

Operator mesin penekuk mencondongkan tubuh di atas komponen yang melengkung, memandang dengan seksama ke pengukur sudut digital yang menunjukkan 87,6°. Gambar teknik menunjukkan 88,0°. “Cukup dekat,” gumamnya. Beberapa jam kemudian, perbedaan beberapa persepuluh derajat itu merambat ke seluruh lini perakitan—lubang tidak sejajar, las harus diulang, tenggat waktu molor. Stasiun penekukan bukan sekadar langkah lain; ini adalah titik penentu—antara berhasil atau gagal—bagi seluruh jadwal fabrikasi Anda. Dan di sebagian besar bengkel, titik itu dijalankan dengan harapan dan kebiasaan, bukan dengan presisi dan prediktabilitas.
Setiap pembuat tahu rasa sakit akibat pengerjaan ulang—namun hanya sedikit yang melacaknya ke biang keladi sebenarnya: tekukan “cukup baik” pada geometri yang kompleks. Metode manual mengandalkan pengalaman dan perasaan, tetapi pengalaman tidak dapat menebus inkonsistensi mikro yang menumpuk di bawah toleransi ketat. Komponen dengan banyak flensa sangat brutal; satu deviasi 0,5° pada tiap tekukan dapat mengubah alas yang awalnya datar menjadi mimpi buruk yang goyah. Bengkel yang mengejar output tinggi dengan mesin tekan manual diam-diam membuang ratusan jam kerja untuk memperbaiki kesalahan yang seharusnya bisa dicegah sejak awal.
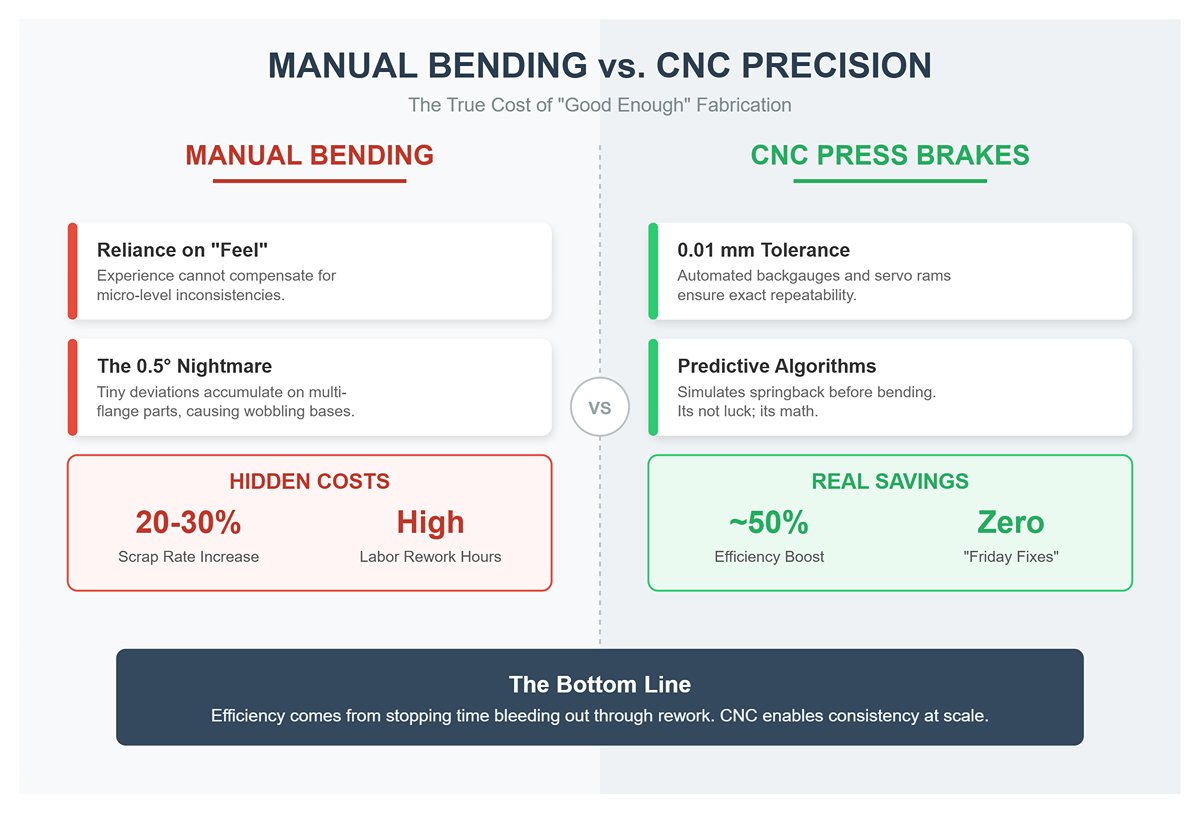
Mesin press CNC menghilangkan ketidakpastian itu. Pengukur belakang otomatis dan ram bertenaga servo mereka mempertahankan toleransi hingga 0,01 mm, mengulangi urutan yang sama bahkan ribuan kali. Hasilnya adalah lebih sedikit produk yang ditolak, lebih sedikit pengikisan tepi, dan lebih sedikit “perbaikan Jumat” yang menguras anggaran lembur. Studi yang menelusuri penerapan CNC menunjukkan peningkatan efisiensi mendekati 50%, bukan karena mesin berjalan lebih cepat, tetapi karena mereka menghentikan waktu yang terbuang akibat pengerjaan ulang. Penghematan nyata datang dari konsistensi—jenis presisi yang tidak dapat diulang oleh mata atau tangan manusia dalam skala besar.
