

The brake operator leans over a warped component, squinting at a digital protractor that reads 87.6°. The drawing says 88.0°. “Close enough,” he mutters. Hours later, those extra tenths of a degree ripple through the assembly line—holes misaligned, welds rewelded, deadlines slipping. The bending station isn’t just another step; it’s the make-or-break junction for your entire fabrication schedule. And in most shops, that junction is running on hope and habit instead of precision and predictability.
Every fabricator knows the pain of rework—but few trace it back to its real culprit: “good enough” bends on complex geometries. Manual methods rely on experience and feel, but experience can’t compensate for micro-level inconsistencies that accumulate under tight tolerances. Multi-flange parts are especially brutal; one 0.5° deviation on each bend can turn a once-flat base into a wobbling nightmare. Shops chasing throughput with manual brakes quietly burn hundreds of labor hours correcting what could have been cut off at the source.
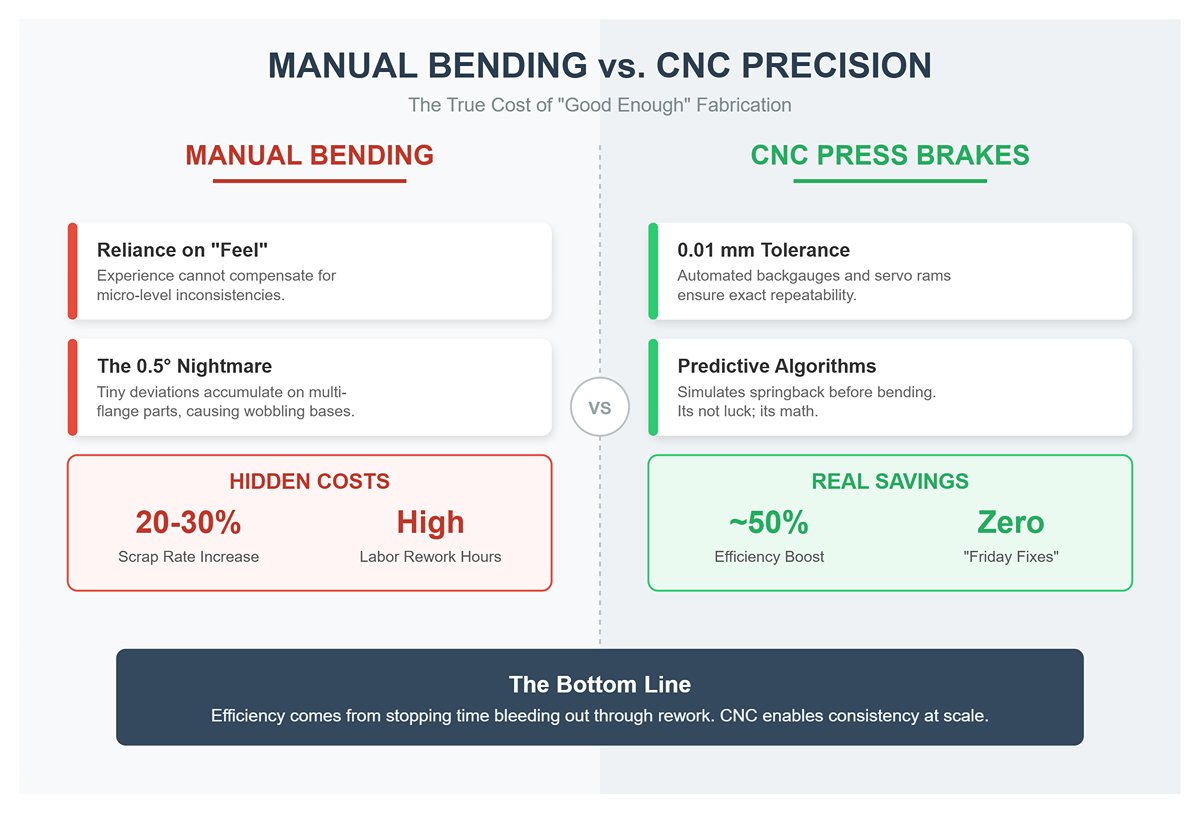
CNC press brakes eliminate that uncertainty. Their automated backgauges and servo-driven rams hold tolerance to 0.01 mm, repeating exact sequences even across thousands of cycles. That translates to fewer rejects, fewer grinding touch-ups, and fewer “Friday fixes” that drain overtime budgets. Studies tracking CNC adoption show efficiency boosts approaching 50%, not because the machines run faster, but because they stop time from bleeding out through rework. The real savings come from consistency—the kind no human eye or hand can repeat at scale.
