

Da última vez que caminhei num chão de fábrica em Ohio, uma prensa dobradeira europeia de 230 toneladas e 3 metros zumbia como um órgão de catedral. Repetibilidade de ±0,0004 polegadas. Medição de ângulo a laser. Tudo incluído.
Mais à frente, dois soldadores lutavam contra um desvio de encaixe de ±0,015 polegadas com uma rebarbadora.
Aquela máquina custava mais de $400.000. As rebarbadoras custavam $200. Adivinha qual ditava o ritmo de produção.
A maioria dos fabricantes assume que comprar a uma das Três Grandes garante uma produção superior. Já vi essa suposição transformar balanços saudáveis em planos de pagamento de 84 meses.
Uma prensa dobradeira é uma decisão de alocação de capital, não um símbolo de status. Quando assina por uma máquina de 320 toneladas e 8 eixos de topo porque “é o que os grandes usam”, está a apostar que a sua restrição é a precisão de conformação, a flexibilidade de eixos ou a integração de software.
E se a sua verdadeira restrição for o armazenamento de material, a formação dos operadores ou a distorção das soldaduras?
Os mercados emergentes estão a expandir as suas frotas de prensas dobradeiras mais rapidamente do que os EUA — a China acima de 7% por ano, a Índia logo atrás — quase sempre sem recorrer à tríade europeia. Isso diz-me algo desconfortável: quando o capital é limitado, os compradores tornam-se impiedosos quanto ao retorno do investimento. O prestígio desvanece-se rapidamente quando o fluxo de caixa está em jogo.
Portanto, a primeira pergunta não é “Quem lidera o mercado?” É “O que exatamente está a abrandar as minhas peças por hora?”

Já vi oficinas pagar um prémio por repetibilidade de ±0,0004 polegadas enquanto o desenho do cliente permitia ±0,010. Isso é 25 vezes mais apertado do que o especificado.
A precisão só compensa se alguém estiver a pagar por ela.
Se o seu processo de soldadura a jusante varia em ±0,015, ou o revestimento em pó adiciona variabilidade, essas quatro casas decimais extra não se traduzem num valor de fatura mais alto. Traduzem-se em maior depreciação. Está a financiar uma capacidade que fisicamente não consegue entregar.
Agora, existem oficinas onde essa microprecisão importa — caixas médicas, suportes aeroespaciais, células automatizadas que acumulam tolerâncias em várias dobras. Nesses ambientes, um batente traseiro de 8 eixos e uma correção de ângulo em tempo real protegem a margem em cada turno.
Mas se 80% do seu trabalho for com chapas de aço macio de 10 gauge e montagens permissivas, então comprar esse nível de controlo é como conduzir um carro de corrida numa rota de entregas. A potência não é o seu gargalo. O trânsito é.
Então porque é que proprietários inteligentes continuam a fazer essa aposta?
Ouço sempre o mesmo: “Mantém bem o valor.”
Há dez anos, esse argumento tinha força. As plataformas mecânicas diferenciavam-se pela qualidade de construção e pela perceção da marca. Uma máquina alemã bem conservada carregava um emblema de prestígio no mercado de usados.
Hoje, o valor reside no software de controlo, sistemas servo, eficiência energética e histórico de manutenção. Já vi máquinas de gama média com controlos modernos e sistemas de bomba eficientes moverem-se mais rapidamente do que modelos de topo mais antigos a executar versões CNC desatualizadas. Uma redução de energia de 80% proveniente de um sistema hidráulico inteligente pode ser mais importante para um comprador do que o logótipo na estrutura.
E à medida que os fabricantes asiáticos reduzem a diferença nos controlos e na precisão, a diferença no valor de revenda diminui. Se uma máquina mais recente e de menor custo oferecer 90% da capacidade com software atual, o prémio pela marca comprime-se.
O valor de revenda só lhe salva se alguém ainda acreditar na mitologia quando sair.
Tem a certeza de que vão acreditar?
