

Оператор пресса наклоняется над деформированной деталью, щурясь на цифровой транспортир, который показывает 87,6°. В чертеже указано 88,0°. “Достаточно близко”, — бормочет он. Спустя несколько часов эти лишние десятые градуса распространяются по всей линии сборки — отверстия не совпадают, сварные швы переделываются, сроки срываются. Участок гибки — это не просто очередной этап; это критическая точка для всего вашего производственного графика. И в большинстве цехов эта точка работает на надежде и привычке, а не на точности и предсказуемости.
Каждый производитель знает боль переделок — но немногие связывают её с настоящей причиной: “достаточно хорошие” изгибы на сложной геометрии. Ручные методы полагаются на опыт и чувство, но опыт не может компенсировать микроскопические несоответствия, которые накапливаются при жестких допусках. Детали с несколькими отбортовками особенно сложны; отклонение всего на 0,5° на каждом изгибе может превратить когда-то ровное основание в качающуюся проблему. Цеха, гонящиеся за производительностью с ручными прессами, тихо сжигают сотни часов труда на исправление того, что можно было устранить в самом начале.
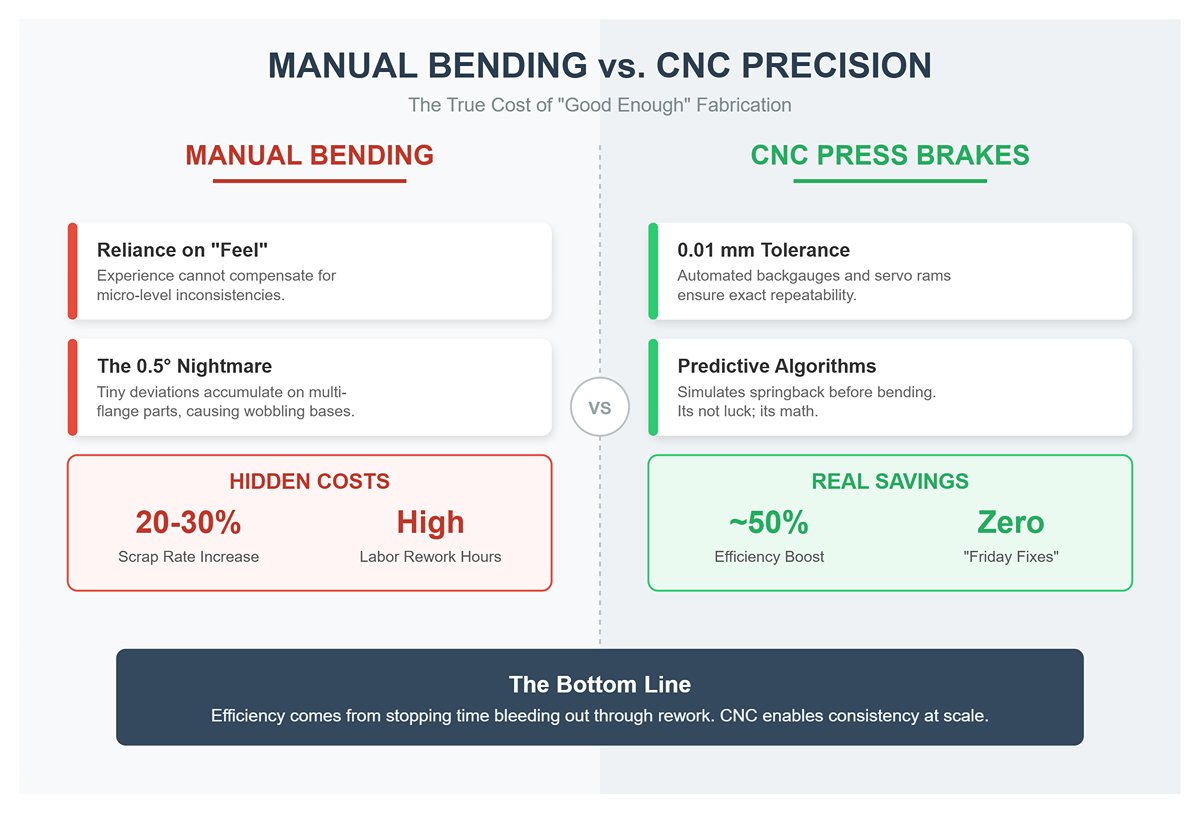
Прессы с ЧПУ устраняют эту неопределенность. Их автоматические упоры и сервоприводные ползуны держат допуск до 0,01 мм, повторяя точные последовательности даже на тысячах циклов. Это означает меньше брака, меньше шлифовки и меньше “пятничных исправлений”, которые тянут бюджет на сверхурочные. Исследования внедрения ЧПУ показывают рост эффективности до 50 %, не потому что машины работают быстрее, а потому что они предотвращают утечку времени на переделки. Настоящая экономия приходит от стабильности — такой, которую человеческий глаз или рука не могут повторить в масштабе.
