

Abkant operatörü, dijital açıölçerde 87,6° gösteren eğrilmiş bir parçaya eğilir. Çizimde 88,0° yazıyor. “Yeterince yakın,” diye mırıldanır. Saatler sonra, o fazladan ondalık dereceler montaj hattına yayılır—delikler hizasız, kaynaklar yeniden yapılmış, teslim tarihleri kaymış. Bükme istasyonu sadece bir adım değil; tüm üretim programınız için belirleyici bir kavşaktır. Ve çoğu atölyede bu kavşak hassasiyet ve öngörü yerine umut ve alışkanlıkla çalışıyor.
Her imalatçı yeniden işleme acısını bilir—ama çok azı bunu gerçek suçluya kadar takip eder: karmaşık geometrilerde “yeterince iyi” bükmeler. Manuel yöntemler deneyim ve hisse dayanır, ancak deneyim, sıkı toleranslar altında biriken mikro düzeydeki tutarsızlıkları telafi edemez. Çok flanşlı parçalar özellikle zorludur; her bükmede 0,5°’lik bir sapma, düz bir tabanı sallanan bir kabusa çevirebilir. Manuel abkantlarla verimlilik peşinde koşan atölyeler, kaynağında önlenebilecek hataları düzeltmek için sessizce yüzlerce işçilik saati yakar.
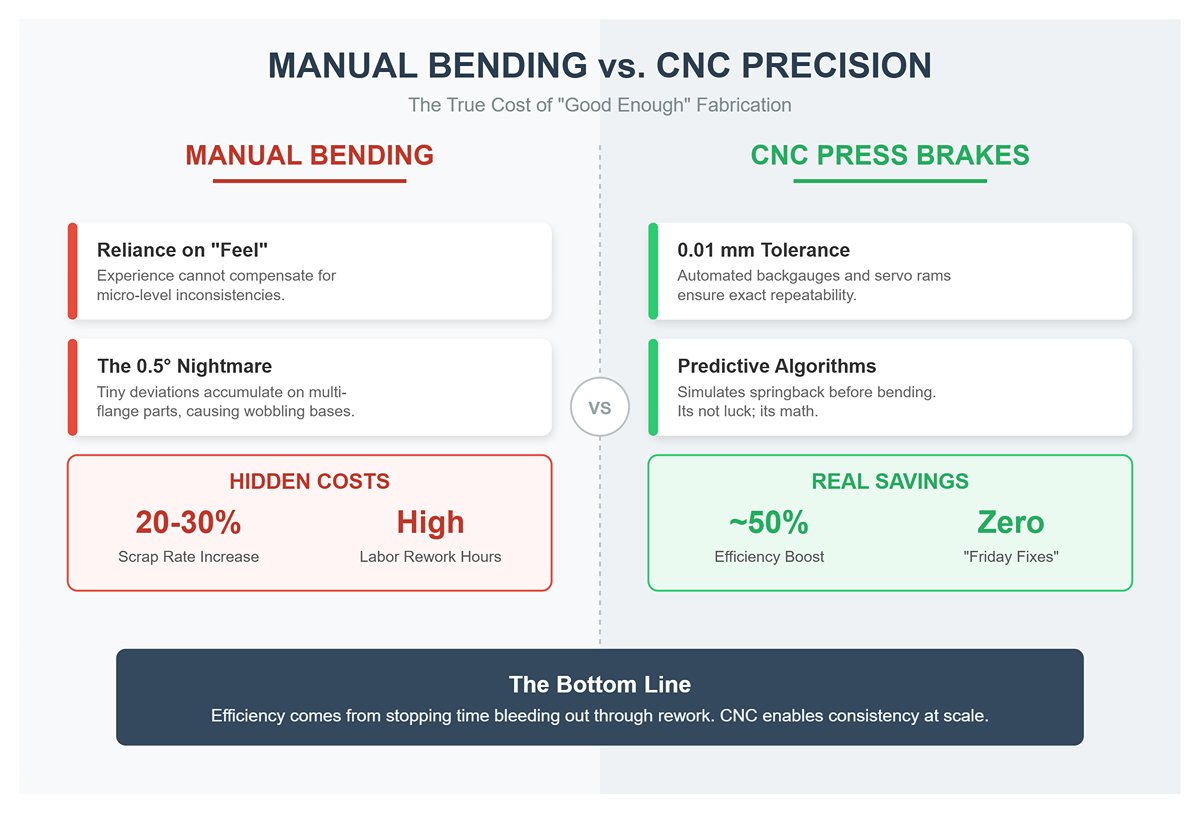
CNC abkant presler bu belirsizliği ortadan kaldırır. Otomatik arka dayama sistemleri ve servo kontrollü koçlar toleransı 0,01 mm’ye kadar tutar, binlerce çevrim boyunca aynı dizileri tekrarlar. Bu, daha az reddedilen parça, daha az taşlama düzeltmesi ve fazla mesai bütçesini tüketen daha az “Cuma düzeltmesi” anlamına gelir. CNC kullanımını izleyen çalışmalar, verimlilik artışlarının 50%’ye yaklaştığını gösteriyor; bunun nedeni makinelerin daha hızlı çalışması değil, yeniden işleme yoluyla zaman kaybını durdurmaları. Asıl tasarruf, hiçbir insan gözü veya eli tarafından ölçekli olarak tekrarlanamayacak tutarlılıktan gelir.