Biaya tersembunyi dari penekukan manual juga berlipat dalam pemborosan material. Operator yang harus mengimbangi springback atau penyimpangan sudut sering kali melakukan tekukan berlebih, lalu menyesuaikan lagi. Tingkat limbah meningkat 20–30%, dan “penyesuaian kecil” berubah menjadi kehilangan satu lembar penuh. Algoritma prediktif CNC mensimulasikan springback sebelum pukulan terjadi, memprogram sudut overbend sehingga setiap bagian sesuai spesifikasi sejak percobaan pertama. Ini bukan keberuntungan; ini matematika, dieksekusi pada presisi mikron.
Manajer fabrikasi cenderung mengukur waktu henti dalam jam. Yang lebih cerdas mengukurnya dalam reputasi. Titik sumbat jadwal di stasiun tekukan tidak hanya membuat mesin menganggur—tetapi juga menunda pengiriman, menunda penagihan, dan mengikis kepercayaan klien. Mesin press hidrolik kehilangan sekitar 1,2% efisiensi per jam saat minyaknya panas berlebih, memaksa operator berhenti bahkan ketika waktu terus berjalan. Selama shift delapan jam, penurunan itu setara dengan >10% output yang hilang. Bandingkan dengan sistem CNC listrik penuh yang mempertahankan efisiensi lebih dari 88% melalui operasi terus-menerus, stabilitas termalnya dijamin oleh kontrol loop tertutup.
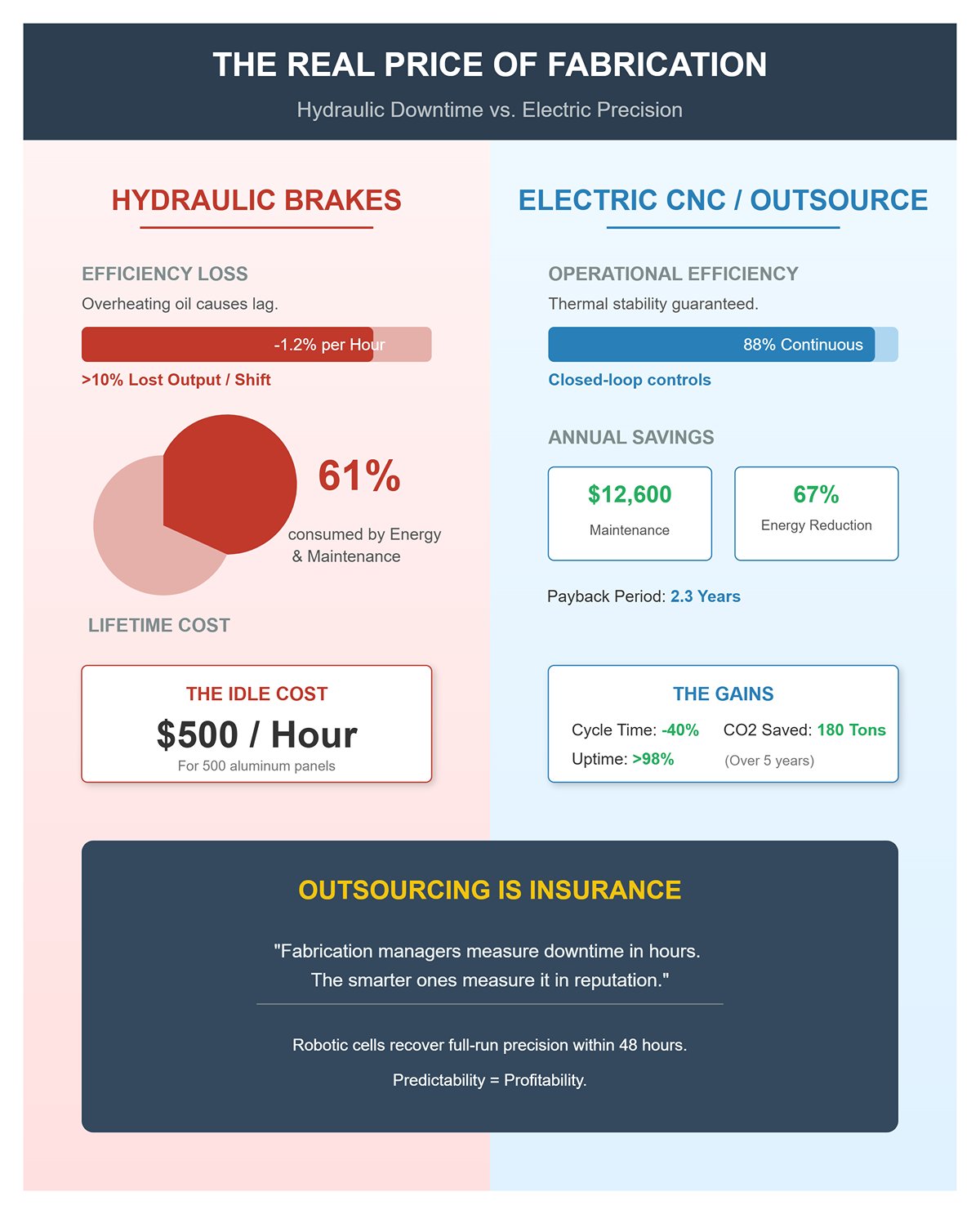
Perhitungan finansialnya sama menariknya. Mesin press hidrolik menghabiskan 61% dari total biaya masa pakainya untuk energi dan perawatan. Beralih ke CNC listrik memadatkan titik impas menjadi kira-kira 2,3 tahun, dengan penghematan perawatan tahunan rata-rata $12.600 dan pengurangan energi mendekati 67%. Untuk operasi yang menekuk 500 panel aluminium, waktu menganggur saja bisa mencapai $500 per jam. Outsourcing ke bengkel CNC yang menggabungkan alur kerja simulasi-ke-pengiriman menghilangkan biaya idle tersebut dan memulihkan presisi penuh dalam 48 jam.
