

L’operatore della pressa si china su un componente deformato, strizzando gli occhi su un goniometro digitale che segna 87,6°. Il disegno indica 88,0°. “Abbastanza vicino”, mormora. Ore dopo, quei decimi di grado in più si propagano lungo la linea di assemblaggio: fori disallineati, saldature rifatte, scadenze che slittano. La stazione di piegatura non è solo un’altra fase; è il punto critico che può determinare il successo o il fallimento dell’intero programma di fabbricazione. E nella maggior parte delle officine, quel punto funziona grazie alla speranza e all’abitudine, piuttosto che alla precisione e alla prevedibilità.
Ogni fabbricatore conosce il dolore del rifacimento—ma pochi lo attribuiscono al vero colpevole: piegature “abbastanza buone” su geometrie complesse. I metodi manuali si basano su esperienza e sensibilità, ma l’esperienza non può compensare le micro-incongruenze che si accumulano sotto tolleranze strette. I pezzi con più flange sono particolarmente impegnativi; una deviazione di 0,5° su ogni piega può trasformare una base un tempo piatta in un incubo traballante. Le officine che inseguono la produttività con presse manuali consumano silenziosamente centinaia di ore di lavoro per correggere ciò che si sarebbe potuto eliminare alla fonte.
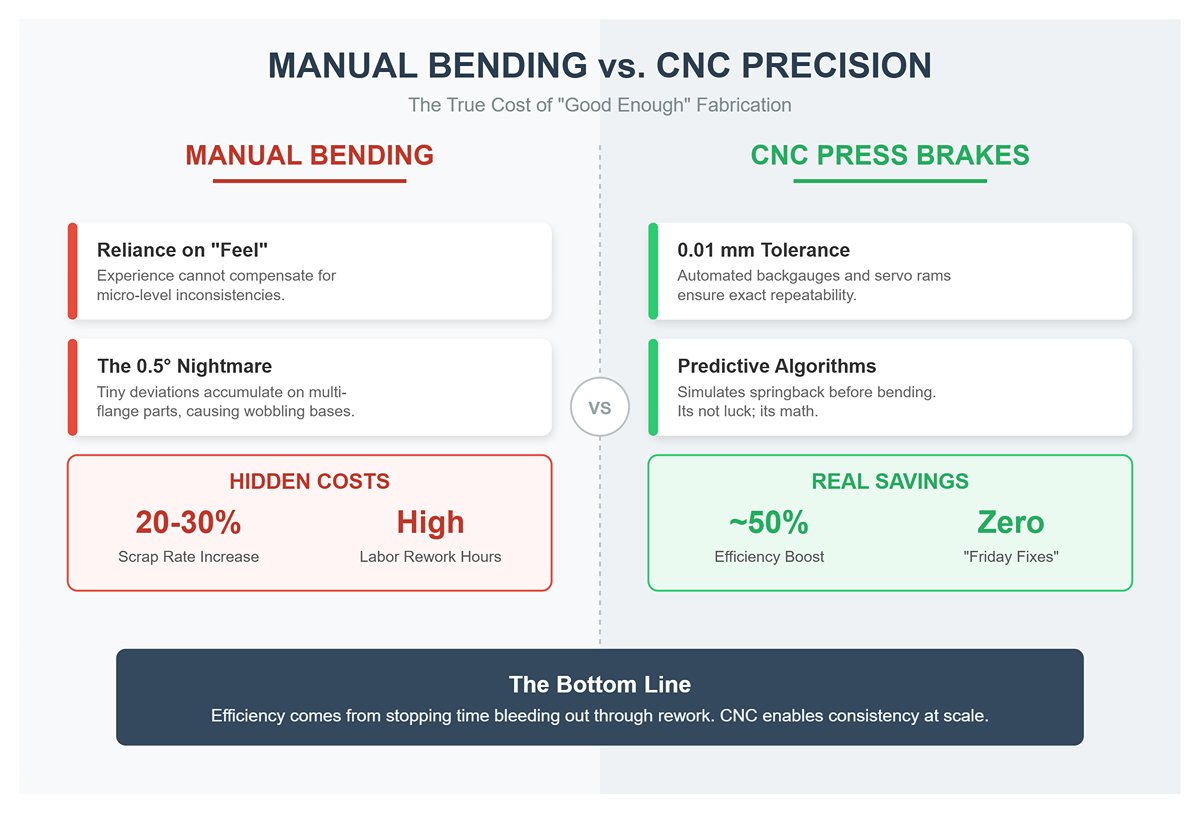
Le presse piegatrici CNC eliminano questa incertezza. I loro riscontri posteriori automatizzati e i martinetti servoassistiti mantengono tolleranze fino a 0,01 mm, ripetendo sequenze esatte anche su migliaia di cicli. Questo si traduce in meno scarti, meno ritocchi di smerigliatura e meno “riparazioni del venerdì” che prosciugano i budget per gli straordinari. Studi che monitorano l’adozione delle CNC mostrano aumenti di efficienza vicini al 50%, non perché le macchine siano più veloci, ma perché impediscono la perdita di tempo dovuta ai rifacimenti. Il vero risparmio deriva dalla coerenza—un tipo di precisione che nessun occhio o mano umana può ripetere su larga scala.