Manuel bükmenin gizli maliyeti, boşa giden malzemede de katlanır. Yaylanma veya açı kayması telafisi yapmak zorunda kalan operatörler genellikle fazla bükme yapar, ardından tekrar ayar çeker. Hurda oranları –30% artar ve küçük “ayar” tam levha kaybına dönüşür. CNC’nin öngörü algoritmaları, zımba hareket etmeden önce yaylanmayı simüle eder, fazla bükme açılarını önceden programlar ve her parçanın ilk seferde tolerans içinde çıkmasını sağlar. Bu şans değil; mikron hassasiyetinde yürütülen matematik.
Üretim yöneticileri durma süresini genellikle saatlerle ölçer. Daha akıllıları bunu itibarla ölçer. Bükme istasyonundaki bir program darboğazı sadece makineleri durdurmaz—teslimatı erteler, faturalandırmayı geciktirir ve müşteri güvenini aşındırır. Hidrolik abkantlar, yağ aşırı ısındıkça saatte yaklaşık 1,2% verimlilik kaybeder, bu da operatörleri saat işlerken bile durmaya zorlar. Sekiz saatlik vardiya boyunca bu düşüş >10% üretim kaybına denk gelir. Bunu, kapalı devre kontrollerle termal stabilitesi garanti edilen, sürekli çalışmada %’nin üzerinde verimliliği koruyan tamamen elektrikli CNC sistemlerle karşılaştırın.
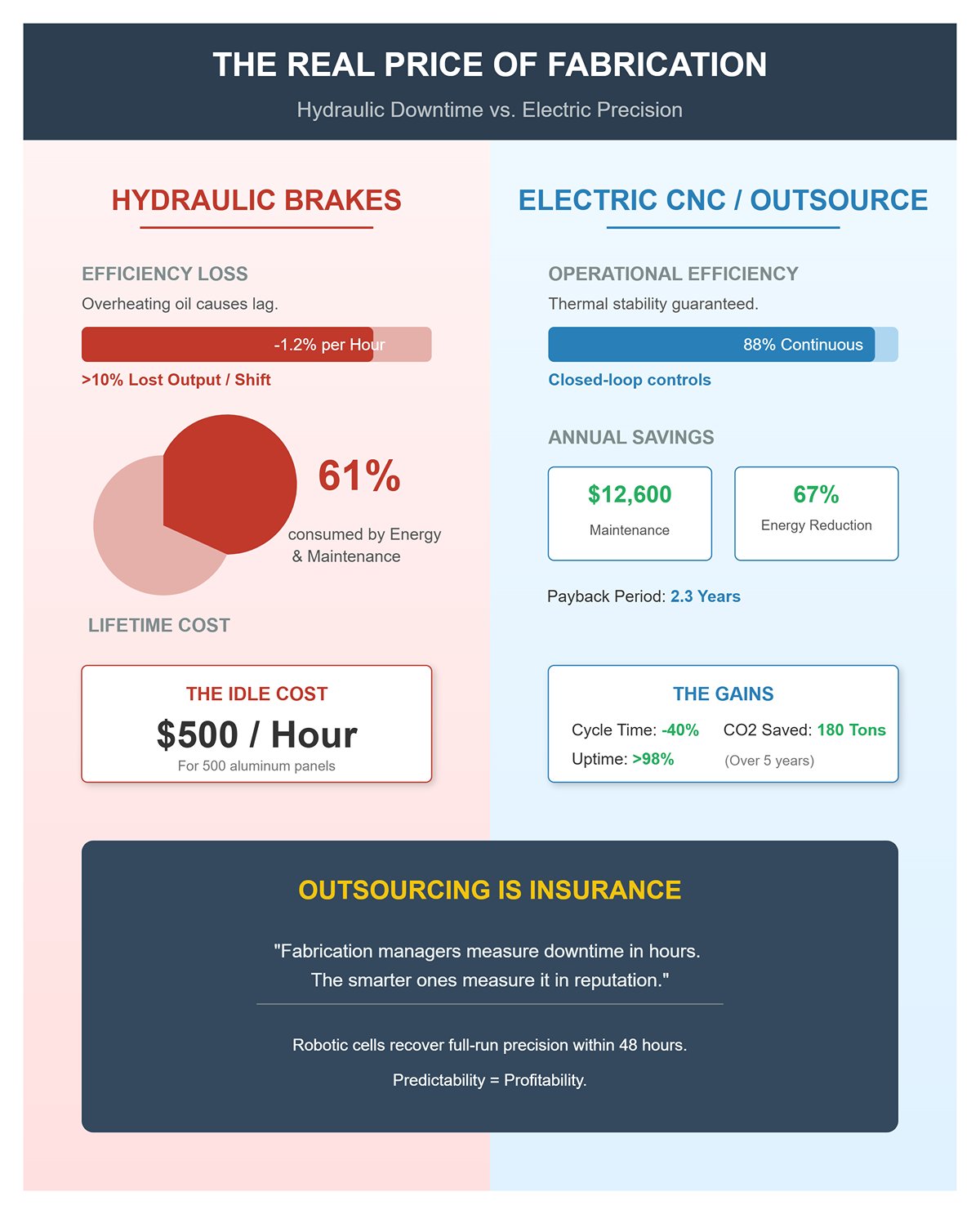
Finansal hesaplama da aynı derecede açıklayıcıdır. Hidrolik abkantlar, ömür boyu maliyetlerinin 61%’sini enerji ve bakıma harcar. Elektrikli CNC’ye geçmek, geri ödeme süresini yaklaşık 2,3 yıla düşürür, yıllık bakım tasarrufları ortalama $12.600 ve enerji tüketimi % azalır. 500 alüminyum panel bükülen operasyonlarda, durma süresi tek başına saatte $500’e ulaşabilir. Simülasyondan sevkiyata iş akışlarını birleştiren bir CNC atölyesine dış kaynak sağlamak, bu durma maliyetini ortadan kaldırır ve 48 saat içinde tam seri hassasiyetini geri kazandırır.
