

L’opérateur de la presse se penche sur une pièce déformée, plissant les yeux devant un rapporteur numérique affichant 87,6°. Le plan indique 88,0°. “ C’est suffisant ”, marmonne-t-il. Des heures plus tard, ces quelques dixièmes de degré se répercutent sur la ligne d’assemblage : trous mal alignés, soudures refaites, délais qui glissent. La station de pliage n’est pas juste une étape de plus ; c’est le point décisif pour tout votre planning de fabrication. Et dans la plupart des ateliers, ce point critique fonctionne sur l’espoir et l’habitude plutôt que sur la précision et la prévisibilité.
Chaque fabricant connaît la douleur des retouches — mais peu en identifient la véritable cause : des plis “ suffisamment bons ” sur des géométries complexes. Les méthodes manuelles reposent sur l’expérience et le ressenti, mais l’expérience ne peut compenser les incohérences au niveau micro qui s’accumulent sous des tolérances serrées. Les pièces à multiples brides sont particulièrement impitoyables ; une déviation de 0,5° sur chaque pli peut transformer une base autrefois plane en cauchemar bancal. Les ateliers qui cherchent à augmenter le débit avec des presses manuelles brûlent discrètement des centaines d’heures de travail à corriger ce qui aurait pu être évité dès le départ.
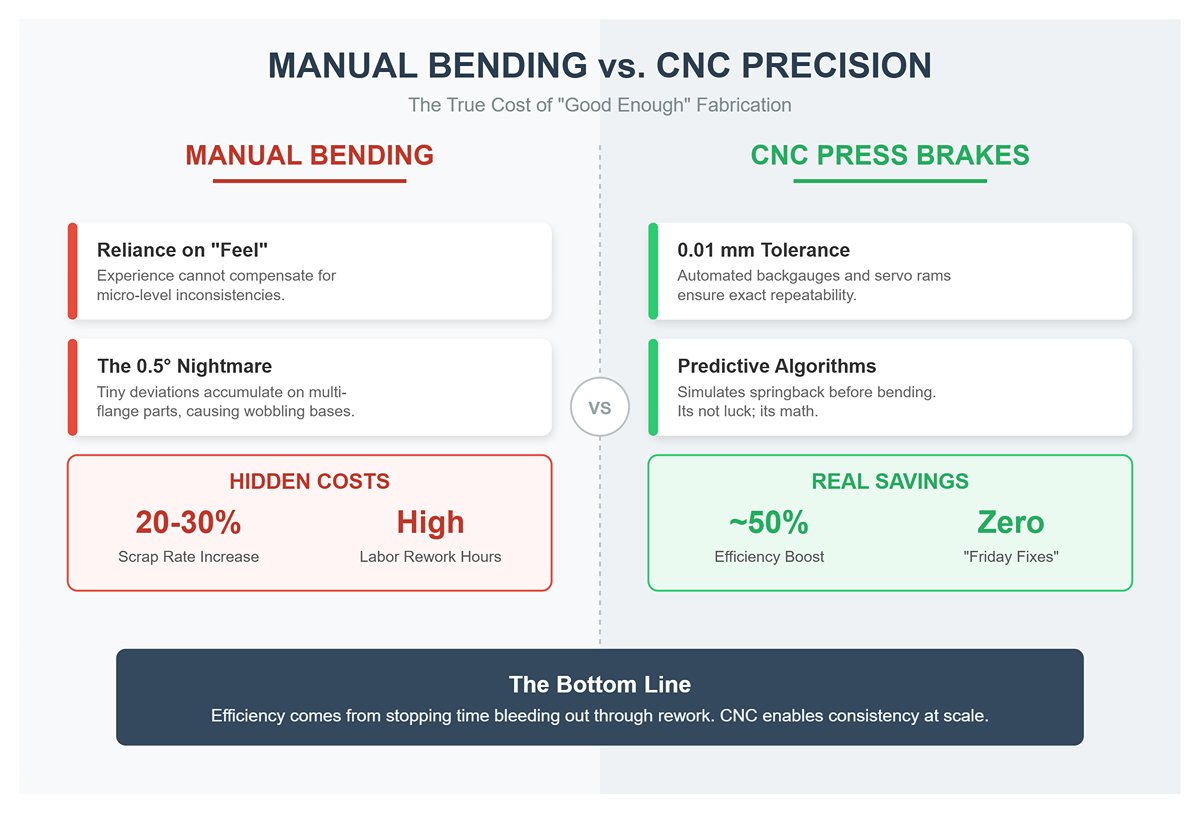
Les presses plieuses CNC éliminent cette incertitude. Leurs butées arrière automatisées et leurs vérins servo-commandés maintiennent une tolérance de 0,01 mm, répétant des séquences exactes même sur des milliers de cycles. Cela se traduit par moins de rejets, moins de retouches de meulage et moins de “ réparations du vendredi ” qui épuisent les budgets d’heures supplémentaires. Les études suivant l’adoption des CNC montrent des gains d’efficacité approchant 50%, non pas parce que les machines fonctionnent plus vite, mais parce qu’elles empêchent le temps de s’écouler en retouches. Les véritables économies viennent de la constance — un niveau qu’aucun œil ni main humaine ne peut reproduire à grande échelle.
