

Als ich zuletzt in Ohio eine Fertigungshalle besuchte, stand dort eine 230-Tonnen, 10-Fuß europäische Abkantpresse und summte wie eine Kirchenorgel. ±0,0004 Zoll Wiederholgenauigkeit. Laserwinkelmessung. Alles vom Feinsten.
Weiter hinten kämpften zwei Schweißer mit einem ±0,015-Zoll Passungsversatz – bewaffnet mit einem Schleifgerät.
Diese Maschine kostete über $400.000. Die Schleifgeräte kosteten $200. Raten Sie, welches Gerät den Durchsatz bestimmte.
Die meisten Fertiger gehen davon aus, dass der Kauf bei den „Großen Drei“ eine überlegene Produktion garantiert. Ich habe gesehen, wie diese Annahme gesunde Bilanzen in 84-monatige Zahlungspläne verwandelte.
Eine Abkantpresse ist eine Kapitalallokationsentscheidung, kein Statussymbol. Wenn Sie einen 320-Tonnen, 8-Achsen-Flaggschiff unterschreiben, weil “das die großen Jungs fahren”, wetten Sie darauf, dass Ihre Engstelle Präzision beim Formen, Achsenflexibilität oder Softwareintegration ist.
Was, wenn Ihre eigentliche Engstelle Materialbereitstellung, Bedienerschulung oder Schweißverzug ist?
Schwellenländer erweitern ihre Abkantpressen-Flotten schneller als die USA – China mit über 7% jährlich, Indien dicht dahinter – meist ohne auf die europäische Dreifaltigkeit zurückzugreifen. Das sagt mir etwas Unangenehmes: Wenn Kapital knapp ist, werden Käufer gnadenlos beim ROI. Prestige verblasst schnell, wenn der Cashflow auf dem Spiel steht.
Die erste Frage ist also nicht “Wer führt den Markt an?”, sondern “Was genau verlangsamt meine Teile-pro-Stunde-Rate?”

Ich habe gesehen, wie Werkstätten einen Aufpreis für ±0,0004 Zoll Wiederholgenauigkeit zahlen, während der Kundenplan ±0,010 zulässt. Das ist 25-mal enger, als die Spezifikation verlangt.
Präzision zahlt sich nur aus, wenn jemand dafür einen Scheck ausstellt.
Wenn Ihr nachgelagerter Schweißprozess bei ±0,015 schwankt oder die Pulverbeschichtung Variabilität hinzufügt, dann führen diese zusätzlichen vier Dezimalstellen nicht zu einem höheren Rechnungswert. Sie führen zu höherer Abschreibung. Sie finanzieren eine Fähigkeit, die Sie physisch nicht ausliefern können.
Natürlich gibt es Werkstätten, in denen diese Mikropräzision zählt – medizinische Gehäuse, Luft- und Raumfahrt-Halterungen, Lights-out-Zellen, die Toleranzen über mehrere Biegungen stapeln. In diesen Umgebungen schützen ein 8-Achsen-Hinteranschlag und Echtzeit-Winkelkorrektur jede Schicht die Marge.
Aber wenn 80% Ihrer Arbeit aus 10-Gauge-Mildstahl-Halterungen mit großzügigen Baugruppen besteht, dann ist der Kauf dieses Maßes an Kontrolle wie das Fahren eines Rennwagens auf einer Lieferroute. Pferdestärken sind nicht Ihre Engstelle. Der Verkehr ist es.
Warum treffen also kluge Eigentümer trotzdem diese Wette?
Ich höre es jedes Mal: “Es behält seinen Wert.”
Vor zehn Jahren hatte dieses Argument Gewicht. Mechanische Plattformen unterschieden sich durch Fertigungsqualität und Markenwahrnehmung. Eine gut gepflegte deutsche Maschine trug auf dem Gebrauchtmarkt ein Premium-Emblem.
Heute liegt der Wert in Steuerungssoftware, Servosystemen, Energieeffizienz und Servicehistorie. Ich habe Maschinen aus dem mittleren Marktsegment mit modernen Steuerungen und effizienten Pumpensystemen schneller arbeiten sehen als ältere Spitzenmodelle mit veralteten CNC-Versionen. Eine 80%-Energieeinsparung durch ein intelligentes Hydrauliksystem kann für einen Käufer wichtiger sein als das Logo auf dem Rahmen.
Und da asiatische Hersteller bei Steuerungen und Präzision aufholen, wird die Preisdifferenz beim Wiederverkauf kleiner. Wenn eine neuere, kostengünstigere Maschine mit aktueller Software 90% der Leistungsfähigkeit liefert, schrumpft der Markenaufschlag.
Der Wiederverkaufswert rettet dich nur, wenn jemand beim Ausstieg noch an die Mythologie glaubt.
Bist du sicher, dass sie es tun werden?
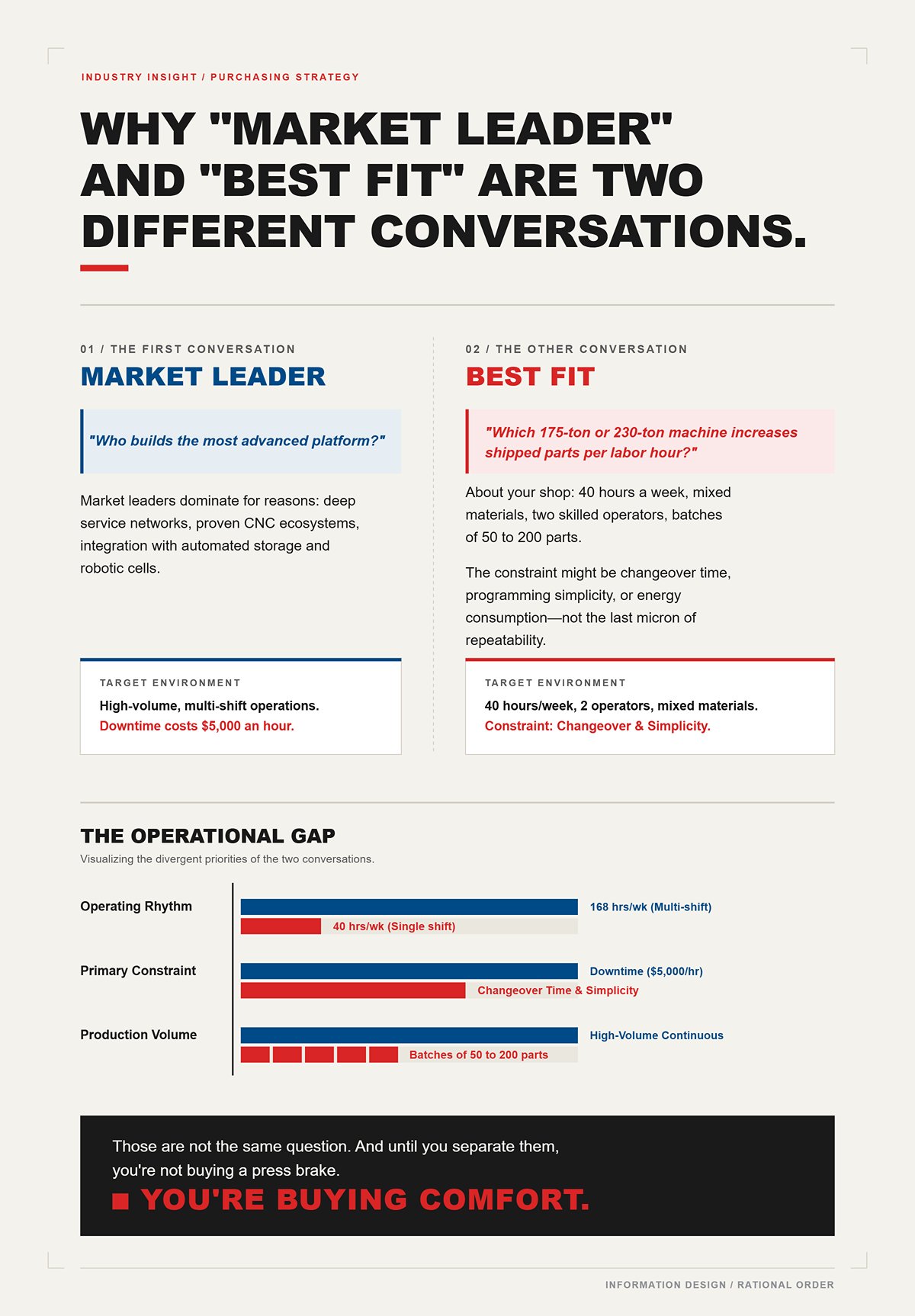
Marktführer dominieren aus Gründen: tiefes Servicenetzwerk, bewährte CNC-Ökosysteme, Integration mit automatischem Lager und Roboterzellen. In Hochvolumen-, Mehrschichtbetrieben, in denen Stillstand $5.000 pro Stunde kostet, kann dieser Support jeden zusätzlichen Dollar rechtfertigen.