Sonuçta, hassasiyetin dış kaynak kullanımı bir gider değil—öngörülemezliğe karşı bir sigorta poliçesidir. Yüksek hacimli serilerde, robot hücrelerin otomatik takım değişimi yönetmesiyle çevrim süreleri % düşer. Öngörücü bakım ve IoT destekli izleme, çalışma süresini %“nin üzerinde tutar, sürpriz gecikme riskini azaltır. Çevresel etki bile iyileşir: her elektrikli pres, beş yıl sürekli çalışmada 180 tondan fazla CO₂ emisyonunu önleyebilir. Hassasiyet, hız ve sürdürülebilirlik, darboğazınızın olduğu yerde birleşir. ”Yeterince iyi” ile yetinmeyi bıraktığınız anda üretim öngörülebilir hale gelir—ve kârlılık da peşinden gelir.
Manuel arka dayama sistemleri, modern sac metal tasarımının başladığı yerde—geometrinin bir flanştan diğerine değiştiği düzensiz, asimetrik parçalarda—tam olarak başarısız olur. Yetkin operatörler, basit bükmeler için genellikle tekrarlanabilir bir kurulum “hissini” yakalayabilir, ancak bu sezgi, offset braketler, konik kanallar veya iç içe geçmiş flanş dizileri devreye girdiğinde çöker. Her manuel yeniden konumlandırma, X veya Z hizasında küçük bir kayma yaratır; birkaç bükmeden sonra bu hatalar görünür bozulma ve yeniden işleme olarak birikir.
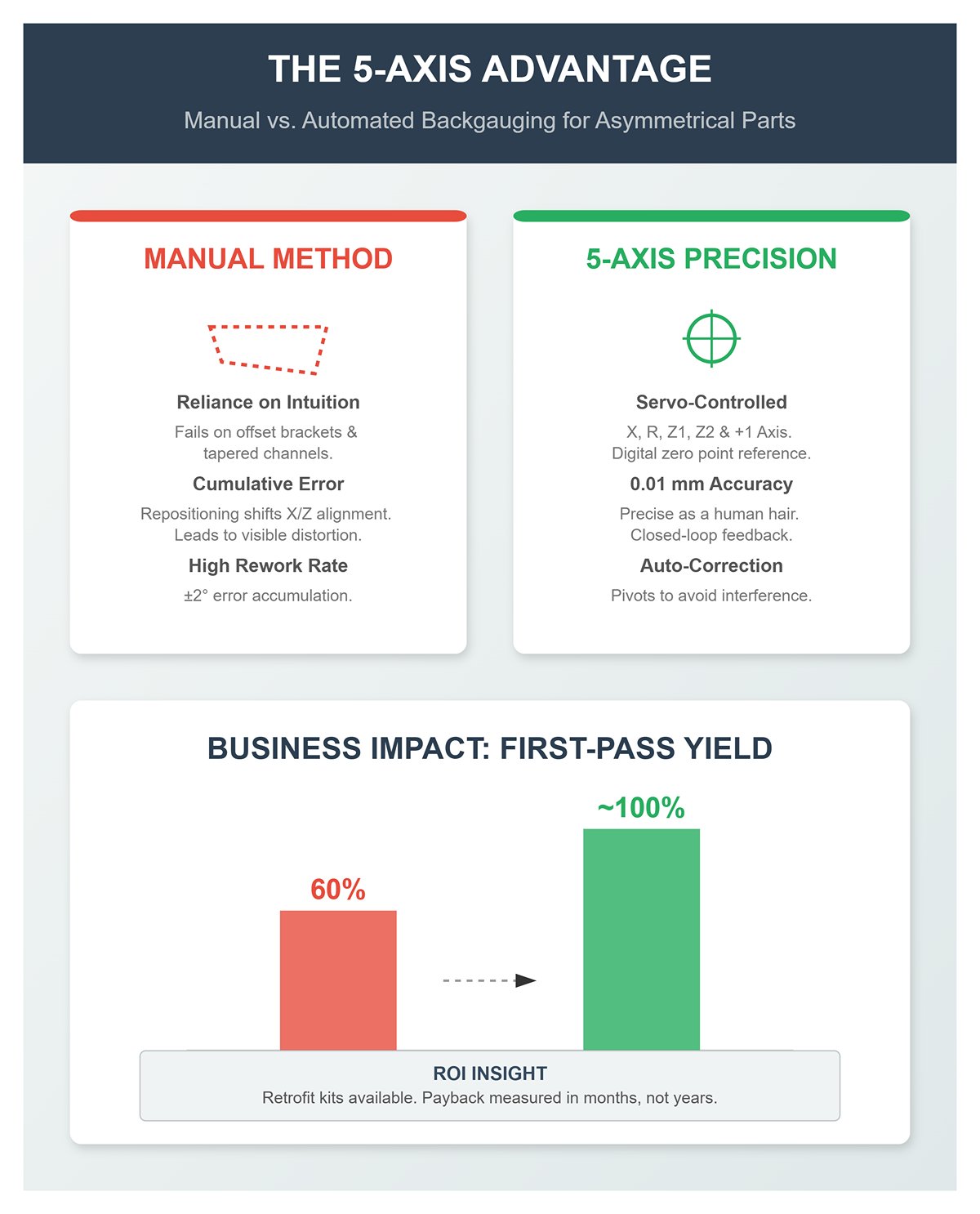
Beş eksenli arka dayama, X (derinlik), R (yükseklik), Z1/Z2 (bağımsız yan durdurucular) ve bileşik açılar için programlanabilir “+1” ekseninde servo kontrollü hassasiyetle bu kaymayı ortadan kaldırır. Her hareket dijital sıfır noktasına referans verir, insan saçının kalınlığına denk gelen 0,01 mm içinde tekrarlar. Makine, düzensiz flanşlardan otomatik olarak kaçınır, hatta dayama parmaklarını engellerden uzaklaştırmak için döndürür. Kapalı döngü geri bildirim sistemi, gerçek konumu doğrular ve operatörün haftası sonunda tipik olarak ortaya çıkan ±2° kümülatif hatayı önler.