Le coût caché du pliage manuel se cumule aussi en matière gaspillée. Les opérateurs contraints de compenser le retour élastique ou la dérive d’angle plient souvent trop, pour ensuite réajuster. Les taux de rebut grimpent de 20 à 30%, et le petit “ ajustement ” devient une perte de feuille entière. Les algorithmes prédictifs des CNC simulent le retour élastique avant même que le poinçon ne bouge, préprogrammant les angles de surpliage pour que chaque pièce soit conforme dès la première fois. Ce n’est pas de la chance ; c’est des mathématiques, exécutées à la précision du micron.
Les responsables de fabrication ont tendance à mesurer les arrêts en heures. Les plus avisés les mesurent en réputation. Un goulot d’étranglement à la station de pliage ne fait pas que mettre les machines à l’arrêt — il retarde les livraisons, reporte la facturation et érode la confiance des clients. Les presses hydrauliques perdent environ 1,2% d’efficacité par heure à mesure que l’huile chauffe, obligeant les opérateurs à faire des pauses même pendant que l’horloge tourne. Sur un poste de huit heures, cette baisse se traduit par >10% de production perdue. À l’inverse, les systèmes CNC tout électriques maintiennent plus de 88% d’efficacité en fonctionnement continu, leur stabilité thermique étant garantie par des contrôles en boucle fermée.
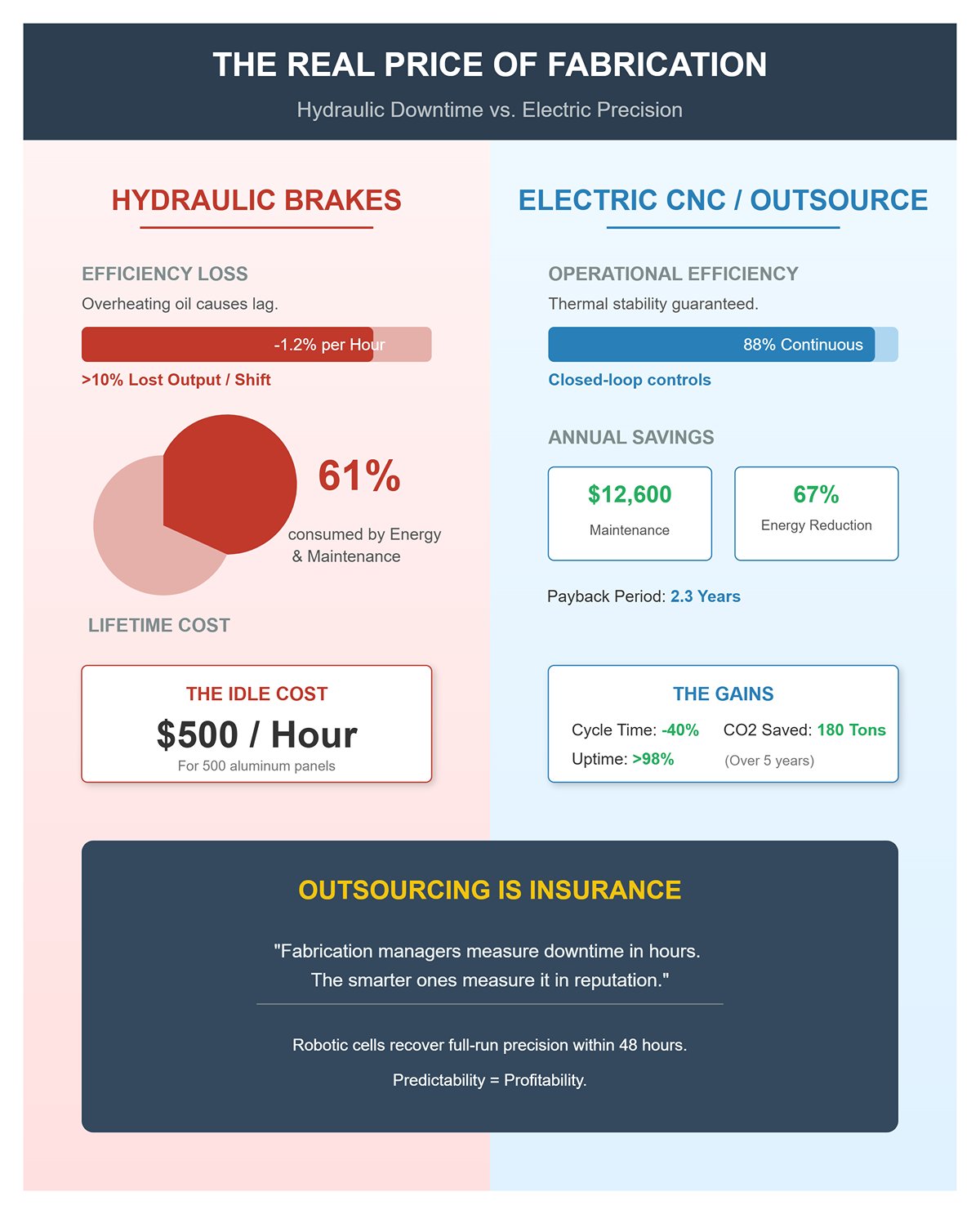
Les calculs financiers sont tout aussi révélateurs. Les presses hydrauliques consomment 61% de leur coût de vie en énergie et maintenance. Passer à l’électrique CNC réduit le retour sur investissement à environ 2,3 ans, avec des économies annuelles de maintenance moyennes de $12 600 et des réductions d’énergie proches de 67%. Pour des opérations pliant 500 panneaux en aluminium, le temps d’arrêt seul peut atteindre $500 par heure. Externaliser vers un atelier CNC qui combine des flux de travail de simulation à expédition élimine ce coût d’arrêt et retrouve une précision de production complète en 48 heures.
