

El operador de la prensa se inclina sobre un componente deformado, entrecerrando los ojos ante un transportador digital que marca 87,6°. El plano indica 88,0°. “Suficientemente cerca”, murmura. Horas después, esas décimas de grado extra se propagan por la línea de ensamblaje: orificios desalineados, soldaduras rehechas, plazos que se retrasan. La estación de doblado no es solo otro paso; es el punto de todo o nada para su programación de fabricación. Y en la mayoría de los talleres, ese punto funciona con esperanza y costumbre en lugar de precisión y previsibilidad.
Todo fabricante conoce el dolor del retrabajo, pero pocos lo rastrean hasta su verdadero culpable: los dobleces “suficientemente buenos” en geometrías complejas. Los métodos manuales dependen de la experiencia y la intuición, pero la experiencia no puede compensar las inconsistencias a nivel micro que se acumulan bajo tolerancias estrictas. Las piezas con múltiples pestañas son especialmente implacables; una desviación de 0,5° en cada doblez puede transformar una base plana en una pesadilla tambaleante. Los talleres que persiguen rendimiento con prensas manuales consumen silenciosamente cientos de horas de trabajo corrigiendo lo que podría haberse eliminado desde la raíz.
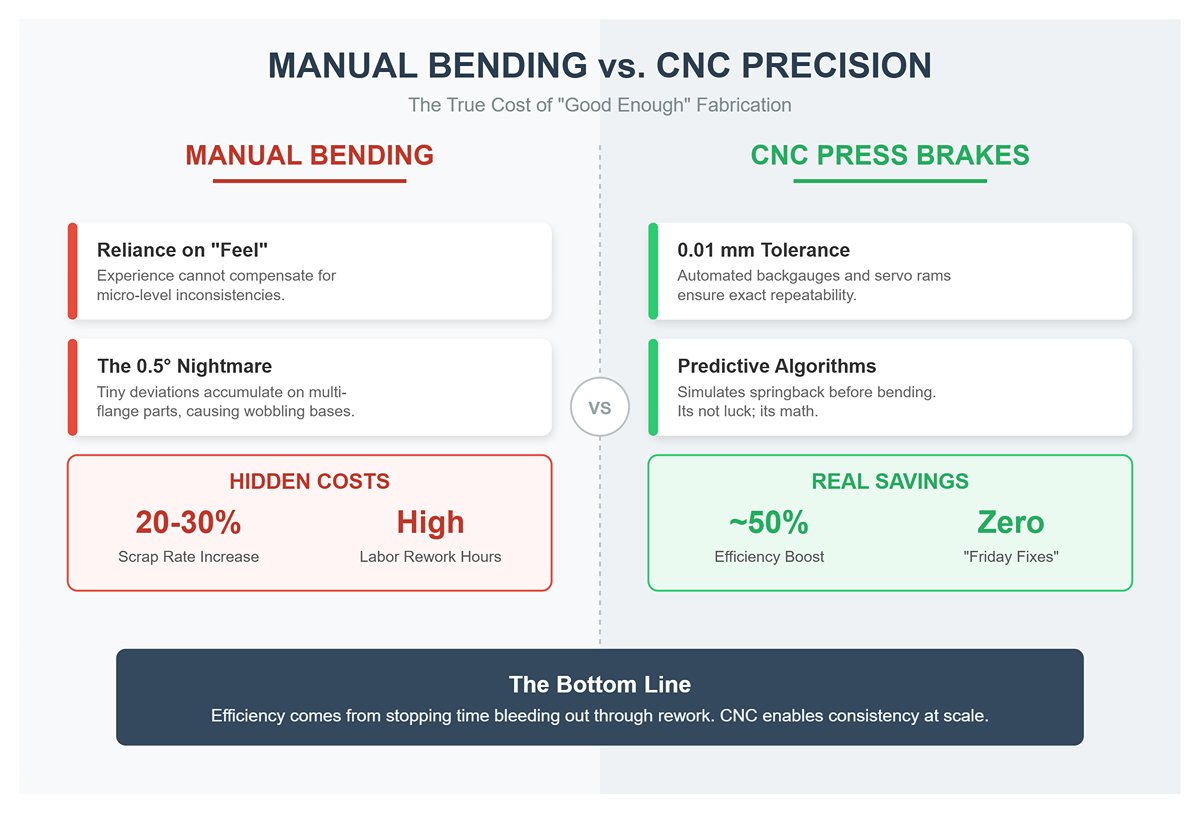
Las prensas plegadoras CNC eliminan esa incertidumbre. Sus topes traseros automatizados y martinetes accionados por servomotor mantienen tolerancias de hasta 0,01 mm, repitiendo secuencias exactas incluso en miles de ciclos. Eso se traduce en menos rechazos, menos retoques de esmerilado y menos “arreglos de viernes” que agotan los presupuestos de horas extra. Estudios que siguen la adopción de CNC muestran aumentos de eficiencia cercanos al 50%, no porque las máquinas trabajen más rápido, sino porque detienen la fuga de tiempo debido al retrabajo. El verdadero ahorro proviene de la consistencia, del tipo que ningún ojo o mano humana puede repetir a gran escala.