Das ist ein Gespräch.
Das andere Gespräch dreht sich um deine Werkstatt: 40 Stunden pro Woche, gemischte Materialien, zwei erfahrene Bediener, Chargen von 50 bis 200 Teilen. In diesem Umfeld könnte die Einschränkung die Umrüstzeit, die Einfachheit der Programmierung oder der Energieverbrauch sein – nicht der letzte Mikrometer Wiederholgenauigkeit.
“Marktführer” beantwortet die Frage: “Wer baut die fortschrittlichste Plattform?”
“Beste Passform” beantwortet: “Welche 175-Tonnen- oder 230-Tonnen-Maschine erhöht meine ausgelieferten Teile pro Arbeitsstunde, ohne Kapital zu binden?”
Das sind nicht dieselbe Frage.
Und solange du sie nicht trennst, kaufst du keine Abkantpresse.
Du kaufst Komfort.
Vor einigen Jahren sah ich eine Werkstatt, die innerhalb von fünf Jahren drei verschiedene 175-Tonnen-, 10-Fuß-Abkantpressen kaufte – eine TRUMPF, eine AMADA, eine Bystronic. Gleiche Tonnage. Gleiche Grundkapazität. Drei völlig unterschiedliche Produktionsergebnisse.
Die TRUMPF halbierte die Programmierzeit, weil sie sauber mit ihrem Laser und ERP kommunizierte. Die AMADA stabilisierte die Biegewinkel bei täglichen Umrüstungen mit 40 Teilen, die zuvor eine Stunde für Testschläge beanspruchten. Die Bystronic wurde mit einem Roboter kombiniert und lief in der zweiten Schicht unbeaufsichtigt.
Gleiche Kategorie. Unterschiedliche DNA.
Das ist der Teil, den die meisten Käufer übersehen. Sie nehmen an, “Große Drei” bedeute universell überlegene Formgebung. Tut es nicht. Es bedeutet, dass drei Hersteller drei verschiedene Engpässe extrem gut lösen. Wenn deine Einschränkung zu ihrer technischen Ausrichtung passt, gewinnst du. Wenn nicht, finanzierst du die Stärke eines anderen.
Also, wo gehen sie tatsächlich auseinander?
Stellen Sie sich eine TruBend mit 230 Tonnen, 8-Achsen-Hinteranschlag, automatischer Winkelmessung und Offline-Programmierung vor, die direkt in die Laserschneiddatenbank der Werkstatt eingebunden ist. Der Programmierer verschachtelt ein Teil, exportiert es, und die Biegefolge erscheint an der Abkantpresse mit bereits definierten Werkzeugvorschlägen.
Das ist nicht nur eine Abkantpresse. Das ist ein Ökosystem.
TRUMPFs Vorteil ist nicht nur eine Wiederholgenauigkeit von ±0,0004 Zoll. Es ist die Steuerungsarchitektur. Ihr Software-Stack verbindet Schneiden, Biegen und manchmal sogar Lagerung. In einer Werkstatt mit 200–300 einzigartigen SKUs pro Woche reduziert diese Integration die Ingenieurstunden und verhindert Revisionschaos. Wenn Stillstand $5.000 pro Stunde kostet und Sie mehrschichtig in der Luftfahrt- oder Medizintechnik arbeiten, schützt diese Kohärenz die Marge auf eine Weise, die reine Tonnage niemals kann.
Aber hier ist der Kompromiss: Ökosysteme verlangen Disziplin.
Automatische Werkzeugwechsler, Laser-Winkelsysteme und Mehrachsen-Messsysteme verzeihen keine schlampigen Daten oder ungeschulten Bediener. Ich habe sechsstellige Funktionen ungenutzt gesehen, weil niemand auf dem Boden sich wohlfühlte, sie zu kalibrieren. Die Maschine war fähig. Die Organisation nicht.
Jetzt zahlen Sie einen Aufpreis für Fähigkeiten, die Sie nicht konsequent umsetzen können.
Wenn Ihre eigentliche Einschränkung die Tiefe der Bedienerkompetenz oder inkonsistente vorgelagerte Daten sind, wird TRUMPFs Präzision zu einem geschlossenen Garten – schön, kontrolliert und teuer im Unterhalt. Die Frage ist nicht “Ist es das Beste?”, sondern “Kann Ihre Prozessreife es in jeder Schicht monetarisieren?”
Betreten Sie eine High-Mix-Werkstatt, die 12-Gauge- bis 3/16-Zoll-Mildstahl in Chargen von 20 bis 80 Stück verarbeitet. Der Bediener wechselt fünf, sechs, acht Mal am Tag die Werkzeuge. Jeder Einrichtungsfehler kostet 15 Minuten. Machen Sie das viermal falsch und Sie haben eine Stunde verbrannt.
AMADA hat seinen Ruf genau in diesem Umfeld aufgebaut.
Ihre Werkzeugsysteme, Materialdatenbanken und Biegebibliotheken sind für wiederholbare Einrichtung über wechselnde Teilefamilien hinweg konstruiert. Der Nutzen liegt nicht in exotischer Achszahl, sondern in Prozessstabilität. Wenn ein Bediener ein Programm von vor sechs Monaten aufruft und der Winkel beim zweiten Teil innerhalb der Spezifikation liegt, ist das kein Glück. Das ist angesammelte Anwendungstechnik.