Prototiplerde etki daha da büyüktür. Özel HVAC offsetleri veya asimetrik braketler üreten atölyeler, 5 eksenli konumlandırma benimsendiğinde ilk geçiş verimlerini %’den neredeyse tam kabul seviyesine çıkarır. Yenileme kitleri, eski mekanik abkantlar için bu geçişi mümkün kılar, tutarsızlığı izlenebilir doğrulukla değiştirir ve geri ödeme süresini yıllar değil aylar içinde sağlar.
Mükemmel konumlandırılmış bir sac bile, bükme açısı kayarsa başarısız olur. Suçlu, şekil verme sonrası metalin elastik geri tepmesi olan yaylanmadır. Manuel operatörler, açıölçer doğru görünene kadar koçu daha derine “dokundurarak” telafi eder; bu yaklaşım vardiyalar veya malzeme partileri arasında değişkenliği garanti eder. CNC şekillendirme, bu sezgiyi matematikle değiştirir: sensörler zımba derinliğini, malzeme kalınlığını ve tonajı gerçek zamanlı ölçer, ardından nihai açı tam olarak spesifikasyona ulaşacak şekilde hesaplanmış fazla bükmeyi uygular.
Bu kapalı döngü yöntemi, bükmeyi tahminden süreç kontrolüne dönüştürür. Manuel ayarlama, 6061 alüminyumda 90°“ye ulaşmak için birkaç deneme darbesi gerektirebilirken, CNC kontrolörü anında 2–3° fazla bükmeyi otomatik olarak uygular, malzemenin davranışını öğrenir ve sonucu geri çağırmak üzere saklar. Bu, tek bir yanlış darbenin tüm seriyi hurdaya çıkardığı ”bir kez büküldü, sonsuza kadar yanlış” senaryosunu ortadan kaldırır. Sistem, arka dayama ve Y ekseni derinliğini birlikte referans aldığı için, takım aşınması, termal genleşme veya hafifçe eğrilmiş bir levhayı bile aynı anda telafi eder.
Süreç verimliliği hassasiyeti takip eder. Bulut ile senkronize edilmiş kontrolörler artık değişim sürelerini yarım saatten sadece birkaç dakikaya indiriyor, farklı iş programlarının dokunmatik ekranla yüklenmesine olanak tanıyor. Gece boyunca çalışan üst düzey bir hücre, operatör olmadan başlangıç ile bitiş arasında 0,01 mm’den daha az sapma koruyabilir—çünkü herhangi birinin bir açıyı “kovalamasına” gerek yoktur.
Bir bükme yöntemi seçmek, tekrarlanabilirliğin diğer yarısıdır. Hava bükme üretime hakimdir çünkü zımba ile tam temas yerine kısmi nüfuz kullanır—derinliği değiştirerek tek bir takım seti ile farklı açılar elde etmeye olanak tanır. Kurulumu üç kat daha hızlıdır ve tam temaslı şekillendirmeye göre daha az tonaj tüketir. Bunu duyarlı bir 5 eksenli dayama ve yazılım ile telafi edilen yaylanma ile eşleştirdiğinizde, 24 ga panellerden 10 ga braketlere kadar her şey için ideal konfigürasyona sahip olursunuz. CNC, doğru derinliği malzeme verilerinden tahmin edebilir, böylece programcının deneysel denemeler yapmasına gerek kalmaz.
Ancak tolerans aralıkları yarım derecenin altına düştüğünde veya yaylanma 3°’yi aştığında, alt bükme değerini kanıtlar. Sacı tamamen V-kalıbına bastırarak, alt bükme yaylanma değişkenini neredeyse tamamen ortadan kaldırır—ancak takım esnekliği pahasına. Üretim öncesi mutlak doğruluk gerektiren prototipler için doğru tercihtir. Her vuruşta, bükmenin her iki tarafının aynı anda temas etmesi için arka dayamanın Z1/Z2 eksenlerinin paralel hizayı koruması gerekir; aksi takdirde tork burulması mükemmel bir bükmeyi bile bozabilir.
