

يقف مشغل المكبح منحنياً فوق مكوّن مشوّه، محدقاً في منقلة رقمية تعرض 87.6°. الرسم الهندسي يقول 88.0°. “قريب بما فيه الكفاية”، يتمتم. بعد ساعات، تنتشر تلك الأعشار الإضافية من الدرجة عبر خط التجميع—ثقوب غير متطابقة، لحامات معاد لحامها، مواعيد نهائية تتأخر. محطة الثني ليست مجرد خطوة أخرى؛ إنها نقطة الحسم لجدول التصنيع بأكمله. وفي معظم الورش، تعمل هذه النقطة على الأمل والعادة بدلاً من الدقة وقابلية التنبؤ.
كل صانع يعرف ألم إعادة العمل—لكن القليل منهم يتتبعونه إلى المسبب الحقيقي: الثنيات “المقبولة” على الأشكال الهندسية المعقدة. الطرق اليدوية تعتمد على الخبرة والإحساس، لكن الخبرة لا تستطيع تعويض التفاوتات الدقيقة التي تتراكم تحت حدود التسامح الضيقة. الأجزاء متعددة الحواف تكون قاسية بشكل خاص؛ انحراف بمقدار 0.5° في كل ثنية يمكن أن يحوّل قاعدة كانت مسطحة إلى كابوس متمايل. الورش التي تطارد الإنتاجية باستخدام مكابح يدوية تحرق بهدوء مئات ساعات العمل في تصحيح ما كان يمكن إيقافه عند المصدر.
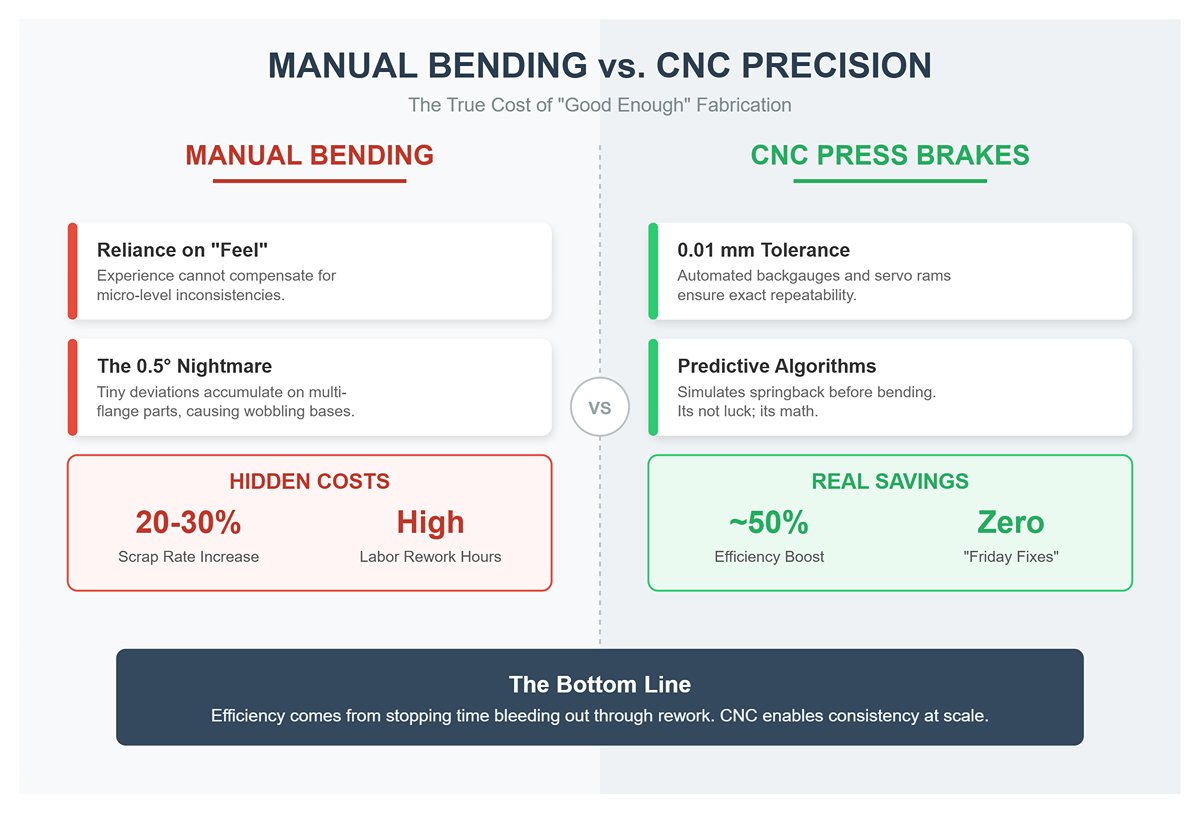
مكابح الضغط CNC تزيل هذا الغموض. مؤشرات التراجع الآلية والمكابس المدفوعة بالسيرفو تحافظ على التسامح حتى 0.01 مم، وتكرر التسلسل نفسه حتى عبر آلاف الدورات. هذا يعني رفض أقل، وصقل أقل، وإصلاحات أقل في “الجمعة” التي تستنزف ميزانيات العمل الإضافي. الدراسات التي تتبع اعتماد CNC تظهر زيادات في الكفاءة تصل إلى حوالي 50%، ليس لأن الآلات تعمل أسرع، بل لأنها تمنع الوقت من النزيف عبر إعادة العمل. التوفير الحقيقي يأتي من الاتساق—ذلك النوع الذي لا يمكن لعين أو يد بشرية تكراره على نطاق واسع.