Aber Stabilität bringt Kosten und Zeit mit sich.
Lieferzeiten können sich verlängern. Werkzeugpakete sind nicht billig. Und ihre Maschinen, wie die von TRUMPF, setzen geschulte Bediener voraus, die Materialrückfederung, Werkzeugradien und Sequenzlogik verstehen. Ohne diese Grundkompetenz erodiert der Vorteil schnell.
Hier ist der harte Kompromiss: Wenn 70% Ihres Umsatzes aus wiederholter High-Mix-Arbeit stammt, bei der die Umrüstzeit der Engpass ist, kann AMADAs Prozesskonsistenz die Teile pro Arbeitsstunde steigern. Wenn Ihre Aufträge lange Serien von 500 identischen Halterungen sind, könnte diese Raffinesse ungenutzt bleiben, während Sie die Zahlung bedienen.
Sind Sie tatsächlich eine High-Mix-Werkstatt – oder erzählen Sie sich das nur gerne?
Stellen Sie sich jetzt eine 150-Tonnen-Bystronic vor, kombiniert mit einer Roboterzelle, die über Nacht 14-Gauge-Edelstahlgehäuse produziert. Der Bediener lädt um 16 Uhr Rohbleche. Die Zelle biegt bis 2 Uhr morgens. Unbeaufsichtigt.
Hier glänzt Bystronic: zugängliche Automatisierung.
Ihre Benutzeroberfläche ist im Allgemeinen verzeihender. Der technische Support hat den Ruf, reaktionsschnell zu sein. Für Werkstätten, die ohne Doktortitel in Steuerungstechnik in die Robotik einsteigen, ist das wichtig. Wenn die Verfügbarkeit von Arbeitskräften – nicht Mikropräzision – Ihr Engpass ist, ist die Fähigkeit, sauber zu automatisieren, ein direkter Durchsatzvorteil.
Aber hier ist die Einschränkung, keine Broschüren-Highlights: Tonnage-Grenze.
Bystronic glänzt bei kleinen bis mittelgroßen Abkantpressen. Wenn man über 300 Tonnen hinausgeht für dicke Platten oder schwere Strukturkomponenten, wird die Geschichte der Robotikintegration dünner. Automatisierung bei 1/2-Zoll-Platten ist nicht dasselbe wie bei 14-Gauge-Edelstahl. Nutzlast, Greifkraft, Teileverformung – alles schwierigere Probleme.
Wenn Sie hauptsächlich schweren Kohlenstoffstahl biegen, bei dem rohe Kraft und Rahmensteifigkeit die Zyklusstabilität bestimmen, könnte sich der Automatisierungsaufschlag nicht in realen Vorteilen niederschlagen. Sie brauchen vielleicht mehr strukturelle Muskelkraft als robotische Eleganz.
Das ist das wiederkehrende Thema.
TRUMPF verkauft Integrationstiefe. AMADA verkauft Prozesskontrolle für hohe Variantenvielfalt. Bystronic verkauft zugänglichen Automatisierungsdurchsatz. Keine dieser Optionen behebt automatisch Ihre Einschränkung.
Wenn Ihr Engpass Schweißverzug, Materialfluss oder ein 20 Jahre alter Angebotsprozess ist, ändert kein Logo auf dem Stempel daran etwas.
Und sobald Sie akzeptieren, dass selbst die Premiumklasse spezialisiert ist, verschiebt sich das Gespräch erneut: Was passiert, wenn Ihre Arbeit überhaupt nicht von Software-Feinschliff oder robotischer Choreografie handelt – sondern von reiner Tonnage, Rahmensteifigkeit und dem täglichen Überleben von 1/2-Zoll-Platten ohne zu zucken?
Eine 1.200-Tonnen, 20-Fuß-Hydraulikpresse, die 1-Zoll-A36-Platten biegt, versagt nicht dramatisch. Sie driftet.
Die ersten zehn Teile treffen den Winkel. Bei Teil fünfundzwanzig jagen Sie 0,5 Grad. Bei Teil vierzig korrigiert der Bediener alle paar Zyklen, weil sich der Rahmen erwärmt hat, das Öl dünner geworden ist und das Bett sich gerade so weit durchgebogen hat, dass sich die Mitte öffnet.
Das ist kein Softwareproblem. Das ist Physik bei über 1.000 Tonnen.
Sobald Sie etwa 600 bis 800 Tonnen über lange Betten hinausgehen, hört die elastische Durchbiegung im Rahmen und Stempel auf, theoretisch zu sein. Bei 1.000 Tonnen über 20 Fuß bedeutet selbst ein paar Tausendstel Zoll vertikale Durchbiegung in der Mittellinie messbare Winkelabweichungen, besonders bei dicken Platten mit engen Innenradien. Wenn Ihre Schweißbaugruppen-Toleranz ±1 Grad beträgt, können Sie es kaschieren. Wenn es ±0,5 ist, sortieren Sie Teile.
Also verschiebt sich die Frage: Wer baut tatsächlich für diese Belastung?
Beginnen wir mit der Architektur.
Prima Power hat seinen Ruf auf servo-elektrischen Systemen mit O-Rahmen-Designs und CNC-Bombierung aufgebaut. Elektrische Antriebe bieten Stabilität über Temperatur und Zeit – kein Hydrauliköl, das sich den ganzen Tag erwärmt, keine Pumpe, die kontinuierlich läuft. Bei dünneren Blechen führt das zu messbaren Zykluszeitgewinnen und Winkelkonstanz.
Aber servo-elektrische Plattformen sind von Natur aus in der Spitzentonnage im Vergleich zu vollhydraulischen Systemen begrenzt. Es gibt aus gutem Grund nicht viele 1.500-Tonnen-Elektropressen. Wenn Sie den ganzen Tag 3/8-Zoll-Edelstahl luftbiegen, macht elektrisch Sinn. Wenn Sie 3/4-Zoll-Kohlenstoffplatten auf Anschlag biegen, sind Sie im Hydraulikbereich.
LVD hingegen setzt auf schwere hydraulische Plattformen und Echtzeit-Winkelmessung. Ihre laserbasierten Winkelkontrollsysteme messen den tatsächlichen Biegewinkel während der Formgebung und passen die Stempeltiefe automatisch an. Bei dicken Platten, bei denen Materialvariabilität den Rückfederungswert von Teil zu Teil verändern kann, ist diese Rückkopplungsschleife wichtiger als ein hübscherer Touchscreen.
Hier ist der Kompromiss in klaren Zahlen:
Wenn Ihre Einschränkung die Energiekosten pro Schicht sind, könnte die größte hydraulische Maschine im Katalog der teuerste Fehler sein, den Sie machen.
Wenn Ihre Einschränkung das physische Formen einer 1-Zoll-Platte ohne Rahmendrehung ist, wird elektrische Eleganz Ihnen nicht helfen.