El costo oculto del doblado manual también se compone de material desperdiciado. Los operadores que intentan compensar el springback o la desviación del ángulo suelen sobredoblar, solo para ajustarlo nuevamente. Las tasas de desperdicio aumentan entre un 20–30%, y el pequeño “ajuste” se convierte en la pérdida de una plancha entera. Los algoritmos predictivos de CNC simulan el springback antes de que el punzón se mueva, programando de antemano los ángulos de sobredoblado para que cada pieza salga dentro de especificaciones a la primera. No es suerte; es matemática ejecutada con precisión de micras.
Los gerentes de fabricación tienden a medir el tiempo de inactividad en horas. Los más inteligentes lo miden en reputación. Un cuello de botella en la estación de doblado no solo deja inactivas las máquinas: detiene la entrega, pospone la facturación y erosiona la confianza del cliente. Las prensas hidráulicas pierden alrededor de 1,2% de eficiencia por hora a medida que el aceite se sobrecalienta, obligando a los operadores a detenerse incluso mientras el reloj sigue corriendo. A lo largo de un turno de ocho horas, esa disminución se traduce en >10% de producción perdida. En contraste, los sistemas CNC totalmente eléctricos mantienen más del 88% de eficiencia durante funcionamiento continuo, su estabilidad térmica garantizada por controles de circuito cerrado.
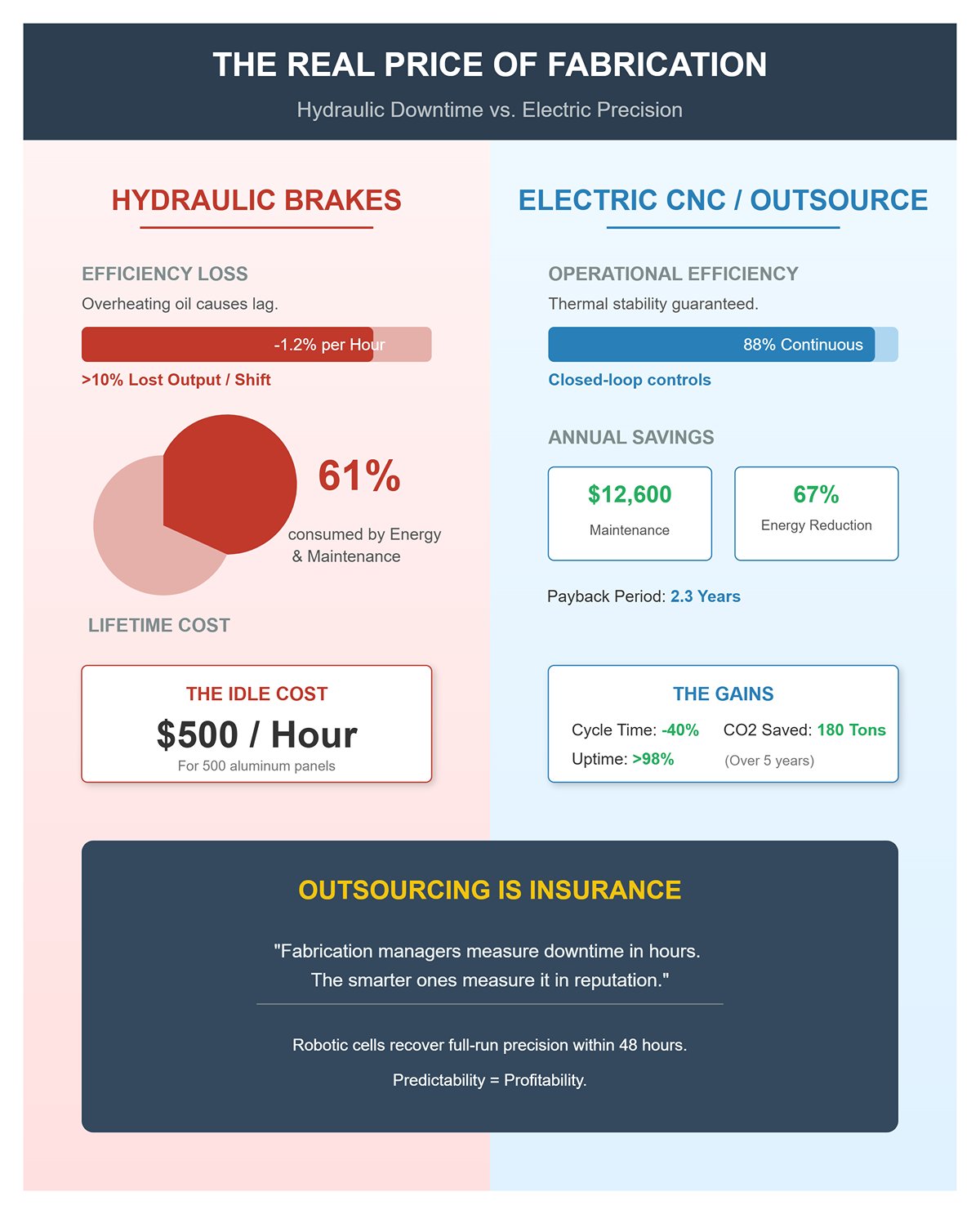
Las matemáticas financieras son igualmente reveladoras. Las prensas hidráulicas consumen 61% de su costo de por vida en energía y mantenimiento. El cambio a CNC eléctrico reduce el período de retorno a aproximadamente 2,3 años, con ahorros anuales de mantenimiento que promedian $12.600 y reducciones de energía cercanas al 67%. Para operaciones que doblan 500 paneles de aluminio, el tiempo de inactividad por sí solo puede alcanzar $500 por hora. Subcontratar a un taller CNC que combine flujos de trabajo desde la simulación hasta el envío elimina ese costo de inactividad y recupera la precisión de producción completa en 48 horas.