التكلفة الخفية للثني اليدوي تتضاعف أيضاً في المواد المهدورة. المشغلون الذين يضطرون للتعويض عن ارتداد الزنبرك أو انحراف الزاوية غالباً ما يثنون أكثر من اللازم، ثم يعدّلون مرة أخرى. معدلات الخردة ترتفع بنسبة 20–30%، وتصبح “التعديلات” الصغيرة خسارة كاملة للورقة. خوارزميات CNC التنبؤية تحاكي ارتداد الزنبرك قبل أن يتحرك المكبس، وتبرمج مسبقاً زوايا الثني الزائد بحيث يخرج كل جزء ضمن المواصفات من المرة الأولى. الأمر ليس حظاً؛ إنه رياضيات تُنفذ بدقة الميكرون.
يميل مديرو التصنيع إلى قياس التوقف بالساعات. الأذكى يقيسونه بالسمعة. عنق الزجاجة في محطة الثني لا يوقف الآلات فحسب—بل يوقف التسليم، ويؤجل الفواتير، ويقوض ثقة العملاء. المكابح الهيدروليكية تفقد حوالي 1.2% من الكفاءة في الساعة مع ارتفاع حرارة الزيت، مما يجبر المشغلين على التوقف حتى بينما الساعة تعمل. عبر وردية مدتها ثماني ساعات، يترجم ذلك إلى >10% من الإنتاج المفقود. قارن ذلك مع أنظمة CNC الكهربائية بالكامل التي تحافظ على أكثر من 88% من الكفاءة خلال التشغيل المستمر، مع استقرار حراري مضمون عبر أنظمة التحكم المغلقة.
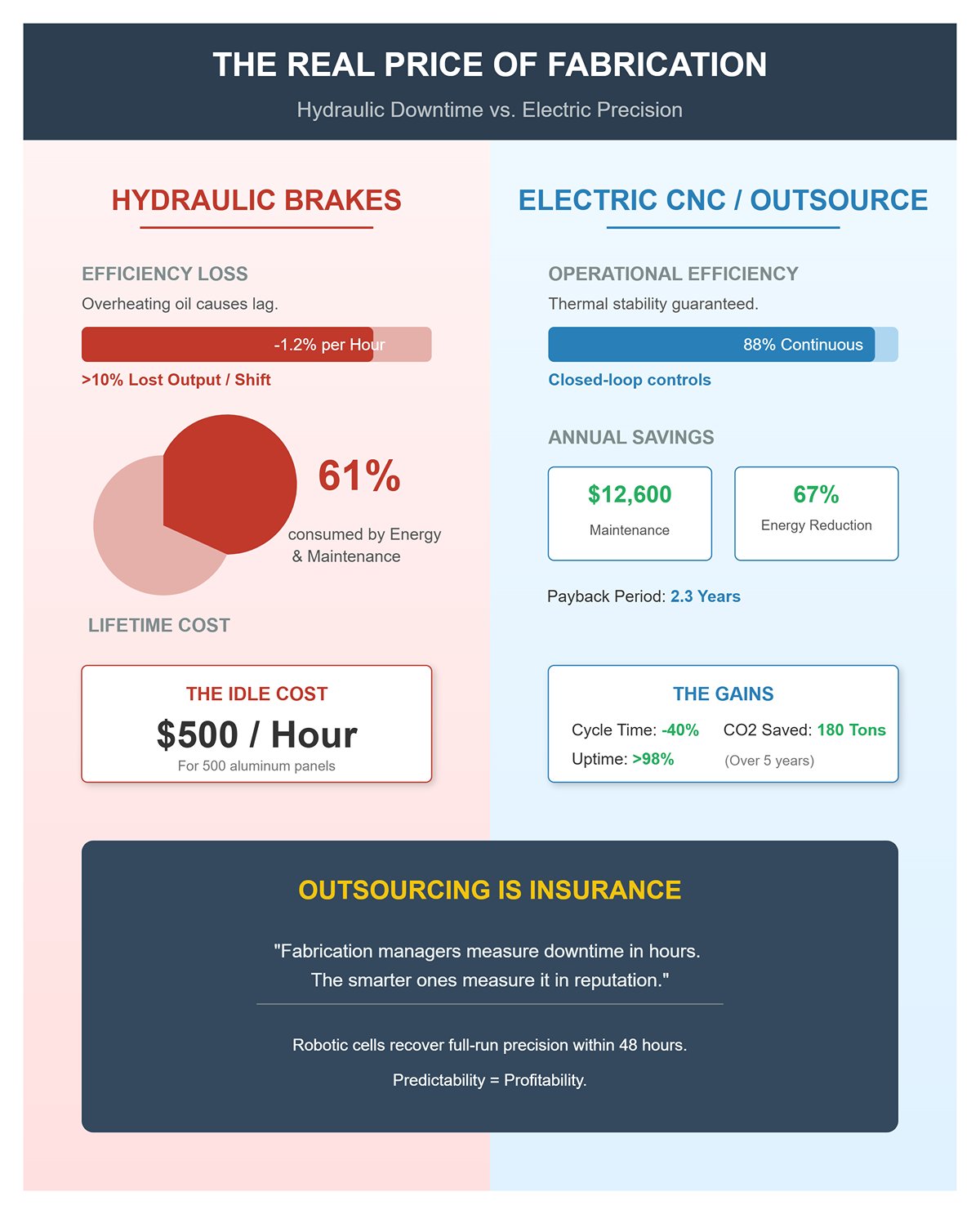
الرياضيات المالية تكشف المزيد. المكابح الهيدروليكية تستهلك 61% من تكلفتها العمرية في الطاقة والصيانة. التحول إلى CNC كهربائي يقلص فترة الاسترداد إلى حوالي 2.3 سنة، مع متوسط توفير سنوي في الصيانة يبلغ $12,600 وتخفيضات في الطاقة تقارب 67%. بالنسبة للعمليات التي تثني 500 لوح ألمنيوم، يمكن أن يصل وقت الخمول وحده إلى $500 في الساعة. الاستعانة بورشة CNC تجمع بين سير العمل من المحاكاة إلى الشحن تقضي على تكلفة الخمول وتستعيد دقة التشغيل الكاملة خلال 48 ساعة.