Damit kommen wir zu der unangenehmen Schwelle, die die meisten Broschüren auslassen.
| Kategorie | Prima Power | LVD |
|---|---|---|
| Kernarchitektur | Servomotor-elektrische Systeme mit O-Rahmen-Designs und CNC-Bombierung | Schwerlast-Hydraulikplattformen mit robuster Rahmenkonstruktion |
| Antriebstechnologie | Elektrische Antriebe; keine hydraulische Ölaufheizung oder kontinuierlicher Pumpenbetrieb | Hydraulische Systeme mit kontinuierlichem Pumpenbetrieb |
| Thermische Stabilität | Hohe Stabilität über Temperatur und Zeit | Abhängig von der Steuerung des Hydrauliksystems |
| Leistung bei dünnen Blechen | Schnellere Zykluszeiten und starke Winkelkonstanz | Fähig, aber eher für schwere Anwendungen optimiert |
| Spitzenkraftfähigkeit | Praktische Tonnage-Obergrenze; begrenzte Verfügbarkeit über 1.000 Tonnen | Verfügbar in Konfigurationen mit über 1.000 Tonnen |
| Leistung bei dicken Platten | Weniger geeignet für das Bottoming von dicken Platten (z. B. 3/4-Zoll-Kohlenstoffplatte) | Entwickelt für die Formung von schweren Platten, einschließlich 1-Zoll-Material |
| Winkelkontrolle | CNC-Krönung für Konsistenz | Laserbasierte Echtzeit-Winkelmessung mit automatischer Anpassung der Stempeltiefe |
| Energieverbrauch | Geringere Betriebskosten; energieeffizient | Höhere Energiekosten; kontinuierlicher Pumpenbetrieb kann jährlich Zehntausende kosten |
| Idealer Anwendungsfall | Luftbiegen dünnerer Materialien (z. B. 3/8-Zoll-Edelstahl) mit Fokus auf Geschwindigkeit und Effizienz | Bottoming und Formung dicker Platten mit hohen Tonnageanforderungen |
| Primäre Einschränkung | Am besten, wenn die Energiekosten pro Schicht entscheidend sind | Am besten, wenn Formkapazität und Rahmensteifigkeit entscheidend sind |
Stellen Sie sich eine 400-Tonnen-Bremse vor, die auf 14 Fuß verlängert ist und routinemäßig nahe der maximalen Kapazität auf 1/2-Zoll-Platten betrieben wird.
Auf dem Papier “kann” sie die Arbeit erledigen. In der Praxis laufen Sie bei jedem Zyklus mit 85–95 % der Nenntonnage. Das bedeutet höhere Belastung der Seitenrahmen, stärker ausgeprägte Bettverformung und beschleunigten Verschleiß in Führungen und Buchsen. Mit der Zeit verlieren Sie nicht nur die Winkelkonstanz – Sie verlieren die Parallelität.
Der Verlust der Parallelität zeigt sich darin, dass ein Ende eines 10-Fuß-Teils um 0,25 Grad vom anderen abweicht. Schweißer kompensieren. Monteure schleifen. Der Durchsatz sinkt in Abteilungen, die der Anschaffung der Bremse nie zugestimmt haben.
Dann wird ein Standardrahmen zur Haftung.
Schwerfertigungsplattformen über 1.000 Tonnen sind nicht einfach nur “größer”. Sie verwenden dickere Seitenplatten, verstärkte Querträger und robustere Stößelführungssysteme, um Verwindung unter asymmetrischen Lasten zu kontrollieren. Diese strukturelle Masse kostet mehr im Voraus. Sie hält auch die Durchbiegung vorhersehbar, wodurch die Wölbungssysteme wirksam bleiben, anstatt bei jedem Zyklus an ihre Grenzen zu stoßen.
Drücken Sie einen Rahmen der Mittelklasse in schwere Strukturarbeit, und Sie werden die Einsparungen für Nacharbeit und Wartung ausgeben.
Kaufen Sie ein 1.500-Tonnen-Monster, wenn 90% Ihrer Arbeit unter 3/8 Zoll liegt, und Sie werden den Unterschied für ungenutzte Kapazität und Strom ausgeben.
Hier gibt es keinen Helden. Nur Ausrichtung.
Aber selbst der schwerste Rahmen ist ohne Kompensation blind.
Bei 1.200 Tonnen über 20 Fuß wird das Bett durchbiegen. Die einzige Frage ist, ob Sie es kontrollieren.
Wölbungssysteme – mechanische Keile oder hydraulische Zylinder, die ins Bett eingebaut sind – erzeugen eine kontrollierte Gegenbiegung. Richtig eingestellt, hebt sich die Mitte unter Last gerade so weit, dass über die gesamte Länge ein gleichmäßiger Winkel entsteht.
Basissysteme werden manuell anhand von Tonnagetabellen eingestellt. Fortschrittliche CNC-Wölbung passt sich dynamisch pro Programm an. Bei dickem Blech mit variabler Kornstruktur oder ungleichmäßiger Walzhaut zeigt sich dieser Unterschied in der Genauigkeit des ersten Teils.
Fügen Sie nun die Echtzeit-Winkelmessung hinzu, wie LVDs Lasersysteme. Anstatt sich ausschließlich auf vorhergesagte Durchbiegungskurven zu verlassen, misst die Presse den tatsächlichen Biegewinkel und korrigiert während des Zyklus. Das ist kein Marketing-Glanz. Das ist Ausschussvermeidung, wenn Sie $800 Platten aus Legierungsblech biegen.
Aber hier ist die finanzielle Realität: individuelle Wölbung, schwere Rahmen und Winkelrückmeldung erhöhen die Kosten schnell.
In Hochvolumen-, Mehrschichtbetrieben, bei denen Stillstand $5.000 pro Stunde kostet, kann diese Unterstützung jeden zusätzlichen Dollar rechtfertigen. In einer Zwei-Schicht-Strukturwerkstatt, die zweimal pro Woche kurze Chargen schwerer Teile produziert, möglicherweise nicht.
Und hier bricht der Mythos der “Großen Drei” in der Schwerfertigung zusammen. Die Gewinner im Brutkraftbereich sind nicht die Marken mit der auffälligsten Integration oder der intuitivsten Benutzeroberfläche. Es sind diejenigen, deren Rahmenmasse, Führungssysteme und Wölbungsarchitektur Ihrer maximalen täglichen Last entsprechen – nicht Ihrem gelegentlichen Auftrag von vor drei Jahren.
Die meisten Werkstätten arbeiten nicht dauerhaft über 1.000 Tonnen.
Sie bewegen sich im breiten Mittelfeld – 90% Teile unter 1/2 Zoll, gelegentliche schwere Arbeiten, ständiger Druck auf Arbeitskraft und Rüstzeit.
Also bevor Sie eine Maschine spezifizieren, die für den Einsatz in einer Werft gebaut wurde, sollten Sie besser fragen: Biegen Sie tatsächlich Platten, die das rechtfertigen, oder kaufen Sie Pferdestärken für eine Lieferroute?