En fin de compte, externaliser la précision n’est pas une dépense — c’est une assurance contre l’imprévisible. Les séries à grand volume voient les temps de cycle chuter de 40% lorsque des cellules robotisées gèrent automatiquement les changements d’outillage. La maintenance prédictive et la surveillance pilotée par l’IoT maintiennent la disponibilité au-dessus de 98%, réduisant drastiquement le risque de retards imprévus. Même l’impact environnemental s’améliore : chaque presse électrique peut éviter plus de 180 tonnes de CO₂ sur cinq ans de service continu. Précision, vitesse et durabilité convergent là où se trouvait votre goulot d’étranglement. Dès que vous cessez de vous contenter du “ suffisamment bon ”, la fabrication devient prévisible — et la rentabilité suit.
Les butées arrière manuelles échouent précisément là où commence la conception moderne de tôles — sur des pièces irrégulières et asymétriques où la géométrie change d’une bride à l’autre. Les opérateurs expérimentés peuvent souvent “ sentir ” un réglage reproductible pour des plis simples, mais cette intuition s’effondre dès que des supports décalés, des canaux coniques ou des séquences de brides imbriquées entrent en jeu. Chaque repositionnement manuel introduit un léger décalage en alignement X ou Z ; après plusieurs plis, ces erreurs s’accumulent en distorsions visibles et en retouches.
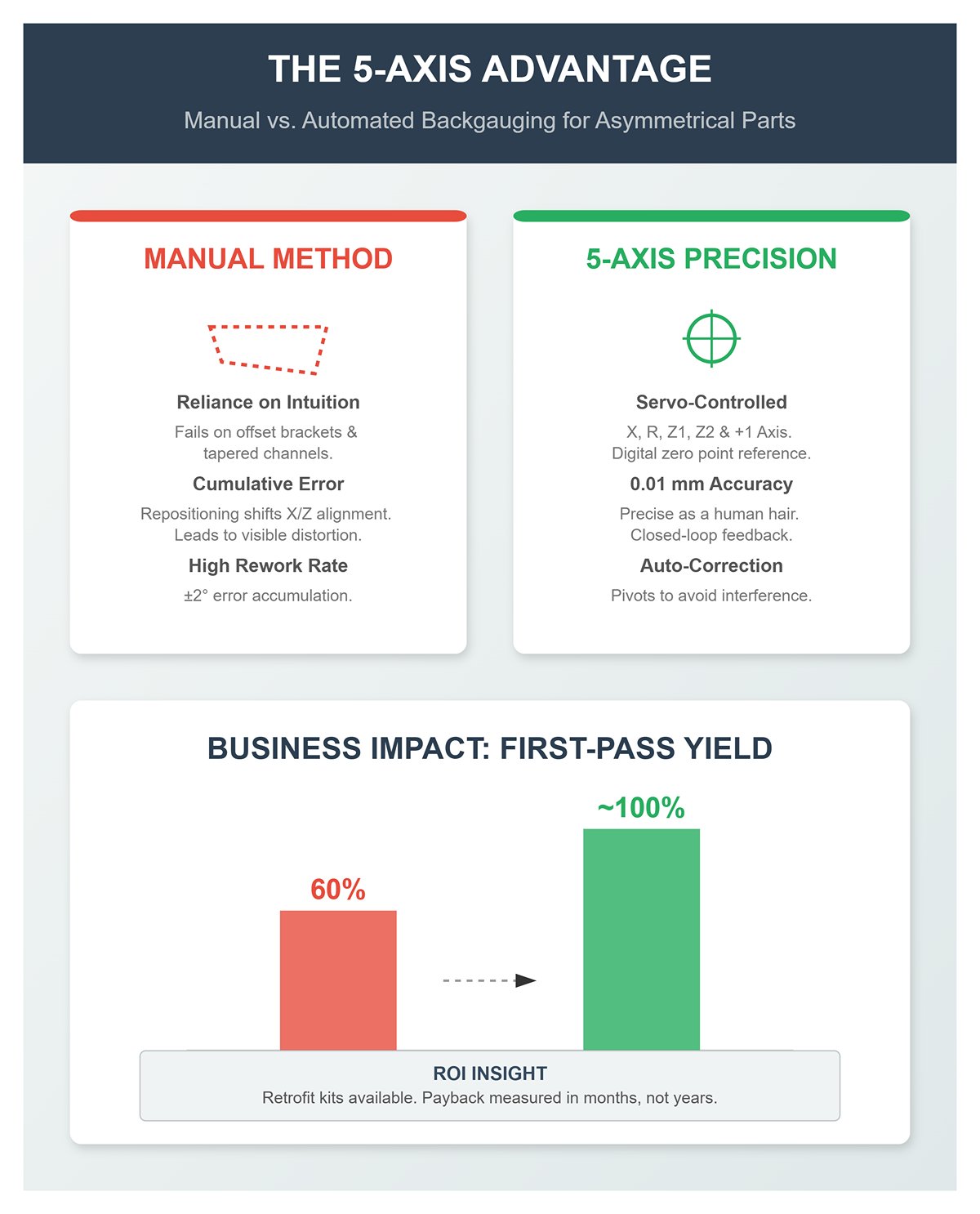
Le butage arrière cinq axes élimine cette dérive grâce à une précision servo-commandée sur X (profondeur), R (hauteur), Z1/Z2 (butées latérales indépendantes) et un axe “ +1 ” programmable pour les angles composés. Chaque mouvement se réfère à un point zéro numérique, répétant à 0,01 mm près — soit l’épaisseur d’un cheveu humain. La machine corrige automatiquement les interférences, pivotant même les doigts de butée hors des brides irrégulières. Un système de rétroaction en boucle fermée vérifie la position réelle, empêchant l’erreur cumulative de ±2° qui apparaît généralement à la fin de la semaine de l’opérateur.
Pour les prototypes, l’impact est encore plus important. Les ateliers produisant des décalages HVAC sur mesure ou des supports asymétriques voient le rendement au premier passage passer de 60% à presque l’acceptation totale une fois le positionnement 5 axes adopté. Les kits de modernisation rendent ce saut accessible aux anciennes presses mécaniques, échangeant l’inconstance contre une précision traçable et un retour sur investissement mesuré en mois, et non en années fiscales.
Même une tôle parfaitement positionnée échouera si l’angle de pliage dérive. Le coupable est le retour élastique — le rebond du métal après formage. Les opérateurs manuels compensent en “ tapant ” le vérin plus profondément jusqu’à ce que le rapporteur d’angle semble correct, une approche qui garantit une variabilité selon les équipes ou les lots de matériaux. Le formage CNC remplace cette intuition par des calculs : des capteurs mesurent la profondeur du poinçon, l’épaisseur du matériau et la force en temps réel, puis appliquent un surpliage calculé pour que l’angle final soit exactement conforme aux spécifications.