في النهاية، الاستعانة بالدقة ليس تكلفة—بل بوليصة تأمين ضد المجهول. عمليات الإنتاج الكبيرة ترى أوقات الدورة تنخفض بنسبة 40% عندما تدير الخلايا الروبوتية تغييرات الأدوات تلقائياً. الصيانة التنبؤية والمراقبة المدفوعة بإنترنت الأشياء تحافظ على وقت التشغيل فوق 98%، مما يقلل خطر التأخيرات المفاجئة. حتى الأثر البيئي يتحسن: يمكن لكل مكبس كهربائي أن يمنع أكثر من 180 طن من انبعاثات ثاني أكسيد الكربون خلال خمس سنوات من التشغيل المستمر. الدقة والسرعة والاستدامة تتقاطع حيث كان عنق الزجاجة لديك. في اللحظة التي تتوقف فيها عن قبول “المقبول”، يصبح التصنيع قابلاً للتنبؤ—وتتبع الربحية ذلك.
تفشل مؤشرات التراجع اليدوية تماماً حيث يبدأ تصميم الصفائح المعدنية الحديث—في الأجزاء غير المنتظمة وغير المتماثلة حيث تتغير الهندسة من حافة إلى أخرى. يمكن للمشغلين المهرة غالباً “الإحساس” بإعداد متكرر للثنيات البسيطة، لكن هذه الحدسية تنهار بمجرد دخول الحوامل المنحرفة أو القنوات المائلة أو تسلسلات الحواف المتداخلة. كل إعادة تموضع يدوية تُدخل انحرافاً صغيراً في محاذاة X أو Z؛ وبعد عدة ثنيات، تتراكم هذه الأخطاء لتصبح تشوهاً مرئياً وإعادة عمل.
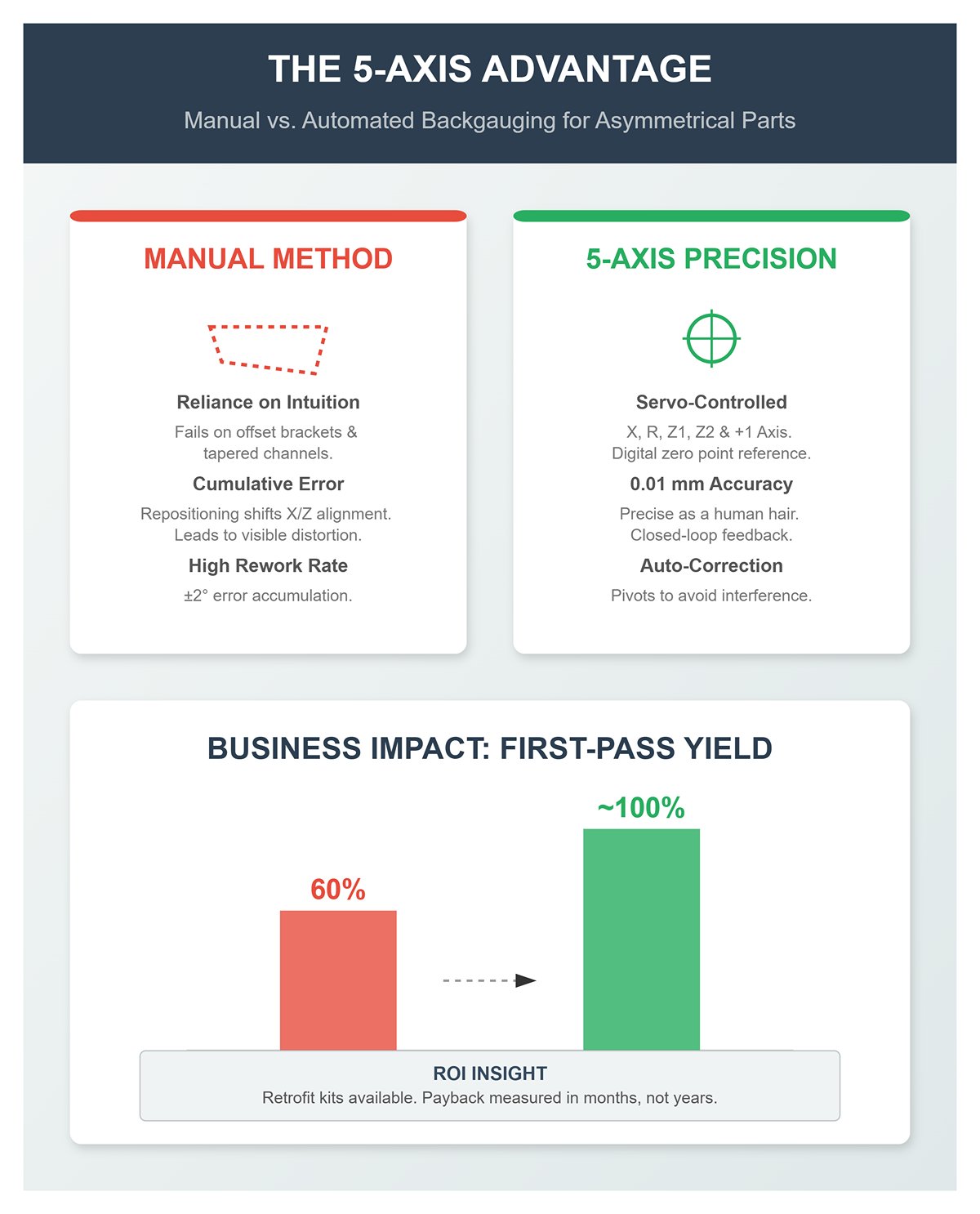
التراجع بخمسة محاور يقضي على هذا الانحراف عبر دقة محكومة بالسيرفو على X (العمق)، R (الارتفاع)، Z1/Z2 (محددات جانبية مستقلة)، ومحور “+1” قابل للبرمجة للزوايا المركبة. كل حركة تشير إلى نقطة صفر رقمية، وتكرر ضمن 0.01 مم—أي تقريباً سمك شعرة بشرية. تقوم الآلة بتصحيح التداخل تلقائياً، حتى أنها تدور أصابع المؤشر بعيداً عن الحواف غير المنتظمة. حلقة تغذية راجعة مغلقة تتحقق من الموضع الفعلي، مما يمنع خطأ ±2° التراكمي الذي يظهر عادة بحلول نهاية أسبوع المشغل.