Daha nadir üçüncü bir varyant olan para basma (coining), paslanmaz veya havacılık sınıfı alaşımlarda mikroskobik toleranslar için malzemeyi ezerek şekillendirir ve yaklaşık beş kat daha fazla şekillendirme basıncı gerektirir. Genel imalatla ilgisi sınırlıdır ancak bir eğilimi gösterir: tolerans sıkılığı arttıkça, her eksende servo senkronizasyon ihtiyacı da artar.
| Yöntem | Açıklama | Avantajlar | Ne Zaman Kullanılır | Dikkat Edilecekler |
|---|---|---|---|---|
| Hava Bükme | Zımbanın kalıba kısmi nüfuzunu kullanır, derinliği değiştirerek farklı açılar üretir. | Hızlı kurulum (≈3× tam temaslı şekillendirmeden daha hızlı), düşük tonaj, esnek takımlar, 5 eksenli dayama ve yazılım ile telafi edilen yaylanma ile uyumlu. | Genel üretim; 24 ga ile 10 ga malzemeler için ideal; orta düzey doğruluk kabul edilebilir olduğunda. | Malzeme verilerinden yaylanma tahminine bağımlıdır; çok dar toleranslar için ideal değildir. |
| Alt Bükme | Sacı tamamen V-kalıbına bastırarak yaylanmayı en aza indirir. | Yüksek doğruluk, minimum yaylanma, tutarlı sonuçlar. | Mutlak doğruluk gerektiren prototipler veya parçalar; ±0,5°’den daha dar toleranslar. | Azaltılmış takım esnekliği; tork burulmasını önlemek için arka dayama Z1/Z2 eksenleri paralel kalmalıdır. |
| Madeni Para Presleme | Malzemeyi mikroskobik hassasiyet için kalıba tamamen ezerek yerleştirir. | Son derece dar toleranslar; geri yaylanmayı neredeyse tamamen ortadan kaldırır. | Uzmanlaşmış uygulamalar (ör. paslanmaz veya havacılık alaşımları). | ≈5× şekillendirme basıncı gerektirir; genel kullanımda sınırlıdır; tüm eksenlerde hassas servo senkronizasyonu gerektirir. |
“Cuma Öğleden Sonra” değişkenliğini ortadan kaldırmak, insanları değiştirmekle ilgili değil—tutarlılığı imkânsız kılan koşulları mühendislikle ortadan kaldırmakla ilgilidir. Konumlandırma ve fazla bükme matematiğine sistem, operatör değil, sahip olduğunda, hafta sonları kalite açısından önemsiz hale gelir. Bu temelden, atölyeler nihayet tepkisel denetimden proaktif kontrole geçer—kapasiteyi ölçeklendirmeye, daha yüksek değerli sözleşmeler peşinde koşmaya veya birikmiş hatadan korkmadan robotik yüklemeyi entegre etmeye hazır hale gelir. Abkant pres, yalnızca metal bükme aracı değil, dijital üretim ekosisteminin güvenilir bir parçası olur.
Alüminyumun “kolay bükülür” ünü, konu hassasiyet olduğunda çöker. Düşük basınçlarda şekillenmesini sağlayan aynı süneklik—akma dayanımları genellikle 200–350 MPa aralığında—kalıptan çıktıktan sonra 2–5°’lik inatçı bir geri yaylanma üretir. Tek tekrarlanabilir geometrinin yolu telafidir. Üst düzey CNC abkant presler bunu otomatik olarak yapar, açı ölçüm lazerleri ve zımba derinliğini gerçek zamanlı ayarlayan algoritmalar kullanır. Hissiyatla çalışan operatörler ise geri yaylanmayı tahmin işi olarak görür. Test eder, ayarlar ve fazla bükerek doğru göründüğünde dururlar. Bu yaklaşım hobi parçalarında idare eder, ancak tolerans aralıkları ±0,5° olduğunda, ilk seferde hassasiyet profesyonel atölyeleri amatörlerden ayırır.
Bir şekillendirme teklifini incelerken, satıcının ne kadar ucuz olduğuna değil, yazılımlarının açısal sapmayı anında ölçüp ölçmediğine bakın. Telafili bir prese sahip operatör, tek bir denemede bükme düzeltmelerini belirleyebilir; buna sahip olmayan ise çalıştırma malzemesinin –20’sini boşa harcayabilir. Alüminyum bu beceri farkını anında ortaya çıkarır—özellikle temiz yüzey bitişlerinin geri yaylanmadaki her hatayı görünür kıldığı 6061 veya 5052 alaşımlarında.
Alüminyumdan paslanmaza geçtiğinizde, fizik maliyetini yeniden ortaya koyar. Yaygın 304 paslanmaz, aynı kalınlıkta yumuşak çeliğin tonajının yaklaşık 1,5 katını gerektirir. Pratikte, 2 inç V-kalıp üzerinde 8 fit, çeyrek inçlik bir bükme yumuşak çelikte 122 ton yük bindirirken, paslanmazda 180 tonun üzerine çıkar. Daha zayıf makineler ilk sayıyı kaldırır, ikinciyi başaramaz. Buradaki hafife alma akademik değildir—uzun bir panel boyunca bükme açılarını birkaç derece açan ram sapması üretir, bu da birleştirilen parçalar monte edildiğinde hizalama hatalarına yol açar.
Titanyum veya Inconel gibi egzotikler hatayı büyütür. Çekme dayanımları genellikle 700 ile 1200 MPa arasında olup, uzunluk için derecelendirilmezse presin yapısal kapasitesini aşabilir. Bu nedenle ciddi sağlayıcılar merkez hattı yükleme limitlerini belirtir: toplam mevcut tonaj, çalışma genişliğine bölünür. 10 fitlik bir pres üzerinde fit başına 23 tonun ötesi burulma veya kalıcı çerçeve gerilmesi riski taşır. Bir atölye “daha yavaş çalıştırabiliriz” dediğinde, aslında makineyi aşırı zorlayacaklarını ve göz kararı ayarlayacaklarını söylüyorlar—havacılık veya medikal işlerde pahalı bir kumar. Satın alma emrini vermeden önce her zaman ekipman derecelendirmesini malzemenizin tonaj eğrisiyle çapraz kontrol edin.