Cette méthode en boucle fermée transforme le pliage de l’approximation en contrôle de processus. Là où un ajustement manuel peut nécessiter plusieurs essais pour atteindre 90° sur de l’aluminium 6061, un contrôleur CNC applique immédiatement un surpliage de 2 à 3° automatiquement, apprend le comportement du matériau et enregistre le résultat pour rappel. Cela élimine le scénario “ plié une fois, raté pour toujours ”, où un seul coup mal évalué mettait au rebut toute une série. Comme le système se réfère simultanément à sa butée arrière et à la profondeur de l’axe Y, il compense en même temps l’usure de l’outil, la dilatation thermique ou même une tôle légèrement déformée.
L’efficacité du processus suit la précision. Les contrôleurs synchronisés via le cloud réduisent désormais les changements de configuration de une demi-heure à quelques minutes seulement, permettant de charger différents programmes de travail d’une simple pression sur l’écran tactile. Une cellule haut de gamme fonctionnant toute la nuit peut maintenir une variation inférieure à 0,01 mm entre le début et la fin sans opérateur présent—car elle n’a pas besoin que quelqu’un “ poursuive ” un angle.
Le choix d’une méthode de pliage est l’autre moitié de la répétabilité. Pliage en l’air domine la production car elle utilise une pénétration partielle du poinçon—permettant à un seul jeu d’outillage de produire une gamme d’angles simplement en variant la profondeur. La mise en place est trois fois plus rapide et consomme moins de tonnage que le formage en contact complet. Associez cela à une butée arrière réactive à 5 axes et à une compensation logicielle du retour élastique, et vous obtenez la configuration idéale pour tout, des panneaux de 24 ga aux supports de 10 ga. La CNC peut prédire la profondeur correcte à partir des données du matériau, évitant au programmeur des essais empiriques.
Cependant, lorsque les fenêtres de tolérance se resserrent en dessous d’un demi-degré ou que le retour élastique dépasse 3°, écrasement complet prend tout son sens. En pressant complètement la tôle dans la matrice en V, l’écrasement complet élimine presque entièrement la variable du retour élastique—au détriment de la flexibilité de l’outillage. C’est le bon choix pour les prototypes nécessitant une précision absolue avant une montée en production. Chaque frappe exige que les axes Z1/Z2 de la butée arrière maintiennent un alignement parallèle afin que les deux côtés du pli soient en contact simultanément ; sinon, une torsion due au couple peut déformer un pli autrement parfait.
