsteams, die diese Prüfungen früh einsetzen, erzielen oft zweistellige Einsparungen. Ein Hersteller von HLK-Anlagen erreichte eine Kostenreduzierung von 18 % – über fünf ähnliche Blechteile hinweg – indem er alle Biegeradien auf 1t vereinheitlichte. Die funktionale Änderung des Luftstroms war vernachlässigbar; der Effizienzgewinn war erheblich.
Hier liegt der Wert in der Konsistenz. Jedes Mal, wenn Sie die Zeichnung an den Werkzeugbestand Ihres Lieferanten anpassen, entfernen Sie Variabilität, beschleunigen die Angebotserstellung und verkürzen die Lieferzeit bei wiederholten Aufträgen.
Enge Toleranzen signalisieren Professionalität, aber bei Abkantpressen treiben unnötige Präzision die Kosten in die Höhe, ohne Passung oder Funktion zu verbessern. Luftgebogene Teile – also solche, bei denen der Stempel nicht bis zum Boden der Matrize gedrückt wird – erreichen von Natur aus etwa ±1° Biegewinkelgenauigkeit. ±0,5° erfordert Bodenpressen oder Prägen, was die Tonnage verdoppelt, den Werkzeugverschleiß erhöht und jeden Hub verlängert. Diese Präzision ist sinnvoll bei geschweißten Baugruppen mit exakt passenden Flanschen, aber nicht bei Schutzblechen oder Halterungen, die auf Befestigungsflexibilität setzen.
Die Position von Biegung zu Biegung ist eine weitere häufige Falle. Hinteranschläge der Abkantpresse positionieren wiederholbar auf etwa ±0,005 Zoll; engere Spezifikationen erfordern feines Z-Achsen-Tuning, das pro Werkzeugwechsel zusätzliche Rüstminuten verursacht. Sofern die planare Maßkette im Endprodukt nicht davon abhängt, sind ±0,010 Zoll für die meisten Blechteile ausreichend.
Andere Maße – Schenkellänge, Ebenheit, Innenradius – liegen bereits innerhalb der Material- und Werkzeugtoleranzen. Engere Vorgaben erhöhen meist nur die Prüfzeit und den Dokumentationsaufwand. Bei einem Projekt für ein Gehäuse aus 4130-Stahl senkte allein die Lockerung der Toleranzen von ±0,5°/0,002 Zoll auf ±1°/0,005 Zoll das Angebot von 2.800 $ auf 1.950 $, bei identischer Leistung nach Schweißen und Pulverbeschichtung.
Toleranzkontrolle ist nur dann sinnvoll, wenn sie die Funktion bestimmt. Alles andere misst nur die Geduld der Werkstatt.
Der eigentliche Test: Überprüfen Sie Ihre Zeichnung. Zählen Sie die Wendungen (Ziel: eine oder keine). Stellen Sie sicher, dass jeder Radius höchstens 1t oder 2t beträgt. Reduzieren Sie die Toleranzen auf das funktionale Minimum. Wenn Sie diese aktualisierte Datei zur Angebotsanfrage senden, bitten Sie die Werkstatt, die Biegefolge zu simulieren. Der Vergleich der Angebote “vorher” und “nachher” zeigt die Auswirkungen sofort.
Ein Jahrhundert Entwicklung bei Abkantpressen hat die Grundlagen nicht verändert – die Schwerkraft gewinnt immer, Werkzeuge kosten weiterhin Geld und Minuten bestimmen weiterhin die Marge. Aber klare, fertigungsfreundliche Zeichnungen verwandeln diese Grenzen in Vorteile. Wendungen reduzieren, Radien standardisieren und klug spezifizieren: Zusammen bilden sie einen wiederholbaren Weg zu 20 % Einsparung, ohne den Zweck Ihres Teils zu verändern.