Manual bending’s hidden cost compounds in wasted material as well. Operators forced to compensate for springback or angle drift often overbend, only to adjust again. Scrap rates climb by 20–30%, and the small “adjustment” becomes a full-sheet loss. CNC’s predictive algorithms simulate springback before the punch ever moves, preprogramming overbend angles so each part emerges within spec the first time. It’s not luck; it’s math, executed at micron precision.
Fabrication managers tend to measure downtime in hours. The smarter ones measure it in reputation. A schedule bottleneck at the bend station doesn’t just idle machines—it stalls delivery, postpones invoicing, and erodes client confidence. Hydraulic brakes lose about 1.2% efficiency per hour as oil overheats, forcing operators to pause even while the clock runs. Across an eight-hour shift, that sag translates to >10% lost output. Contrast that with all-electric CNC systems holding over 88% efficiency through continuous operation, their thermal stability guaranteed by closed-loop controls.
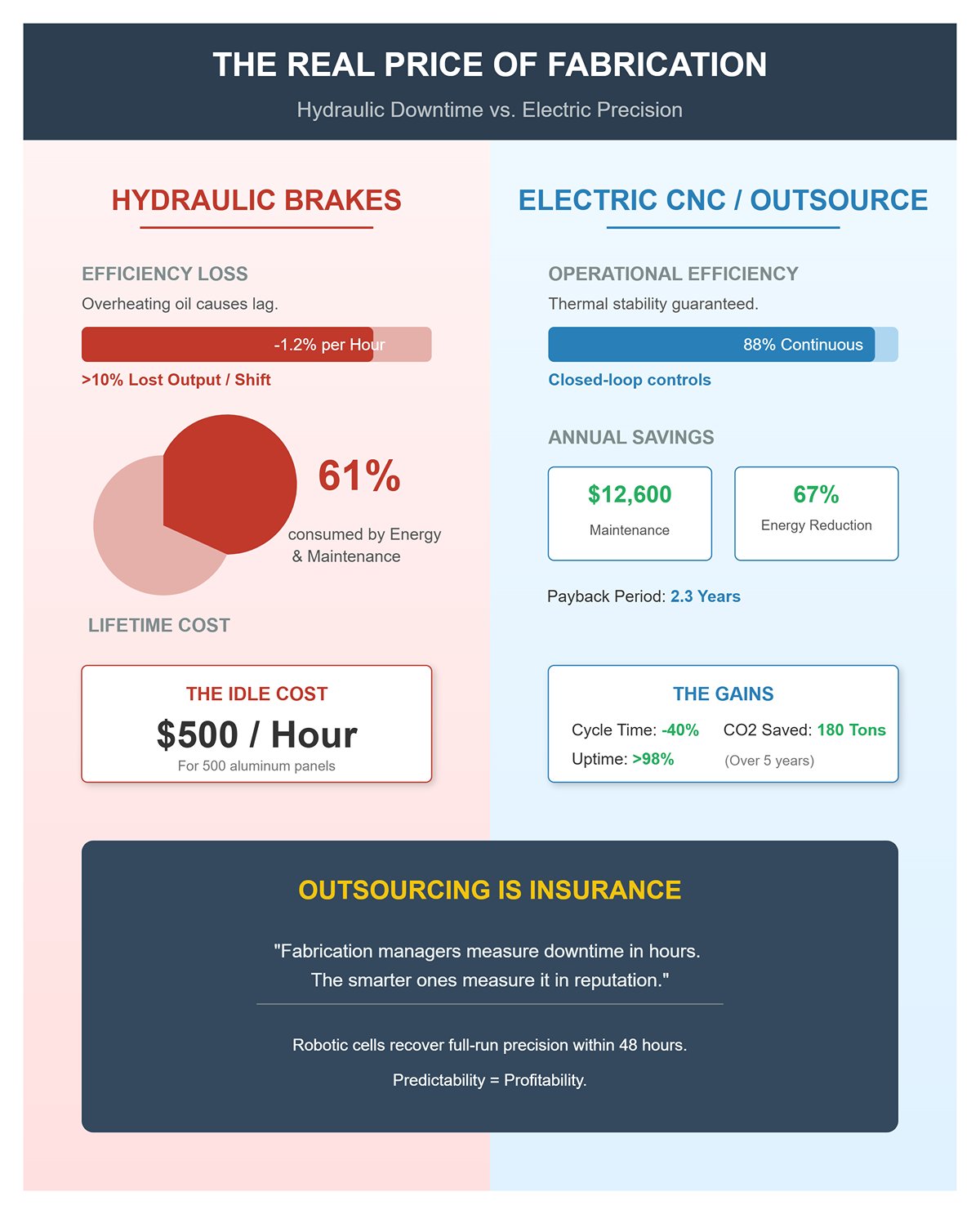
The financial math is just as revealing. Hydraulic brakes consume 61% of their lifetime cost in energy and maintenance. Swapping to electric CNC compresses payback to roughly 2.3 years, with annual maintenance savings averaging $12,600 and energy reductions near 67%. For operations bending 500 aluminum panels, idle time alone can hit $500 per hour. Outsourcing to a CNC shop that combines simulation-to-ship workflows eliminates that idle cost and recovers full-run precision within 48 hours.
Ultimately, outsourcing precision isn’t an expense—it’s an insurance policy against the unpredictable. High-volume runs see cycle times drop 40% when robotic cells manage tooling changes automatically. Predictive maintenance and IoT-driven monitoring keep uptime above 98%, slashing the risk of surprise delays. Even environmental impact improves: each electric press can prevent over 180 tons of CO₂ emissions across five years of continuous duty. Precision, speed, and sustainability converge where your bottleneck used to be. The moment you stop settling for “good enough,” fabrication becomes predictable—and profitability follows suit.
Manual backgauges fail precisely where modern sheet metal design begins—on irregular, asymmetrical parts where geometry changes from one flange to the next. Skilled operators can often “feel” a repeatable setup for simple bends, but that intuition collapses once offset brackets, tapered channels, or nested flange sequences enter the mix. Every manual reposition introduces a tiny shift in X or Z alignment; after several bends, those errors accumulate into visible distortion and rework.