Pada akhirnya, outsourcing presisi bukanlah pengeluaran—melainkan polis asuransi terhadap hal yang tak terduga. Produksi volume tinggi melihat waktu siklus turun 40% ketika sel robotik mengelola perubahan tooling secara otomatis. Pemeliharaan prediktif dan pemantauan berbasis IoT menjaga waktu operasi di atas 98%, mengurangi risiko keterlambatan mendadak. Dampak lingkungan pun membaik: setiap mesin press listrik dapat mencegah lebih dari 180 ton emisi CO₂ selama lima tahun operasi berkelanjutan. Presisi, kecepatan, dan keberlanjutan menyatu di tempat di mana dulu titik sumbat Anda berada. Saat Anda berhenti puas dengan “cukup baik,” fabrikasi menjadi dapat diprediksi—dan profitabilitas pun mengikuti.
Backgauge manual gagal tepat di tempat desain lembaran logam modern dimulai—pada komponen yang tidak teratur dan asimetris di mana geometri berubah dari satu flensa ke flensa berikutnya. Operator berpengalaman sering kali dapat “merasakan” pengaturan berulang untuk tekukan sederhana, tetapi intuisi itu runtuh begitu braket offset, saluran meruncing, atau urutan flensa bertingkat ikut terlibat. Setiap reposisi manual memperkenalkan pergeseran kecil pada perataan X atau Z; setelah beberapa tekukan, kesalahan tersebut menumpuk menjadi distorsi dan pengerjaan ulang yang terlihat.
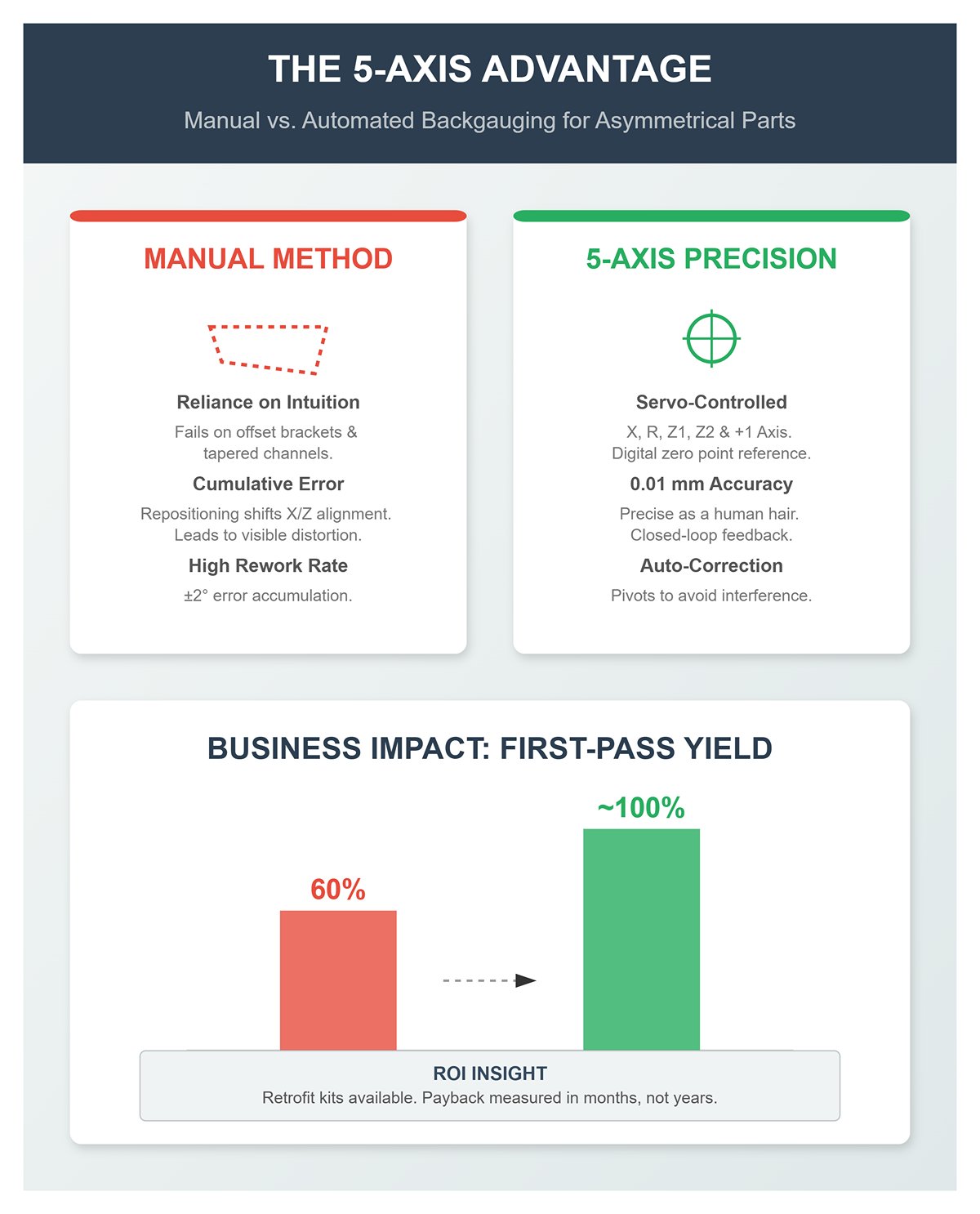
Backgauge lima-sumbu menghapus penyimpangan itu melalui presisi kontrol servo pada X (kedalaman), R (tinggi), Z1/Z2 (penyangga sisi independen), dan satu sumbu “+1” yang dapat diprogram untuk sudut majemuk. Setiap gerakan mengacu pada titik nol digital, mengulang dengan akurasi 0,01 mm—sekitar setebal rambut manusia. Mesin memperbaiki gangguan secara otomatis, bahkan memutar jari pengukur agar bebas dari flensa tidak beraturan. Sistem umpan balik loop tertutup memverifikasi posisi aktual, mencegah kesalahan kumulatif ±2° yang biasanya muncul di akhir minggu kerja operator.