En última instancia, subcontratar la precisión no es un gasto: es una póliza de seguro contra lo impredecible. Las producciones de gran volumen ven reducirse los tiempos de ciclo en un 40% cuando las celdas robóticas gestionan los cambios de herramientas automáticamente. El mantenimiento predictivo y la monitorización impulsada por IoT mantienen el tiempo de actividad por encima del 98%, reduciendo drásticamente el riesgo de retrasos inesperados. Incluso el impacto ambiental mejora: cada prensa eléctrica puede evitar más de 180 toneladas de emisiones de CO₂ durante cinco años de trabajo continuo. Precisión, velocidad y sostenibilidad convergen donde solía estar su cuello de botella. En el momento en que deja de conformarse con “suficientemente bueno”, la fabricación se vuelve predecible y la rentabilidad sigue su curso.
Los topes traseros manuales fallan precisamente donde comienza el diseño moderno de chapa metálica: en piezas irregulares y asimétricas donde la geometría cambia de una pestaña a otra. Los operadores experimentados pueden “sentir” una configuración repetible para dobleces simples, pero esa intuición se derrumba cuando aparecen soportes desfasados, canales cónicos o secuencias de pestañas anidadas. Cada recolocación manual introduce un pequeño desplazamiento en la alineación X o Z; tras varios dobleces, esos errores se acumulan en distorsiones visibles y retrabajo.
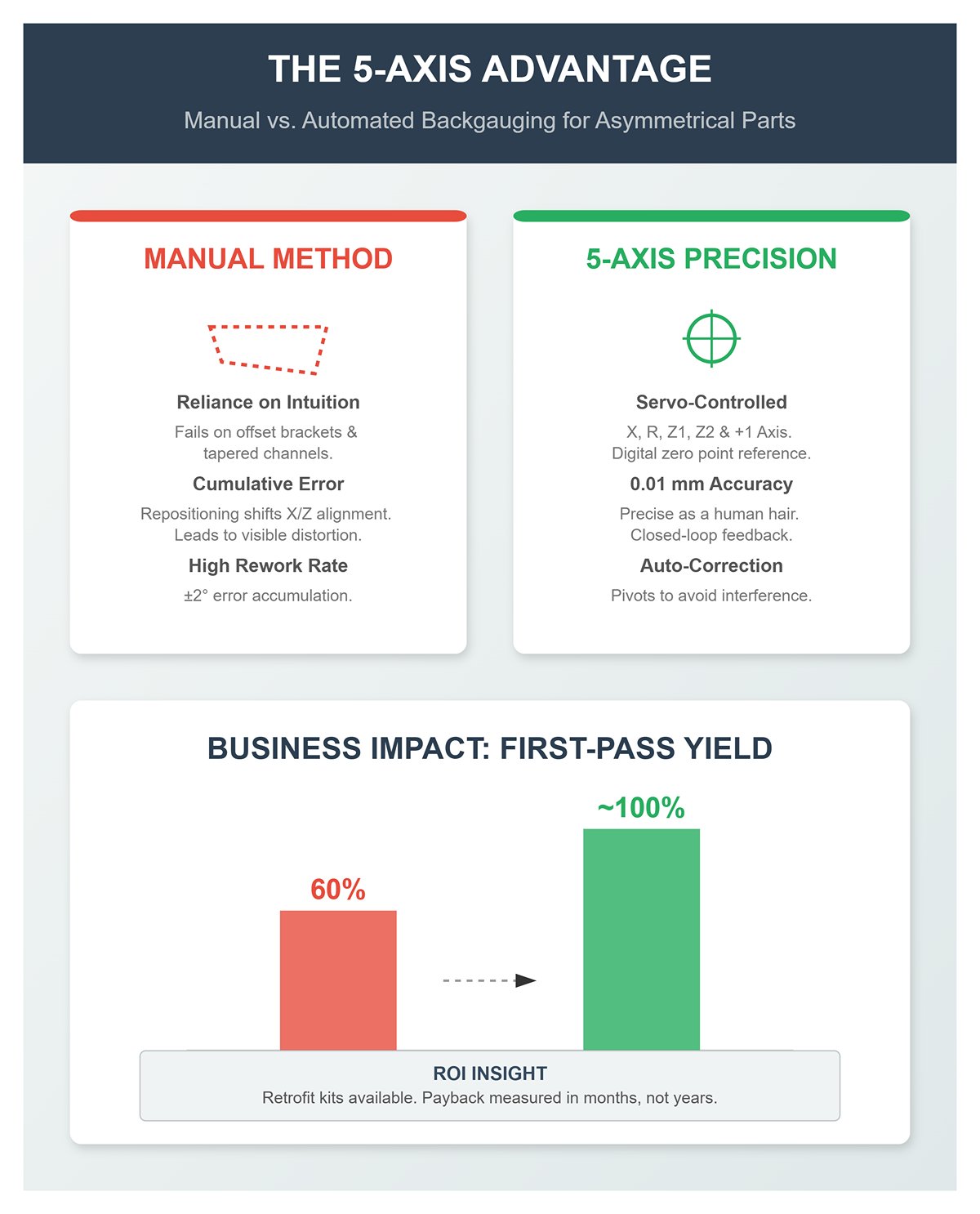
El tope trasero de cinco ejes elimina esta deriva mediante precisión controlada por servomotor en X (profundidad), R (altura), Z1/Z2 (topes laterales independientes) y un eje “+1” programable para ángulos compuestos. Cada movimiento referencia un punto cero digital, repitiendo con una precisión de 0,01 mm —aproximadamente el grosor de un cabello humano—. La máquina corrige automáticamente las interferencias, incluso girando los dedos del tope fuera del alcance de pestañas irregulares. Un lazo de retroalimentación de circuito cerrado verifica la posición real, previniendo el error acumulativo de ±2° que típicamente aparece al final de la semana de un operador.
En prototipos, el impacto es aún mayor. Los talleres que fabrican conjuntos personalizados de HVAC o soportes asimétricos ven que el rendimiento en el primer intento aumenta del 60% a casi la aceptación total una vez adoptada la posición de 5 ejes. Los kits de adaptación hacen que el salto sea accesible para prensas mecánicas antiguas, reemplazando la inconsistencia por precisión rastreable y un retorno de inversión medido en meses, no en ejercicios fiscales.