Eine 230-Tonnen-, 10-Fuß-Servo-Elektro-Presse, die 3/8 Zoll Baustahl mit 12 Teilen pro Stunde biegt, macht keine Schlagzeilen. Sie läuft einfach. Kaufpreis: etwa $220.000 mit einem 6-Achsen-Hinteranschlag und CNC-Wölbung. Stellen Sie sie neben eine $480.000 hydraulische Spitzenmaschine mit 320 Tonnen, integrierter Winkelmessung und demselben 6-Achsen-Anschlag. Bei 90% typischer Werkstattarbeit – 10 bis 3/8 Zoll Material, Luftbiegen, Chargen unter 200 Stück – wird der Zykluszeitunterschied in Sekunden, nicht Minuten gemessen. Winkelkonstanz? Beide halten problemlos eine Wiederholgenauigkeit von 0004 Zoll am Stößel.
Wenn die meisten Werkstätten nicht dauerhaft über 1.000 Tonnen arbeiten, welche Konfiguration balanciert tatsächlich Kapazität, Kosten und Flexibilität?
Beginnen Sie damit: 175 bis 250 Tonnen, 8 bis 12 Fuß, 5- oder 6-Achsen-Hinteranschlag, CNC-Wölbung und entweder eine moderne Hydraulik mit variabler Drehzahlpumpe oder ein Servo-Elektroantrieb. Dieses Spektrum deckt das breite Mittelfeld ab – Halterungen, Gehäuse, Strukturkomponenten unter 1/2 Zoll – ohne Rahmenmasse und Pumpenkapazität mitzuschleppen, die Sie selten nutzen. Der Kapitalunterschied zwischen diesem und einer Spitzen-“Alles können”-Plattform liegt regelmäßig bei $150.000 bis $300.000.
Dieser Delta muss sich bewähren.
Wenn das Flaggschiff die Teile pro Stunde nicht erhöht, den Ausschuss nicht reduziert oder die Mitarbeiterzahl in Ihrem tatsächlichen Mix nicht senkt, ist es nicht Premium – es ist redundant. Einen 320-Tonnen-Maschine für eine Arbeitslast zu kaufen, die bei 180 Tonnen ihren Höhepunkt erreicht, ist wie einen Rennwagen für eine Lieferroute zu spezifizieren. Pferdestärken beheben keinen Verkehr.
Welche Plattformen im mittleren Marktsegment liefern tatsächlich diese 90%-Fähigkeit, ohne versteckte Kosten einzuschleusen?
Stellen Sie sich einen servo-elektrischen Stößel vor, der von zwei Kugelgewindespindeln anstelle von Hydraulikzylindern angetrieben wird. Kein Öltank. Keine ständig laufende Pumpe. Volle Tonnage über den gesamten Hub verfügbar. Bei einer Maschine der 200-Tonnen-Klasse sind Annäherungs- und Rücklaufgeschwindigkeiten typischerweise schneller, da Sie nicht auf hydraulische Druckkurven warten müssen. Beim Luftbiegen von dünnen bis mittleren Blechstärken bedeutet das messbare Zykluszeitgewinne über eine komplette Schicht.
Energie ist der Bereich, in dem die Mathematik langweilig – und überzeugend – wird. Ein traditionelles Hydrauliksystem mit einer ständig laufenden Pumpe kann selbst im Leerlauf erheblich Strom ziehen. Ein Servo-Elektrischer verbraucht deutlich weniger, da er nur während der Bewegung Strom zieht. Über zwei Schichten, fünf Tage die Woche, kann der jährliche Betriebsunterschied je nach lokalen Tarifen und Einsatzzyklus in den fünfstelligen Bereich steigen. Das ist kein Prospektgerede. Das sind Stromrechnungen.
Aber die Physik kümmert sich nicht um Marketingnarrative. Sie sehen nicht viele 600- oder 1.000-Tonnen-Servo-Elektrische – aus gutem Grund. Kugelgewindespindeln und elektrische Antriebe skalieren bei extremer Tonnage schlecht; Rahmenmasse und Kosten steigen schnell. Wenn Ihre reale Einschränkung darin besteht, täglich 3/4-Zoll-Platten zu formen, wird elektrische Eleganz Sie nicht retten.
Wo Servo-Elektrik glänzt, ist thermische Stabilität und Kontrolle. Kein Öl, das sich über acht Stunden erwärmt. Keine Viskositätsänderungen. Diese Stabilität zeigt sich in gleichbleibenden Biegewinkeln vom ersten bis zum letzten Teil, ohne ständig Tiefenkorrekturen nachzuführen. Für Betriebe mit hohem Mix, die morgens 14-Gauge und nachmittags 1/4-Zoll verarbeiten, reduziert diese Konsistenz die Anzahl der Einrichtungsiterationen.
Also ja, Elektrische können konkurrieren – mit hydraulischen Titanen in der 200-Tonnen-Klasse. Darüber hinaus wird der Kompromiss brutal.
Aber was, wenn Sie überhaupt nicht bereit sind, auf elektrische Architektur zu setzen?
Betreten Sie eine Werkstatt im Mittleren Westen, die eine 250-Tonnen-Import-Hydraulikpresse betreibt, die seit sieben Jahren läuft. Originalpumpe. Originalzylinder. Zwei Dichtungssätze ersetzt. Das ist heutzutage kein Ausreißer mehr.
Importmarken im mittleren Marktsegment – Durma ist ein Paradebeispiel – haben die Zuverlässigkeitslücke geschlossen, von der die meisten Käufer immer noch ausgehen. Geschweißte Rahmen, ordentliche Führungssysteme, benutzerfreundliche CNC-Steuerungen. Nein, die Gussteile sind nicht so überdimensioniert wie bei einem 1.000-Tonnen-Europäischen Flaggschiff. Aber in der 200- bis 300-Tonnen-Klasse müssen sie das auch nicht sein.
Hier ist der harte Vergleich: $260.000 für eine gut ausgestattete 250-Tonnen-Import-Hydraulik mit 6-Achs-Hinteranschlag und CNC-Bombierung gegenüber $450.000-plus für ein Top-Tier-Äquivalent mit tieferer Softwareintegration und proprietärer Steuerungsarchitektur. In Einzelmaschinenbetrieben oder Umgebungen mit leichter Automatisierung erreichen beide die gleiche Teile-pro-Stunde-Leistung bei Luftbiegekomponenten.
Wo die Spitzenklasse vorausliegt, ist das Ökosystem – Roboter-Schnittstellen, zentrale Überwachung, fortschrittliches Winkel-Feedback. In Hochvolumen-, Mehrschicht-Betrieben, bei denen Ausfallzeiten $5.000 pro Stunde kosten, kann dieser Support jeden zusätzlichen Dollar rechtfertigen. Wenn ein proprietäres Diagnosesystem die mittlere Reparaturzeit pro Vorfall um sogar zwei Stunden reduziert, ist das echtes Geld.
Aber die meisten 20- bis 50-Personen-Betriebe betreiben keine vollautomatisierten Roboterzellen. Sie setzen auf qualifizierte Bediener und moderate Losgrößen. Für sie geht es nicht um globale IoT-Integration. Es geht darum, ob der Stößel morgen gerade herunterkommt und wiederholt.
Die unbequeme Wahrheit? Im mittleren Tonnagebereich liefern Import-Hydrauliken oft 90% der strukturellen Leistung zu 60% der Investitionskosten.