Untuk prototipe, dampaknya lebih besar lagi. Bengkel yang membuat offset HVAC khusus atau braket asimetris melihat yield lulus pertama meningkat dari 60% hingga hampir 100% setelah posisi 5-sumbu diadopsi. Kit retrofit membuat langkah ini dapat dijangkau untuk mesin press mekanis lama, menukar inkonsistensi dengan akurasi yang dapat dilacak dan pengembalian investasi yang dihitung dalam bulan, bukan tahun fiskal.
Bahkan lembar logam yang diposisikan sempurna akan gagal jika sudut tekuk menyimpang. Penyebabnya adalah springback—kembalinya elastisitas logam setelah dibentuk. Operator manual mengimbanginya dengan “mengetuk” ram lebih dalam sampai pengukur sudut terlihat benar, pendekatan yang menjamin variasi antar shift atau lot material. Pembentukan CNC menggantikan intuisi ini dengan matematika: sensor mengukur kedalaman pukulan, ketebalan material, dan tonase secara real-time, lalu menghitung overbend sehingga sudut akhir tepat sesuai spesifikasi.
Metode loop tertutup ini mengubah penekukan dari tebak-tebakan menjadi kendali proses. Saat penyesuaian manual mungkin memerlukan beberapa percobaan untuk mencapai 90° pada aluminium 6061, pengontrol CNC langsung menerapkan overbend 2–3° secara otomatis, mempelajari perilaku material, dan menyimpan hasilnya untuk digunakan kembali. Hal ini menghapus skenario “tertekuk sekali, salah selamanya,” di mana satu pukulan yang salah menyingkirkan seluruh batch. Karena sistem mengacu pada backgauge dan kedalaman sumbu Y secara bersamaan, ia menyesuaikan diri secara otomatis terhadap keausan alat, ekspansi termal, atau bahkan lembaran yang sedikit melengkung.
Efisiensi proses mengikuti presisi. Pengontrol yang tersinkronisasi ke cloud kini mengurangi waktu pergantian dari setengah jam menjadi hitungan menit, memungkinkan berbagai program pekerjaan dimuat dengan sentuhan layar. Sel berperforma tinggi yang berjalan semalaman dapat mempertahankan variansi kurang dari 0,01 mm antara awal dan akhir tanpa operator hadir—karena sistem tidak memerlukan siapa pun untuk “mengejar” sudut tersebut.
Memilih metode pembengkokan adalah separuh lain dari keterulangan. Air bending mendominasi produksi karena menggunakan penetrasi sebagian dari punch—memungkinkan satu set perkakas menghasilkan berbagai sudut hanya dengan mengubah kedalaman. Pemasangan tiga kali lebih cepat dan mengonsumsi tonase lebih sedikit dibandingkan pembentukan kontak penuh. Padukan itu dengan pengukur 5-sumbu yang responsif dan kompensasi pegas balik berbasis perangkat lunak, dan Anda memiliki konfigurasi ideal untuk apa saja, mulai dari panel 24 ga hingga braket 10 ga. CNC dapat memprediksi kedalaman yang tepat dari data material, menghemat waktu bagi programmer dari percobaan empiris.
Namun, ketika jendela toleransi lebih ketat dari setengah derajat atau pegas balik melebihi 3°, bottoming membuktikan nilainya. Dengan menekan lembaran sepenuhnya ke dalam V-die, bottoming hampir sepenuhnya menghilangkan variabel pegas balik—dengan mengorbankan fleksibilitas perkakas. Ini adalah pilihan tepat untuk prototipe yang memerlukan akurasi mutlak sebelum produksi meningkat. Setiap bentukan membutuhkan sumbu Z1/Z2 dari backgauge untuk mempertahankan keselarasan paralel sehingga kedua sisi lipatan kontak secara bersamaan; jika tidak, torsi puntiran dapat merusak lipatan yang sempurna.