Uzunluk her şeyi değiştirir. Çoğu genel amaçlı pres 10–12 fit ve 10–12 inç boğaz derinliğinde zirve yapar. Bu kısıtlama, yatağından daha uzun veya boğazından daha derin herhangi bir muhafaza veya kanalın yaratıcı çözümler gerektirmesi anlamına gelir: parçayı işlem ortasında döndürmek, daha küçük bükümlere bölmek veya tasarımı tamamen değiştirmek. Her çözüm hizalama sapması ve görünür iz çizgileri ekler. En basit önlem, parçanın ölçülerini ona uygun bir makineyle eşleştirmektir—genellikle uzatılmış kuğuboyun zımbalara sahip 500 ton veya daha yüksek CNC pres.
Kuğuboyun takımlar, dikey açıklığın sınırlayıcı faktör olduğu her durumda değerini kanıtlar. Derin kutular, elektronik muhafazalar veya aksi takdirde zımba gövdesine çarpacak mimari paneller, ofset geometrisi sayesinde kolayca geçer. Daha az çevirme, daha sıkı açısal tutarlılık ve daha kısa çevrimler demektir. Bir atölye derin bir form için “yer açabiliriz” diyerek standart zımbaları taşlamayı önerirse, bunu kırmızı bayrak olarak alın: değiştirilmiş takımlar ömrü kısaltır ve yüzey kalitesini düşürür.
Bir teklifi kabul etmeden önce, yetkinliği anında ortaya çıkaran tek bir soru gönderin: Çalışma Şekillendirme Tonajı = 1,42 × σ × S² × L / V. Yetkin bir tedarikçi bu denkleme gerçek sayıları koyabilir, fit başına yükleri doğrulayabilir ve çerçevelerinin elastik sınırlar içinde kalıp kalamayacağını teyit edebilir. Bunu anında hesaplayamayan herkes tahmin yapıyordur—ve abkant pres şekillendirmede tahmin en pahalı süreçtir.
İleri düzey imalatçılar bu hesaplamaları satış söylemi olarak değil, tasarım işbirliği olarak görür. Parçanızın uzunluğunu, alaşımını ve bükme yarıçapını gözden geçirerek en verimli pres, zımba ve kalıp kombinasyonunu önerirler. Yüksek çeşitlilikte üretim yapan imalatçıların ihtiyaç duyduğu ortaklık budur: fiziğe hâkim, simülasyon donanımlı ve çalışmadan çalışmaya değişkenliği hurda yerine veriye dönüştürme konusunda kendine güvenen.
Bir operatör şekillendirme sırasında bir levha parçasını her çevirdiğinde, üretim akışı durur. İş parçasını elle tutma, yeniden bağlama ve manuel hizalama, bükme işleminin kendisinden daha fazla dakika harcar. Atölyeler bu kaybedilen ivmeyi takip eder ve buna göre ücret alırlar. Çoklu bükme bileşenlerinde, çevirme sayısını iki veya üçten sıfıra düşürmek çevrim süresini –40 oranında kısaltabilir. 50 parçalık bir partide, bu fark saatlerce işçilik tasarrufuna dönüşür.
Anahtar nokta, tüm işlemlerin tek taraftan yapılmasına izin veren bir bükme sırası tasarlamaktır. Örneğin, 175 tonluk ve 120 inç yataklı bir pres, 0,090 inç kalınlığındaki 304 paslanmaz çelik levha üzerinde yeniden konumlandırma yapmadan on özelliğe kadar hava bükme sırası gerçekleştirebilir. Bu verimlilik, çizimde bükme boşluklarının ve flanş yönlerinin nasıl tanımlandığına bağlıdır. Karşı bacaklar tasarım aşamasında tek yönde şekillendirilebilecek şekilde döndürülebiliyorsa, kurulum tek taraflı ve kesintisiz hale gelir.
Daha uzun levhalarda—10 ila 12 fit—avantaj artar. Çok eksenli arka dayama sistemleri (X, R ve Z eksenleri) ile donatılmış atölyeler, parçayı otomatik olarak yeniden konumlandırabilir, bükmeleri uzunluk boyunca sıralı olarak yerleştirir ve manuel çevirme ihtiyacını ortadan kaldırır. Bu büyük bileşenlerde çevirme işlemlerinden kaçınmak, saatlik elle işleme maliyetlerinde –100 tasarruf sağlayabilir, yüzey çizilme riskini azaltabilir ve bükmeler arasındaki paralelliği iyileştirebilir. Alıcı için bu sadece zaman tasarrufu değil—aynı zamanda hata ve yeniden işleme olasılığının azalmasıdır.
Pres bükme takımı kütüphaneleri, sınırlı bir iç bükme yarıçapı aralığını kapsar. Çizim bu aralığın ötesinde bir şey belirttiğinde, iş bir kurulum değişikliğini veya özel takım ücretini tetikler. Bu, kalıp taşlama veya yeni ek için 200–500 birim maliyet anlamına gelebilir. “Standart bükme yarıçapı bölgesi” içinde kalmak—yaklaşık olarak bir malzeme kalınlığı (1t)—sizi zaten atölyede bulunan takım seti içinde tutar.
Çoğu metal için şu kural geçerlidir: 16 numara 5052 alüminyum (0,060 inç kalınlığında) büküyorsanız, 1/16 inç iç yarıçap belirtin. Bu, yarıçapın 12 katı açıklığa sahip neredeyse her 8° V-kalpta uyum sağlar ve takım değişimi olmadan temiz bir profil verir. Bunu 2t veya 4t’ye kaydırırsanız, teklif yalnızca takım değişimi ve test bükmeleri nedeniyle –20 artabilir.