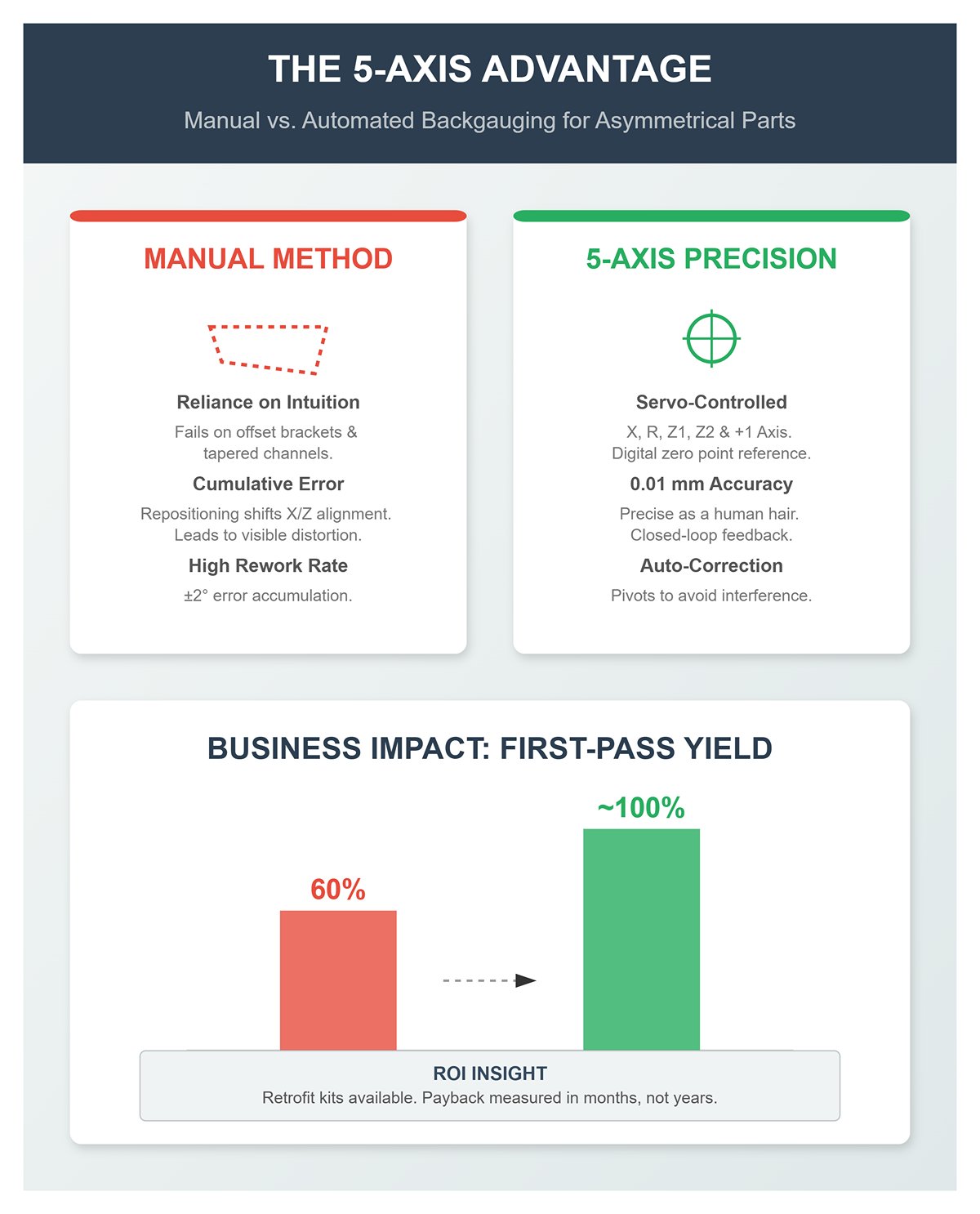
Five-axis backgauging eliminates this drift through servo-controlled precision on X (depth), R (height), Z1/Z2 (independent side stops), and a programmable “+1” axis for compound angles. Each move references a digital zero point, repeating to within 0.01 mm—roughly the thickness of a human hair. The machine corrects for interference automatically, even pivoting the gauge fingers clear of irregular flanges. A closed-loop feedback loop verifies actual position, preventing the ±2° cumulative error that typically blooms by the end of an operator’s week.
For prototypes, the impact is even greater. Shops running custom HVAC offsets or asymmetrical brackets see first-pass yields soar from 60% to nearly total acceptance once 5-axis positioning is adopted. Retrofit kits make the leap attainable for older mechanical brakes, exchanging inconsistency for traceable accuracy and payback measured in months, not fiscal years.