Incluso una hoja perfectamente posicionada fallará si el ángulo de doblado se desvía. El culpable es el springback: el rebote elástico del metal después de la conformación. Los operadores manuales compensan “golpeando” el martinete más profundo hasta que el medidor de ángulo se ve correcto, un enfoque que garantiza variabilidad entre turnos o lotes de material. El conformado CNC reemplaza esta intuición con matemáticas: los sensores miden profundidad del punzón, espesor del material y tonelaje en tiempo real, luego aplican un sobredoblado calculado para que el ángulo final quede exactamente en especificación.
Este método de bucle cerrado transforma el doblado de una conjetura en control de proceso. Donde el ajuste manual puede requerir varios golpes de prueba para alcanzar los 90° en aluminio 6061, un controlador CNC aplica inmediatamente un sobredoblado de 2–3° de forma automática, aprende el comportamiento del material y almacena el resultado para su recuperación. Esto elimina el escenario de “doblado una vez, mal para siempre”, donde un solo golpe mal calculado inutiliza toda una producción. Como el sistema referencia simultáneamente su tope trasero y la profundidad del eje Y, compensa a la vez el desgaste de la herramienta, la expansión térmica o incluso una lámina ligeramente deformada.
La eficiencia del proceso sigue a la precisión. Los controladores sincronizados en la nube reducen ahora los cambios de trabajo de media hora a solo minutos, permitiendo que diferentes programas de trabajo se carguen con solo tocar la pantalla. Una celda de alta gama operando durante la noche puede mantener una variación inferior a 0,01 mm entre el inicio y el final sin un operador presente, porque no necesita que nadie “persiga” un ángulo.
Seleccionar un método de doblado es la otra mitad de la repetibilidad. Doblado al aire Domina la producción porque utiliza una penetración parcial del punzón, lo que permite que un juego de herramientas produzca una gama de ángulos simplemente variando la profundidad. Es tres veces más rápido de configurar y consume menos tonelaje que el formado de contacto total. Combine eso con un tope trasero de 5 ejes sensible y una compensación de retroceso controlada por software, y tendrá la configuración ideal para cualquier cosa, desde paneles calibre 24 hasta soportes calibre 10. El CNC puede predecir la profundidad correcta a partir de los datos del material, evitando que el programador dependa de la prueba empírica.