Die einfachste Möglichkeit, ein Risiko zu erkennen, besteht darin, eine einfache Frage zu stellen: “Welche Ausrüstung und welches Umformverfahren werden Sie für mein Teil verwenden?” Wenn der Anbieter weder die Maschinen-Tonnage, die Bettlänge noch den Umformtyp (Luftbiegen, Gesenkbiegen oder Prägen) benennen kann, ist das Gespräch bereits beendet. Präzisionsumformung erfordert Mathematik, nicht Ratespiele, und eine Werkstatt, die “es später herausfindet”, lädt Fehler in Ihren Produktionsplan ein. Ein Anbieter, der seine Maschinen wirklich versteht, wird Details wie “170 Tonnen, 10-Fuß-Bett, CNC-hydraulisch, abwärtswirkende Presse” von sich aus nennen, ohne dass Sie nachfragen müssen. Diese Sicherheit in der Spezifikation ist das erste Zeichen von Kompetenz.
Fragen Sie als Nächstes nach dem Hinteranschlagsystem. Werkstätten mit manuellen Anschlägen oder begrenzter Achssteuerung können keine gleichbleibende Schenkellänge oder Biegeposition garantieren. Wenn sie keine X-R-Z-Steuerung beschreiben oder keine Wiederholgenauigkeit bei Mehrfachbiegeteilen nachweisen können, arbeiten sie nicht nach modernen Standards. Unbeständige Hinteranschläge führen zu variablen Biegewinkeln, unvorhersehbarem Rückfederungsverhalten und Ausschussquoten, die Ihre Marge überschreiten, bevor es jemand bemerkt.
Qualitätskontrolle ist der dritte Filter. Jeder Anbieter, der bei der ISO-Zertifizierung ins Stocken gerät oder nicht erklären kann, wie er die Maßgenauigkeit der Teile überprüft, betreibt kein Qualitätsmanagement – er reagiert nur auf Fehler, nachdem sie aufgetreten sind. Erwarten Sie, dass von CMM-Überprüfung (Koordinatenmessmaschine), Oberflächenrauheitsprüfung oder Kontrollplänen gemäß ISO 9001:2015 die Rede ist. Fehlen diese Systeme, ist Ihr Erstmuster ein Münzwurf.
Seien Sie schließlich vorsichtig bei Anbietern, die sich gegen eine Erstmusterprüfung. wehren. Zuverlässige Partner wissen, dass sich verschiedene Legierungen unterschiedlich biegen – 304 Edelstahl ist nicht 5052 Aluminium – und bestehen darauf, ihre Einrichtung zu validieren, bevor sie in Serie gehen. Eine Weigerung, ein Muster mit Ihrem tatsächlichen Material zu biegen, zeigt, dass die Werkstatt Prozessvalidierung nicht schätzt. Das Gespräch endet hier.
Beim Abkanten gewinnt oft der günstigste Bieter den Auftrag und verliert Ihr Material. Ein billiges Angebot verbirgt meist nicht sichtbare Kosten: Nacharbeit, Ausschuss, Lieferverzögerungen und Produktionsstillstand. Wenn eine Werkstatt keine Simulationssoftware hat, um Biegesequenzen virtuell zu testen, bietet sie blind an. Der erste Durchlauf wird zu ihrem Experiment – auf Ihre Kosten. Anbieter, die die Umformung im Voraus simulieren, kalkulieren etwas höher, weil sie die Geometrie bereits gelöst haben; ihre höhere Erstpassquote (>98%) beweist, dass Kostenkontrolle im Voraus stattfindet, nicht im Nachhinein.
Wahre Wirtschaftlichkeit entsteht durch Fähigkeitskonsolidierung, nicht durch Rabattpreise. Eine Werkstatt, die Schneiden, Biegen und Montieren unter einem Dach anbietet, reduziert Logistikverzögerungen und erkennt Probleme, bevor sie sich in den nächsten Prozess ausbreiten. Der Unterschied liegt in der Rückverfolgbarkeit: Wenn ein Biegevorgang in einer integrierten Einrichtung schiefgeht, erfolgt die Korrektur, bevor Pulverbeschichtung oder Montage beginnen. Passiert es bei einem Subunternehmer, erfahren Sie es erst Tage später – an fertigen Produkten.