Il costo nascosto della piegatura manuale si amplifica anche nello spreco di materiale. Gli operatori costretti a compensare il ritorno elastico o la deriva dell’angolo spesso piegano eccessivamente, per poi correggere di nuovo. I tassi di scarto aumentano del 20–30%, e la piccola “correzione” diventa una perdita di un intero foglio. Gli algoritmi predittivi delle CNC simulano il ritorno elastico prima che il punzone si muova, programmando in anticipo gli angoli di sovrapiegatura affinché ogni pezzo rientri nelle specifiche al primo tentativo. Non è fortuna; è matematica, eseguita con precisione al micron.
I responsabili di produzione tendono a misurare i tempi di fermo in ore. I più lungimiranti li misurano in reputazione. Un collo di bottiglia alla stazione di piegatura non ferma solo le macchine—blocca le consegne, rinvia la fatturazione e mina la fiducia dei clienti. Le presse idrauliche perdono circa l’1,2% di efficienza all’ora man mano che l’olio si surriscalda, costringendo gli operatori a fermarsi anche mentre l’orologio scorre. In un turno di otto ore, questo calo si traduce in >10% di produzione persa. In confronto, i sistemi CNC completamente elettrici mantengono oltre l’88% di efficienza durante il funzionamento continuo, con stabilità termica garantita dai controlli ad anello chiuso.
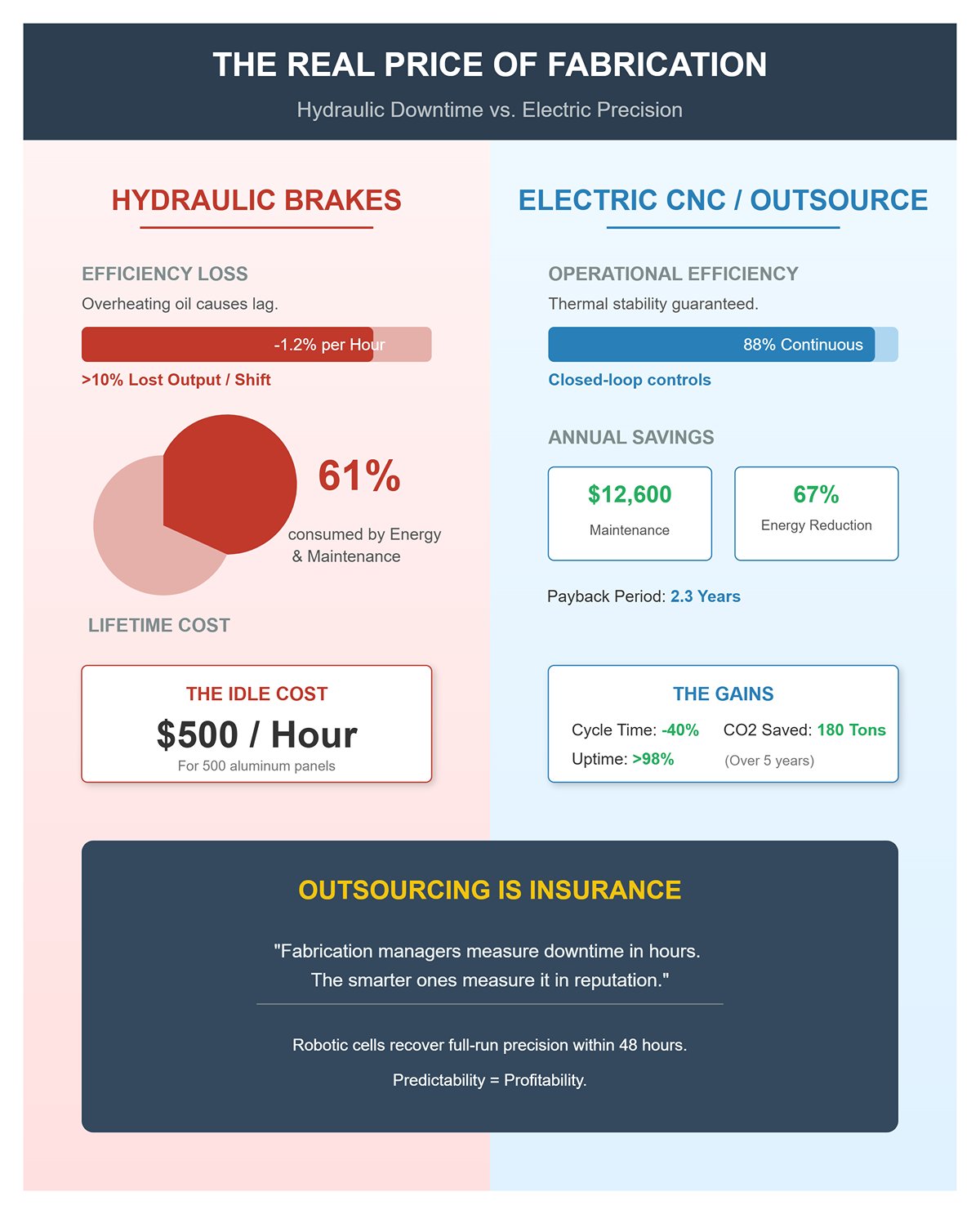
La matematica finanziaria è altrettanto rivelatrice. Le presse idrauliche consumano il 61% del loro costo totale di vita in energia e manutenzione. Passare all’elettrico CNC riduce il tempo di ammortamento a circa 2,3 anni, con risparmi annuali di manutenzione medi di $12.600 e riduzioni energetiche vicine al 67%. Per operazioni che piegano 500 pannelli di alluminio, il tempo di inattività da solo può costare $500 all’ora. Esternalizzare a un’officina CNC che combina flussi di lavoro dalla simulazione alla spedizione elimina quel costo di inattività e recupera la precisione di produzione completa entro 48 ore.