Even a perfectly positioned sheet will fail if the bend angle drifts. The culprit is springback—the elastic rebound of metal after forming. Manual operators compensate by “tapping” the ram deeper until an angle gauge looks right, an approach that guarantees variability across shifts or material lots. CNC forming replaces this intuition with math: sensors measure punch depth, material thickness, and tonnage in real time, then apply a computed overbend so the final angle lands exactly on specification.
This closed-loop method transforms bending from guesswork into process control. Where manual tweaking may require several test hits to hit 90° on 6061 aluminum, a CNC controller applies an immediate 2–3° overbend automatically, learns the material’s behavior, and stores the result for recall. That eliminates the “bent once, wrong forever” scenario, where a single misjudged stroke scrapped an entire run. Because the system references its backgauge and Y-axis depth together, it compensates simultaneously for tool wear, thermal expansion, or even a slightly warped blank.
Process efficiency follows precision. Cloud-synced controllers now reduce changeovers from half an hour to mere minutes, letting different job programs load at the press of a touchscreen. A high-end cell running overnight can maintain less than 0.01 mm variance between start and finish without an operator present—because it doesn’t need anyone to “chase” an angle.
Selecting a bending method is the other half of repeatability. Air bending dominates production because it uses partial penetration of the punch—allowing one set of tooling to deliver a range of angles simply by varying depth. It’s three times faster to set up and consumes less tonnage than full-contact forming. Pair that with a responsive 5-axis gauge and software-compensated springback, and you have the ideal configuration for anything from 24 ga panels to 10 ga brackets. The CNC can predict the correct depth from material data, sparing the programmer from empirical trial.
However, when tolerance windows close below half a degree or springback exceeds 3°, bottoming earns its keep. By pressing the sheet fully into the V-die, bottoming removes the variable of springback almost entirely—at the expense of tooling flexibility. It’s the right call for prototypes needing absolute accuracy before a production ramp. Each hit requires the backgauge’s Z1/Z2 axes to maintain parallel alignment so that both sides of the bend contact simultaneously; otherwise, torque twist can deform an otherwise perfect bend.
Coining, a third and rarer variant, crushes the material into submission for microscopic tolerances on stainless or aerospace-grade alloys, demanding roughly five times the forming pressure. Its relevance to general fabrication is limited but illustrates a trend: as tolerance strictness rises, so does the need for servo synchronization across every axis.
| Method | Description | Advantages | When to Use | Considerations |
|---|---|---|---|---|
| Air Bending | Uses partial penetration of the punch into the die, varying depth to produce different angles. | Fast setup (≈3× faster than full-contact forming), lower tonnage, flexible tooling, compatible with 5-axis gauge and software-compensated springback. | General production; ideal for 24 ga to 10 ga materials; when moderate accuracy is acceptable. | Dependent on springback prediction from material data; not ideal for very tight tolerances. |
| Bottoming | Presses the sheet fully into the V-die, minimizing springback. | High accuracy, minimal springback, consistent results. | Prototypes or parts requiring absolute accuracy; tolerances tighter than ±0.5°. | Reduced tooling flexibility; backgauge Z1/Z2 axes must stay parallel to prevent torque twist. |
| Coining | Fully crushes the material into the die for microscopic accuracy. | Extremely tight tolerances; eliminates springback almost entirely. | Specialized applications (e.g., stainless or aerospace alloys). | Requires ≈5× forming pressure; limited general use; demands precise servo synchronization across all axes. |
Eliminating “Friday Afternoon” variance isn’t about replacing people—it’s about engineering out the conditions that make consistency impossible. Once the system, not the operator, owns the math of positioning and overbend, weekends become irrelevant to quality. From that foundation, shops finally move from reactive inspection to proactive control—ready to scale capacity, pursue higher-value contracts, or integrate robotic loading without fear of accumulated error. The press brake becomes not just a tool for bending metal, but a dependable part of a digital manufacturing ecosystem.