Also, was verbirgt sich in den fehlenden 10%?
Beginnen Sie mit den Steuerungen.
Hersteller der Spitzenklasse investieren stark in proprietäre CNC-Ökosysteme – Offline-Programmierung, Simulation, automatische Werkzeugladeintegration, Winkelmessung direkt in Korrekturalgorithmen eingebunden. Das ist entscheidend, wenn Sie unbeaufsichtigte Schichten oder eine Genauigkeit von unter ±0,5 Grad über unterschiedliche Materialchargen hinweg anstreben.
Maschinen im mittleren Marktsegment können unter stabilen Bedingungen enge Toleranzen halten. Aber wenn Sie in komplexe gestufte Biegungen, variable Rückfederungslegierungen oder Robotikintegration vordringen, wird die Softwaretiefe zum Durchsatzfaktor. Ein Controller, der die Rüstzeit von 20 Minuten auf 8 Minuten bei 10 Rüstungen pro Tag reduziert, bringt mehr als nur Prahlrechte.
Sie verzichten auch auf etwas strukturelle Reserve. Schwere europäische Rahmen sind oft dicker, mit raffinierterer Stößelführung unter asymmetrischer Belastung. Wenn Sie regelmäßig ein 10-Fuß-Teil mit 70% Tonnage auf einer Seite außermittig belasten, bewahrt diese zusätzliche Masse die Parallelität über die Zeit. Ein leichterer Rahmen aus dem mittleren Marktsegment kann das leisten – aber näher an seiner Belastungsgrenze.
Dann gibt es noch den Wiederverkaufswert und die Tiefe des Servicenetzwerks. Marken der Spitzenklasse behalten typischerweise ihren Wert besser und bieten strukturiertere Schulungsprogramme. Das taucht nicht in der ROI-Tabelle des ersten Jahres auf. Es zeigt sich, wenn Sie im zehnten Jahr eintauschen.
Der Kompromiss ist also klar:
Geben Sie $450.000 bis $500.000 für tiefere Software, schwerere Rahmen und integrationsbereite Architektur aus – oder $220.000 bis $300.000 für eine Maschine, die Ihre Taktzeit erfüllt, 0004 Zoll Wiederholgenauigkeit beim Luftbiegen hält und $200.000 für Automatisierung, Werkzeuge oder einen zweiten Bediener freisetzt.
Wenn Ihr Engpass extreme Tonnage, autonome Zellen oder exotische Legierungen sind, löst die Ingenieurs-DNA der Spitzenklasse ein echtes Problem.
Wenn Ihr Engpass Kapitaleffizienz, moderater Mix-Durchsatz und bedienergesteuerte Produktion ist, ist das mittlere Marktsegment kein Kompromiss.
Es ist Abstimmung.
Und sobald Sie akzeptieren, dass Rohstahl für die meisten Werkstätten nicht die Einschränkung ist, geht die nächste Frage nicht um die Rahmenmasse – sondern um das Gehirn, das die Maschine steuert.
Eine 250-Tonnen-Hydraulikpresse, die auf einer ebenen Fläche steht, wird bei einem moderaten Kastenauftrag den ganzen Tag 12 bis 14 Biegungen pro Stunde ausführen. Ich habe eine $480.000-Flaggschiffmaschine mit Winkelrückmeldung und einer Roboterschnittstelle gesehen, die… 12 bis 14 Biegungen pro Stunde bei demselben Auftrag produziert. Die Stößelgeschwindigkeit war vorhanden. Die Tonnage war vorhanden. Der Unterschied zeigte sich vor dem ersten Schlag – vierzig Minuten Programmierung, Werkzeugauswahl und Probeläufe auf einer Maschine gegenüber acht Minuten und zwei Schlägen auf der anderen.
Das ist kein Eisen. Das ist Software.
Wenn Rohrahmenmasse und 0004-Zoll-Wiederholgenauigkeit nicht Ihre Einschränkung sind, dann verkürzt Ihr Controller entweder die Rüstzeit – oder belastet stillschweigend jeden Auftrag, den Sie ausführen. Auf Böden mit hohem Mix verbraucht die Rüstung routinemäßig 20–40% der verfügbaren Spindelzeit. Kürzen Sie zehn Minuten bei fünf Rüstungen pro Tag und Sie haben fast eine Stunde Produktion geschaffen, ohne die Tonnage zu berühren. Multiplizieren Sie das über 250 Tage und Sie kaufen Wochen an Kapazität zurück – von einem Bildschirm, nicht von einem Zylinder.
Die Frage ist also nicht, ob die “Großen Drei” gutes Eisen herstellen. Das tun sie. Die Frage ist, ob ihr proprietäres Ökosystem Ihren realen Engpass verkürzt – oder nur Kosten zu einer Maschine hinzufügt, die bereits schnell genug war.
Stellen Sie sich einen Programmierer vor, der offline ein Gehäuse mit 12 Biegungen erstellt. Material: 14-Gauge A36. Innenradius: 0,062 Zoll. Er weist Werkzeuge aus einer digitalen Bibliothek zu, führt Kollisionsprüfung durch und erstellt eine Biegreihenfolge, bevor der Bediener überhaupt einen Stempel einspannt. Das Versprechen ist einfach: Werkzeuge laden, Programm laden, Pedal treten – erstes Teil, gutes Teil.
Sehen Sie nun, was passiert, wenn diese digitale Werkzeugbibliothek nicht mit dem physischen Regal übereinstimmt – um 0,010 Zoll in der Stempelhöhe – oder wenn die Biegeabzugsdatenbank für europäische Coils abgestimmt wurde und Sie mit inländischem Material mit unterschiedlicher Rückfederung arbeiten. Der erste Schlag ist um 1,5 Grad daneben. Der zweite Schlag korrigiert. Die dritte Biegung kollidiert, weil das Flanschwachstum nicht korrekt modelliert wurde. Da geht Ihre “Offline”-Fantasie dahin.
Der Mechanismus ist einfach: genaue Offline-Programmierung erfordert drei Dinge – validierte Materialdaten, kalibrierte Werkzeuggeometrie und einen Controller, der die Schleife zwischen Simulation und tatsächlicher Stößelposition schließt. Hersteller der Spitzenklasse investieren hier stark. Manche binden die Winkelmessung direkt in automatische Korrekturalgorithmen ein, sodass der Controller aus der ersten Biegung lernt und die Sequenz aktualisiert. Das ist echte Ingenieurs-DNA.
Aber hier liegt der Kompromiss. Wenn Ihre Werkstatt 60% Wiederholaufträge in Chargen von 100+ ausführt, amortisiert sich die Programmierzeit schnell. Ein Controller aus dem mittleren Marktsegment mit solider 3D-Simulation und manueller Korrektur könnte $180.000 weniger kosten und trotzdem die Taktzeit erreichen. Wenn Sie wirklich einen hohen Mix haben – zehn Rüstungen pro Schicht, kurze Serien von 5–20 Teilen – dann kann ein System, das konsequent innerhalb von zwei Schlägen ein erstes gutes Teil produziert, Stunden pro Woche zurückgewinnen. Der ROI kippt je nach Mix, nicht je nach Logo.