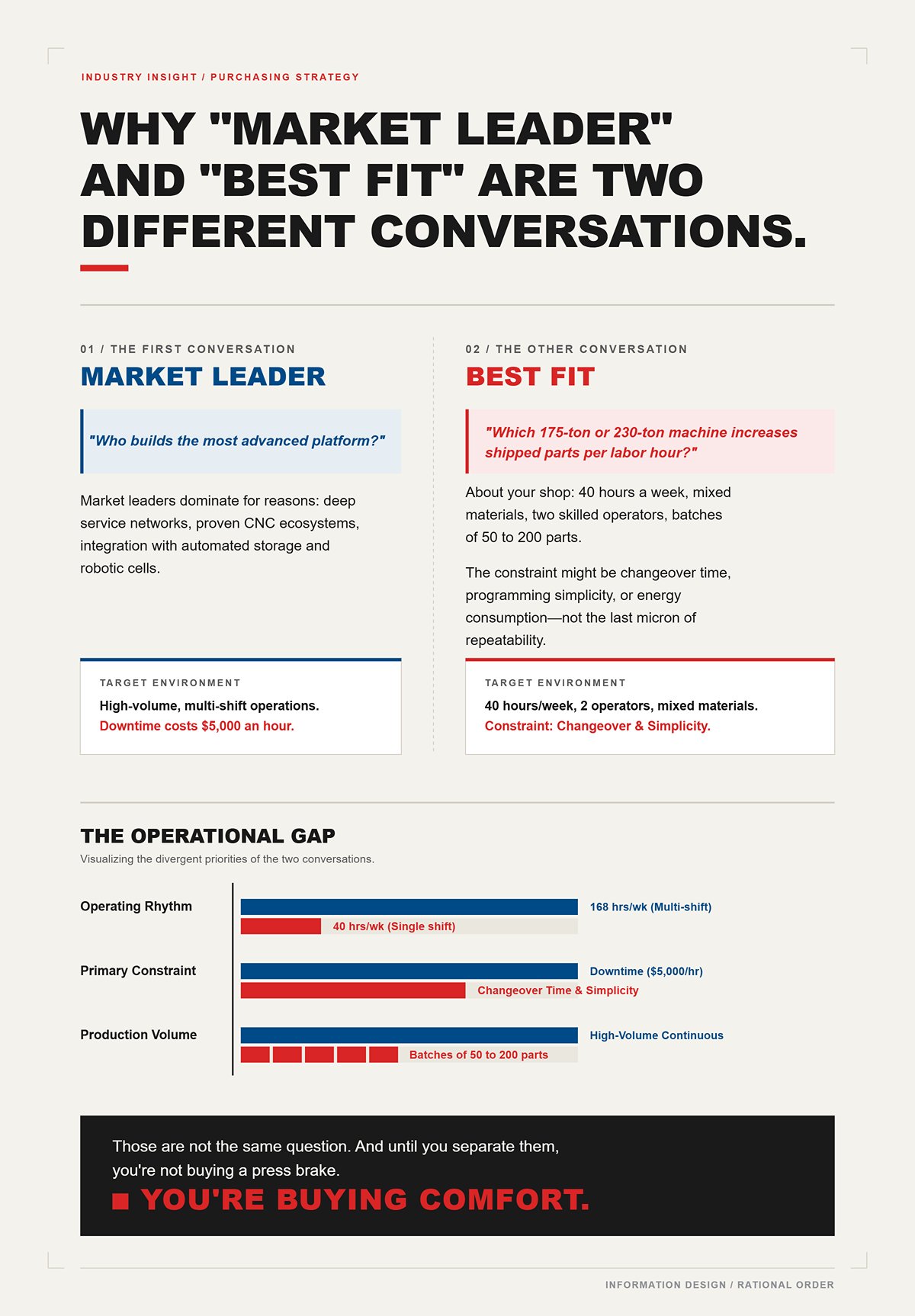
Os líderes de mercado dominam por razões: redes de assistência extensas, ecossistemas CNC comprovados, integração com armazenamento automatizado e células robóticas. Em operações de alto volume e múltiplos turnos, onde o tempo de inatividade custa $5.000 por hora, esse suporte pode justificar cada euro extra.
Essa é uma conversa.
A outra conversa é sobre a sua oficina: 40 horas por semana, materiais variados, dois operadores qualificados, lotes de 50 a 200 peças. Nesse ambiente, a restrição pode ser o tempo de mudança, a simplicidade de programação ou o consumo de energia — não o último mícron de repetibilidade.
“Líder de mercado” responde à pergunta: “Quem constrói a plataforma mais avançada?”
“Melhor ajuste” responde: “Qual máquina de 175 ou 230 toneladas aumenta as minhas peças expedidas por hora de trabalho sem imobilizar capital?”
Não são a mesma pergunta.
E até as separar, não está a comprar uma quinadeira.
Está a comprar conforto.
Há alguns anos, vi uma oficina assinar por três quinadeiras diferentes de 175 toneladas e 10 pés num período de cinco anos — uma TRUMPF, uma AMADA, uma Bystronic. Mesma tonelagem. Mesma capacidade básica. Três resultados de produção completamente diferentes.
A TRUMPF reduziu o tempo de programação para metade porque comunicava de forma limpa com o seu laser e ERP. A AMADA estabilizou os ângulos de dobra em mudanças diárias de 40 peças que antes consumiam uma hora em testes. A Bystronic emparelhou com um robô e funcionou sem supervisão no segundo turno.