بالنسبة للنماذج الأولية، يكون التأثير أكبر. الورش التي تنتج إزاحات HVAC مخصصة أو حوامل غير متماثلة ترى معدلات القبول من المرة الأولى ترتفع من 60% إلى قبول شبه كامل بمجرد اعتماد التموضع بخمسة محاور. مجموعات التحديث تجعل القفزة ممكنة للمكابح الميكانيكية القديمة، مستبدلة عدم الاتساق بدقة قابلة للتتبع وفترة استرداد تُقاس بالأشهر، لا بالسنوات المالية.
حتى لو تم وضع الصفيحة بشكل مثالي، ستفشل إذا انحرفت زاوية الثني. السبب هو ارتداد الزنبرك—الارتداد المرن للمعدن بعد التشكيل. يعوض المشغلون اليدويون ذلك عبر “طرق” المكبس أعمق حتى تبدو الزاوية صحيحة على مقياس الزوايا، وهي طريقة تضمن التفاوت عبر الورديات أو دفعات المواد. تشكيل CNC يستبدل هذه الحدسية بالرياضيات: تقيس الحساسات عمق الضربة، سمك المادة، والحمولة في الوقت الفعلي، ثم تطبق ثنية زائدة محسوبة بحيث تصل الزاوية النهائية تماماً إلى المواصفات.
تحوّل هذه الطريقة المغلقة الثني من التخمين إلى التحكم في العملية. حيث قد يتطلب التعديل اليدوي عدة ضربات اختبار للوصول إلى 90° على ألمنيوم 6061، يطبق متحكم CNC ثنية زائدة فورية بمقدار 2–3° تلقائياً، ويتعلم سلوك المادة، ويخزن النتيجة للاستدعاء لاحقاً. هذا يقضي على سيناريو “منحني مرة، خطأ للأبد”، حيث ضربة واحدة خاطئة أفسدت تشغيل كامل. لأن النظام يشير إلى مؤشر التراجع ومحور Y معاً، فإنه يعوض في الوقت نفسه عن تآكل الأدوات، التمدد الحراري، أو حتى لوح منحرف قليلاً.
تتبع الكفاءة الدقة. وحدات التحكم المتزامنة مع السحابة تقلل الآن من أوقات التغيير من نصف ساعة إلى دقائق معدودة، مما يسمح بتحميل برامج وظائف مختلفة بمجرد لمسة شاشة. يمكن لخلية عالية المستوى تعمل طوال الليل أن تحافظ على تفاوت أقل من 0.01 مم بين البداية والنهاية دون وجود مشغل—لأنها لا تحتاج إلى أحد “لملاحقة” الزاوية.
اختيار طريقة الانحناء هو النصف الآخر من قابلية التكرار. الانحناء بالهواء يسيطر على الإنتاج لأنه يستخدم اختراقًا جزئيًا لللكمة—مما يسمح لمجموعة واحدة من الأدوات بإنتاج مجموعة من الزوايا ببساطة عن طريق تغيير العمق. وهو أسرع بثلاث مرات في الإعداد ويستهلك قوة ضغط أقل من التشكيل بالتماس الكامل. وعند دمجه مع مقياس استجابة بخمسة محاور وتعويض ارتداد الزنبرك عبر البرمجيات، تحصل على التكوين المثالي لكل شيء من ألواح بسماكة 24 ga إلى حوامل بسماكة 10 ga. يمكن لجهاز CNC التنبؤ بالعمق الصحيح من بيانات المادة، مما يوفر على المبرمج التجربة العملية.
ومع ذلك، عندما تضيق نافذة التسامح إلى أقل من نصف درجة أو يتجاوز ارتداد الزنبرك 3°،, الانحناء الكامل يثبت جدارته. من خلال ضغط الصفيحة بالكامل داخل قالب V، يزيل الانحناء الكامل تقريبًا متغير ارتداد الزنبرك—لكن على حساب مرونة الأدوات. إنه الخيار الصحيح للنماذج الأولية التي تحتاج إلى دقة مطلقة قبل بدء الإنتاج. يتطلب كل ضربة من محاور Z1/Z2 في مقياس الإرجاع الحفاظ على محاذاة متوازية بحيث يلامس كلا جانبي الانحناء في وقت واحد؛ وإلا يمكن أن يؤدي التواء العزم إلى تشويه الانحناء المثالي.
التشكيل بالسك، وهو نوع ثالث وأندر، يسحق المادة لتحقيق تسامحات مجهرية على الفولاذ المقاوم للصدأ أو السبائك المخصصة للطيران، ويتطلب ضغط تشكيل أكبر بنحو خمس مرات. أهميته في التصنيع العام محدودة لكنه يوضح اتجاهًا: كلما زادت صرامة التسامح، زادت الحاجة إلى مزامنة السيرفو عبر كل محور.