Aluminum’s reputation for being “easy to bend” collapses when accuracy enters the conversation. The same ductility that lets it form at low pressures—yield strengths often in the 200–350 MPa range—produces a stubborn springback of 2–5° after release from the die. The only path to repeatable geometry is compensation. High-end CNC press brakes do this automatically, using angle-measurement lasers and algorithms that adjust punch depth in real time. Operators working from feel, however, treat springback as guesswork. They’ll test, tweak, and overbend until something looks right. That approach scrapes through on hobby parts, but when tolerance bands are ±0.5°, first-run accuracy separates precision shops from amateurs.
When you review a forming quote, ask not how cheap the vendor is but whether their software measures angular deviation as it happens. An operator with a compensated brake can establish bend corrections inside a single iteration; one without it might waste 15–20 % of run material. Aluminum exposes this skill gap instantly—especially on 6061 or 5052 alloys where clean surface finishes make every slip in springback visible.
Switch from aluminum to stainless, and the physics reassert their price. Common 304 stainless demands roughly 1.5 times the tonnage of mild steel at the same thickness. In a practical sense, an 8‑foot, quarter‑inch bend over a 2‑inch V‑die loads 122 tons in mild steel but climbs past 180 tons for stainless. Lesser machines handle the first number and fail the second. Underestimation here isn’t academic—it produces ram deflection that opens bend angles by several degrees across a long panel, compounding into alignment errors when mating parts assemble.
Exotics such as titanium or Inconel magnify the mistake. Their tensile strengths, often between 700 and 1200 MPa, can exceed a brake’s structural capacity if not derated for length. That’s why serious providers specify centerline loading limits: total available tonnage divided by working width. Anything beyond 23 tons per foot on a 10‑foot brake risks twist or permanent frame strain. When a shop claims they can “just run it slower,” they’re saying they’ll overstress the machine and adjust by eye—an expensive gamble on aerospace or medical work. Always cross‑check their equipment rating against your material’s tonnage curve before you issue the purchase order.
Length changes everything. Most general‑purpose brakes top out around 10–12 feet with 10–12 inch throat depths. That constraint means any enclosure or channel longer than the bed—or deeper than the throat—forces creative workarounds: rotating the part mid‑process, sectioning it into smaller bends, or modifying the design entirely. Each workaround introduces alignment deviation and visible witness lines. The simplest prevention is to match the part’s envelope to a machine built for it—typically a 500‑ton or higher CNC brake with extended gooseneck punches.
Gooseneck tooling earns its keep whenever vertical clearance becomes the limiting factor. Deep boxes, electronics housings, or architectural panels that would otherwise hit the punch body clear easily under its offset geometry. Fewer flips mean tighter angular consistency and 30 % shorter cycles. If you hear that a shop “can make room” for a deep form by grinding standard punches, take that as a red flag: altered tooling shortens life and degrades surface quality.
Before accepting a quote, send one question that instantly reveals competence: Run Forming Tonnage = 1.42 × σ × S² × L / V. A capable supplier can plug real numbers into that equation, verify loads per foot, and confirm whether their frame can stay within elastic limits. Anyone who can’t compute it offhand is guessing—and in press brake forming, guessing is the most expensive process of all.
Advanced fabricators treat these calculations not as sales rhetoric but as design collaboration. They’ll review your part’s length, alloy, and bend radius to propose the most efficient combination of brake, punch, and die. That is the partnership high‑mix manufacturers need: physics‑literate, simulation‑equipped, and confident enough to turn run‑to‑run variability into data instead of scrap.
Every time an operator flips a sheet part during forming, production flow stops. Handling, re-clamping, and manually aligning the workpiece consume more minutes than the bending itself. Shops track that lost momentum, and they charge accordingly. In multi-bend components, reducing flips from two or three to zero can trim cycle time by 25–40%. Over a 50-part batch, that difference compounds into hours of labor saved.