In definitiva, esternalizzare la precisione non è una spesa—è una polizza assicurativa contro l’imprevedibile. Le produzioni ad alto volume vedono i tempi di ciclo ridursi del 40% quando le celle robotizzate gestiscono automaticamente i cambi utensile. La manutenzione predittiva e il monitoraggio basato su IoT mantengono il tempo di attività sopra il 98%, riducendo drasticamente il rischio di ritardi imprevisti. Anche l’impatto ambientale migliora: ogni pressa elettrica può evitare oltre 180 tonnellate di emissioni di CO₂ in cinque anni di servizio continuo. Precisione, velocità e sostenibilità si incontrano dove prima c’era il collo di bottiglia. Nel momento in cui smetti di accontentarti di “abbastanza buono”, la fabbricazione diventa prevedibile—e la redditività segue.
I riscontri manuali falliscono proprio dove inizia il moderno design della lamiera—su pezzi irregolari e asimmetrici in cui la geometria cambia da una flangia all’altra. Operatori esperti possono spesso “sentire” un setup ripetibile per pieghe semplici, ma quell’intuizione crolla quando entrano in gioco staffe sfalsate, canali rastremati o sequenze di flange annidate. Ogni riposizionamento manuale introduce un piccolo spostamento nell’allineamento X o Z; dopo diverse pieghe, questi errori si accumulano in distorsioni visibili e rifacimenti.
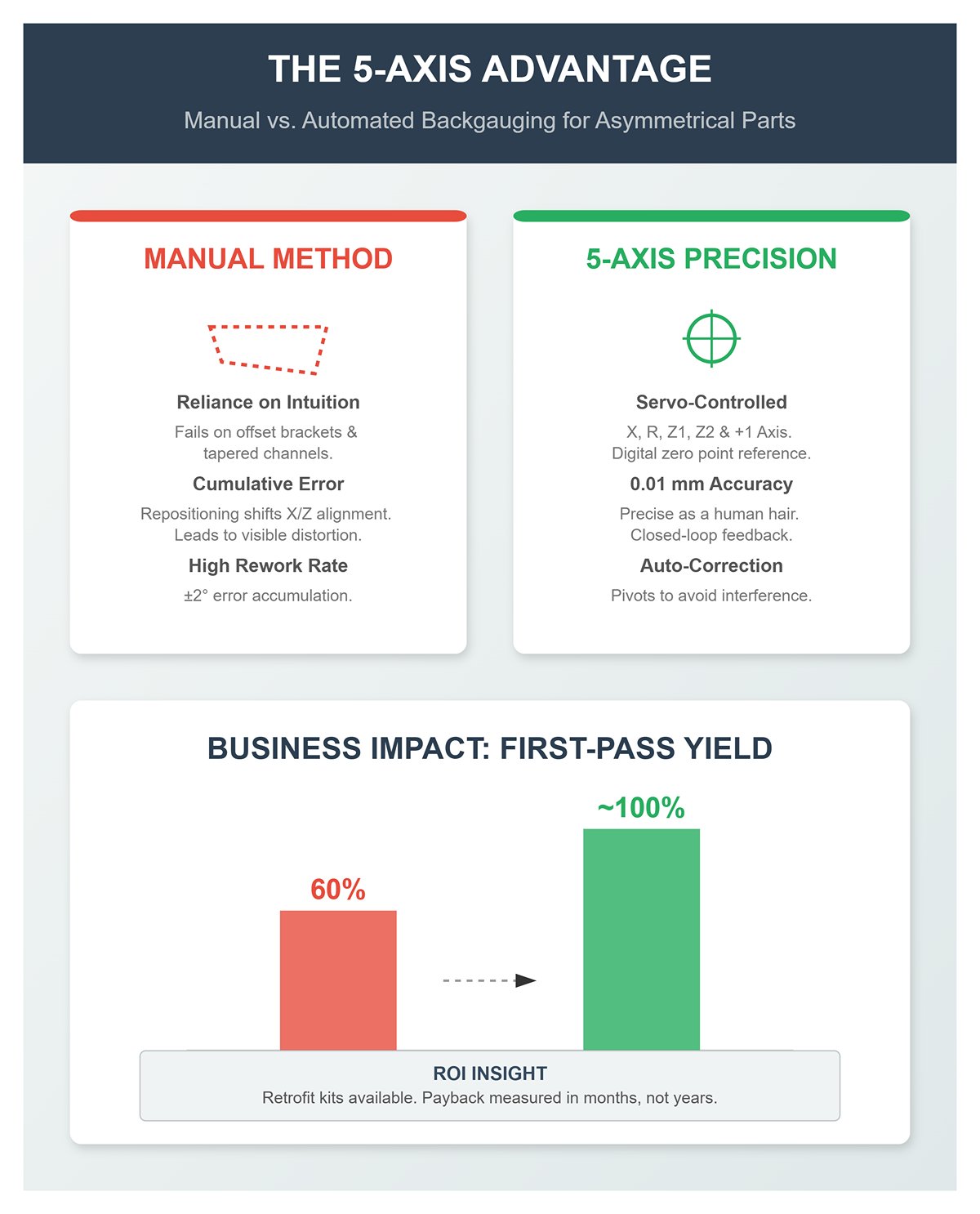
Il riscontro a cinque assi elimina questa deriva grazie alla precisione servo-controllata su X (profondità), R (altezza), Z1/Z2 (battute laterali indipendenti) e un asse “+1” programmabile per angoli composti. Ogni movimento fa riferimento a un punto zero digitale, ripetendo entro 0,01 mm—circa lo spessore di un capello umano. La macchina corregge automaticamente le interferenze, persino ruotando le dita del riscontro per liberare flange irregolari. Un ciclo di feedback ad anello chiuso verifica la posizione effettiva, prevenendo l’errore cumulativo di ±2° che tipicamente si manifesta entro la fine della settimana di un operatore.
Per i prototipi, l’impatto è ancora maggiore. Le officine che producono offset HVAC personalizzati o staffe asimmetriche vedono il rendimento al primo passaggio salire dal 60% a quasi l’accettazione totale una volta adottato il posizionamento a 5 assi. I kit di retrofit rendono il salto possibile anche per presse meccaniche più vecchie, sostituendo l’incoerenza con un’accuratezza tracciabile e un ammortamento misurato in mesi, non in anni fiscali.
Anche un foglio perfettamente posizionato fallirà se l’angolo di piega deriverà. Il colpevole è il ritorno elastico—il rimbalzo elastico del metallo dopo la formatura. Gli operatori manuali compensano “battendo” il martinetto più in profondità finché un misuratore d’angolo sembra corretto, un approccio che garantisce variabilità tra turni o lotti di materiale. La piegatura CNC sostituisce questa intuizione con la matematica: i sensori misurano in tempo reale la profondità del punzone, lo spessore del materiale e la pressione, quindi applicano una sovrapiegatura calcolata affinché l’angolo finale sia esattamente conforme alle specifiche.