| الطريقة | الوصف | المزايا | متى تستخدم | الاعتبارات |
|---|---|---|---|---|
| الانحناء بالهواء | يستخدم اختراقًا جزئيًا لللكمة داخل القالب، مع تغيير العمق لإنتاج زوايا مختلفة. | إعداد سريع (≈3× أسرع من التشكيل بالتماس الكامل)، قوة ضغط أقل، أدوات مرنة، متوافق مع مقياس بخمسة محاور وتعويض ارتداد الزنبرك عبر البرمجيات. | الإنتاج العام؛ مثالي للمواد بسماكة من 24 ga إلى 10 ga؛ عندما تكون الدقة المعتدلة مقبولة. | يعتمد على التنبؤ بارتداد الزنبرك من بيانات المادة؛ غير مثالي للتسامحات الضيقة جدًا. |
| الربض (Bottoming) | يضغط الصفيحة بالكامل داخل قالب V، مما يقلل ارتداد الزنبرك. | دقة عالية، ارتداد زنبرك شبه معدوم، نتائج متسقة. | النماذج الأولية أو الأجزاء التي تتطلب دقة مطلقة؛ تسامحات أضيق من ±0.5°. | انخفاض مرونة الأدوات؛ يجب أن تبقى محاور Z1/Z2 في المقياس الخلفي متوازية لمنع التواء العزم. |
| السك (Coining) | يسحق المادة بالكامل داخل القالب لتحقيق دقة مجهرية. | تفاوتات شديدة الضيق؛ يقضي على ارتداد الزنبرك تقريبًا بالكامل. | تطبيقات متخصصة (مثل الفولاذ المقاوم للصدأ أو سبائك الطيران). | يتطلب ضغط تشكيل ≈5×؛ استخدام عام محدود؛ يتطلب مزامنة دقيقة للمحركات المؤازرة عبر جميع المحاور. |
القضاء على تباين “بعد ظهر الجمعة” لا يتعلق باستبدال الأشخاص—بل يتعلق بالهندسة لإزالة الظروف التي تجعل الاتساق مستحيلاً. بمجرد أن يمتلك النظام، وليس المشغل، حسابات التموضع والتجاوز في الانحناء، تصبح عطلة نهاية الأسبوع غير ذات صلة بالجودة. من هذا الأساس، تنتقل الورش أخيرًا من الفحص التفاعلي إلى التحكم الاستباقي—جاهزة لزيادة القدرة الإنتاجية، والسعي وراء عقود ذات قيمة أعلى، أو دمج التحميل الآلي بالروبوت دون خوف من تراكم الأخطاء. تصبح آلة الثني ليس مجرد أداة لثني المعدن، بل جزءًا موثوقًا من نظام تصنيع رقمي.
سمعة الألومنيوم بأنه “سهل الثني” تنهار عندما تدخل الدقة في النقاش. نفس الليونة التي تسمح بتشكيله عند ضغوط منخفضة—قوى خضوع غالبًا في نطاق 200–350 ميجا باسكال—تنتج ارتدادًا عنيدًا بمقدار 2–5° بعد التحرير من القالب. الطريق الوحيد للحصول على هندسة قابلة للتكرار هو التعويض. آلات الثني CNC عالية الجودة تقوم بذلك تلقائيًا، باستخدام ليزر لقياس الزوايا وخوارزميات تعدل عمق الثقب في الوقت الفعلي. أما المشغلون الذين يعملون بالإحساس، فيتعاملون مع الارتداد كأنه تخمين. سيختبرون ويعدّلون ويتجاوزون الانحناء حتى يبدو الأمر صحيحًا. هذا النهج ينجح بالكاد في الأجزاء الهواياتية، لكن عندما تكون حدود التفاوت ±0.5°، فإن دقة التشغيل الأول تميز الورش الدقيقة عن الهواة.
عند مراجعة عرض تشكيل، لا تسأل عن مدى رخص البائع بل عمّا إذا كان برنامجهم يقيس انحراف الزاوية أثناء حدوثه. يمكن لمشغل يمتلك آلة ثني مع تعويض أن يحدد تصحيحات الانحناء في تكرار واحد؛ أما من دونها فقد يهدر 15–20 ٪ من مادة التشغيل. يكشف الألومنيوم هذا الفارق في المهارة فورًا—خصوصًا في سبائك 6061 أو 5052 حيث تجعل التشطيبات السطحية النظيفة كل خطأ في الارتداد مرئيًا.
عند التحول من الألومنيوم إلى الفولاذ المقاوم للصدأ، تعود الفيزياء لتفرض ثمنها. يتطلب الفولاذ المقاوم للصدأ 304 الشائع حوالي 1.5 ضعف حمولة الفولاذ الطري عند نفس السمك. عمليًا، انحناء بطول 8 أقدام وربع بوصة فوق قالب V بعرض 2 بوصة يحتاج 122 طنًا في الفولاذ الطري ولكنه يتجاوز 180 طنًا للفولاذ المقاوم للصدأ. الآلات الأقل قدرة تتعامل مع الرقم الأول وتفشل في الثاني. التقليل هنا ليس أمرًا أكاديميًا—بل ينتج عنه انحراف في الكباس يفتح زوايا الانحناء بعدة درجات عبر اللوح الطويل، مما يتضاعف إلى أخطاء في المحاذاة عند تجميع الأجزاء.
السبائك النادرة مثل التيتانيوم أو الإنكونيل تضخم الخطأ. قوتها الشدّية، التي غالبًا ما تكون بين 700 و1200 ميجا باسكال، يمكن أن تتجاوز القدرة الهيكلية لآلة الثني إذا لم يتم تخفيضها بالنسبة للطول. لهذا السبب يحدد المزودون الجادون حدود التحميل على خط الوسط: إجمالي الحمولة المتاحة مقسومة على عرض العمل. أي شيء يتجاوز 23 طنًا لكل قدم على آلة بطول 10 أقدام يعرضها لخطر الالتواء أو إجهاد الإطار بشكل دائم. عندما تدّعي ورشة أنها تستطيع “تشغيله أبطأ”، فإنهم يقولون إنهم سيجهدون الآلة ويعدّلون بالعين—وهو رهان مكلف في أعمال الطيران أو الطب. تحقق دائمًا من تصنيف معداتهم مقابل منحنى حمولة المادة قبل إصدار أمر الشراء.