Coining, varian ketiga yang lebih jarang, menghancurkan material sepenuhnya untuk toleransi mikroskopis pada baja tahan karat atau paduan kelas dirgantara, memerlukan tekanan pembentukan sekitar lima kali lipat. Relevansinya dengan fabrikasi umum terbatas namun menggambarkan tren: semakin ketat toleransi, semakin besar kebutuhan sinkronisasi servo di setiap sumbu.
| Metode | Deskripsi | Keuntungan | Kapan Digunakan | Pertimbangan |
|---|---|---|---|---|
| Pembengkokan Udara | Menggunakan penetrasi sebagian dari punch ke dalam die, mengubah kedalaman untuk menghasilkan sudut berbeda. | Pemasangan cepat (≈3× lebih cepat daripada pembentukan kontak penuh), tonase lebih rendah, perkakas fleksibel, kompatibel dengan pengukur 5-sumbu dan kompensasi pegas balik berbasis perangkat lunak. | Produksi umum; ideal untuk material 24 ga hingga 10 ga; ketika akurasi sedang sudah memadai. | Tergantung pada prediksi pegas balik dari data material; tidak ideal untuk toleransi yang sangat ketat. |
| Bottoming | Menekan lembaran sepenuhnya ke dalam V-die, meminimalkan pegas balik. | Akurasi tinggi, pegas balik minimal, hasil konsisten. | Prototipe atau bagian yang memerlukan akurasi mutlak; toleransi lebih ketat dari ±0,5°. | Fleksibilitas perkakas berkurang; sumbu Z1/Z2 pada backgauge harus tetap sejajar untuk mencegah puntiran torsi. |
| Coining | Menghancurkan material sepenuhnya ke dalam die untuk akurasi mikroskopis. | Toleransi sangat ketat; hampir sepenuhnya menghilangkan pegas balik. | Aplikasi khusus (misalnya, paduan baja tahan karat atau dirgantara). | Membutuhkan tekanan pembentukan ≈5×; penggunaan umum terbatas; menuntut sinkronisasi servo yang presisi di semua sumbu. |
Menghilangkan variasi “Jumat Sore” bukan tentang menggantikan manusia—ini tentang merekayasa ulang kondisi yang membuat konsistensi menjadi mustahil. Begitu sistem, bukan operator, yang mengendalikan perhitungan posisi dan overbend, akhir pekan menjadi tidak relevan terhadap kualitas. Dari fondasi itu, bengkel akhirnya berpindah dari inspeksi reaktif ke pengendalian proaktif—siap meningkatkan kapasitas, mengejar kontrak bernilai lebih tinggi, atau mengintegrasikan pemuatan robot tanpa takut kesalahan kumulatif. Press brake tidak lagi hanya menjadi alat untuk membengkokkan logam, tetapi bagian andal dari ekosistem manufaktur digital.
Reputasi aluminium sebagai logam yang “mudah dibengkokkan” runtuh ketika akurasi mulai dibicarakan. Kelenturan yang memungkinkan ia dibentuk pada tekanan rendah—kekuatan luluhnya sering berada di kisaran 200–350 MPa—menyebabkan pantulan pegas membandel sebesar 2–5° setelah dilepas dari cetakan. Satu-satunya jalan menuju geometri yang dapat diulangi adalah kompensasi. Press brake CNC kelas atas melakukannya secara otomatis, menggunakan laser pengukur sudut dan algoritma yang menyesuaikan kedalaman punch secara waktu nyata. Operator yang bekerja berdasarkan perasaan, bagaimanapun, memperlakukan pantulan pegas sebagai tebakan. Mereka akan mencoba, menyesuaikan, dan membengkokkan lebih hingga hasil terlihat benar. Pendekatan itu mungkin lolos untuk komponen hobi, tetapi ketika toleransi hanya ±0,5°, akurasi putaran pertama lah yang membedakan bengkel presisi dari amatir.
Saat meninjau penawaran pembentukan, jangan tanya seberapa murah vendor tersebut, tetapi apakah perangkat lunak mereka mengukur deviasi sudut secara langsung saat proses berlangsung. Operator dengan press brake yang terkompensasi dapat menentukan koreksi tekukan dalam satu iterasi; yang tanpa kompensasi mungkin membuang 15–20 % material produksi. Aluminium segera memperlihatkan kesenjangan keterampilan ini—terutama pada paduan 6061 atau 5052 di mana hasil akhir permukaan yang bersih membuat setiap ketergelinciran pada pantulan pegas terlihat jelas.
Beralih dari aluminium ke baja tahan karat, dan hukum fisika kembali menetapkan harganya. Baja tahan karat 304 umum memerlukan sekitar 1,5 kali tonase baja lunak pada ketebalan yang sama. Secara praktis, tekukan sepanjang 8 kaki dengan ketebalan seperempat inci di atas cetakan V 2 inci memuat 122 ton pada baja lunak namun naik lebih dari 180 ton untuk stainless. Mesin yang lebih kecil menangani angka pertama dan gagal pada yang kedua. Meremehkan di sini bukan hal akademis—itu menghasilkan defleksi ram yang membuka sudut tekukan beberapa derajat sepanjang panel panjang, menghasilkan kesalahan penyelarasan saat bagian-bagian disatukan.
Paduan eksotik seperti titanium atau Inconel memperbesar kesalahan itu. Kekuatan tariknya, sering antara 700 dan 1200 MPa, dapat melebihi kapasitas struktural press brake jika tidak diturunkan sesuai panjang. Itulah mengapa penyedia profesional menentukan batas beban pada garis tengah: total tonase yang tersedia dibagi dengan lebar kerja. Apa pun di luar 23 ton per kaki pada press brake 10 kaki berisiko menyebabkan puntiran atau ketegangan permanen pada rangka. Ketika bengkel mengatakan mereka “bisa menjalankannya lebih lambat,” itu berarti mereka akan memforsir mesin dan menyesuaikannya berdasarkan penglihatan—taruhan mahal dalam pekerjaan dirgantara atau medis. Selalu periksa ulang peringkat peralatan mereka terhadap kurva tonase material Anda sebelum mengeluarkan pesanan pembelian.