Modern CAM yazılımları, DXF geometrisini atölyenin kalıp tablosuyla karşılaştırarak standart dışı yarıçapları imalata başlamadan önce işaretler. Bu kontrolleri erken kullanan tasarım ekipleri genellikle çift haneli tasarruflar görür. Bir HVAC üreticisi, beş benzer sac metal parça için tüm bükme yarıçaplarını 1t’ye konsolide ederek maliyet düşüşü sağladı. Hava akışındaki işlevsel değişiklik önemsizdi; verimlilik kazancı ise kayda değerdi.
Tutarlılık burada değerdir. Çizimi tedarikçinizin takım envanteriyle her eşleştirdiğinizde, değişkenliği ortadan kaldırır, teklif sürecini hızlandırır ve tekrar eden üretimlerde teslim süresini kısaltırsınız.
Sıkı toleranslar profesyonelliği gösterir, ancak pres bükme işinde gereksiz hassasiyet, uyum veya işlevi iyileştirmeden maliyeti artırır. Hava bükme parçaları—yani zımba kalıba tamamen oturmadan şekillendirilenler—doğal olarak ±1° bükme açısı hassasiyetine sahiptir. ±0,5° belirtmek, zımbanın kalıba oturtulmasını veya baskı yapılmasını gerektirir, bu da tonajı iki katına çıkarır, kalıp aşınmasını artırır ve her vuruşu uzatır. Bu hassasiyet, tam olarak eşleşen flanşlar gerektiren kaynaklı montajlarda mantıklıdır, ancak esnek bağlantı kullanan koruyucular veya braketler için gerekli değildir.
Bükmeden bükmeye konumlandırma başka bir yaygın tuzaktır. Pres bükme arka dayamaları yaklaşık ±0,005 inç tekrarlanabilir konumlandırma yapar; daha sıkı spesifikasyonlar, her takım değişiminde kurulum dakikaları ekleyen ince Z ekseni ayarlarını davet eder. Nihai üründe düzlemsel birikim buna bağlı değilse, çoğu sac parça için ±0,010 inç yeterlidir.
Diğer boyutlar—bacak uzunluğu, düzlemsellik, iç yarıçap—zaten malzeme ve takım toleransları içinde yer alır. Daha sıkı beyanlar çoğunlukla ek kontrol süresi ve yeniden gerekçelendirme evrakları ekler. Bir 4130 çelik muhafaza projesinde, toleransları ±0,5°/0,002 inç’ten ±1°/0,005 inç’e gevşetmek, teklifi 2.800 birimden 1.950 birime düşürdü ve kaynak ve toz boya sonrası performans aynı kaldı.
Tolerans kontrolü yalnızca işlevi yönettiğinde anlamlıdır. Diğer her şey atölyenin sabrını ölçer.
Gerçek test: çiziminizi denetleyin. Çevirme sayısını sayın (hedef bir veya hiç). Her yarıçapın en fazla 1t veya 2t ile eşleştiğini doğrulayın. Toleransları işlevsel minimuma indirin. Güncellenmiş dosyayı teklif için gönderdiğinizde, atölyeden bükme sırasını simüle etmesini isteyin. “Önce” ve “sonra” tekliflerini karşılaştırmak etkiyi hemen ortaya çıkarır.
Bir yüzyıllık pres bükme evrimi temelleri değiştirmedi—yerçekimi hâlâ galip, takımlar hâlâ para tutuyor ve dakikalar hâlâ kârı belirliyor. Ancak net, imalata uygun çizimler bu sınırları avantaja dönüştürür. Çevirme işlemlerini azaltın, yarıçapları standartlaştırın ve akıllıca spesifikasyon yapın: birlikte, parçanızın amacına dokunmadan tasarruf sağlayan tekrarlanabilir bir yol oluştururlar.
Bir yükü fark etmenin en kolay yolu tek bir basit soru sormaktır: “Parçam için hangi ekipmanı ve şekillendirme yöntemini kullanacaksınız?” Eğer tedarikçi makine tonajını, tabla uzunluğunu veya şekillendirme türünü (hava bükme, alt bükme veya para basma) söyleyemiyorsa, görüşme zaten bitmiştir. Hassas şekillendirme tahminle değil, matematikle yapılır ve “sonradan hallederiz” diyen bir atölye üretim planınıza hata davet ediyor demektir. Makinesini gerçekten tanıyan bir tedarikçi, siz sormadan “170 ton, 10 feet tabla, CNC hidrolik, aşağı hareketli fren” gibi detayları kendiliğinden paylaşır. Spesifikasyon konusunda bu akıcılık, yetkinliğin ilk işaretidir.
Sonraki adım, arka dayama sistemi. hakkında soru sormaktır. Manuel dayama veya sınırlı eksen kontrolü kullanan atölyeler, tutarlı flanş uzunluğu veya bükme pozisyonu garanti edemez. X-R-Z kontrolünü açıklayamıyor veya çoklu bükümlü parçalarda tekrarlanabilirliği gösteremiyorlarsa, modern standartlarda çalışmıyorlar demektir. Tutarsız arka dayama sistemleri, değişken bükme açılarına, öngörülemez geri esnemeye ve kimsenin fark etmeden marjınızı aşan hurda oranlarına yol açar.
Kalite kontrol üçüncü filtredir. ISO sertifikasında tökezleyen veya parça doğruluğunu nasıl ölçtüğünü açıklayamayan herhangi bir tedarikçi kaliteyi yönetmiyor; hatalar olduktan sonra tepki veriyor demektir. CMM (koordinat ölçüm cihazı) doğrulaması, yüzey pürüzlülüğü testi veya ISO 9001:2015’e bağlı kontrol planları duymayı bekleyin. Bu sistemlerin yokluğu, ilk parçanızın tamamen şansa kalması anlamına gelir.