الطول يغير كل شيء. معظم آلات الثني العامة تصل إلى حوالي 10–12 قدمًا مع أعماق حلق 10–12 بوصة. هذا القيد يعني أن أي غلاف أو قناة أطول من السرير—أو أعمق من الحلق—يفرض حلولاً إبداعية: تدوير الجزء أثناء العملية، تقسيمه إلى انحناءات أصغر، أو تعديل التصميم بالكامل. كل حل بديل يضيف انحرافًا في المحاذاة وخطوطًا مرئية. أبسط طريقة للوقاية هي مطابقة حجم الجزء مع آلة مصممة له—عادة آلة CNC بقدرة 500 طن أو أكثر مع أدوات عنق إوزة ممتدة.
تكسب أدوات عنق الإوزة قيمتها كلما أصبح الخلوص العمودي هو العامل المحدد. الصناديق العميقة، أو أغلفة الإلكترونيات، أو الألواح المعمارية التي كانت ستصطدم بجسم الثقب تمر بسهولة تحت هندستها المنحرفة. عدد أقل من التقلبات يعني اتساقًا زاويًا أفضل ودورات أقصر بنسبة 30٪. إذا سمعت أن ورشة “يمكنها توفير مساحة” لشكل عميق عن طريق طحن أدوات قياسية، فاعتبر ذلك إشارة خطر: الأدوات المعدلة تقصر عمرها وتضعف جودة السطح.
قبل قبول عرض السعر، أرسل سؤالًا واحدًا يكشف الكفاءة فورًا: تشغيل حمولة التشكيل = 1.42 × σ × S² × L / V. يمكن للمورد الكفء إدخال أرقام حقيقية في هذه المعادلة، والتحقق من الأحمال لكل قدم، والتأكد مما إذا كان إطارهم يمكن أن يبقى ضمن الحدود المرنة. أي شخص لا يستطيع حسابها فورًا فهو يخمّن—وفي تشكيل الثني، التخمين هو أغلى عملية على الإطلاق.
يعتبر المصنّعون المتقدمون هذه الحسابات ليست خطابًا تسويقيًا بل تعاونًا في التصميم. سيقومون بمراجعة طول الجزء، السبيكة، ونصف قطر الانحناء لاقتراح أكثر تركيبة فعالة من آلة الثني، الثقب، والقالب. هذه هي الشراكة التي يحتاجها المصنعون متعددو الإنتاج: ملمين بالفيزياء، مجهزين بالمحاكاة، وواثقين بما يكفي لتحويل التباين بين التشغيلات إلى بيانات بدلاً من خردة.
في كل مرة يقوم فيها المشغل بقلب قطعة الصفيح أثناء التشكيل، يتوقف تدفق الإنتاج. إن المناولة وإعادة التثبيت والمحاذاة اليدوية لقطعة العمل تستهلك دقائق أكثر من عملية الثني نفسها. تقوم الورش بتتبع هذا التباطؤ، وتفرض رسومًا وفقًا لذلك. في المكونات متعددة الثنيات، يمكن لتقليل التقليب من مرتين أو ثلاث إلى صفر أن يخفض زمن الدورة بنسبة 25–40%. على دفعة من 50 قطعة، يتراكم هذا الفرق ليصبح ساعات من العمل الموفر.
المفتاح هو تصميم تسلسل ثني يسمح بتنفيذ جميع العمليات من جانب واحد. على سبيل المثال، يمكن لمكبس ضغط بقدرة 175 طن مع سرير بطول 120 بوصة أن يقوم بثني هوائي لتسلسل يصل إلى عشرة ميزات عبر صفيحة من الفولاذ المقاوم للصدأ 304 بسماكة 0.090 بوصة دون إعادة تموضع. تعتمد هذه الكفاءة على كيفية تحديد الرسم لتفريغات الثني واتجاهات الحواف. إذا كان بالإمكان تدوير الأرجل المتقابلة في مرحلة التصميم لتشكيلها في اتجاه واحد، يصبح الإعداد أحادي الجانب ومستمرًا.
على الصفائح الأطول—من 10 إلى 12 قدمًا—تزداد الميزة. الورش المجهزة بمقاييس خلفية متعددة المحاور (محاور X وR وZ) يمكنها إعادة تموضع القطعة تلقائيًا، وتداخل الثنيات بشكل متسلسل على طول الطول بدلًا من التقليب يدويًا. تجنب التقليب في هذه المكونات الكبيرة يمكن أن يقلل $50–100 من تكاليف المناولة بالساعة، ويخفض خطر خدش السطح، ويحسن التوازي بين الثنيات. بالنسبة للمشتري، هذا ليس مجرد وقت موفر—بل هو تقليل فرص الخطأ وإعادة العمل.
تغطي مكتبات أدوات مكبس الضغط نطاقًا محدودًا من أنصاف أقطار الثني الداخلية. عندما يحدد الرسم شيئًا خارج هذا النطاق، يتطلب العمل تغيير إعداد أو رسوم أداة مخصصة. يمكن أن تصل هذه الرسوم إلى $200–500 لطحن القوالب أو إدخال جديد. البقاء ضمن “منطقة نصف قطر الثني القياسية”—حوالي سمك المادة (1t)—يبقيك ضمن مجموعة الأدوات الموجودة بالفعل في الورشة.
بالنسبة لمعظم المعادن، تنطبق هذه القاعدة العامة: إذا كنت تقوم بثني ألمنيوم 5052 بسماكة 16‑مقياس (0.060 بوصة)، حدد نصف قطر داخلي 1/16 بوصة. يناسب تقريبًا أي قالب V بزاوية 8° مع فتحة تساوي 12 ضعف نصف القطر، مما يعطي شكلًا نظيفًا دون تغيير الأدوات. إذا غيرت ذلك إلى 2t أو 4t، يمكن أن يرتفع السعر بنسبة 15–20% فقط بسبب تبديل الأدوات وتجارب الثني.