Sin embargo, cuando las ventanas de tolerancia se cierran por debajo de medio grado o el retroceso excede los 3°, acodado total demuestra su utilidad. Al presionar la lámina completamente en la matriz en V, el acodado total elimina casi por completo la variable del retroceso, a expensas de la flexibilidad de las herramientas. Es la elección correcta para prototipos que necesitan una precisión absoluta antes de aumentar la producción. Cada golpe requiere que los ejes Z1/Z2 del tope trasero mantengan una alineación paralela para que ambos lados de la curva entren en contacto simultáneamente; de lo contrario, la torsión de par puede deformar un doblado que de otro modo sería perfecto.
El acuñado, una tercera variante más rara, aplasta el material hasta someterlo para obtener tolerancias microscópicas en aleaciones de acero inoxidable o de grado aeroespacial, requiriendo aproximadamente cinco veces la presión de formado. Su relevancia en la fabricación general es limitada pero ilustra una tendencia: a medida que aumenta la exigencia de tolerancia, también lo hace la necesidad de sincronización servo en cada eje.
| Método | Descripción | Ventajas | Cuándo usar | Consideraciones |
|---|---|---|---|---|
| Doblado al Aire | Utiliza penetración parcial del punzón en la matriz, variando la profundidad para producir diferentes ángulos. | Configuración rápida (≈3× más rápida que el formado de contacto total), menor tonelaje, herramientas flexibles, compatible con tope trasero de 5 ejes y retroceso compensado por software. | Producción general; ideal para materiales de calibre 24 a calibre 10; cuando se acepta una precisión moderada. | Dependiente de la predicción de retroceso a partir de los datos del material; no ideal para tolerancias muy ajustadas. |
| Apoyo Total (Bottoming) | Presiona la lámina completamente en la matriz en V, minimizando el retroceso. | Alta precisión, retroceso mínimo, resultados consistentes. | Prototipos o piezas que requieren precisión absoluta; tolerancias más estrictas que ±0,5°. | Menor flexibilidad de herramientas; los ejes Z1/Z2 del tope trasero deben mantenerse paralelos para evitar torsión de par. |
| Coinado | Aplasta completamente el material en la matriz para una precisión microscópica. | Tolerancias extremadamente estrictas; elimina el retroceso casi por completo. | Aplicaciones especializadas (por ejemplo, aleaciones inoxidables o aeroespaciales). | Requiere ≈5× la presión de conformado; uso general limitado; exige sincronización servo precisa en todos los ejes. |
Eliminar la variación de “tarde de viernes” no se trata de reemplazar personas, sino de diseñar fuera las condiciones que hacen imposible la consistencia. Una vez que el sistema, no el operador, se adueña de las matemáticas de posicionamiento y sobrecurvado, los fines de semana dejan de ser relevantes para la calidad. A partir de esa base, los talleres finalmente pasan de la inspección reactiva al control proactivo—listos para escalar la capacidad, buscar contratos de mayor valor o integrar carga robótica sin temor a errores acumulados. La prensa plegadora se convierte no solo en una herramienta para doblar metal, sino en una parte confiable de un ecosistema de fabricación digital.
La reputación del aluminio como “fácil de doblar” se derrumba cuando entra en la conversación la precisión. La misma ductilidad que permite conformarlo a bajas presiones—resistencias de fluencia que suelen estar en el rango de 200–350 MPa—produce una obstinada recuperación elástica de 2–5° tras liberarlo de la matriz. El único camino hacia una geometría repetible es la compensación. Las prensas plegadoras CNC de gama alta lo hacen automáticamente, usando láseres de medición de ángulo y algoritmos que ajustan la profundidad del punzón en tiempo real. Los operadores que trabajan “por sensación”, en cambio, tratan la recuperación como una conjetura. Probarán, ajustarán y sobrecurvarán hasta que algo parezca correcto. Ese enfoque apenas pasa en piezas de aficionado, pero cuando las bandas de tolerancia son de ±0,5°, la precisión en la primera pasada distingue a los talleres de precisión de los amateurs.
Cuando revises una cotización de conformado, no preguntes qué tan barato es el proveedor sino si su software mide la desviación angular en el momento que ocurre. Un operador con una prensa compensada puede establecer las correcciones de doblado en una sola iteración; uno sin ella podría desperdiciar entre 15–20 % del material de la corrida. El aluminio expone esta brecha de habilidades al instante—especialmente en aleaciones 6061 o 5052 donde los acabados superficiales limpios hacen visible cualquier fallo en la recuperación.
Cambia de aluminio a inoxidable y la física vuelve a imponer su precio. El común acero inoxidable 304 exige aproximadamente 1,5 veces el tonnelaje del acero al carbono suave con el mismo espesor. En un sentido práctico, un doblado de 8 pies, un cuarto de pulgada, sobre una matriz en V de 2 pulgadas carga 122 toneladas en acero suave pero supera las 180 toneladas para inoxidable. Máquinas menores manejan el primer número y fallan en el segundo. La subestimación aquí no es académica—produce deflexión del ariete que abre ángulos de doblado varios grados a lo largo de un panel largo, acumulándose en errores de alineación al ensamblar piezas complementarias.