Questo metodo ad anello chiuso trasforma la piegatura da tentativi ed errori a controllo di processo. Dove la regolazione manuale può richiedere diversi colpi di prova per raggiungere i 90° sull’alluminio 6061, un controllore CNC applica immediatamente una sovrapiegatura di 2–3° in automatico, apprende il comportamento del materiale e memorizza il risultato per richiamo futuro. Ciò elimina lo scenario “piegato una volta, sbagliato per sempre”, in cui un solo colpo mal calcolato rovinava un’intera produzione. Poiché il sistema fa riferimento contemporaneamente al riscontro e alla profondità dell’asse Y, compensa simultaneamente l’usura dell’utensile, l’espansione termica o anche un grezzo leggermente deformato.
L’efficienza di processo segue la precisione. I controllori sincronizzati su cloud riducono ora i cambi da mezz’ora a pochi minuti, permettendo di caricare programmi di lavoro diversi con un tocco sullo schermo. Una cella di fascia alta in funzione durante la notte può mantenere una variazione inferiore a 0,01 mm tra inizio e fine senza la presenza di un operatore—perché non ha bisogno di nessuno che “insegua” un angolo.
La scelta di un metodo di piegatura è l’altra metà della ripetibilità. Piegatura in aria domina la produzione perché utilizza una penetrazione parziale del punzone—consentendo a un unico set di utensili di ottenere una gamma di angoli semplicemente variando la profondità. È tre volte più veloce da impostare e consuma meno tonnellaggio rispetto alla formatura a contatto completo. Abbinalo a un riscontro a 5 assi reattivo e a un recupero elastico compensato via software, e avrai la configurazione ideale per qualsiasi cosa, dai pannelli da 24 ga alle staffe da 10 ga. Il CNC può prevedere la profondità corretta dai dati del materiale, evitando al programmatore prove empiriche.
Tuttavia, quando le finestre di tolleranza si riducono sotto mezzo grado o il recupero elastico supera i 3°, stampaggio a fondo dimostra il suo valore. Premendo completamente il foglio nella matrice a V, lo stampaggio a fondo elimina quasi del tutto la variabile del recupero elastico—a scapito della flessibilità degli utensili. È la scelta giusta per prototipi che richiedono un’accuratezza assoluta prima di un aumento della produzione. Ogni colpo richiede che gli assi Z1/Z2 del riscontro posteriore mantengano l’allineamento parallelo affinché entrambi i lati della piega entrino in contatto simultaneamente; altrimenti, la torsione di coppia può deformare una piega altrimenti perfetta.