Скрытая стоимость ручной гибки также накапливается в виде потерь материала. Операторы, вынужденные компенсировать упругий возврат или дрейф угла, часто перегибают, а затем снова корректируют. Уровень брака растет на 20–30 %, и небольшая “корректировка” превращается в потерю целого листа. Предиктивные алгоритмы ЧПУ моделируют упругий возврат до того, как пуансон начнет движение, заранее программируя углы перегиба, чтобы каждая деталь выходила в допуск с первого раза. Это не удача; это математика, реализованная с микронной точностью.
Менеджеры производства обычно измеряют простой в часах. Более дальновидные измеряют его в репутации. Узкое место на участке гибки не просто останавливает станки — оно задерживает поставку, откладывает выставление счетов и подрывает доверие клиентов. Гидравлические прессы теряют около 1,2 % эффективности в час по мере перегрева масла, заставляя операторов делать паузы, пока часы продолжают тикать. За восьмичасовую смену это снижение приводит к потере более 10 % выпуска. В отличие от них, полностью электрические системы с ЧПУ сохраняют более 88 % эффективности при непрерывной работе, их тепловая стабильность обеспечивается замкнутыми контурами управления.
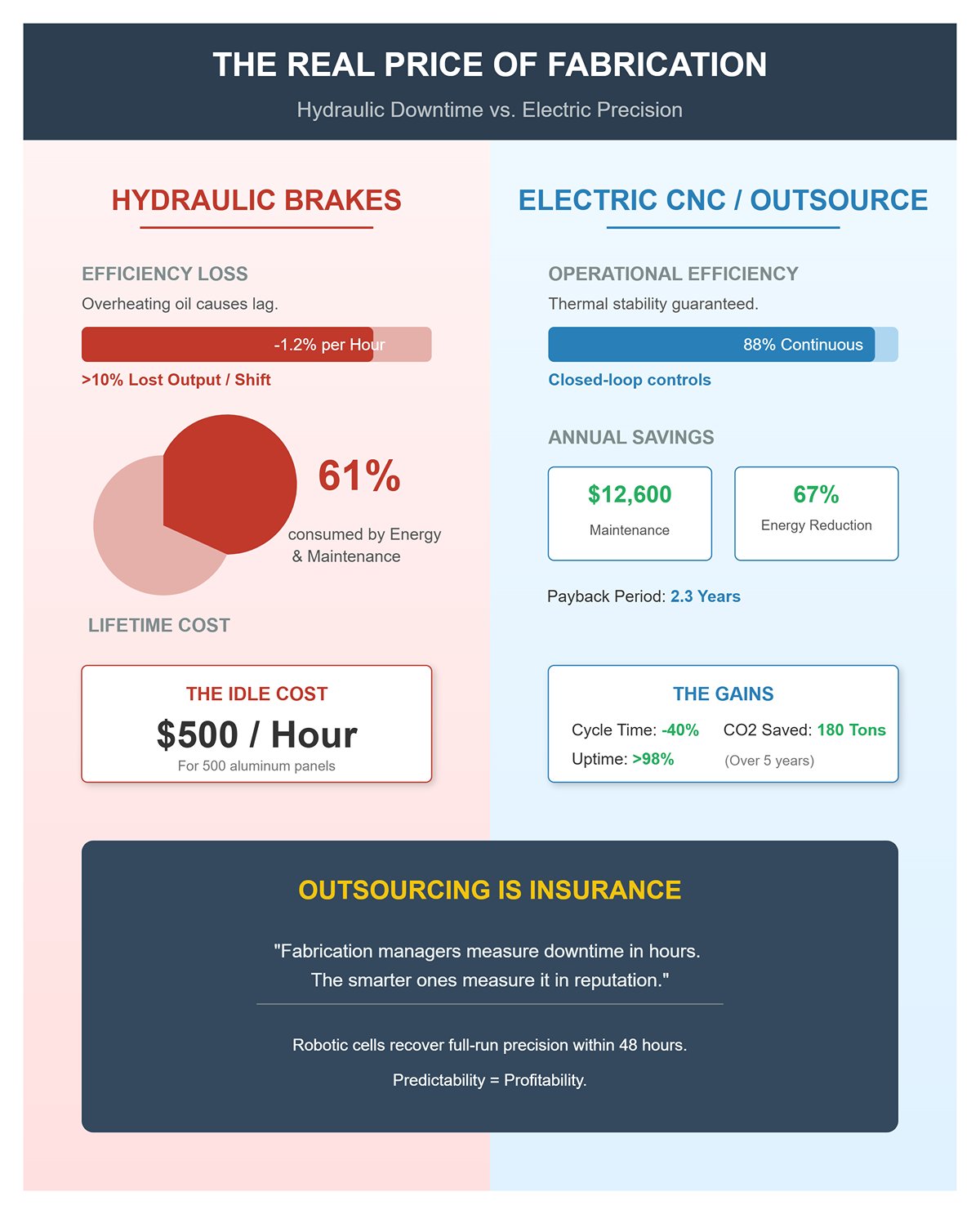
Финансовые расчеты столь же показательны. Гидравлические прессы расходуют 61 % своей стоимости владения на энергию и обслуживание. Переход на электрические ЧПУ сокращает срок окупаемости примерно до 2,3 лет, при ежегодной экономии на обслуживании в среднем 12 600 $ и снижении энергозатрат примерно на 67 %. Для операций по гибке 500 алюминиевых панелей простой может достигать 1 500 $ в час. Аутсорсинг в цех с ЧПУ, который объединяет процессы от моделирования до отгрузки, устраняет эти затраты на простой и восстанавливает точность полного цикла в течение 48 часов.