Las aleaciones exóticas como el titanio o el Inconel magnifican el error. Sus resistencias a la tracción, a menudo entre 700 y 1200 MPa, pueden superar la capacidad estructural de la prensa si no se descuentan por la longitud. Por eso los proveedores serios especifican límites de carga en línea central: tonnelaje total disponible dividido por el ancho de trabajo. Cualquier valor más allá de 23 toneladas por pie en una prensa de 10 pies corre el riesgo de torcedura o deformación permanente del armazón. Cuando un taller afirma que puede “simplemente correr más lento”, está diciendo que va a sobrecargar la máquina y ajustar a ojo—una apuesta costosa en trabajos aeroespaciales o médicos. Siempre comprueba la clasificación del equipo contra la curva de tonnelaje de tu material antes de emitir la orden de compra.
La longitud lo cambia todo. La mayoría de las prensas plegadoras de uso general se limitan a alrededor de 10–12 pies con profundidades de garganta de 10–12 pulgadas. Esa limitación significa que cualquier gabinete o canal más largo que la cama—o más profundo que la garganta—obliga a recurrir a soluciones creativas: rotar la pieza a mitad del proceso, seccionarla en dobleces más pequeños o modificar el diseño por completo. Cada solución introduce desviaciones de alineación y marcas visibles. La forma más simple de evitarlo es igualar el tamaño de la pieza con una máquina diseñada para ello—típicamente una prensa CNC de 500 toneladas o más con punzones de cuello de ganso extendido.
El utillaje de cuello de ganso se justifica siempre que la altura libre se convierte en el factor limitante. Cajas profundas, carcasas electrónicas o paneles arquitectónicos que de otro modo golpearían el cuerpo del punzón, se despejan fácilmente gracias a su geometría desplazada. Menos volteos significan mayor consistencia angular y ciclos un 30 % más cortos. Si escuchas que un taller “puede hacer espacio” para una conforma profunda lijando punzones estándar, tómalo como una señal de alerta: el utillaje modificado acorta la vida útil y degrada la calidad superficial.
Antes de aceptar una cotización, envía una pregunta que revela instantáneamente la competencia: Ejecuta Tonnelaje de Conformado = 1.42 × σ × S² × L / V. Un proveedor competente puede introducir números reales en esa ecuación, verificar cargas por pie y confirmar si su estructura puede mantenerse dentro de límites elásticos. Cualquiera que no pueda calcularlo de memoria está adivinando—y en la conformación con prensa plegadora, adivinar es el proceso más costoso de todos.
Los fabricantes avanzados tratan estos cálculos no como retórica de ventas sino como colaboración de diseño. Revisarán la longitud, la aleación y el radio de doblado de tu pieza para proponer la combinación más eficiente de prensa, punzón y matriz. Esa es la asociación que necesitan los fabricantes de alta mezcla: conocedores de la física, equipados con simulación y lo suficientemente seguros para convertir la variabilidad entre corridas en datos en lugar de chatarra.
Cada vez que un operador voltea una pieza de chapa durante la conformación, el flujo de producción se detiene. Manipular, volver a fijar y alinear manualmente la pieza consumen más minutos que el propio doblado. Los talleres contabilizan esa pérdida de impulso y cobran en consecuencia. En componentes con múltiples dobleces, reducir los volteos de dos o tres a cero puede recortar el tiempo de ciclo entre un 25–40 %. En un lote de 50 piezas, esa diferencia se acumula en horas de trabajo ahorradas.
La clave está en diseñar una secuencia de doblez que permita realizar todas las operaciones desde un solo lado. Una prensa de 175 toneladas con una cama de 120 pulgadas, por ejemplo, puede realizar un doblez por aire en una secuencia de hasta diez características a lo largo de una lámina de acero inoxidable 304 de 0.090 pulgadas de espesor sin necesidad de recolocar. Esa eficiencia depende de cómo el plano define los alivios de doblez y las orientaciones de las pestañas. Si las patas opuestas se pueden rotar en la etapa de diseño para formarse en una sola dirección, el montaje se vuelve un proceso de un solo lado y continuo.
En láminas más largas—de 10 a 12 pies—la ventaja aumenta. Los talleres equipados con topes traseros multieje (ejes X, R y Z) pueden recolocar la pieza automáticamente, agrupando los dobleces de forma secuencial a lo largo de toda la longitud en lugar de hacerlo manualmente. Evitar los volteos en estos componentes grandes puede reducir entre $50–100 en costos de manipulación por hora, disminuir el riesgo de rayones en la superficie y mejorar el paralelismo entre dobleces. Para un comprador, eso no solo es tiempo ahorrado, sino también una menor posibilidad de error y retrabajo.