Panjang mengubah segalanya. Sebagian besar press brake umum dibatasi hingga sekitar 10–12 kaki dengan kedalaman tenggorokan 10–12 inci. Batasan itu berarti setiap penutup atau saluran yang lebih panjang dari meja—atau lebih dalam dari tenggorokan—memaksa solusi kreatif: memutar bagian di tengah proses, memotongnya menjadi beberapa tekukan kecil, atau mengubah desain secara keseluruhan. Setiap solusi memperkenalkan deviasi penyelarasan dan garis bekas yang terlihat. Pencegahan paling sederhana adalah mencocokkan ukuran komponen dengan mesin yang dibuat untuknya—biasanya press brake CNC 500 ton atau lebih dengan punch gooseneck panjang.
Perkakas gooseneck membuktikan nilainya setiap kali jarak bebas vertikal menjadi faktor pembatas. Kotak dalam, rumah elektronik, atau panel arsitektural yang sebaliknya akan menabrak badan punch dapat lewat dengan mudah berkat geometri offset-nya. Lebih sedikit pembalikan berarti konsistensi sudut yang lebih rapat dan siklus 30 % lebih pendek. Jika Anda mendengar bengkel mengatakan mereka “bisa membuat ruang” untuk bentuk dalam dengan menggiling punch standar, anggap itu tanda bahaya: perkakas yang diubah mempersingkat umur dan menurunkan kualitas permukaan.
Sebelum menerima penawaran harga, kirim satu pertanyaan yang langsung mengungkap kompetensi: Tonnase Pembentukan = 1,42 × σ × S² × L / V. Pemasok yang kapabel dapat memasukkan angka nyata ke dalam persamaan itu, memverifikasi beban per kaki, dan memastikan apakah rangka mereka dapat tetap dalam batas elastis. Siapa pun yang tidak bisa menghitungnya dengan cepat berarti menebak—dan dalam pembentukan menggunakan press brake, menebak adalah proses paling mahal dari semuanya.
Fabrikator tingkat lanjut memperlakukan perhitungan ini bukan sebagai retorika penjualan melainkan kolaborasi desain. Mereka akan meninjau panjang, paduan, dan radius tekukan komponen Anda untuk mengusulkan kombinasi press brake, punch, dan cetakan yang paling efisien. Itulah kemitraan yang dibutuhkan produsen beragam-produk: paham fisika, dilengkapi simulasi, dan cukup percaya diri untuk mengubah variabilitas antarsesi menjadi data, bukan limbah.
Setiap kali operator membalik lembaran selama proses pembentukan, aliran produksi berhenti. Penanganan, penjepitan ulang, dan penyelarasan manual memakan waktu lebih lama daripada pembengkokan itu sendiri. Bengkel mencatat hilangnya momentum itu, dan mereka menagihnya sesuai. Pada komponen multi-tekukan, mengurangi pembalikan dari dua atau tiga menjadi nol dapat memangkas waktu siklus sebesar 25–40 %. Untuk batch 50 bagian, perbedaan itu terakumulasi menjadi jam kerja yang dihemat.
Kuncinya adalah merancang urutan penekukan yang memungkinkan semua operasi dilakukan dari satu sisi. Misalnya, press 175 ton dengan meja 120 inci dapat melakukan air-bend urutan hingga sepuluh fitur pada lembaran stainless 304 dengan ketebalan 0,090 inci tanpa reposisi. Efisiensi itu bergantung pada bagaimana gambar kerja mendefinisikan bend relief dan orientasi flensa. Jika kaki yang berlawanan dapat diputar pada tahap desain agar dibentuk ke satu arah, pengaturan menjadi satu sisi dan berkesinambungan.
Pada lembaran yang lebih panjang—10 hingga 12 kaki—keuntungannya semakin besar. Bengkel yang dilengkapi backgauge multi-sumbu (sumbu X, R, dan Z) dapat memposisikan ulang bagian secara otomatis, menyusun penekukan secara berurutan sepanjang panjang, alih-alih membalik secara manual. Menghindari pembalikan pada komponen besar ini dapat memangkas biaya penanganan per jam sebesar $50–100, mengurangi risiko goresan permukaan, dan meningkatkan keselarasan antar penekukan. Bagi pembeli, itu bukan sekadar waktu yang dihemat—melainkan juga berkurangnya peluang kesalahan dan pekerjaan ulang.
Perpustakaan perkakas press brake mencakup rentang radius tekukan dalam yang terbatas. Ketika gambar kerja menentukan sesuatu di luar rentang tersebut, pekerjaan memicu perubahan setup atau biaya perkakas kustom. Hal itu bisa mencapai $200–500 untuk penggerindaan dies atau insert baru. Tetap berada dalam “zona radius tekukan standar”—sekitar satu ketebalan material (1t)—membuat Anda tetap menggunakan set perkakas yang sudah tersedia di lantai produksi.
Untuk sebagian besar logam, aturan praktis ini berlaku: jika menekuk aluminium 5052 ukuran 16-gauge (0,060 inci tebal), tentukan radius dalam 1/16 inci. Ini cocok dengan hampir semua V-die 8° yang dikonfigurasi dengan pembukaan 12 kali radiusnya, menghasilkan profil bersih tanpa perlu mengganti perkakas. Mengubahnya menjadi 2t atau 4t, dan harga penawaran bisa naik 15–20% murni karena pergantian perkakas dan uji penekukan.