В конечном итоге аутсорсинг точности — это не расход, а страховка от непредсказуемости. При больших объемах время цикла сокращается на 40 %, когда роботизированные ячейки автоматически управляют сменой оснастки. Предиктивное обслуживание и мониторинг на основе IoT поддерживают время безотказной работы выше 98 %, снижая риск неожиданных задержек. Даже экологический эффект улучшается: каждый электрический пресс может предотвратить выброс более 180 тонн CO₂ за пять лет непрерывной работы. Точность, скорость и устойчивость сходятся там, где раньше было узкое место. Как только вы перестаете довольствоваться “достаточно хорошо”, производство становится предсказуемым — а прибыль следует за этим.
Ручные упоры терпят неудачу именно там, где начинается современное проектирование листового металла — на нерегулярных, асимметричных деталях, где геометрия меняется от одной отбортовки к другой. Опытные операторы часто могут “нащупать” повторяемую настройку для простых изгибов, но эта интуиция рушится, когда появляются смещенные кронштейны, конусные каналы или последовательности вложенных отбортовок. Каждое ручное перемещение вносит небольшой сдвиг по осям X или Z; после нескольких изгибов эти ошибки накапливаются в заметную деформацию и переделку.
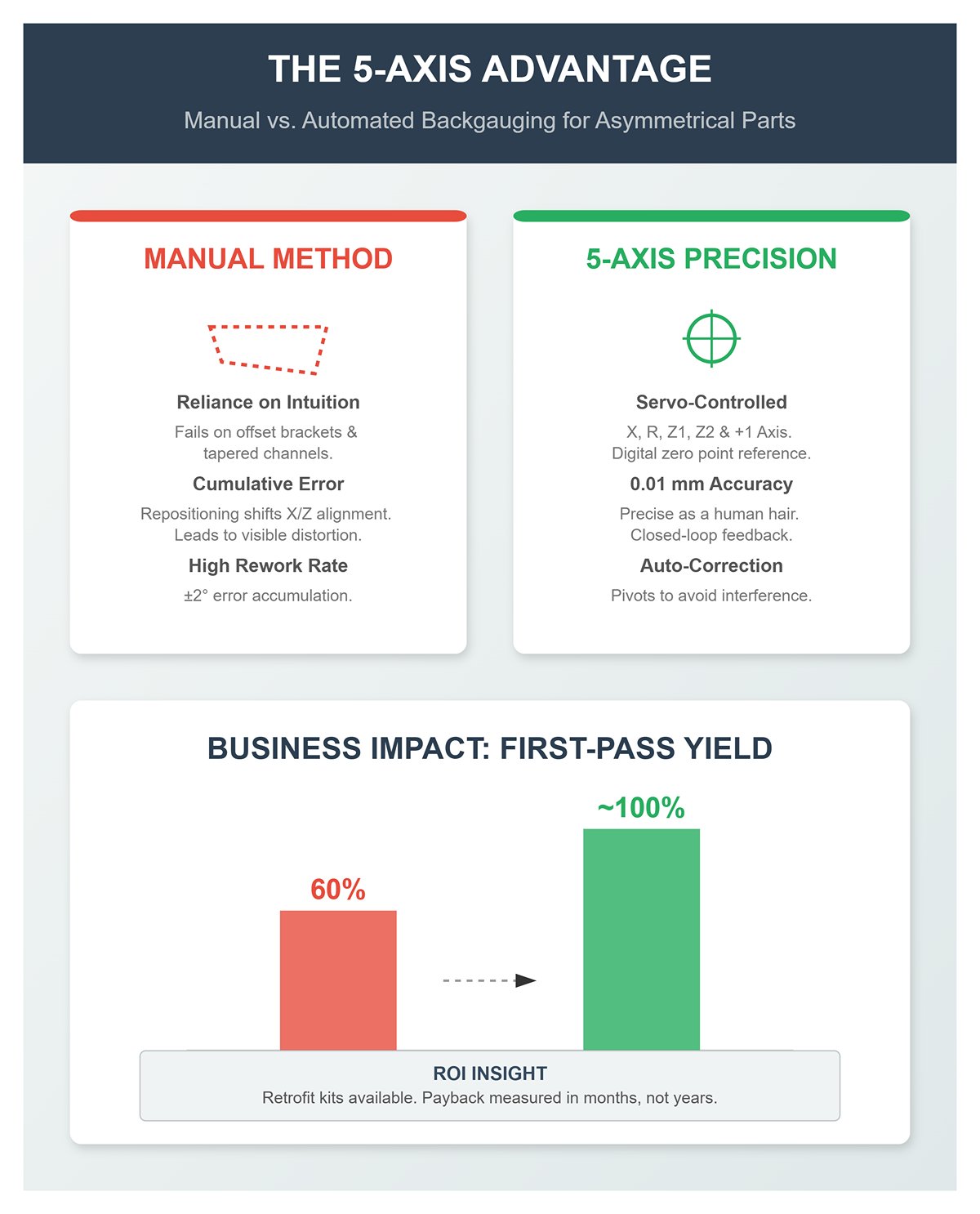
Пятиосевой упор устраняет этот дрейф благодаря сервоприводной точности по X (глубина), R (высота), Z1/Z2 (независимые боковые упоры) и программируемой “+1” оси для сложных углов. Каждое движение отсчитывается от цифровой нулевой точки, повторяясь с точностью до 0,01 мм — примерно толщины человеческого волоса. Машина автоматически корректирует помехи, даже отводя пальцы упора от неровных отбортовок. Замкнутая система обратной связи проверяет фактическое положение, предотвращая накопленную ошибку ±2°, которая обычно возникает к концу рабочей недели оператора.
Для прототипов эффект еще более значителен. Цеха, выполняющие нестандартные HVAC-отбортовки или асимметричные кронштейны, видят рост выхода годных изделий с 60 % до почти полной приемки после внедрения 5-осевого позиционирования. Комплекты для модернизации делают этот переход доступным для старых механических прессов, меняя непостоянство на отслеживаемую точность и окупаемость, измеряемую месяцами, а не финансовыми годами.