The key is designing a bend sequence that allows all operations from one side. A 175-ton press with a 120-inch bed, for example, can air-bend a sequence of up to ten features across a 0.090-inch thick 304 stainless sheet without repositioning. That efficiency hinges on how the print defines the bend reliefs and flange orientations. If opposing legs can be rotated at design stage to form in one direction, setup becomes single-sided and continuous.
On longer sheets—10 to 12 feet—the advantage grows. Shops outfitted with multi-axis backgauges (X, R, and Z axes) can reposition the part automatically, nesting bends sequentially along the length instead of flipping manually. Avoiding flips on these large components can cut $50–100 in hourly handling costs, slash risk of surface scuffing, and improve parallelism between bends. For a buyer, that’s not just time saved—it’s reduced opportunity for error and rework.
Press brake tooling libraries cover a finite range of inside bend radii. When a print specifies something beyond that range, the job triggers a setup change or custom tool charge. That can run $200–500 for die grinding or a new insert. Sticking within the “standard bend radius zone”—roughly one material thickness (1t)—keeps you inside the tooling set already on the floor.
For most metals, this rule of thumb holds: if you’re bending 16‑gauge 5052 aluminum (0.060 inch thick), call out a 1/16-inch inside radius. It fits in nearly any 8° V-die configured with an opening of 12 times the radius, giving a clean profile without tooling change. Shift that to 2t or 4t, and a quote can climb 15–20% purely from tool swaps and test bends.
Modern CAM software flags nonstandard radii before fabrication begins, comparing DXF geometry to the shop’s die chart. Design teams who use those checks early often see double-digit savings. One HVAC manufacturer realized an 18% cost reduction—across five similar sheet-metal parts—by consolidating all bend radii to 1t. The functional change to airflow was negligible; the efficiency gain was substantial.
Consistency is value here. Every time you match the print to your vendor’s tooling inventory, you remove variability, accelerate quoting, and shorten lead time on repeat runs.
Tight tolerances broadcast professionalism, but in press brake work, unnecessary precision drives cost without improving fit or function. Air-bent parts—those formed without bottoming the punch into the die—naturally hold about ±1° bend angle accuracy. Calling out ±0.5° demands bottoming or coining, which doubles tonnage, increases die wear, and extends each stroke. That precision makes sense on welded assemblies requiring exact mating flanges, but not on guards or brackets that rely on fastening flexibility.
Bend-to-bend location is another common trap. Press brake backgauges position repeatably to about ±0.005 inch; tighter specs invite fine Z-axis tuning that adds setup minutes per tool change. Unless planar accumulation in the final product depends on it, ±0.010 inch is sufficient for most sheet parts.
Other dimensions—leg length, flatness, inside radius—already fall within material and tool allowances. Tighter declarations mostly add inspection time and re-justification paperwork. On a 4130 steel enclosure project, simply relaxing tolerances from ±0.5°/0.002 inch to ±1°/0.005 inch cut the quote from $2,800 to $1,950, with identical performance after welding and powder coat.
Tolerance control is meaningful only when it governs function. Everything else just measures the shop’s patience.
The real test: audit your drawing. Count flips (target one or none). Verify every radius matches 1t or 2t at most. Pare back tolerances to the functional minimum. When you send that updated file for quoting, ask the shop to simulate the bend sequence. Comparing the “before” and “after” quotes reveals the impact immediately.
A century of press brake evolution hasn’t changed the fundamentals—gravity still wins, tooling still costs money, and minutes still define margin. But clear, fabrication-friendly prints turn those limits into leverage. Cut flips, standardize radii, and spec smart: together they form a repeatable path to 20% savings without touching your part’s purpose.
The easiest way to spot a liability is to ask one simple question: “What equipment and forming method will you use for my part?” If the vendor can’t name their machine tonnage, bed length, or forming type (air bend, bottom bend, or coining), the call is already over. Precision forming requires math, not guesswork, and a shop that “figures it out later” is inviting error into your production schedule. A vendor who truly understands their machinery will volunteer details—“170 tons, 10-foot bed, CNC hydraulic, down-acting brake”—without you prompting them. That fluency in specification is the first sign of competence.