La coniatura, una terza e più rara variante, schiaccia il materiale fino alla sottomissione per tolleranze microscopiche su leghe in acciaio inox o di grado aerospaziale, richiedendo circa cinque volte la pressione di formatura. La sua rilevanza per la fabbricazione generale è limitata, ma illustra una tendenza: man mano che aumenta la severità delle tolleranze, cresce anche la necessità di sincronizzazione servo su ogni asse.
| Metodo | Descrizione | Vantaggi | Quando usarlo | Considerazioni |
|---|---|---|---|---|
| Piegatura in Aria | Utilizza una penetrazione parziale del punzone nella matrice, variando la profondità per produrre angoli diversi. | Configurazione rapida (≈3× più veloce della formatura a contatto completo), tonnellaggio inferiore, utensili flessibili, compatibile con riscontro a 5 assi e recupero elastico compensato via software. | Produzione generale; ideale per materiali da 24 ga a 10 ga; quando è accettabile un’accuratezza moderata. | Dipende dalla previsione del recupero elastico dai dati del materiale; non ideale per tolleranze molto strette. |
| Appoggio completo | Preme completamente il foglio nella matrice a V, riducendo al minimo il recupero elastico. | Alta precisione, recupero elastico minimo, risultati costanti. | Prototipi o pezzi che richiedono un’accuratezza assoluta; tolleranze più strette di ±0,5°. | Flessibilità degli utensili ridotta; gli assi Z1/Z2 del riscontro posteriore devono rimanere paralleli per evitare torsioni di coppia. |
| Imbutitura (Coining) | Schiaccia completamente il materiale nella matrice per un’accuratezza microscopica. | Tolleranze estremamente strette; elimina quasi completamente il recupero elastico. | Applicazioni specializzate (ad es., leghe inox o aerospaziali). | Richiede ≈5× la pressione di formatura; uso generale limitato; necessita di una precisa sincronizzazione servo su tutti gli assi. |
Eliminare la variabilità del “venerdì pomeriggio” non significa sostituire le persone—significa progettare via le condizioni che rendono impossibile la coerenza. Una volta che il sistema, e non l’operatore, gestisce la matematica del posizionamento e dell’overbend, i fine settimana diventano irrilevanti per la qualità. Da quella base, le officine passano finalmente dall’ispezione reattiva al controllo proattivo—pronte ad aumentare la capacità, perseguire contratti di maggior valore o integrare il carico robotizzato senza timore di errori accumulati. La pressa piegatrice diventa non solo uno strumento per piegare il metallo, ma una parte affidabile di un ecosistema di produzione digitale.
La reputazione dell’alluminio di essere “facile da piegare” crolla quando entra in gioco la precisione. La stessa duttilità che permette di formarlo a basse pressioni—con carichi di snervamento spesso nell’intervallo 200–350 MPa—produce un ostinato ritorno elastico di 2–5° dopo il rilascio dalla matrice. L’unica via per una geometria ripetibile è la compensazione. Le presse piegatrici CNC di fascia alta lo fanno automaticamente, usando laser di misurazione dell’angolo e algoritmi che regolano la profondità del punzone in tempo reale. Gli operatori che lavorano “a sensazione”, invece, trattano il ritorno elastico come un’incognita. Testano, regolano e piegano oltre finché qualcosa sembra giusto. Questo approccio può funzionare su pezzi hobbistici, ma quando le tolleranze sono ±0,5°, la precisione al primo tentativo distingue le officine di precisione dagli amatori.
Quando esamini un preventivo di formatura, non chiedere quanto il fornitore sia economico, ma se il loro software misura la deviazione angolare mentre accade. Un operatore con una pressa compensata può stabilire le correzioni di piega in una singola iterazione; uno senza potrebbe sprecare il 15–20 % del materiale di produzione. L’alluminio mette subito in evidenza questo divario di competenze—specialmente sulle leghe 6061 o 5052 dove le finiture superficiali pulite rendono visibile ogni errore di ritorno elastico.
Passa dall’alluminio all’acciaio inox, e la fisica riafferma il suo prezzo. Il comune inox 304 richiede circa 1,5 volte il tonnellaggio dell’acciaio dolce allo stesso spessore. In termini pratici, una piega da 8 piedi e un quarto di pollice su una matrice a V da 2 pollici carica 122 tonnellate in acciaio dolce ma supera le 180 tonnellate per l’inox. Macchine meno potenti gestiscono il primo numero e falliscono sul secondo. La sottovalutazione qui non è accademica—produce una deflessione del pistone che apre gli angoli di piega di diversi gradi su un pannello lungo, con errori di allineamento quando si assemblano parti combacianti.