Даже идеально расположенный лист не будет соответствовать требованиям, если угол гиба изменяется. Причина — упругий возврат, то есть эластичный отскок металла после формовки. Ручные операторы компенсируют его, “подталкивая” ползун глубже, пока угломер не покажет правильное значение, подход, который гарантирует вариативность между сменами или партиями материала. Формовка с ЧПУ заменяет эту интуицию математикой: датчики измеряют глубину пуансона, толщину материала и усилие в реальном времени, затем применяют рассчитанный перегиб, чтобы конечный угол точно соответствовал спецификации.
Этот замкнутый метод превращает гибку из догадок в управляемый процесс. Там, где ручная подгонка может потребовать нескольких пробных ударов, чтобы достичь 90° на алюминии 6061, контроллер ЧПУ сразу применяет автоматический перегиб на 2–3°, изучает поведение материала и сохраняет результат для повторного использования. Это устраняет сценарий “согнуто один раз — навсегда неправильно”, когда один неверный ход портил всю партию. Поскольку система одновременно отслеживает упор и глубину по оси Y, она компенсирует износ инструмента, тепловое расширение или даже слегка деформированную заготовку.
Эффективность процесса следует за точностью. Контроллеры с облачной синхронизацией теперь сокращают переналадку с получаса до нескольких минут, позволяя загружать разные программы работ одним нажатием на сенсорный экран. Высококлассная ячейка, работающая ночью, может поддерживать отклонение менее 0,01 мм между началом и концом без присутствия оператора — потому что ей не нужен кто-то, кто будет “догонять” угол.
Выбор метода гибки — это вторая половина повторяемости. Гибка воздухом доминирует в производстве, потому что использует неполное проникновение пуансона — позволяя одному комплекту оснастки обеспечивать диапазон углов просто изменением глубины. Настройка в три раза быстрее и требует меньше усилия, чем формовка с полным контактом. В сочетании с отзывчивым 5-осевым упором и программной компенсацией упругого возврата это идеальная конфигурация для всего — от панелей толщиной 24 га до кронштейнов 10 га. ЧПУ может предсказать правильную глубину на основе данных о материале, избавляя программиста от эмпирических проб.