Le matriçage, troisième variante plus rare, écrase le matériau pour obtenir des tolérances microscopiques sur les alliages inoxydables ou de qualité aéronautique, nécessitant environ cinq fois la pression de formage. Sa pertinence pour la fabrication générale est limitée mais illustre une tendance : à mesure que la rigueur des tolérances augmente, le besoin de synchronisation servo sur tous les axes augmente également.
| Méthode | Description | Avantages | Quand l’utiliser | Considérations |
|---|---|---|---|---|
| Pliage par l’air | Utilise une pénétration partielle du poinçon dans la matrice, en variant la profondeur pour produire différents angles. | Mise en place rapide (≈3× plus rapide que le formage en contact complet), tonnage réduit, outillage flexible, compatible avec une butée arrière à 5 axes et une compensation logicielle du retour élastique. | Production générale ; idéal pour les matériaux de 24 ga à 10 ga ; lorsque la précision modérée est acceptable. | Dépend de la prédiction du retour élastique à partir des données du matériau ; pas idéal pour des tolérances très strictes. |
| Pliage en fond de matrice | Presse complètement la tôle dans la matrice en V, minimisant le retour élastique. | Haute précision, retour élastique minimal, résultats constants. | Prototypes ou pièces nécessitant une précision absolue ; tolérances plus strictes que ±0,5°. | Flexibilité réduite de l’outillage ; les axes Z1/Z2 de la butée arrière doivent rester parallèles pour éviter la torsion due au couple. |
| Frappe (Coining) | Écrase complètement le matériau dans la matrice pour une précision microscopique. | Tolérances extrêmement serrées ; élimine presque entièrement le retour élastique. | Applications spécialisées (par ex., alliages inoxydables ou aérospatiaux). | Nécessite ≈5× la pression de formage ; usage général limité ; exige une synchronisation servo précise sur tous les axes. |
Éliminer la variance du “ vendredi après-midi ” ne consiste pas à remplacer les personnes — il s’agit de concevoir pour supprimer les conditions qui rendent la constance impossible. Une fois que le système, et non l’opérateur, maîtrise les calculs de positionnement et de sur‑pliage, les week‑ends deviennent sans importance pour la qualité. À partir de cette base, les ateliers passent enfin de l’inspection réactive au contrôle proactif — prêts à augmenter la capacité, à viser des contrats à plus forte valeur ajoutée ou à intégrer un chargement robotisé sans craindre l’erreur accumulée. La presse plieuse devient non seulement un outil pour plier le métal, mais une partie fiable d’un écosystème de fabrication numérique.
La réputation de l’aluminium comme étant “ facile à plier ” s’effondre lorsque la précision entre en jeu. La même ductilité qui permet de le former à basse pression — résistance à la traction souvent dans la plage de 200 à 350 MPa — produit un retour élastique tenace de 2 à 5° après libération de la matrice. La seule voie vers une géométrie reproductible est la compensation. Les presses plieuses CNC haut de gamme le font automatiquement, grâce à des lasers de mesure d’angle et des algorithmes qui ajustent la profondeur du poinçon en temps réel. Les opérateurs travaillant au ressenti, eux, considèrent le retour élastique comme une estimation. Ils testent, ajustent et sur‑plient jusqu’à ce que cela semble correct. Cette approche peut passer pour des pièces de loisir, mais lorsque les tolérances sont de ±0,5°, la précision dès la première série distingue les ateliers de précision des amateurs.
Lorsque vous examinez un devis de formage, ne demandez pas à quel point le fournisseur est bon marché, mais si son logiciel mesure la déviation angulaire au fur et à mesure. Un opérateur avec une plieuse compensée peut établir des corrections de pliage en une seule itération ; sans cela, il peut gaspiller 15 à 20 % du matériau de production. L’aluminium met en évidence cet écart de compétence instantanément — surtout sur les alliages 6061 ou 5052 où les finitions de surface impeccables rendent chaque défaut de retour élastique visible.
Passez de l’aluminium à l’inox, et la physique réimpose son coût. L’inox 304 courant exige environ 1,5 fois le tonnage de l’acier doux à épaisseur égale. Concrètement, un pli de 8 pieds sur un quart de pouce, sur une matrice en V de 2 pouces, nécessite 122 tonnes pour l’acier doux mais dépasse 180 tonnes pour l’inox. Les machines moins puissantes gèrent le premier chiffre et échouent au second. La sous‑estimation ici n’est pas théorique — elle provoque une déflexion du vérin qui ouvre les angles de pliage de plusieurs degrés sur un panneau long, entraînant des erreurs d’alignement lors de l’assemblage des pièces.