Next, ask about the backgauge system. Shops running manual gauges or limited axis control can’t promise consistent flange length or bend position. If they can’t describe X-R-Z control or demonstrate repeatability across multi-bend parts, they’re not working to modern standards. Inconsistent backgauges translate to variable bend angles, unpredictable springback, and scrap rates that creep past your margin before anyone catches them.
Quality control is the third filter. Any vendor who stumbles on ISO certification or can’t describe how they measure part accuracy isn’t managing quality—they’re reacting to defects after they happen. Expect to hear about CMM (coordinate measuring machine) verification, surface roughness testing, or control plans tied to ISO 9001:2015. Absence of these systems means your first article is a coin toss.
Finally, beware of vendors who resist a first-article trial. Reliable partners know different alloys bend differently—304 stainless isn’t 5052 aluminum—and they’ll insist on validating their setup before running quantity. A refusal to bend one sample with your actual material signals that the shop doesn’t value process validation. The call ends there.
In press brake work, the lowest bidder often wins the job and loses your material. A cheap quote usually hides unseen costs: rework, scrap, shipping delays, and production downtime. When a shop lacks simulation software to test bend sequences virtually, it’s quoting blind. The first run becomes their experiment—on your dime. Vendors who simulate forming beforehand price slightly higher because they’ve already solved the geometry; their higher first-pass yield (>98%) proves the cost discipline lives upfront, not downstream.
True economy comes from capability consolidation, not discount pricing. A shop that cuts, forms, and assembles under one roof reduces logistics delays and identifies issues before they ripple into the next process. The difference is traceability: when a bend goes wrong in an integrated facility, the correction happens before powder coating or assembly. When it happens at a subcontractor, you learn days later—on finished goods.
Material experience is the final differentiator. A vendor who quotes 5052 and 6061 aluminum at the same rate without asking about temper or grain direction isn’t engineering; they’re gambling. The forming force for 6061-T6 is roughly double that of 5052-H32 at equal thickness. That matters because springback angle correction depends on precise Y-axis depth control. The same physics that make a quote seem cheap in Excel make it expensive in your scrap bin.
Before awarding the job, request a simulation-backed quote. The right shop will import your DXF, define bend lines, run tonnage and sequence analysis, and show predicted springback compensation. This visual proof demonstrates two critical things: that their machine can physically handle your part, and that their operators understand the forming path. A verbal “we can do it” is worthless; data-driven validation is the dividing line between a vendor and a partner.
Then, require that their trial part uses your actual material. Bending a substitute sheet invalidates the test entirely because alloy behavior changes springback outcomes. Insist on your alloy, thickness, and temper—exactly what you’ll use for production. The cost to them is minutes; the return to you is certainty.
Define success before metal ever touches the tooling. Document acceptance criteria—flatness tolerance, flange length, radius, surface finish—and ensure both sides sign off. This written clarity eliminates the subjective “it looks fine to us” moment that derails supplier relationships. During the trial, measure multiple samples. If Y-axis depth control varies by more than 0.01 mm across ten bends, the press brake requires calibration or the operator lacks proper setup documentation.
Finally, confirm that the machine has the muscle for your job. Press brakes follow physics, not optimism. The tonnage formula—(575 × Thickness² × Length) / (Die Width × 1000)—tells whether a machine can bend your part safely and accurately. A vendor who doesn’t perform that calculation or who avoids the topic is undersized for your project, no matter their quoted lead time.
A CNC press brake isn’t just a machine—it’s a truth detector. Every spec a vendor can’t state, every simulation they skip, every “we’ll try it” answer reveals whether they’re a partner or a potential failure point. The real moment of control isn’t when the punch meets the sheet; it’s when you decide who’s holding that punch.


