Однако, когда допуски сужаются до менее чем полградуса или упругий возврат превышает 3°, осаживание оправдывает себя. Полное вдавливание листа в V-матрицу практически полностью устраняет переменную упругого возврата — ценой гибкости оснастки. Это правильный выбор для прототипов, которым нужна абсолютная точность перед запуском производства. Каждый удар требует, чтобы оси Z1/Z2 заднего упора сохраняли параллельное выравнивание, чтобы обе стороны гиба контактировали одновременно; иначе крутящий момент может исказить идеально выполненный гиб.
Коининг, третий и более редкий вариант, вдавливает материал до подчинения для микроскопических допусков на нержавейке или сплавах аэрокосмического класса, требуя примерно в пять раз большее усилие формовки. Его значимость для общего производства ограничена, но он иллюстрирует тенденцию: по мере ужесточения допусков растёт необходимость синхронизации сервоприводов по всем осям.
| Метод | Описание | Преимущества | Когда использовать | Особенности |
|---|---|---|---|---|
| Гибка в воздухе | Использует неполное проникновение пуансона в матрицу, изменяя глубину для получения разных углов. | Быстрая настройка (≈3× быстрее, чем формовка с полным контактом), меньшее усилие, гибкая оснастка, совместимость с 5-осевым упором и программной компенсацией упругого возврата. | Общее производство; идеально для материалов от 24 га до 10 га; когда допустима умеренная точность. | Зависимость от прогнозирования упругого возврата по данным материала; не подходит для очень жёстких допусков. |
| Осадка (bottoming) | Полностью вдавливает лист в V-матрицу, минимизируя упругий возврат. | Высокая точность, минимальный упругий возврат, стабильные результаты. | Прототипы или детали, требующие абсолютной точности; допуски жёстче ±0,5°. | Сниженная гибкость оснастки; оси Z1/Z2 заднего упора должны оставаться параллельными, чтобы предотвратить крутящий изгиб. |
| Канавка (койнинг) | Полностью вдавливает материал в штамп для микроскопической точности. | Чрезвычайно строгие допуски; практически полностью устраняет обратный пружинный эффект. | Специализированные применения (например, нержавеющие или авиационные сплавы). | Требует ≈5× давления формовки; ограниченное общее использование; требует точной синхронизации сервоприводов по всем осям. |
Устранение “пятничного послеобеденного” разброса — это не замена людей, а устранение условий, при которых невозможна стабильность. Когда системой, а не оператором, управляется математика позиционирования и переразгиба, выходные перестают иметь значение для качества. На этой основе цеха наконец переходят от реактивного контроля к проактивному управлению — готовы увеличивать мощности, заключать более выгодные контракты или интегрировать роботизированную загрузку без страха накопленных ошибок. Листогибочный пресс становится не просто инструментом для гибки металла, а надежной частью цифровой производственной экосистемы.
Репутация алюминия как “легкого в гибке” рушится, когда речь заходит о точности. Та же пластичность, которая позволяет формовать его при низком давлении — предел текучести часто в диапазоне 200–350 МПа — вызывает упорный обратный пружинный эффект в 2–5° после извлечения из штампа. Единственный путь к повторяемой геометрии — компенсация. Высококлассные ЧПУ‑листыгибы делают это автоматически, используя лазеры для измерения угла и алгоритмы, которые в реальном времени корректируют глубину пуансона. Операторы, работающие «на ощупь», воспринимают обратный пружинный эффект как догадку. Они будут тестировать, подгонять и переразгибать, пока результат не будет выглядеть приемлемо. Такой подход проходит для любительских деталей, но при допуске ±0,5° точность с первого раза отделяет прецизионные цеха от дилетантов.
Когда вы оцениваете предложение на формовку, спрашивайте не о том, насколько дешев поставщик, а о том, измеряет ли их ПО отклонение угла в процессе. Оператор с компенсированным прессом может установить корректировку гиба за одну итерацию; без этого можно потерять 15–20 % материала партии. Алюминий мгновенно выявляет этот разрыв в навыках — особенно на сплавах 6061 или 5052, где чистая поверхность делает каждый сбой в компенсации пружинного эффекта заметным.
Переключитесь с алюминия на нержавейку — и физика снова предъявит цену. Обычная 304‑я нержавеющая сталь требует примерно в 1,5 раза больше усилия, чем мягкая сталь при той же толщине. На практике гиб длиной 8 футов и толщиной четверть дюйма на V‑штампе шириной 2 дюйма требует 122 тонны для мягкой стали, но превышает 180 тонн для нержавейки. Менее мощные машины справятся с первым значением и провалят второе. Недооценка здесь не теоретическая — она вызывает прогиб ползуна, который увеличивает угол гиба на несколько градусов по всей длине панели, что приводит к ошибкам при сборке сопрягаемых деталей.