برامج CAM الحديثة تكتشف أنصاف الأقطار غير القياسية قبل بدء التصنيع، بمقارنة هندسة DXF مع جدول قوالب الورشة. الفرق التصميمية التي تستخدم هذه الفحوصات مبكرًا غالبًا ما ترى وفورات مضاعفة. أحد مصنعي أنظمة التكييف حقق تخفيض تكلفة بنسبة 18%—عبر خمسة أجزاء متشابهة من الصفائح المعدنية—من خلال توحيد جميع أنصاف الأقطار إلى 1t. التغيير الوظيفي في تدفق الهواء كان ضئيلًا؛ لكن المكسب في الكفاءة كان كبيرًا.
الاتساق هو القيمة هنا. في كل مرة تطابق فيها الرسم مع مخزون أدوات المورد، تزيل التباين، وتسرع عملية التسعير، وتقلل زمن التسليم في التشغيلات المتكررة.
التفاوتات الدقيقة تعكس الاحترافية، لكن في أعمال مكبس الضغط، الدقة غير الضرورية تزيد التكلفة دون تحسين الملاءمة أو الوظيفة. الأجزاء المثنية بالهواء—المشكلة دون إدخال القالب في القاعدة—تحافظ طبيعيًا على دقة زاوية ثني حوالي ±1°. تحديد ±0.5° يتطلب إدخال القالب أو التشكيل بالسك، مما يضاعف القوة، ويزيد من تآكل القوالب، ويطيل كل ضربة. هذه الدقة منطقية في التجميعات الملحومة التي تتطلب حواف متطابقة تمامًا، لكن ليس في الحواجز أو الحوامل التي تعتمد على مرونة التثبيت.
المسافة من ثني إلى ثني هي فخ شائع آخر. مقاييس مكبس الضغط الخلفية تتموضع بشكل متكرر بدقة حوالي ±0.005 بوصة؛ المواصفات الأكثر دقة تستدعي ضبطًا دقيقًا لمحور Z يضيف دقائق إعداد لكل تغيير أداة. ما لم يكن تراكم السطح في المنتج النهائي يعتمد على ذلك، فإن ±0.010 بوصة تكفي لمعظم أجزاء الصفائح.
الأبعاد الأخرى—طول الحافة، الاستواء، نصف القطر الداخلي—تقع بالفعل ضمن حدود المادة والأداة. التحديدات الأكثر دقة تضيف في الغالب وقت فحص وأوراق إعادة التبرير. في مشروع صندوق فولاذي 4130، أدى مجرد تخفيف التفاوتات من ±0.5°/0.002 بوصة إلى ±1°/0.005 بوصة إلى خفض السعر من $2,800 إلى $1,950، مع أداء مماثل بعد اللحام والطلاء بالبودرة.
التحكم في التفاوتات ذو معنى فقط عندما يحكم الوظيفة. كل ما عدا ذلك يقيس صبر الورشة.
الاختبار الحقيقي: راجع رسمك. عد مرات التقليب (استهدف واحدة أو لا شيء). تحقق من أن كل نصف قطر يطابق 1t أو 2t كحد أقصى. قلل التفاوتات إلى الحد الوظيفي الأدنى. عندما ترسل الملف المحدث للتسعير، اطلب من الورشة محاكاة تسلسل الثني. مقارنة عروض الأسعار “قبل” و“بعد” تكشف التأثير فورًا.
قرن من تطور مكبس الضغط لم يغير الأساسيات—الجاذبية ما زالت تنتصر، الأدوات ما زالت تكلف مالًا، والدقائق ما زالت تحدد هامش الربح. لكن الرسومات الواضحة والصديقة للتصنيع تحول هذه القيود إلى ميزة. قلل التقليب، وموحد أنصاف الأقطار، وحدد المواصفات بذكاء: معًا تشكل طريقًا قابلاً للتكرار لتحقيق وفورات بنسبة 20% دون المساس بوظيفة الجزء.
أسهل طريقة لاكتشاف المسؤولية هي طرح سؤال واحد بسيط: “ما المعدات وطريقة التشكيل التي ستستخدمها لجزئي؟” إذا لم يتمكن المورد من ذكر قوة الماكينة بالطن، أو طول السرير، أو نوع التشكيل (ثني هوائي، ثني سفلي، أو سك)، فإن المكالمة انتهت بالفعل. التشكيل الدقيق يتطلب حسابات، لا تخمينات، والمصنع الذي “يكتشف الأمر لاحقًا” يدعو إلى الخطأ في جدول إنتاجك. المورد الذي يفهم حقًا آلاته سيقدم التفاصيل طوعًا—“170 طن، سرير بطول 10 أقدام، هيدروليك CNC، مكبح يعمل للأسفل”—دون أن تطلب منه ذلك. هذه الطلاقة في المواصفات هي أول علامة على الكفاءة.
بعد ذلك، اسأل عن نظام القياس الخلفي. المصانع التي تستخدم مقاييس يدوية أو تحكم محدود في المحاور لا يمكنها ضمان طول الحافة أو موضع الثني بشكل متسق. إذا لم يتمكنوا من وصف تحكم X-R-Z أو إثبات القدرة على التكرار عبر الأجزاء متعددة الثنيات، فهم لا يعملون وفق المعايير الحديثة. أنظمة القياس الخلفية غير المتسقة تؤدي إلى زوايا ثني متغيرة، ارتداد نابضي غير متوقع، ومعدلات خردة تتجاوز هامشك قبل أن يلاحظها أحد.
مراقبة الجودة هي الفلتر الثالث. أي مورد يتعثر عند الحديث عن شهادة ISO أو لا يستطيع وصف كيفية قياس دقة الأجزاء لا يدير الجودة—بل يتعامل مع العيوب بعد حدوثها. توقع أن تسمع عن التحقق باستخدام آلة قياس الإحداثيات (CMM)، اختبار خشونة السطح، أو خطط تحكم مرتبطة بـ ISO 9001:2015. غياب هذه الأنظمة يعني أن النموذج الأولي الخاص بك هو رمية عملة.