Las bibliotecas de utillaje de freno de prensa cubren un rango finito de radios interiores de doblez. Cuando un plano especifica algo fuera de ese rango, el trabajo genera un cambio de preparación o un cargo por herramienta personalizada. Eso puede costar entre $200–500 por rectificado de matriz o inserto nuevo. Mantenerse dentro de la “zona de radio de doblez estándar”—aproximadamente un espesor de material (1t)—te mantiene dentro del conjunto de herramientas ya disponible en el taller.
Para la mayoría de los metales, esta regla general se cumple: si estás doblando aluminio 5052 de calibre 16 (0.060 pulgadas de espesor), especifica un radio interior de 1/16 de pulgada. Se ajusta en casi cualquier matriz en V de 8° configurada con una abertura de 12 veces el radio, dando un perfil limpio sin cambiar de herramienta. Si lo cambias a 2t o 4t, la cotización puede subir entre 15–20% solo por los intercambios de herramienta y pruebas de doblez.
El software CAM moderno detecta radios no estándar antes de que comience la fabricación, comparando la geometría DXF con la tabla de matrices del taller. Los equipos de diseño que utilizan estas verificaciones tempranas suelen lograr ahorros de dos dígitos. Un fabricante de HVAC logró una reducción de costos de 18% —en cinco piezas metálicas similares—al consolidar todos los radios de doblez a 1t. El cambio funcional en el flujo de aire fue insignificante; la ganancia en eficiencia fue sustancial.
La consistencia es valor en este caso. Cada vez que haces coincidir el plano con el inventario de utillaje de tu proveedor, eliminas la variabilidad, aceleras la cotización y reduces el tiempo de entrega en producciones repetidas.
Las tolerancias estrictas transmiten profesionalismo, pero en el trabajo con freno de prensa, la precisión innecesaria incrementa los costos sin mejorar el ajuste o la función. Las piezas dobladas por aire—aquellas formadas sin que el punzón toque el fondo de la matriz—mantienen naturalmente una precisión de ángulo de doblez de ±1°. Especificar ±0.5° exige doblado inferior o acuñado, lo que duplica el tonelaje, aumenta el desgaste de la matriz y prolonga cada ciclo. Esa precisión tiene sentido en ensamblajes soldados que requieren pestañas de acoplamiento exactas, pero no en protectores o soportes que dependen de la flexibilidad del montaje.
La ubicación entre dobleces es otra trampa común. Los topes traseros del freno de prensa se posicionan de manera repetible a aproximadamente ±0.005 pulgadas; especificaciones más estrictas requieren ajustes finos en el eje Z, lo que añade minutos de preparación por cambio de herramienta. A menos que la acumulación planar en el producto final dependa de ello, ±0.010 pulgadas es suficiente para la mayoría de las piezas metálicas.
Otras dimensiones—longitud de pata, planitud, radio interior—ya se encuentran dentro de las tolerancias de material y herramienta. Declaraciones más estrictas solo añaden tiempo de inspección y papeleo de justificación. En un proyecto de carcasa de acero 4130, simplemente relajar las tolerancias de ±0.5°/0.002 pulgadas a ±1°/0.005 pulgadas redujo la cotización de $2,800 a $1,950, con un rendimiento idéntico tras la soldadura y el recubrimiento en polvo.
El control de tolerancias tiene sentido solo cuando gobierna la función. Todo lo demás solo mide la paciencia del taller.
La verdadera prueba: audita tu dibujo. Cuenta los volteos (apunta a uno o ninguno). Verifica que cada radio coincida con 1t o como máximo 2t. Reduce las tolerancias al mínimo funcional. Cuando envíes ese archivo actualizado para cotización, pide al taller que simule la secuencia de doblez. Comparar las cotizaciones “antes” y “después” revela el impacto de inmediato.
Un siglo de evolución del freno de prensa no ha cambiado los fundamentos: la gravedad sigue ganando, las herramientas siguen costando dinero y los minutos siguen definiendo el margen. Pero unos planos claros y fáciles de fabricar convierten esos límites en ventaja. Reduce volteos, estandariza radios y especifica con inteligencia: juntos forman un camino repetible hacia ahorros de 20% sin afectar la función de tu pieza.
La forma más fácil de detectar una carga es hacer una pregunta simple: “¿Qué equipo y método de conformado usarás para mi pieza?” Si el proveedor no puede nombrar el tonelaje de su máquina, la longitud de cama o el tipo de conformado (doblez por aire, inferior o acuñado), la llamada ya ha terminado. El formado de precisión requiere matemáticas, no suposiciones, y un taller que “lo resuelve después” está invitando al error en tu programa de producción. Un proveedor que realmente entiende su maquinaria ofrecerá los detalles—“170 toneladas, cama de 10 pies, hidráulica CNC, freno descendente”—sin que tengas que pedírselo. Esa fluidez en especificación es la primera señal de competencia.
A continuación, pregunta sobre el sistema de tope trasero. Los talleres que usan calibradores manuales o control de ejes limitado no pueden garantizar una longitud de ala o una posición de doblado consistentes. Si no pueden describir el control X-R-Z o demostrar repetibilidad en piezas con múltiples dobleces, no están trabajando según los estándares modernos. Los topes traseros inconsistentes se traducen en ángulos de doblado variables, retrocesos impredecibles y tasas de desperdicio que superan tu margen antes de que alguien las detecte.