Les exotiques comme le titane ou l’Inconel amplifient l’erreur. Leurs résistances à la traction, souvent entre 700 et 1200 MPa, peuvent dépasser la capacité structurelle d’une plieuse si elles ne sont pas réduites en fonction de la longueur. C’est pourquoi les fournisseurs sérieux précisent les limites de charge sur la ligne centrale : tonnage total disponible divisé par la largeur utile. Tout ce qui dépasse 23 tonnes par pied sur une plieuse de 10 pieds risque de provoquer une torsion ou une déformation permanente du bâti. Quand un atelier affirme qu’il peut “ simplement travailler plus lentement ”, il veut dire qu’il va surcharger la machine et ajuster à l’œil — un pari coûteux pour des travaux aérospatiaux ou médicaux. Vérifiez toujours la capacité nominale de leur équipement par rapport à la courbe de tonnage de votre matériau avant de passer commande.
La longueur change tout. La plupart des plieuses polyvalentes plafonnent autour de 10 à 12 pieds avec des profondeurs de col de 10 à 12 pouces. Cette contrainte signifie que toute enceinte ou canal plus long que le lit — ou plus profond que le col — impose des solutions créatives : rotation de la pièce en cours de processus, découpe en plis plus petits ou modification complète du design. Chaque solution introduit une déviation d’alignement et des marques visibles. La prévention la plus simple consiste à adapter l’encombrement de la pièce à une machine conçue pour cela — typiquement une plieuse CNC de 500 tonnes ou plus avec poinçons col de cygne allongés.
Les outils col de cygne se justifient dès que le dégagement vertical devient le facteur limitant. Les boîtes profondes, boîtiers électroniques ou panneaux architecturaux qui heurteraient autrement le corps du poinçon passent facilement grâce à sa géométrie décalée. Moins de retournements signifient une constance angulaire plus serrée et des cycles 30 % plus courts. Si vous entendez qu’un atelier “ peut faire de la place ” pour une forme profonde en meulant des poinçons standards, considérez cela comme un signal d’alarme : un outillage modifié réduit la durée de vie et dégrade la qualité de surface.
Avant d’accepter un devis, envoyez une question qui révèle instantanément la compétence : Tonnage de formage en production = 1,42 × σ × S² × L / V. Un fournisseur compétent peut insérer des valeurs réelles dans cette équation, vérifier les charges par pied et confirmer si leur bâti peut rester dans les limites élastiques. Quiconque ne peut pas le calculer de mémoire devine — et dans le formage sur presse plieuse, deviner est le processus le plus coûteux de tous.
Les fabricants avancés considèrent ces calculs non pas comme de la rhétorique commerciale mais comme une collaboration de conception. Ils examineront la longueur, l’alliage et le rayon de pliage de votre pièce pour proposer la combinaison la plus efficace de plieuse, poinçon et matrice. C’est le partenariat dont les fabricants à forte diversité ont besoin : maîtrisant la physique, équipés pour la simulation et suffisamment confiants pour transformer la variabilité d’une série à l’autre en données plutôt qu’en rebut.
Chaque fois qu’un opérateur retourne une pièce de tôle pendant le formage, le flux de production s’arrête. La manipulation, le re‑bridage et l’alignement manuel de la pièce prennent plus de minutes que le pliage lui‑même. Les ateliers suivent cette perte de rythme et facturent en conséquence. Sur des composants à plis multiples, réduire les retournements de deux ou trois à zéro peut réduire le temps de cycle de 25 à 40 %. Sur un lot de 50 pièces, cette différence se traduit par des heures de main‑d’œuvre économisées.
La clé est de concevoir une séquence de pliage permettant toutes les opérations depuis un seul côté. Une presse de 175 tonnes avec un banc de 120 pouces, par exemple, peut plier à l’air une séquence allant jusqu’à dix caractéristiques sur une tôle inox 304 de 0,090 pouce d’épaisseur sans repositionnement. Cette efficacité dépend de la façon dont le plan définit les dégagements de pli et l’orientation des brides. Si les jambes opposées peuvent être pivotées au stade de la conception pour être formées dans une seule direction, la configuration devient unilatérale et continue.
Sur des tôles plus longues — 10 à 12 pieds — l’avantage augmente. Les ateliers équipés de butées arrière multi‑axes (axes X, R et Z) peuvent repositionner la pièce automatiquement, en imbriquant les plis successifs le long de la longueur au lieu de retourner manuellement. Éviter les retournements sur ces grands composants peut réduire les coûts de manutention horaire de 50 à 100 $, diminuer le risque de rayures de surface et améliorer le parallélisme entre les plis. Pour un acheteur, ce n’est pas seulement du temps gagné — c’est aussi une réduction des risques d’erreurs et de retouches.
Les bibliothèques d’outillage de presses plieuses couvrent une gamme finie de rayons intérieurs de pli. Lorsqu’un plan spécifie quelque chose au‑delà de cette gamme, le travail déclenche un changement de configuration ou des frais d’outillage sur mesure. Cela peut coûter de 200 à 500 $ pour la rectification d’une matrice ou un nouvel insert. Rester dans la “ zone de rayon de pli standard ” — environ une épaisseur de matériau (1t) — vous maintient dans l’ensemble d’outils déjà disponible sur le plancher.