Экзотические материалы, такие как титан или Инконель, усиливают ошибку. Их пределы прочности на растяжение, часто между 700 и 1200 МПа, могут превысить конструкционную прочность пресса, если не учесть длину. Поэтому серьезные поставщики указывают пределы нагрузки по центру: общий доступный тоннаж, делённый на рабочую ширину. Всё, что превышает 23 тонны на фут для 10‑футового пресса, грозит перекосом или постоянной деформацией рамы. Когда цех утверждает, что “можно просто работать медленнее”, это значит, что они будут перенапрягать машину и корректировать «на глаз» — дорогостоящая авантюра для авиации или медицины. Всегда сверяйте рейтинг оборудования с кривой тоннажа вашего материала перед оформлением заказа.
Длина меняет всё. Большинство универсальных прессов ограничены длиной 10–12 футов и глубиной зева 10–12 дюймов. Это значит, что любой корпус или канал длиннее стола — или глубже зева — требует творческих обходных решений: поворота детали в процессе, разделения на меньшие гибы или изменения конструкции. Каждое решение вносит отклонения в совмещение и оставляет видимые следы. Самое простое предотвращение — подобрать машину под габариты детали, обычно это ЧПУ‑пресс на 500 тонн и выше с удлинёнными пуансонами‑гусиными шеями.
Инструмент‑гусиная шея оправдывает себя, когда вертикальный зазор становится ограничивающим фактором. Глубокие коробки, корпуса электроники или архитектурные панели, которые иначе упёрлись бы в тело пуансона, легко проходят благодаря смещённой геометрии. Меньше переворотов — выше стабильность углов и на 30 % короче циклы. Если вам говорят, что цех “может освободить место” для глубокой формы, сточив стандартные пуансоны, воспринимайте это как тревожный сигнал: изменённый инструмент сокращает срок службы и ухудшает качество поверхности.
Перед принятием предложения отправьте один вопрос, который мгновенно выявит компетентность: Расчёт усилия гибки = 1,42 × σ × S² × L / V. Компетентный поставщик сможет подставить реальные числа в это уравнение, проверить нагрузку на фут и подтвердить, что их рама останется в пределах упругих деформаций. Тот, кто не может посчитать это сходу, действует наугад — а в гибке на прессе угадывание — самый дорогой процесс.
Продвинутые производители рассматривают эти расчёты не как маркетинг, а как совместную работу по проектированию. Они изучат длину, сплав и радиус гиба вашей детали, чтобы предложить наиболее эффективное сочетание пресса, пуансона и штампа. Это партнёрство, которое нужно производителям с широким ассортиментом: знающие физику, оснащённые симуляцией и достаточно уверенные, чтобы превращать вариативность между партиями в данные, а не в отходы.
Каждый раз, когда оператор переворачивает листовую деталь во время формовки, производственный поток останавливается. Перемещение, повторное зажатие и ручное выравнивание заготовки занимают больше минут, чем само гибкое. Цеха фиксируют эту потерю темпа и выставляют счет соответственно. В деталях с несколькими гибами сокращение переворотов с двух или трех до нуля может уменьшить время цикла на 25–40 %. В партии из 50 деталей эта разница суммируется в часы сэкономленного труда.
Ключ — разработать последовательность гибов, позволяющую выполнять все операции с одной стороны. Например, пресс на 175 тонн с рабочим столом длиной 120 дюймов может выполнять воздушную гибку до десяти элементов на листе из нержавеющей стали 304 толщиной 0,090 дюйма без перестановки. Эта эффективность зависит от того, как чертеж определяет зоны снятия напряжений и ориентацию фланцев. Если противоположные ножки можно повернуть на стадии проектирования, чтобы формовать их в одном направлении, наладка становится односторонней и непрерывной.
На более длинных листах — 10–12 футов — преимущество возрастает. Цеха, оснащенные многокоординатными задними упорами (оси X, R и Z), могут автоматически перемещать деталь, выполняя гибы последовательно вдоль длины вместо ручного переворачивания. Избежание переворотов на таких крупных деталях может сократить почасовые затраты на обработку на 50–100 $, снизить риск появления царапин на поверхности и улучшить параллельность между гибами. Для покупателя это не просто экономия времени — это уменьшение вероятности ошибок и переделок.
Библиотеки инструментов для листогибочных прессов охватывают ограниченный диапазон внутренних радиусов гиба. Когда чертеж указывает значение вне этого диапазона, работа требует смены наладки или изготовления специального инструмента. Это может стоить 200–500 $ за шлифовку матрицы или новый вкладыш. Оставаясь в “зоне стандартного радиуса гиба” — примерно одна толщина материала (1t) — вы используете инструмент, уже имеющийся в цеху.