Le leghe esotiche come titanio o Inconel amplificano l’errore. Le loro resistenze a trazione, spesso tra 700 e 1200 MPa, possono superare la capacità strutturale di una pressa se non deratate in base alla lunghezza. Ecco perché i fornitori seri specificano i limiti di carico sulla linea centrale: tonnellaggio totale disponibile diviso per la larghezza di lavoro. Qualsiasi valore oltre 23 tonnellate per piede su una pressa da 10 piedi rischia torsioni o deformazioni permanenti del telaio. Quando un’officina afferma che può “semplicemente farla andare più lentamente”, sta dicendo che sovraccaricherà la macchina e regolerà a occhio—una scommessa costosa su lavori aerospaziali o medicali. Controlla sempre la valutazione dell’attrezzatura rispetto alla curva di tonnellaggio del tuo materiale prima di emettere l’ordine di acquisto.
La lunghezza cambia tutto. La maggior parte delle presse piegatrici generiche arriva a un massimo di circa 10–12 piedi con profondità della gola di 10–12 pollici. Questo vincolo significa che qualsiasi involucro o canale più lungo del banco—o più profondo della gola—impone soluzioni creative: ruotare il pezzo a metà processo, sezionarlo in pieghe più piccole o modificare completamente il progetto. Ogni soluzione introduce deviazioni di allineamento e segni visibili. La prevenzione più semplice è abbinare le dimensioni del pezzo a una macchina costruita per esso—tipicamente una pressa CNC da 500 tonnellate o più con punzoni a collo d’oca estesi.
L’utensileria a collo d’oca si ripaga ogni volta che la distanza verticale diventa il fattore limitante. Scatole profonde, involucri elettronici o pannelli architettonici che altrimenti colpirebbero il corpo del punzone passano facilmente grazie alla sua geometria sfalsata. Meno ribaltamenti significano maggiore coerenza angolare e cicli più brevi del 30 %. Se senti che un’officina “può fare spazio” per una forma profonda molando punzoni standard, consideralo un campanello d’allarme: l’utensileria modificata riduce la durata e degrada la qualità superficiale.
Prima di accettare un preventivo, invia una domanda che rivela immediatamente la competenza: Esegui Forming Tonnage = 1,42 × σ × S² × L / V. Un fornitore capace può inserire numeri reali in quell’equazione, verificare i carichi per piede e confermare se il loro telaio può restare entro i limiti elastici. Chi non sa calcolarlo al volo sta indovinando—e nella piegatura a pressa, indovinare è il processo più costoso di tutti.
I fabbricanti avanzati trattano questi calcoli non come retorica di vendita ma come collaborazione progettuale. Esamineranno la lunghezza, la lega e il raggio di piega del tuo pezzo per proporre la combinazione più efficiente di pressa, punzone e matrice. Questa è la partnership di cui i produttori ad alta varietà hanno bisogno: esperti di fisica, dotati di simulazioni e abbastanza sicuri da trasformare la variabilità tra le produzioni in dati invece che in scarti.
Ogni volta che un operatore ribalta un pezzo in lamiera durante la formatura, il flusso produttivo si interrompe. Movimentare, riclampare e allineare manualmente il pezzo consumano più minuti della piegatura stessa. Le officine tengono traccia di questa perdita di slancio e addebitano di conseguenza. Nei componenti con più pieghe, ridurre i ribaltamenti da due o tre a zero può ridurre il tempo di ciclo del 25–40 %. Su un lotto di 50 pezzi, questa differenza si traduce in ore di lavoro risparmiate.
La chiave è progettare una sequenza di piegatura che consenta tutte le operazioni da un solo lato. Una pressa da 175 tonnellate con un banco da 120 pollici, ad esempio, può piegare in aria una sequenza fino a dieci caratteristiche su un foglio di acciaio inox 304 spesso 0,090 pollici senza riposizionamento. Questa efficienza dipende da come il disegno definisce gli scarichi di piega e le orientazioni delle flange. Se le gambe opposte possono essere ruotate in fase di progettazione per formare in un’unica direzione, l’impostazione diventa a lato singolo e continua.
Su fogli più lunghi—da 10 a 12 piedi—il vantaggio aumenta. Le officine dotate di battute posteriori multi-asse (assi X, R e Z) possono riposizionare automaticamente il pezzo, nidificando le pieghe in sequenza lungo la lunghezza invece di capovolgerlo manualmente. Evitare i capovolgimenti su questi grandi componenti può ridurre i costi di movimentazione oraria di $50–100, diminuire il rischio di graffi superficiali e migliorare il parallelismo tra le pieghe. Per un acquirente, non è solo tempo risparmiato—è una riduzione delle possibilità di errore e rilavorazione.
Le librerie di utensili per presse piegatrici coprono un intervallo finito di raggi interni di piega. Quando un disegno specifica qualcosa al di fuori di tale intervallo, il lavoro comporta un cambio di setup o un costo per utensile personalizzato. Questo può arrivare a $200–500 per la rettifica della matrice o un nuovo inserto. Restare nella “zona di raggio di piega standard”—circa uno spessore del materiale (1t)—ti mantiene all’interno della gamma di utensili già presenti in officina.