أخيرًا، احذر من الموردين الذين يقاومون اختبار العينة الأولى. الشركاء الموثوقون يعرفون أن السبائك المختلفة تنثني بشكل مختلف—الفولاذ المقاوم للصدأ 304 ليس الألومنيوم 5052—وسوف يصرون على التحقق من إعداداتهم قبل تشغيل الكمية. رفض ثني عينة واحدة باستخدام موادك الفعلية إشارة إلى أن المصنع لا يقدّر التحقق من العملية. عندها تنتهي المكالمة.
في أعمال مكابح الضغط، غالبًا ما يفوز أقل مزايد بالوظيفة ويخسر موادك. العرض الرخيص عادة يخفي تكاليف غير مرئية: إعادة العمل، الخردة، تأخير الشحن، وتوقف الإنتاج. عندما يفتقر المصنع إلى برنامج محاكاة لاختبار تسلسل الثني افتراضيًا، فإنه يقتبس بشكل أعمى. التشغيل الأول يصبح تجربتهم—على نفقتك. الموردون الذين يحاكون التشكيل مسبقًا يسعرون أعلى قليلًا لأنهم قد حلوا بالفعل الهندسة؛ معدل النجاح من المرة الأولى الأعلى لديهم (>98%) يثبت أن الانضباط في التكلفة يبدأ مقدمًا، وليس لاحقًا.
الاقتصاد الحقيقي يأتي من دمج القدرات،, وليس من التسعير المخفض. المصنع الذي يقطع ويشكل ويجمع تحت سقف واحد يقلل من تأخيرات الخدمات اللوجستية ويحدد المشكلات قبل أن تنتقل إلى العملية التالية. الفرق هو إمكانية التتبع: عندما يحدث خطأ في الثني في منشأة متكاملة، يتم التصحيح قبل الطلاء بالمسحوق أو التجميع. عندما يحدث ذلك عند متعهد فرعي، ستعرف بعد أيام—على المنتجات النهائية.
خبرة المواد هي الفارق الأخير. المورد الذي يقدم سعرًا موحدًا للألومنيوم 5052 و6061 دون السؤال عن درجة الصلابة أو اتجاه الحبيبات لا يقوم بالهندسة؛ بل يقامر. قوة التشكيل لـ 6061-T6 تقريبًا ضعف قوة 5052-H32 عند نفس السمك. هذا مهم لأن تصحيح زاوية الارتداد النابضي يعتمد على التحكم الدقيق في عمق المحور Y. الفيزياء نفسها التي تجعل العرض يبدو رخيصًا في إكسل تجعله مكلفًا في صندوق الخردة لديك.
قبل منح العمل، اطلب عرض سعر مدعوم بالمحاكاة. المصنع المناسب سيستورد ملف DXF الخاص بك، ويحدد خطوط الثني، ويجري تحليل القوة والتسلسل، ويعرض تعويض الارتداد النابضي المتوقع. هذا الإثبات المرئي يوضح أمرين حاسمين: أن آلتهم يمكنها التعامل فعليًا مع جزئك، وأن مشغليهم يفهمون مسار التشكيل. عبارة شفوية “يمكننا القيام بذلك” لا قيمة لها؛ التحقق المبني على البيانات هو الخط الفاصل بين المورد والشريك.
ثمّ اشترط أن يستخدم جزء التجربة لديهم مادّتك الفعلية. يؤدي ثني صفيحة بديلة إلى إبطال الاختبار تمامًا لأن سلوك السبيكة يغيّر نتائج الارتداد. أصرّ على استخدام سبيكتك، وسماكتك، وحالتك الميكانيكية بالضبط—تمامًا كما ستستخدمها في الإنتاج. التكلفة عليهم دقائق، والعائد لك هو اليقين. حدد تعريف النجاح قبل أن يلمس المعدن أدوات التشكيل.
قم بتوثيق معايير القبول. —تسامح الاستواء، طول الحافة، نصف القطر، نعومة السطح—وتأكد من توقيع الطرفين بالموافقة. هذا الوضوح المكتوب يزيل اللحظة الذاتية من نوع "يبدو جيدًا بالنسبة لنا" التي تُفسد علاقة المورّدين. أثناء التجربة، قِس عدة عينات. إذا اختلف التحكم في عمق المحور Y بأكثر من 0.01 مم عبر عشرة انحناءات، فإن مكبس الثني يحتاج إلى معايرة أو أن المشغّل يفتقر إلى وثائق إعداد صحيحة.أخيرًا، تأكد من أن الماكينة تمتلك القوة الكافية لمهمّتك. مكابس الثني تتبع قوانين الفيزياء، لا التفاؤل. تخبرك معادلة القوة—(575 × السماكة² × الطول) / (عرض القالب × 1000)—عمّا إذا كانت الماكينة قادرة على ثني الجزء بأمان ودقة. أي مورّد لا يُجري ذلك الحساب أو يتجنب الحديث عنه فهو أقل من المتطلبات لمشروعك، بغض النظر عن مدة التنفيذ التي يقدّمها.
آلة الثني CNC ليست مجرد ماكينة—إنها كاشف للحقيقة. كل مواصفة يعجز المورّد عن تحديدها، وكل محاكاة يتجاوزها، وكل إجابة من نوع "سنجرب" تكشف ما إذا كان شريكًا أو نقطة فشل محتملة. اللحظة الحقيقية للتحكم ليست عندما يلتقي القالب بالصفيحة؛ بل عندما تقرر من يمسك بذلك القالب.
الكلفة الخفية لعبارة “جيد بما يكفي” في الثني اليدوي للأجزاء المعقدة.


