Для большинства металлов действует простое правило: если вы гнете алюминий 5052 толщиной 16 калибра (0,060 дюйма), укажите внутренний радиус 1/16 дюйма. Он подходит почти для любого V-образного штампа с углом 8°, настроенного с раскрытием в 12 раз больше радиуса, обеспечивая чистый профиль без смены инструмента. Если увеличить радиус до 2t или 4t, стоимость может вырасти на 15–20 % только из-за замены инструмента и пробных гибов.
Современное ПО CAM выявляет нестандартные радиусы до начала изготовления, сравнивая геометрию DXF с таблицей матриц цеха. Конструкторские команды, использующие эти проверки на ранних стадиях, часто получают двузначную экономию. Один производитель HVAC добился снижения затрат на 18 % — по пяти аналогичным деталям из листового металла — объединив все радиусы гиба до 1t. Функциональное изменение потока воздуха было незначительным; прирост эффективности — существенным.
Здесь ценится последовательность. Каждый раз, когда вы согласуете чертеж с инструментальным парком поставщика, вы убираете вариативность, ускоряете расчет цены и сокращаете сроки повторных заказов.
Жесткие допуски демонстрируют профессионализм, но в работе на листогибе излишняя точность повышает стоимость без улучшения посадки или функции. Детали, согнутые воздушным методом — без полного вдавливания пуансона в матрицу — естественно удерживают точность угла гиба около ±1°. Указание ±0,5° требует полного вдавливания или чеканки, что удваивает усилие, увеличивает износ матрицы и удлиняет каждый ход. Такая точность оправдана для сварных узлов с точным сопряжением фланцев, но не для кожухов или кронштейнов, где есть запас по креплению.
Расположение гиба относительно другого гиба — еще одна распространенная ловушка. Задние упоры листогиба позиционируются с повторяемостью около ±0,005 дюйма; более жесткие требования вызывают тонкую настройку по оси Z, добавляющую минуты наладки при каждой смене инструмента. Если итоговое изделие не зависит от накопленной погрешности по плоскости, ±0,010 дюйма достаточно для большинства листовых деталей.
Другие размеры — длина ножки, плоскостность, внутренний радиус — уже находятся в пределах допусков материала и инструмента. Более жесткие требования в основном добавляют время на контроль и оформление обоснований. В проекте корпуса из стали 4130 простое ослабление допусков с ±0,5°/0,002 дюйма до ±1°/0,005 дюйма снизило цену с 2 800 $ до 1 950 $, при идентичной производительности после сварки и порошкового покрытия.
Контроль допусков имеет смысл только тогда, когда он влияет на функциональность. Все остальное лишь проверяет терпение цеха.
Настоящее испытание: проверьте свой чертеж. Посчитайте перевороты (цель — один или ни одного). Убедитесь, что каждый радиус соответствует максимум 1t или 2t. Сократите допуски до функционального минимума. Когда отправите обновленный файл на расчет, попросите цех смоделировать последовательность гибов. Сравнение цен “до” и “после” сразу покажет эффект.
Век эволюции листогибов не изменил основ — гравитация все так же побеждает, инструмент все так же стоит денег, а минуты все так же определяют маржу. Но четкие, удобные для производства чертежи превращают эти ограничения в преимущество. Сократите перевороты, стандартизируйте радиусы и указывайте разумные допуски: вместе они создают повторяемый путь к экономии 20 % без ущерба для назначения детали.
Самый простой способ выявить риск — задать один простой вопрос: “Какое оборудование и метод гибки вы будете использовать для моей детали?” Если поставщик не может назвать усилие своего пресса, длину стола или тип гибки (гибка в воздухе, гибка в упор или чеканка), разговор можно считать оконченным. Точная гибка требует математики, а не догадок, и цех, который “разберётся позже”, приглашает ошибки в ваш производственный график. Поставщик, который действительно понимает своё оборудование, сам озвучит детали — “170 тонн, стол 10 футов, гидравлический ЧПУ, пресс с нижним приводом” — без ваших подсказок. Такая уверенность в спецификациях — первый признак компетентности.
Далее спросите о системе заднего упора. Цеха с ручными упорами или ограниченным управлением по осям не могут гарантировать стабильную длину отбортовки или положение гиба. Если они не могут описать управление по осям X-R-Z или продемонстрировать повторяемость на деталях с несколькими гибами, они не работают по современным стандартам. Нестабильные задние упоры приводят к изменчивым углам гиба, непредсказуемому возврату пружины и росту процента брака, который превысит вашу норму до того, как кто-то это заметит.