Per la maggior parte dei metalli, questa regola empirica vale: se stai piegando alluminio 5052 da 16 gauge (spessore 0,060 pollici), specifica un raggio interno di 1/16 di pollice. Si adatta praticamente a qualsiasi matrice a V di 8° configurata con un’apertura pari a 12 volte il raggio, offrendo un profilo pulito senza cambio utensile. Spostandosi a 2t o 4t, il preventivo può aumentare del 15–20% solo per cambi utensile e pieghe di prova.
Il software CAM moderno segnala i raggi non standard prima dell’inizio della fabbricazione, confrontando la geometria DXF con la tabella delle matrici dell’officina. I team di progettazione che utilizzano questi controlli in anticipo spesso vedono risparmi a due cifre. Un produttore di HVAC ha ottenuto una riduzione dei costi di 18%—su cinque pezzi simili in lamiera—consolidando tutti i raggi di piega a 1t. Il cambiamento funzionale sul flusso d’aria è stato trascurabile; il guadagno di efficienza è stato sostanziale.
La coerenza è valore in questo caso. Ogni volta che abbini il disegno all’inventario di utensili del tuo fornitore, elimini la variabilità, acceleri il preventivo e riduci i tempi di consegna nelle produzioni ripetute.
Tolleranze strette trasmettono professionalità, ma nel lavoro con presse piegatrici, una precisione non necessaria aumenta i costi senza migliorare adattamento o funzione. I pezzi piegati in aria—formati senza portare il punzone a fondo nella matrice—mantengono naturalmente una precisione dell’angolo di piega di circa ±1°. Specificare ±0,5° richiede fondo corsa o coniatura, il che raddoppia la tonnellata, aumenta l’usura della matrice e prolunga ogni corsa. Questa precisione ha senso su assiemi saldati che richiedono flange perfettamente combacianti, ma non su protezioni o staffe che si basano sulla flessibilità di fissaggio.
La posizione piega-su-piega è un’altra trappola comune. Le battute posteriori della pressa piegatrice posizionano in modo ripetibile a circa ±0,005 pollici; specifiche più strette richiedono una regolazione fine dell’asse Z che aggiunge minuti di setup per ogni cambio utensile. A meno che l’accumulo planare nel prodotto finale non dipenda da ciò, ±0,010 pollici è sufficiente per la maggior parte dei pezzi in lamiera.
Altre dimensioni—lunghezza della gamba, planarità, raggio interno—rientrano già nelle tolleranze di materiale e utensile. Dichiarazioni più strette aggiungono principalmente tempo di ispezione e documentazione di giustificazione. In un progetto di involucro in acciaio 4130, semplicemente rilassando le tolleranze da ±0,5°/0,002 pollici a ±1°/0,005 pollici il preventivo è sceso da $2,800 a $1,950, con prestazioni identiche dopo saldatura e verniciatura a polvere.
Il controllo delle tolleranze è significativo solo quando governa la funzione. Tutto il resto misura solo la pazienza dell’officina.
Il vero test: verifica il tuo disegno. Conta i capovolgimenti (obiettivo uno o nessuno). Verifica che ogni raggio corrisponda a 1t o al massimo 2t. Riduci le tolleranze al minimo funzionale. Quando invii quel file aggiornato per il preventivo, chiedi all’officina di simulare la sequenza di piega. Confrontare i preventivi “prima” e “dopo” rivela immediatamente l’impatto.
Un secolo di evoluzione delle presse piegatrici non ha cambiato i fondamentali—la gravità vince ancora, gli utensili costano ancora denaro e i minuti definiscono ancora il margine. Ma disegni chiari e adatti alla fabbricazione trasformano questi limiti in leva. Riduci i capovolgimenti, standardizza i raggi e specifica in modo intelligente: insieme formano un percorso ripetibile verso un risparmio di 20% senza toccare lo scopo del pezzo.
Il modo più semplice per individuare una responsabilità è porre una semplice domanda: “Che attrezzatura e metodo di formatura userete per il mio pezzo?” Se il fornitore non sa indicare la tonnellata della macchina, la lunghezza del banco o il tipo di formatura (piega in aria, piega a fondo o coniatura), la chiamata è già finita. La formatura di precisione richiede matematica, non supposizioni, e un’officina che “lo capisce dopo” sta invitando l’errore nel tuo programma di produzione. Un fornitore che comprende davvero la propria macchina fornirà dettagli—“170 tonnellate, banco da 10 piedi, CNC idraulica, pressa piegatrice a discesa”—senza che tu debba sollecitarli. Questa padronanza delle specifiche è il primo segno di competenza.
Successivamente, chiedi del sistema di battuta posteriore. Le officine che utilizzano battute manuali o un controllo assi limitato non possono garantire una lunghezza costante della flangia o la posizione della piega. Se non sanno descrivere il controllo X-R-Z o dimostrare la ripetibilità su pezzi con più pieghe, non stanno lavorando secondo gli standard moderni. Battute posteriori incoerenti si traducono in angoli di piega variabili, ritorno elastico imprevedibile e tassi di scarto che superano il margine prima che qualcuno se ne accorga.