Und wenn Ihre Programmierer offline keine nachweisbare Biegefolge erzeugen können und innerhalb von zwei Versuchen ein fehlerfreies Erstteil erreichen, ist Ihr Steuergerät der Engpass – egal, wessen Logo am Rahmen angeschweißt ist.
Wie festgelegt sind Sie, sobald Sie dieses „Gehirn“ ausgewählt haben?
Ich habe gesehen, wie ein Betrieb versucht hat, einen Drittanbieter-Roboter mit einer geschlossenen europäischen Steuerung zu integrieren. Die mechanische Seite war einfach – Sockel montieren, Sicherheit verdrahten, Greifer einrichten. Die Wand, auf die sie stießen, war die Software. Proprietäres Kommunikationsprotokoll. Begrenzter API-Zugang. Die Integration musste über das zertifizierte Paket des OEM laufen – im sechsstelligen Bereich.
Das ist keine technische Reinheit. Das ist eine Mautstation.
Geschlossene Ökosysteme liefern oft eine engere interne Integration – Roboter, Werkzeugwechsler, Winkelmessung sprechen alle dieselbe Sprache. In Hochvolumen-, Mehrschicht-Betrieben, in denen Stillstand $5.000 pro Stunde kostet, kann dieser Support jeden zusätzlichen Dollar rechtfertigen. Ein Serviceeinsatz, Ferndiagnose, über Nacht gelieferte Teile aus einem zentralen Hub – diese Kohäsion schützt den Durchsatz.
Aber was, wenn Ihr Wachstumsplan vorsieht, die Automatisierung über fünf Jahre hinweg zusammenzusetzen – zuerst Cobots, dann Materialhandling, dann MES-Integration? Steuerungen mit offener Architektur, die in schnell wachsenden asiatischen Märkten üblich sind, ermöglichen standardisierte industrielle Kommunikationsprotokolle und Drittanbieter-Software-Hooks. Diese Flexibilität kann bedeuten, einen $60.000-Cobot zu integrieren statt einer $250.000-markengebundenen Roboterzelle.
Der Kompromiss ist klar: Geschlossene Systeme reduzieren heute das Integrationsrisiko, können aber jede zukünftige Erweiterung verteuern; offene Systeme erfordern mehr technische Kompetenz im Haus, bewahren jedoch die Kapitalflexibilität. Wenn Ihre eigentliche Einschränkung Materialbereitstellung, Bedienerschulung oder Schweißverzug ist, wird das Investieren in einen abgeschlossenen „Garten“ das nicht lösen.
Also selbst wenn die Steuerung mit der Außenwelt kommunizieren kann – wer bedient sie tatsächlich?
Ein 58-jähriger Biegepressen-Bediener mit 30 Jahren Erfahrung kann eine hydraulische Maschine mit einer einfachen 2D-Steuerung einstellen und das Sollmaß nach Gefühl erreichen. Er liest den Rückfederungseffekt wie das Wetter. Ersetzen Sie ihn nun durch einen 26-jährigen Mitarbeiter, der Laser bedient hat, aber noch nie 1/4-Zoll-Platten luftgebogen hat.
Bei einer abgespeckten Steuerung zeigt sich diese Lernkurve in Ausschuss und zusätzlicher Supervisor-Zeit. Bei einer modernen 3D-Grafikoberfläche mit Biegefolgen, Kollisionswarnungen und visueller Werkzeugbereitstellung wird derselbe Bediener schneller produktiv. Die Software wird zu einem Stützrad, das nie ganz abgenommen wird.
Hier unterscheiden sich die Marken-DNA deutlich. Einige erstklassige Steuerungen sind tief, aber komplex – leistungsstark für erfahrene Programmierer, einschüchternd für Neueinsteiger. Andere investieren stark in geführte Arbeitsabläufe, visuelle Simulation und integrierte Hilfe, um die Abhängigkeit von Stammeswissen zu reduzieren. Mittelklasse-Importe haben sich hier dramatisch verbessert, aber die Benutzererfahrung variiert immer noch stark.
Der Mechanismus ist messbar: weniger Probeläufe, weniger Kollisionen, weniger Ausschuss. Wenn eine geführte Steuerung einen größeren Werkzeugschaden pro Jahr verhindert, haben Sie Zehntausende an Schäden und Ausfallzeiten vermieden. Wenn sie die Einarbeitung von sechs Monaten auf drei reduziert, haben Sie die Produktivitätssteigerung jedes neuen Bedieners effektiv verdoppelt.
Aber wenn 52 % Ihrer Arbeit geradliniges, hochvolumiges Biegen von vorhersehbarem Material ist, kann eine einfache Hydraulik mit einem kompetenten Bediener eine funktionsreiche CNC in den Kosten pro Teil übertreffen. Fortschrittliche Steuerungen schaffen keinen Durchsatz, wenn die Variation gering ist und die Serien lang sind.
Hier ist die unspektakuläre Realität: Steuerungssoftware beeinflusst den ROI genau in dem Maße, wie Ihr Betrieb durch Rüsthäufigkeit, Automatisierungsambitionen und Bedienervariabilität eingeschränkt ist. Ignorieren Sie das, und Sie kaufen einen Rennwagen für eine Lieferroute – beeindruckende Pferdestärken, falscher Engpass.
Das bedeutet, der nächste Schritt ist nicht der Vergleich von Broschüren. Es ist das Abgleichen Ihrer tatsächlichen Einschränkungen mit der Engineering-DNA jedes Herstellers, bevor Sie eine Bestellung unterschreiben.
Ein Betrieb, mit dem ich gearbeitet habe, gab $480.000 für eine 220-Tonnen-Elektrobremse mit 0,004-Zoll-Wiederholgenauigkeit aus, um Teile mit ±0,010 zu biegen. Ihr eigentliches Problem? Drei Rüstungen pro Stunde und ein Programmierer, der immer im Rückstand war.
Das ist der Fehler. Fähigkeiten kaufen, die den Engpass nicht angreifen.
Wenn Sie Anbieter systematisch vergleichen wollen, beginnen Sie mit einem Blatt Papier und vier Zeilen: Mischprofil, Ausfalltoleranz, Automatisierungshorizont und Kompetenztiefe. Oben listen Sie die Kandidaten auf. Dann ordnen Sie die technische Ausrichtung jeder Marke einer dieser Zeilen zu. Wenn ein Feature keine dieser Einschränkungen lindert, bekommt es null Gewicht. Nicht “nice to have”. Null.
Denn jeder Hersteller hat eine DNA. Manche bauen geschlossene, stark integrierte Ökosysteme, die glänzen, wenn Sie vollautomatische Zellen betreiben. Manche bauen robuste hydraulische Arbeitstiere, die Missbrauch und große Materialvariationen tolerieren. Manche sind besessen von Bedienerführung und „First-Part-Good“-Genauigkeit bei kurzen Serien. Die Matrix geht nicht darum, wer am besten ist. Es geht darum, wessen Ausrichtung zu Ihrem Engpass passt.