Контроль качества — третий фильтр. Любой поставщик, который запинается на вопросе о сертификации ISO или не может описать, как он измеряет точность детали, не управляет качеством — он реагирует на дефекты постфактум. Ожидайте услышать о проверке на КИМ (координатно-измерительной машине), тестировании шероховатости поверхности или планах контроля, соответствующих ISO 9001:2015. Отсутствие этих систем означает, что ваш первый образец — это игра в орлянку.
Наконец, остерегайтесь поставщиков, которые сопротивляются первому пробному образцу. Надёжные партнёры знают, что разные сплавы гнутся по-разному — 304 нержавейка не равна 5052 алюминию — и они будут настаивать на проверке своей настройки перед серийным производством. Отказ согнуть один образец из вашего реального материала сигнализирует, что цех не ценит валидацию процесса. На этом разговор заканчивается.
В работе на листогибочном прессе самый дешёвый подрядчик часто выигрывает заказ и теряет ваш материал. Дешёвая цена обычно скрывает невидимые расходы: переделки, брак, задержки доставки и простой производства. Когда у цеха нет программного обеспечения для симуляции последовательности гибов, он делает ставку вслепую. Первый прогон становится их экспериментом — за ваш счёт. Поставщики, которые моделируют процесс заранее, выставляют цену чуть выше, потому что они уже решили геометрию; их более высокий процент выхода годных с первого раза (>98%) доказывает, что дисциплина затрат живёт на начальном этапе, а не в конце.
Истинная экономия достигается за счёт консолидации возможностей, а не за счёт скидок. Цех, который режет, гнёт и собирает под одной крышей, сокращает задержки логистики и выявляет проблемы до того, как они перейдут в следующий процесс. Разница — в прослеживаемости: когда гиб идёт неправильно в интегрированном производстве, исправление происходит до порошкового покрытия или сборки. Когда это случается у субподрядчика, вы узнаёте об этом через несколько дней — уже на готовых изделиях.
Опыт работы с материалом — последний отличительный признак. Поставщик, который оценивает 5052 и 6061 алюминий по одной цене, не спрашивая о состоянии закалки или направлении волокон, не занимается инженерией — он играет в азартную игру. Усилие гибки для 6061-T6 примерно вдвое больше, чем для 5052-H32 при одинаковой толщине. Это важно, потому что коррекция угла возврата пружины зависит от точного контроля глубины по оси Y. Та же физика, которая делает цену в Excel дешёвой, делает её дорогой в вашей корзине брака.
Перед тем как отдать заказ, запросите расчёт с поддержкой симуляции. Правильный цех импортирует ваш DXF, определит линии гиба, проведёт анализ усилия и последовательности, а также покажет прогноз компенсации возврата пружины. Это наглядное доказательство демонстрирует две критически важные вещи: что их оборудование физически способно обработать вашу деталь и что их операторы понимают путь гибки. Устное “мы можем это сделать” ничего не стоит; проверка на основе данных — это граница между поставщиком и партнёром.
Затем потребуйте, чтобы их Пробная деталь использует ваш фактический материал. Сгибание заменяющего листа полностью аннулирует тест, потому что поведение сплава изменяет результаты упругого возврата. Настаивайте на своём сплаве, толщине и состоянии — именно тех, что будете использовать в производстве. Их затраты — минуты; ваша отдача — уверенность.
Определите критерии успеха до того, как металл коснётся инструмента. Задокументируйте критерии приёмки— допуск по плоскостности, длина фланца, радиус, чистота поверхности — и убедитесь, что обе стороны это подписали. Такая письменная ясность устраняет субъективный момент “нам кажется, всё нормально”, который разрушает отношения с поставщиком. Во время испытания измерьте несколько образцов. Если контроль глубины по оси Y варьируется более чем на 0,01 мм на десяти сгибах, требуется калибровка листогиба или у оператора нет надлежащей документации по настройке.
Наконец, убедитесь, что у станка достаточно мощности для вашей задачи. Листогибы подчиняются законам физики, а не оптимизму. Формула расчёта усилия — (575 × Толщина² × Длина) / (Ширина матрицы × 1000) — показывает, может ли станок безопасно и точно согнуть вашу деталь. Поставщик, который не выполняет этот расчёт или избегает этой темы, недостаточно оснащён для вашего проекта, независимо от заявленных сроков.
ЧПУ-листогиб — это не просто станок, а детектор правды. Каждая спецификация, которую поставщик не может озвучить, каждая пропущенная симуляция, каждый ответ “попробуем” показывает, является ли он партнёром или потенциальной точкой отказа. Настоящий момент контроля — не когда пуансон встречается с листом, а когда вы решаете, кто держит этот пуансон.


