Il controllo qualità è il terzo filtro. Qualsiasi fornitore che inciampa sulla certificazione ISO o non sa descrivere come misura la precisione dei pezzi non sta gestendo la qualità—sta reagendo ai difetti dopo che si verificano. Aspettati di sentire parlare di verifiche con CMM (macchina di misura a coordinate), test di rugosità superficiale o piani di controllo legati alla ISO 9001:2015. L’assenza di questi sistemi significa che il tuo primo pezzo è una scommessa.
Infine, attenzione ai fornitori che resistono a una prova del primo pezzo. Partner affidabili sanno che leghe diverse si piegano in modo diverso—l’acciaio inox 304 non è l’alluminio 5052—e insisteranno nel convalidare il loro setup prima di avviare la produzione. Un rifiuto di piegare un campione con il tuo materiale reale segnala che l’officina non valorizza la validazione del processo. La conversazione finisce lì.
Nel lavoro con la pressa piegatrice, l’offerente più basso spesso vince l’incarico e perde il tuo materiale. Un preventivo economico di solito nasconde costi non visibili: rilavorazioni, scarti, ritardi di spedizione e tempi di fermo produzione. Quando un’officina non dispone di software di simulazione per testare virtualmente le sequenze di piega, sta facendo un preventivo alla cieca. La prima produzione diventa il loro esperimento—a tue spese. I fornitori che simulano la formatura in anticipo hanno prezzi leggermente più alti perché hanno già risolto la geometria; il loro maggiore rendimento al primo passaggio (>98%) dimostra che la disciplina dei costi vive a monte, non a valle.
La vera economia deriva dalla consolidazione delle capacità, non dai prezzi scontati. Un’officina che taglia, piega e assembla sotto lo stesso tetto riduce i ritardi logistici e individua i problemi prima che si propaghino al processo successivo. La differenza è la tracciabilità: quando una piega va male in una struttura integrata, la correzione avviene prima della verniciatura a polvere o dell’assemblaggio. Quando accade presso un subappaltatore, lo scopri giorni dopo—su prodotti finiti.
L’esperienza sui materiali è l’ultimo elemento distintivo. Un fornitore che offre lo stesso prezzo per alluminio 5052 e 6061 senza chiedere del temperamento o della direzione della fibra non sta facendo ingegneria; sta scommettendo. La forza di formatura per il 6061-T6 è circa il doppio di quella del 5052-H32 a pari spessore. Questo è importante perché la correzione dell’angolo di ritorno elastico dipende da un controllo preciso della profondità dell’asse Y. La stessa fisica che rende un preventivo economico in Excel lo rende costoso nel tuo contenitore degli scarti.
Prima di assegnare il lavoro, richiedi un preventivo supportato da simulazione. L’officina giusta importerà il tuo DXF, definirà le linee di piega, eseguirà l’analisi di tonnellaggio e sequenza, e mostrerà la compensazione del ritorno elastico prevista. Questa prova visiva dimostra due cose fondamentali: che la loro macchina può fisicamente gestire il tuo pezzo e che i loro operatori comprendono il percorso di formatura. Un “possiamo farlo” verbale è inutile; la convalida basata sui dati è la linea di demarcazione tra un fornitore e un partner.
Poi, richiedi che il loro pezzo di prova utilizzi il tuo materiale reale. Piegare un foglio sostitutivo invalida completamente il test perché il comportamento della lega modifica i risultati del ritorno elastico. Insisti sulla tua lega, spessore e temperamento—esattamente ciò che userai in produzione. Il costo per loro è di pochi minuti; il ritorno per te è la certezza.
Definire il successo prima che il metallo tocchi mai l’attrezzatura. Documentare i criteri di accettazione—tolleranza di planarità, lunghezza della flangia, raggio, finitura superficiale—e assicurarsi che entrambe le parti approvino. Questa chiarezza scritta elimina il momento soggettivo del “per noi va bene” che compromette le relazioni con i fornitori. Durante la prova, misurare più campioni. Se il controllo della profondità sull’asse Y varia di più di 0,01 mm su dieci piegature, la pressa piegatrice necessita di calibrazione o l’operatore non dispone di una documentazione di configurazione adeguata.
Infine, confermare che la macchina abbia la forza necessaria per il tuo lavoro. Le presse piegatrici seguono la fisica, non l’ottimismo. La formula della tonnellata—(575 × Spessore² × Lunghezza) / (Larghezza della matrice × 1000)—indica se una macchina può piegare il tuo pezzo in modo sicuro e accurato. Un fornitore che non esegue quel calcolo o che evita l’argomento è sottodimensionato per il tuo progetto, indipendentemente dai tempi di consegna dichiarati.
Una pressa piegatrice CNC non è solo una macchina—è un rilevatore di verità. Ogni specifica che un fornitore non sa indicare, ogni simulazione che salta, ogni risposta “ci proveremo” rivela se è un partner o un potenziale punto di fallimento. Il vero momento di controllo non è quando il punzone incontra il foglio; è quando decidi chi tiene quel punzone.


