Materialerfahrung ist das letzte Unterscheidungsmerkmal. Ein Anbieter, der 5052- und 6061-Aluminium zum gleichen Preis anbietet, ohne nach Härte oder Faserrichtung zu fragen, betreibt keine Ingenieurarbeit – er spielt. Die Umformkraft für 6061-T6 ist bei gleicher Dicke etwa doppelt so hoch wie für 5052-H32. Das ist wichtig, weil die Korrektur des Rückfederwinkels von einer präzisen Y-Achsen-Tiefensteuerung abhängt. Die gleiche Physik, die ein Angebot in Excel günstig erscheinen lässt, macht es teuer in Ihrer Ausschusskiste.
Fordern Sie vor der Auftragsvergabe ein simulationsgestütztes Angebot. an. Die richtige Werkstatt importiert Ihre DXF-Datei, definiert Biegelinien, führt Tonnage- und Sequenzanalysen durch und zeigt die vorhergesagte Rückfederungskompensation. Dieser visuelle Nachweis zeigt zwei entscheidende Dinge: dass ihre Maschine Ihr Teil physisch verarbeiten kann und dass ihre Bediener den Umformweg verstehen. Ein mündliches “Wir können das” ist wertlos; datengestützte Validierung ist die Trennlinie zwischen einem Anbieter und einem Partner.
Fordern Sie dann, dass ihre Der Probelauf verwendet Ihr tatsächliches Material. Das Biegen eines Ersatzblechs macht den Test vollständig ungültig, da sich das Verhalten der Legierung auf das Rückfederungsergebnis auswirkt. Bestehen Sie auf Ihrer Legierung, Dicke und Härte – genau so, wie Sie es in der Produktion verwenden werden. Der Aufwand für den Lieferanten beträgt Minuten; der Nutzen für Sie ist Gewissheit.
Definieren Sie den Erfolg, bevor das Metall jemals das Werkzeug berührt. Akzeptanzkriterien dokumentieren— Ebenheitstoleranz, Flanschlänge, Radius, Oberflächenbeschaffenheit — und sicherstellen, dass beide Seiten dies schriftlich bestätigen. Diese schriftliche Klarheit beseitigt den subjektiven Moment “für uns sieht es gut aus”, der Lieferantenbeziehungen entgleisen lässt. Messen Sie während des Probelaufs mehrere Muster. Wenn die Y-Achsen-Tiefenkontrolle bei zehn Biegungen um mehr als 0,01 mm variiert, muss die Abkantpresse kalibriert werden oder der Bediener verfügt nicht über die richtige Einrichtungsdokumentation.
Bestätigen Sie abschließend, dass die Maschine die nötige Kraft für Ihren Auftrag hat. Abkantpressen folgen der Physik, nicht dem Optimismus. Die Tonnage-Formel – (575 × Dicke² × Länge) / (Gesenkbreite × 1000) – zeigt, ob eine Maschine Ihr Teil sicher und präzise biegen kann. Ein Anbieter, der diese Berechnung nicht durchführt oder das Thema meidet, ist für Ihr Projekt unterdimensioniert, unabhängig von der angegebenen Lieferzeit.
Eine CNC-Abkantpresse ist nicht nur eine Maschine – sie ist ein Wahrheitsdetektor. Jede Spezifikation, die ein Anbieter nicht nennen kann, jede Simulation, die er überspringt, jede Antwort “wir probieren es” zeigt, ob er ein Partner oder ein potenzieller Ausfallpunkt ist. Der wahre Moment der Kontrolle ist nicht, wenn der Stempel das Blech berührt, sondern wenn Sie entscheiden, wer diesen Stempel in der Hand hält.


