Das bedeutet, dass sich die Mathematik ändert, je nachdem, wo sich Ihre ROI tatsächlich umkehrt.
Nehmen wir zwei hypothetische Werkstätten.
Werkstatt A bearbeitet 12–15 verschiedene Teilenummern pro Schicht, Losgrößen von 5–20, Baustahl von 14-Gauge bis 3/8 Zoll. Zehn Rüstungen pro Schicht. Hier ist jeder zusätzliche Probe-Biegevorgang verlorene Kapazität. Ein Steuerungssystem, das konstant innerhalb von zwei Treffern statt fünf den „First-Part-Good“ erreicht, kann 60–90 Minuten pro Tag zurückgewinnen. Über ein Jahr hinweg übertrifft das einen Preisunterschied von $120.000 deutlich.
Werkstatt B bearbeitet 3 Kernteile, Losgrößen von 500+, 1/4-Zoll-Platten die ganze Woche. Einmal rüsten. Den ganzen Tag laufen lassen. Ihr Engpass liegt bei Materialbereitstellung und Entgraten, nicht bei Winkelkorrektur. Eine 250-Tonnen-Hydraulik von einem mittelständischen Hersteller zu 60% der Investitionskosten wird die gleichen Teile pro Stunde produzieren, sobald sie eingestellt ist. Die Premiumsteuerung wird zur untätigen Versicherung.
Hier werden die meisten Käufer verführt. Sie sehen 0004-Zoll-Wiederholgenauigkeit und nehmen an, dass dies gleichbedeutend mit Durchsatz ist. Ist es nicht. Wiederholgenauigkeit wird nur dann zu Geld, wenn Variation und Rüstfrequenz hoch genug sind, um sie zu monetarisieren.
Stellen Sie also eine direkte Frage: Wie viele Rüstungen pro Schicht, und wie viele Minuten und Ausschuss kostet Sie jede Rüstung?
Wenn diese Zahl eine Schwelle überschreitet – nennen wir sie 8–10 Rüstungen pro Schicht – biegt sich die ROI-Kurve in Richtung High-End-Steuerungen. Darunter flacht sie schnell ab. Das ist der Punkt, an dem die Umkehr passiert.
Aber selbst wenn die Produktionsmathematik eine Premium-Maschine begünstigt, kann die Ausfallzeit dies in einer Woche zunichtemachen.
Ich habe gesehen, wie eine 175-Tonnen-Biegemaschine vier Tage stillstand, während auf einen proprietären Servoantrieb aus dem Ausland gewartet wurde. Die Einsparung beim Kaufpreis war dahin, bevor das Teil den Zoll passierte.
Ausfallzeit hat einen Geldwert. In Hochvolumen-, Mehrschichtbetrieben, in denen Ausfallzeit $5.000 pro Stunde kostet, kann dieser Support jeden zusätzlichen Dollar rechtfertigen. Ein dichtes Servicenetzwerk, Ferndiagnosen, gelagerte regionale Ersatzteile – das sind keine Marketing-Bulletpoints. Das sind Risikominderungswerkzeuge.
Jetzt drehen wir es um.
Wenn Sie im Einschichtbetrieb arbeiten, 70% kundenspezifische Arbeit, und Ihre Biegemaschine durchschnittlich 65% Auslastung hat, ist eine zweitägige Verzögerung schmerzhaft, aber nicht katastrophal. In diesem Fall kann es sein, dass Sie mit einer 30%-Prämie für globalen Rundum-Support das Asset überversichern.
Dies ist der Kompromiss, den die meisten Werkstätten nicht quantifizieren wollen. Sie vergleichen Maschinenspezifikationen, aber nicht das Risiko. Ein geschlossenes Ökosystem mit garantierter Integration und zentralem Support reduziert die operative Volatilität. Eine offene, kostengünstigere Plattform bewahrt Kapital, erhöht aber Ihre Abhängigkeit von interner technischer Kompetenz.
Was, wenn Ihr eigentlicher Engpass die Materialbereitstellung, die Bedienerschulung oder die Schweißverformung ist? Dann ist es, sich darüber zu sorgen, welcher OEM den schnellsten Außendiensttechniker hat, wie das Umstellen von Liegestühlen.
Wie können Sie also die falschen Anbieter eliminieren, bevor Sie Wochen mit Demos und Reisen vergeuden?
Hier ist der Filter, den ich vor jeder Bestellungsgespräch verwende.
1. Was ist unsere dominierende Einschränkung für die nächsten 36 Monate? Rüstzeit, unbeaufsichtigte Automatisierung, Tonnagekapazität oder Fachkompetenz der Arbeitskräfte? Wählen Sie eine. Wenn die Kern-Engineering-Story des Anbieters diese Einschränkung nicht direkt angreift, scheidet er aus.
2. Wie viele Rüstvorgänge pro Schicht, realistisch gesehen? Unter fünf begünstigt Kapitaleffizienz und einfachere Hydraulik. Über zehn drängt Sie zu fortgeschrittener Simulation, Winkelmessung und möglicherweise automatischem Werkzeugwechsel. Keine Antworten im Mittelfeld.
3. Was ist uns eine Stunde Stillstand wert? Wenn es vierstellige Beträge sind, können Sie einen größeren Anbieterkreis in Betracht ziehen. Wenn es fünfstellige Beträge sind, rücken Servicedichte und Ersatzteillogistik in die oberste Reihe der Matrix.
4. Was ist unsere Automatisierungs-Roadmap? Wenn Sie planen, innerhalb von fünf Jahren Roboter von Drittanbietern, Cobots oder MES-Integration hinzuzufügen, ist die Offenheit des Controllers wichtig. Wenn Sie jetzt eine schlüsselfertige Roboterzelle wollen und keine internen Integrationsprobleme, kann ein eng integrierter OEM-Stack die rationale Wahl sein.
Jede Frage zwingt zu einem Kompromiss: Kapitalkosten versus Flexibilität, Integrationsrisiko versus Autonomie, Präzision versus Amortisation.
Hier ist der nicht offensichtliche Teil.
Der “richtige” Hersteller ist nicht der mit dem besten Rahmen-Guss, der auffälligsten Benutzeroberfläche oder dem größten globalen Marktanteil. Es ist derjenige, dessen technischer Schwerpunkt Ihre Einschränkung direkt angreift – und dessen andere Stärken Sie bereit sind zu ignorieren.
Der Kauf einer Abkantpresse ist wie der Kauf eines Rennwagens für eine Lieferroute. Wenn Verkehr und Nutzlast Ihre Einschränkungen sind, verbrauchen Pferdestärken und Rundenzeiten nur Kraftstoff.
Die Beschaffungsmatrix ist keine Tabellenkalkulationsübung. Es ist eine Disziplin: jedes Merkmal muss seinen Platz verdienen, indem es einen echten Engpass beseitigt.
Wenn Sie das beibehalten, hört der Anbietervergleich auf, ein Beliebtheitswettbewerb zu sein, und wird zu dem, was er von Anfang an hätte sein sollen – eine Kapitalallokationsentscheidung, die an den Durchsatz gebunden ist.


