El control de calidad es el tercer filtro. Cualquier proveedor que tropiece con la certificación ISO o no pueda describir cómo mide la precisión de las piezas no está gestionando la calidad: está reaccionando a los defectos después de que ocurren. Espera oír hablar de verificación con MMC (máquina de medición por coordenadas), pruebas de rugosidad superficial o planes de control vinculados a la norma ISO 9001:2015. La ausencia de estos sistemas significa que tu primera muestra es una moneda al aire.
Finalmente, cuidado con los proveedores que se resisten a una prueba de primera pieza. Los socios confiables saben que las distintas aleaciones se doblan de manera diferente—el acero inoxidable 304 no es aluminio 5052—y exigirán validar su configuración antes de producir en cantidad. Una negativa a doblar una muestra con tu material real indica que el taller no valora la validación del proceso. La llamada termina ahí.
En el trabajo con prensas plegadoras, el postor más bajo suele ganar el trabajo y perder tu material. Una cotización barata generalmente oculta costos no vistos: retrabajo, desperdicio, retrasos en el envío y tiempo de inactividad de producción. Cuando un taller carece de software de simulación para probar secuencias de doblado de forma virtual, está cotizando a ciegas. La primera corrida se convierte en su experimento—a tu costa. Los proveedores que simulan el formado de antemano cotizan un poco más alto porque ya han resuelto la geometría; su mayor rendimiento en el primer intento (>98%) demuestra que la disciplina de costos vive en la etapa inicial, no después.
La verdadera economía proviene de la consolidación de capacidades, no de precios con descuento. Un taller que corta, forma y ensambla bajo un mismo techo reduce los retrasos logísticos e identifica los problemas antes de que se propaguen al siguiente proceso. La diferencia es la trazabilidad: cuando un doblez sale mal en una instalación integrada, la corrección ocurre antes del recubrimiento en polvo o del ensamblaje. Cuando sucede en un subcontratista, te enteras días después—ya en productos terminados.
La experiencia con materiales es el diferenciador final. Un proveedor que cotiza aluminio 5052 y 6061 a la misma tarifa sin preguntar por el temple o la dirección del grano no está haciendo ingeniería; está apostando. La fuerza de formado para 6061‑T6 es aproximadamente el doble de la de 5052‑H32 a igual espesor. Eso importa porque la corrección del ángulo de retroceso depende del control preciso de la profundidad del eje Y. La misma física que hace que una cotización parezca barata en Excel la hace costosa en tu contenedor de desperdicios.
Antes de adjudicar el trabajo, solicita una cotización respaldada por simulación. El taller adecuado importará tu DXF, definirá las líneas de doblado, ejecutará un análisis de tonelaje y secuencia, y mostrará la compensación de retroceso prevista. Esta prueba visual demuestra dos cosas críticas: que su máquina puede manejar físicamente tu pieza y que sus operadores comprenden la ruta de formado. Un “podemos hacerlo” verbal no vale nada; la validación basada en datos es la línea divisoria entre un proveedor y un socio.
Luego, exige que su pieza de prueba use tu material real. Doblar una lámina sustituta invalida completamente la prueba, ya que el comportamiento de la aleación cambia los resultados del retroceso. Insiste en tu aleación, espesor y temple—exactamente lo que usarás en producción. El costo para ellos son minutos; el retorno para ti es certeza.
Define el éxito antes de que el metal toque la herramienta. Documentar los criterios de aceptación—tolerancia de planitud, longitud del ala, radio, acabado superficial—y asegúrese de que ambas partes lo aprueben por escrito. Esta claridad escrita elimina el momento subjetivo de “nos parece bien” que descarrila las relaciones con los proveedores. Durante la prueba, mida múltiples muestras. Si el control de profundidad del eje Y varía más de 0,01 mm a lo largo de diez dobleces, la prensa plegadora requiere calibración o el operador carece de la documentación de configuración adecuada.
Por último, confirme que la máquina tiene la potencia necesaria para su trabajo. Las prensas plegadoras siguen la física, no el optimismo. La fórmula de tonelaje—(575 × Espesor² × Longitud) / (Ancho de la matriz × 1000)—indica si una máquina puede doblar su pieza de forma segura y precisa. Un proveedor que no realiza ese cálculo o evita el tema es insuficiente para su proyecto, sin importar el plazo de entrega que haya presupuestado.
Una prensa plegadora CNC no es solo una máquina, es un detector de verdad. Cada especificación que un proveedor no puede declarar, cada simulación que omite, cada respuesta de “lo intentaremos” revela si es un socio o un posible punto de fallo. El verdadero momento de control no es cuando el punzón toca la chapa, sino cuando usted decide quién sostiene ese punzón.


