Perangkat lunak CAM modern menandai radius non-standar sebelum fabrikasi dimulai, membandingkan geometri DXF dengan tabel dies di bengkel. Tim desain yang menggunakan pemeriksaan tersebut sejak awal sering melihat penghematan dua digit. Satu produsen HVAC mengurangi biaya sebesar 18%—pada lima komponen lembaran logam serupa—dengan menyatukan semua radius tekukan menjadi 1t. Perubahan fungsional pada aliran udara sangat kecil; keuntungan efisiensinya besar.
Konsistensi adalah nilai di sini. Setiap kali Anda mencocokkan gambar kerja dengan stok perkakas vendor, Anda menghilangkan variabilitas, mempercepat penawaran, dan mempersingkat waktu tunggu pada produksi ulang.
Toleransi ketat mencerminkan profesionalisme, tetapi dalam pekerjaan press brake, presisi yang tidak perlu meningkatkan biaya tanpa memperbaiki kecocokan atau fungsi. Bagian yang dibentuk dengan air-bend—yaitu dibentuk tanpa menyentuhkan punch ke dasar die—secara alami mempertahankan akurasi sudut tekukan sekitar ±1°. Menentukan ±0,5° memerlukan bottoming atau coining, yang menggandakan tonase, meningkatkan keausan die, dan memperpanjang setiap langkah. Presisi ini masuk akal pada rakitan las yang membutuhkan flensa kawin exact, tetapi tidak pada pelindung atau braket yang mengandalkan fleksibilitas pemasangan.
Lokasi tekukan ke tekukan adalah jebakan umum lainnya. Backgauge press brake memposisikan dengan akurasi sekitar ±0,005 inci secara berulang; spesifikasi yang lebih ketat mengundang penyesuaian fine sumbu Z yang menambah menit setup per pergantian perkakas. Kecuali akumulasi planar dalam produk akhir bergantung padanya, ±0,010 inci cukup untuk sebagian besar bagian lembaran.
Dimensi lainnya—panjang kaki, kerataan, radius dalam—sudah berada dalam toleransi material dan perkakas. Deklarasi yang lebih ketat umumnya hanya menambah waktu inspeksi dan pekerjaan ulang justifikasi. Pada proyek kotak baja 4130, melonggarkan toleransi dari ±0,5°/0,002 inci menjadi ±1°/0,005 inci mengurangi penawaran dari $2.800 menjadi $1.950, dengan kinerja identik setelah pengelasan dan pelapisan bubuk.
Kontrol toleransi hanya berarti jika mempengaruhi fungsi. Sisanya hanya mengukur kesabaran bengkel.
Ujian sebenarnya: audit gambar kerja Anda. Hitung pembalikan (target satu atau tidak sama sekali). Pastikan setiap radius cocok dengan 1t atau paling banyak 2t. Kurangi toleransi hingga minimum fungsional. Ketika Anda mengirim file yang diperbarui itu untuk penawaran, mintalah bengkel mensimulasikan urutan penekukan. Membandingkan penawaran “sebelum” dan “sesudah” akan langsung menunjukkan dampaknya.
Seabad evolusi press brake belum mengubah hal mendasar—gravitasi tetap menang, perkakas tetap memiliki biaya, dan menit tetap menentukan margin. Namun gambar kerja yang jelas dan ramah fabrikasi mengubah batasan tersebut menjadi peluang. Kurangi pembalikan, standarisasi radius, dan tentukan secara cerdas: bersama-sama, mereka membentuk jalur penghematan 20% yang dapat diulang tanpa mengubah fungsi bagian Anda.
Cara termudah menemukan beban adalah dengan mengajukan satu pertanyaan sederhana: “Peralatan dan metode pembentukan apa yang akan Anda gunakan untuk bagian saya?” Jika vendor tidak dapat menyebutkan tonase mesin, panjang meja, atau jenis pembentukan (air bend, bottom bend, atau coining), panggilan sudah selesai. Pembentukan presisi memerlukan perhitungan, bukan tebakan, dan bengkel yang “menentukannya nanti” sedang mengundang kesalahan ke jadwal produksi Anda. Vendor yang benar-benar memahami mesin mereka akan memberikan detail secara sukarela—“170 ton, meja 10 kaki, CNC hidrolik, brake down-acting”—tanpa Anda memintanya. Kefasihan dalam spesifikasi adalah tanda pertama kompetensi.
Selanjutnya, tanyakan tentang sistem backgauge. Bengkel yang menggunakan pengukur manual atau kontrol sumbu terbatas tidak dapat menjanjikan panjang flange atau posisi tekukan yang konsisten. Jika mereka tidak dapat menjelaskan kontrol X-R-Z atau menunjukkan keterulangan pada bagian dengan banyak tekukan, berarti mereka tidak bekerja sesuai standar modern. Backgauge yang tidak konsisten menghasilkan sudut tekukan yang bervariasi, springback yang tidak dapat diprediksi, dan tingkat scrap yang merayap melewati margin sebelum ada yang menyadarinya.
Kontrol kualitas adalah filter ketiga. Pemasok yang tersandung pada sertifikasi ISO atau tidak dapat menjelaskan bagaimana mereka mengukur akurasi bagian bukanlah mengelola kualitas—mereka hanya bereaksi terhadap cacat setelah terjadi. Harapkan mendengar tentang verifikasi CMM (coordinate measuring machine), pengujian kekasaran permukaan, atau rencana kontrol yang terkait dengan ISO 9001:2015. Ketiadaan sistem-sistem ini berarti artikel pertama Anda adalah pertaruhan.