Son olarak, ilk parça denemesi. yapmaya direnen tedarikçilerden uzak durun. Güvenilir ortaklar, farklı alaşımların farklı şekilde büküldüğünü bilir—304 paslanmaz çelik, 5052 alüminyum değildir—ve miktar üretimine başlamadan önce kurulumlarını doğrulamayı şart koşarlar. Gerçek malzemenizle tek bir numune bükmeyi reddetmek, atölyenin süreç doğrulamaya değer vermediğini gösterir. Görüşme burada biter.
Pres freni işlerinde, en düşük teklifi veren genellikle işi alır ama malzemenizi kaybeder. Ucuz teklif genellikle görünmeyen maliyetleri saklar: yeniden işleme, hurda, sevkiyat gecikmeleri ve üretim duruşları. Bir atölye bükme dizilerini sanal olarak test edecek simülasyon yazılımına sahip değilse, kör teklif veriyor demektir. İlk üretim, sizin paranızla yapılan deneyleri olur. Önceden şekillendirme simülasyonu yapan tedarikçiler biraz daha yüksek fiyat verir çünkü geometrinin çözümünü önceden yapmışlardır; daha yüksek ilk geçiş verimi (>98%) maliyet disiplininin baştan, değil sonradan geldiğini kanıtlar.
Gerçek ekonomi, yetkinlik konsolidasyonundan, gelir, indirimli fiyatlardan değil. Kesme, şekillendirme ve montajı aynı çatı altında yapan bir atölye, lojistik gecikmeleri azaltır ve sorunları bir sonraki sürece yayılmadan önce tespit eder. Fark izlenebilirliktedir: entegre bir tesiste bükme hatası olduğunda, düzeltme toz boya veya montajdan önce yapılır. Alt yüklenicide olursa, bitmiş ürünlerde günler sonra öğrenirsiniz.
Malzeme tecrübesi son ayırt edici unsurdur. 5052 ve 6061 alüminyuma aynı fiyatı verip temper veya tane yönünü sormayan bir tedarikçi mühendislik yapmıyor; kumar oynuyor demektir. 6061-T6’nın şekillendirme kuvveti, eşit kalınlıkta 5052-H32’nin yaklaşık iki katıdır. Bu önemlidir çünkü geri esneme açısı düzeltmesi, hassas Y ekseni derinlik kontrolüne bağlıdır. Excel’de ucuz görünen teklifin arkasındaki aynı fizik, hurda kutunuzda pahalıya mal olur.
İşi vermeden önce, simülasyon destekli teklif. talep edin. Doğru atölye DXF dosyanızı içe aktarır, bükme çizgilerini tanımlar, tonaj ve sıra analizini yapar ve tahmini geri esneme telafisini gösterir. Bu görsel kanıt iki kritik şeyi gösterir: makinelerinin parçanızı fiziksel olarak işleyebileceğini ve operatörlerinin şekillendirme yolunu anladığını. Sözlü “yapabiliriz” ifadesi değersizdir; veri odaklı doğrulama, tedarikçi ile ortak arasındaki çizgiyi çizer.
Daha sonra, onların Deneme parçası, gerçek malzemenizi kullanır. Yedek bir sacın bükülmesi testi tamamen geçersiz kılar çünkü alaşım davranışı geri yaylanma sonuçlarını değiştirir. Üretimde kullanacağınız alaşım, kalınlık ve sertlik konusunda ısrarcı olun—tam olarak ne kullanacaksanız onu kullanın. Onlar için maliyet dakikalar; sizin için getirisi kesinliktir.
Metalin kalıba değmesinden önce başarıyı tanımlayın. Kabul kriterlerini belgeleyin—düzlük toleransı, flanş uzunluğu, yarıçap, yüzey kalitesi—ve her iki tarafın da onayladığından emin olun. Bu yazılı netlik, tedarikçi ilişkilerini bozan öznel “bize göre iyi görünüyor” anını ortadan kaldırır. Deneme sırasında birden fazla numuneyi ölçün. Eğer Y ekseni derinlik kontrolü on bükme boyunca 0,01 mm’den fazla değişiyorsa, abkant presin kalibrasyona ihtiyacı vardır veya operatörün uygun kurulum dokümantasyonu yoktur.
Son olarak, makinenin işiniz için yeterli güce sahip olduğunu doğrulayın. Abkant presler fizik kurallarına uyar, iyimserliğe değil. Tonaj formülü—(575 × Kalınlık² × Uzunluk) / (Kalıp Genişliği × 1000)—bir makinenin parçanızı güvenli ve doğru şekilde büküp bükemeyeceğini gösterir. Bu hesaplamayı yapmayan veya konudan kaçınan bir tedarikçi, teklif ettiği teslim süresi ne olursa olsun projeniz için yetersizdir.
Bir CNC abkant pres sadece bir makine değildir—o bir gerçeklik dedektörüdür. Bir tedarikçinin belirtemediği her teknik özellik, atladığı her simülasyon, verdiği her “deneriz” cevabı onun bir ortak mı yoksa potansiyel bir başarısızlık noktası mı olduğunu ortaya çıkarır. Gerçek kontrol anı, zımba sacla buluştuğunda değil; o zımbayı kimin tuttuğuna karar verdiğiniz andır.


