Pour la plupart des métaux, cette règle empirique s’applique : si vous pliez de l’aluminium 5052 de calibre 16 (0,060 pouce d’épaisseur), indiquez un rayon intérieur de 1/16 pouce. Il s’adapte à presque toute matrice en V à 8° configurée avec une ouverture de 12 fois le rayon, offrant un profil net sans changement d’outillage. Passez à 2t ou 4t, et un devis peut augmenter de 15 à 20 % uniquement à cause des échanges d’outils et des essais de pliage.
Les logiciels modernes de FAO signalent les rayons non standards avant le début de la fabrication, en comparant la géométrie DXF au tableau des matrices de l’atelier. Les équipes de conception qui utilisent ces vérifications tôt constatent souvent des économies à deux chiffres. Un fabricant CVC a réalisé une réduction de coûts de 18 % — sur cinq pièces similaires en tôle — en consolidant tous les rayons de pli à 1t. Le changement fonctionnel sur le flux d’air était négligeable ; le gain d’efficacité était considérable.
La constance est précieuse ici. Chaque fois que vous alignez le plan sur l’inventaire d’outillage de votre fournisseur, vous éliminez la variabilité, accélérez l’établissement du devis et réduisez le délai sur les séries répétées.
Des tolérances serrées reflètent le professionnalisme, mais dans le travail de presse plieuse, une précision inutile augmente les coûts sans améliorer l’ajustement ou la fonction. Les pièces pliées à l’air — formées sans écraser le poinçon dans la matrice — tiennent naturellement une précision d’angle de pli d’environ ±1°. Spécifier ±0,5° exige un écrasement ou un matriçage, ce qui double la tonnage, augmente l’usure des matrices et prolonge chaque course. Cette précision a du sens sur les ensembles soudés nécessitant des brides d’accouplement exactes, mais pas sur des carters ou des supports qui reposent sur une flexibilité de fixation.
La localisation de pli à pli est un autre piège courant. Les butées arrière de presse plieuse se positionnent de manière répétable à environ ±0,005 pouce ; des spécifications plus serrées nécessitent un réglage fin de l’axe Z qui ajoute des minutes de configuration par changement d’outil. À moins que l’accumulation planaire dans le produit final n’en dépende, ±0,010 pouce suffit pour la plupart des pièces en tôle.
D’autres dimensions — longueur de jambe, planéité, rayon intérieur — sont déjà comprises dans les tolérances du matériau et de l’outil. Des déclarations plus serrées ajoutent surtout du temps d’inspection et de la paperasse de justification. Sur un projet de boîtier en acier 4130, simplement détendre les tolérances de ±0,5°/0,002 pouce à ±1°/0,005 pouce a réduit le devis de 2 800 $ à 1 950 $, avec des performances identiques après soudage et peinture en poudre.
Le contrôle des tolérances n’a de sens que lorsqu’il régit la fonction. Tout le reste ne mesure que la patience de l’atelier.
Le vrai test : auditez votre dessin. Comptez les retournements (visez un ou aucun). Vérifiez que chaque rayon correspond à 1t ou au maximum 2t. Réduisez les tolérances au minimum fonctionnel. Lorsque vous envoyez ce fichier mis à jour pour un devis, demandez à l’atelier de simuler la séquence de pliage. Comparer les devis “ avant ” et “ après ” révèle immédiatement l’impact.
Un siècle d’évolution de la presse plieuse n’a pas changé les fondamentaux — la gravité gagne toujours, l’outillage coûte toujours de l’argent, et les minutes définissent toujours la marge. Mais des plans clairs et adaptés à la fabrication transforment ces limites en atouts. Réduisez les retournements, standardisez les rayons et spécifiez intelligemment : ensemble, ils forment un chemin reproductible vers des économies de 20 % sans toucher à la fonction de votre pièce.
La façon la plus simple de repérer un risque est de poser une seule question : “ Quel équipement et quelle méthode de formage allez-vous utiliser pour ma pièce ? ” Si le fournisseur ne peut pas nommer la capacité en tonnes de sa machine, la longueur de la table ou le type de formage (pliage à l’air, pliage en fond de matrice ou matriçage), l’appel est déjà terminé. Le formage de précision nécessite des calculs, pas des suppositions, et un atelier qui “ verra plus tard ” invite l’erreur dans votre planning de production. Un fournisseur qui connaît vraiment ses machines donnera spontanément des détails — “ 170 tonnes, table de 10 pieds, CNC hydraulique, presse plieuse à descente ” — sans que vous ayez à le lui demander. Cette maîtrise des spécifications est le premier signe de compétence.
Ensuite, demandez des informations sur le système de butée arrière. Les ateliers utilisant des butées manuelles ou un contrôle d’axes limité ne peuvent pas garantir une longueur de bride ou une position de pliage constantes. S’ils ne peuvent pas décrire le contrôle X-R-Z ou démontrer la répétabilité sur des pièces à plis multiples, ils ne travaillent pas selon les normes modernes. Des butées arrière incohérentes entraînent des angles de pliage variables, un retour élastique imprévisible et des taux de rebut qui dépassent votre marge avant que quiconque ne s’en aperçoive.