Terakhir, waspadai pemasok yang menolak uji artikel pertama. Mitra yang andal tahu bahwa berbagai paduan memiliki sifat tekukan yang berbeda—304 stainless bukanlah 5052 aluminium—dan mereka akan bersikeras untuk memvalidasi setelan mereka sebelum melakukan produksi. Penolakan untuk menekuk satu sampel dengan bahan asli Anda menandakan bahwa bengkel tersebut tidak menghargai validasi proses. Pembicaraan berakhir di situ.
Dalam pekerjaan press brake, penawar terendah sering memenangkan pekerjaan dan kehilangan material Anda. Penawaran murah biasanya menyembunyikan biaya yang tidak terlihat: pengerjaan ulang, scrap, keterlambatan pengiriman, dan waktu henti produksi. Ketika bengkel tidak memiliki perangkat lunak simulasi untuk menguji urutan tekukan secara virtual, mereka memberi penawaran secara membabi buta. Uji coba pertama menjadi eksperimen mereka—dengan biaya Anda. Pemasok yang melakukan simulasi pembentukan sebelumnya memberi harga sedikit lebih tinggi karena mereka telah menyelesaikan geometri; tingkat keberhasilan pertama yang lebih tinggi (>98%) membuktikan disiplin biaya ada di awal, bukan di akhir.
Ekonomi sejati berasal dari konsolidasi kapabilitas, bukan harga diskon. Bengkel yang memotong, membentuk, dan merakit di bawah satu atap mengurangi keterlambatan logistik dan mengidentifikasi masalah sebelum merambat ke proses berikutnya. Perbedaannya adalah keterlacakan: ketika tekukan bermasalah di fasilitas terintegrasi, koreksi dilakukan sebelum powder coating atau perakitan. Ketika terjadi di subkontraktor, Anda mengetahuinya beberapa hari kemudian—pada barang jadi.
Pengalaman material adalah pembeda terakhir. Pemasok yang memberi harga yang sama untuk aluminium 5052 dan 6061 tanpa menanyakan temper atau arah serat bukanlah sedang melakukan rekayasa; mereka sedang berjudi. Gaya pembentukan untuk 6061-T6 kira-kira dua kali lipat dari 5052-H32 pada ketebalan yang sama. Hal ini penting karena koreksi sudut springback bergantung pada kontrol kedalaman sumbu Y yang presisi. Fisika yang sama yang membuat penawaran terlihat murah di Excel, membuatnya mahal di tempat pembuangan scrap Anda.
Sebelum memberikan pekerjaan, mintalah penawaran yang didukung simulasi. Bengkel yang tepat akan mengimpor DXF Anda, menentukan garis tekuk, menjalankan analisis tonase dan urutan, serta menunjukkan kompensasi springback yang diprediksi. Bukti visual ini menunjukkan dua hal penting: bahwa mesin mereka secara fisik dapat menangani bagian Anda, dan bahwa operator mereka memahami jalur pembentukan. Pernyataan verbal “kami bisa melakukannya” tidak ada nilainya; validasi berbasis data adalah garis pembeda antara pemasok dan mitra.
Kemudian, wajibkan agar bagian uji menggunakan bahan asli Anda. Menekuk lembar pengganti membuat uji sepenuhnya tidak valid karena perilaku paduan mengubah hasil springback. Tegaskan penggunaan paduan, ketebalan, dan temper yang sama persis seperti yang akan Anda gunakan untuk produksi. Biaya bagi mereka hanya beberapa menit; nilai balik bagi Anda adalah kepastian.
Tentukan definisi kesuksesan sebelum logam menyentuh perkakas. Dokumentasikan kriteria penerimaan—toleransi kelurusan, panjang flensa, radius, hasil permukaan—dan pastikan kedua belah pihak menandatangani persetujuan. Kejelasan tertulis ini menghilangkan momen subjektif “menurut kami sudah bagus” yang merusak hubungan dengan pemasok. Selama uji coba, ukur beberapa sampel. Jika kontrol kedalaman sumbu Y bervariasi lebih dari 0,01 mm pada sepuluh tekukan, mesin press brake memerlukan kalibrasi atau operator tidak memiliki dokumentasi pengaturan yang tepat.
Terakhir, pastikan mesin memiliki tenaga yang cukup untuk pekerjaan Anda. Press brake mengikuti hukum fisika, bukan optimisme. Rumus tonase—(575 × Ketebalan² × Panjang) / (Lebar Cetakan × 1000)—menentukan apakah mesin dapat menekuk komponen Anda dengan aman dan akurat. Vendor yang tidak melakukan perhitungan tersebut atau menghindar dari topik ini tidak cukup untuk proyek Anda, tidak peduli seberapa cepat lead time yang mereka tawarkan.
CNC press brake bukan hanya sebuah mesin—ini adalah pendeteksi kebenaran. Setiap spesifikasi yang tidak dapat dinyatakan vendor, setiap simulasi yang mereka lewatkan, setiap jawaban “kami akan coba” mengungkapkan apakah mereka adalah mitra atau titik kegagalan potensial. Momen kendali yang sebenarnya bukan ketika punch menyentuh lembaran; melainkan saat Anda memutuskan siapa yang memegang punch tersebut.


