Le contrôle qualité est le troisième filtre. Tout fournisseur qui hésite sur la certification ISO ou ne peut pas expliquer comment il mesure la précision des pièces ne gère pas la qualité — il réagit aux défauts après coup. Attendez-vous à entendre parler de vérification par MMC (machine à mesurer tridimensionnelle), de tests de rugosité de surface ou de plans de contrôle conformes à l’ISO 9001:2015. L’absence de ces systèmes signifie que votre première pièce est un pari.
Enfin, méfiez-vous des fournisseurs qui refusent un essai de première pièce. Les partenaires fiables savent que différents alliages se plient différemment — l’acier inoxydable 304 n’est pas l’aluminium 5052 — et ils insisteront pour valider leur réglage avant de lancer la production. Refuser de plier un échantillon avec votre matériau réel indique que l’atelier ne valorise pas la validation du processus. L’appel se termine là.
Dans le travail de presse plieuse, le soumissionnaire le moins cher remporte souvent le marché et perd votre matériau. Un devis bas cache généralement des coûts invisibles : retouches, rebuts, retards d’expédition et arrêts de production. Lorsqu’un atelier n’a pas de logiciel de simulation pour tester virtuellement les séquences de pliage, il établit son devis à l’aveugle. La première série devient leur expérience — à vos frais. Les fournisseurs qui simulent le formage au préalable proposent un prix légèrement plus élevé car ils ont déjà résolu la géométrie ; leur rendement au premier passage plus élevé (>98%) prouve que la discipline des coûts se situe en amont, pas en aval.
La véritable économie vient de la consolidation des capacités, et non des prix cassés. Un atelier qui découpe, forme et assemble sous le même toit réduit les retards logistiques et identifie les problèmes avant qu’ils ne se répercutent sur l’étape suivante. La différence réside dans la traçabilité : lorsqu’un pli est raté dans une installation intégrée, la correction se fait avant le thermolaquage ou l’assemblage. Quand cela arrive chez un sous-traitant, vous l’apprenez plusieurs jours plus tard — sur des produits finis.
L’expérience des matériaux est le dernier facteur différenciateur. Un fournisseur qui propose le même tarif pour l’aluminium 5052 et 6061 sans demander la trempe ou la direction du grain ne fait pas de l’ingénierie ; il joue. La force de formage pour le 6061-T6 est environ le double de celle du 5052-H32 à épaisseur égale. Cela compte car la correction de l’angle de retour élastique dépend d’un contrôle précis de la profondeur de l’axe Y. La même physique qui rend un devis attractif dans Excel le rend coûteux dans votre bac à rebuts.
Avant d’attribuer le marché, demandez un devis appuyé par simulation. Le bon atelier importera votre DXF, définira les lignes de pliage, effectuera une analyse de tonnage et de séquence, et montrera la compensation de retour élastique prévue. Cette preuve visuelle démontre deux choses essentielles : que leur machine peut physiquement traiter votre pièce, et que leurs opérateurs comprennent le chemin de formage. Un simple “ nous pouvons le faire ” verbal est inutile ; la validation basée sur les données est la ligne de démarcation entre un fournisseur et un partenaire.
Ensuite, exigez que leur la partie d’essai utilise votre matériau réel. Plier une feuille de substitution invalide complètement le test, car le comportement de l’alliage modifie les résultats du retour élastique. Insistez sur votre alliage, votre épaisseur et votre état métallurgique — exactement ceux que vous utiliserez pour la production. Leur coût est de quelques minutes ; votre retour est la certitude.
Définissez la réussite avant que le métal ne touche jamais l’outillage. Documenter les critères d’acceptation—tolérance de planéité, longueur de bride, rayon, état de surface—et assurez-vous que les deux parties approuvent par écrit. Cette clarté écrite élimine le moment subjectif du “ ça nous semble correct ” qui fait dérailler les relations avec les fournisseurs. Pendant l’essai, mesurez plusieurs échantillons. Si le contrôle de profondeur sur l’axe Y varie de plus de 0,01 mm sur dix plis, la presse plieuse nécessite un calibrage ou l’opérateur manque de documentation de réglage appropriée.
Enfin, confirmez que la machine a la puissance nécessaire pour votre travail. Les presses plieuses obéissent à la physique, pas à l’optimisme. La formule de tonnage — (575 × Épaisseur² × Longueur) / (Largeur de matrice × 1000) — indique si une machine peut plier votre pièce en toute sécurité et avec précision. Un fournisseur qui ne fait pas ce calcul ou qui évite le sujet est sous-dimensionné pour votre projet, peu importe son délai annoncé.
Une presse plieuse CNC n’est pas seulement une machine — c’est un détecteur de vérité. Chaque spécification qu’un fournisseur ne peut pas énoncer, chaque simulation qu’il saute, chaque réponse du type “ nous allons essayer ” révèle s’il est un partenaire ou un point de défaillance potentiel. Le véritable moment de contrôle n’est pas lorsque le poinçon rencontre la tôle ; c’est lorsque vous décidez qui tient ce poinçon.


