Mesma categoria. ADN diferente.
Essa é a parte que a maioria dos compradores não percebe. Assumem que “Três Grandes” significa formação universalmente superior. Não significa. Significa três fabricantes a resolver três gargalos diferentes de forma extremamente eficaz. Se a sua restrição corresponder ao viés de engenharia deles, ganha. Se não, financia a força de outra pessoa.
Então, onde é que eles realmente divergem?
Imagine uma TruBend de 230 toneladas com medidor traseiro de 8 eixos, medição automática de ângulo e programação offline ligada diretamente à base de dados de corte a laser da oficina. O programador coloca uma peça em nesting, exporta-a, e a sequência de dobra aparece na prensa com sugestões de ferramentas já definidas.
Isso não é apenas uma prensa dobradeira. É um ecossistema.
A vantagem da TRUMPF não é apenas a repetibilidade de ±0,0004 polegadas. É a arquitetura de controlo. A sua pilha de software liga corte, dobra e, por vezes, até armazenamento. Numa oficina que produz 200–300 referências únicas por semana, essa integração reduz horas de engenharia e evita o caos das revisões. Quando o tempo de paragem custa $5.000 por hora, e se trabalha em múltiplos turnos para o setor aeroespacial ou médico, essa coesão protege a margem de uma forma que a tonelagem bruta nunca conseguirá.
Mas aqui está o compromisso: ecossistemas exigem disciplina.
Trocadores automáticos de ferramentas, sistemas de medição de ângulo a laser e medição multi-eixos não perdoam dados descuidados ou operadores mal treinados. Já vi funcionalidades de seis dígitos serem ignoradas porque ninguém no chão de fábrica se sentia confortável em calibrá-las. A máquina era capaz. A organização não.
Agora está a pagar um prémio por uma capacidade que não consegue executar de forma consistente.
Se a sua verdadeira limitação é a profundidade de competências dos operadores ou dados inconsistentes a montante, a precisão da TRUMPF torna-se um jardim murado — bonito, controlado e caro de manter. A questão não é “É a melhor?” mas sim “A maturidade do seu processo consegue rentabilizá-la em cada turno?”
Entre numa oficina de alta variedade que trabalha aço macio de 12-gauge a 3/16 de polegada em lotes de 20 a 80 peças. O operador troca ferramentas cinco, seis, oito vezes por dia. Cada erro de configuração custa 15 minutos. Faça isso errado quatro vezes e perdeu uma hora.
A AMADA construiu a sua reputação exatamente nesse ambiente.
Os seus sistemas de ferramentas, bases de dados de materiais e bibliotecas de dobras são concebidos para configurações repetíveis em famílias de peças variáveis. A recompensa não está na contagem exótica de eixos; está na estabilidade do processo. Quando um operador chama um programa de há seis meses e o ângulo fica dentro da especificação na segunda peça, isso não é sorte. É engenharia de aplicação acumulada.
Mas a estabilidade vem com custo e tempo.
Os prazos de entrega podem alongar-se. Os pacotes de ferramentas não são baratos. E as suas máquinas, tal como as da TRUMPF, assumem operadores treinados que compreendem o retorno elástico do material, os raios das ferramentas e a lógica de sequência. Sem essa competência de base, a vantagem desaparece rapidamente.
Aqui está o duro compromisso: se 70% da sua receita provém de trabalho repetitivo e de alta variedade, onde o tempo de mudança é o ponto de estrangulamento, a consistência de processo da AMADA pode aumentar as peças por hora de trabalho. Se os seus trabalhos são séries longas de 500 suportes idênticos, essa sofisticação pode ficar parada enquanto paga a fatura.
Será que é realmente uma oficina de alta variedade — ou gosta apenas de dizer a si próprio que é?
Agora imagine uma Bystronic de 150 toneladas emparelhada com uma célula robótica, a trabalhar em caixas de aço inoxidável de 14-gauge durante a noite. O operador carrega as chapas às 16h. A célula dobra até às 2h da manhã. Sem supervisão.
É aí que a Bystronic se destaca: automação acessível.
A sua interface de utilizador é geralmente mais tolerante. O apoio técnico tem reputação de ser responsivo. Para oficinas que entram na robótica sem um doutoramento em controlo, isso é importante. Se a disponibilidade de mão-de-obra — e não a micro-precisão — é o seu gargalo, a capacidade de automatizar de forma limpa é uma jogada direta para aumentar o rendimento.
Mas aqui está a limitação que nenhum folheto destaca: o teto de tonelagem.
A Bystronic destaca-se em prensas dobradeiras de pequena a média dimensão. Quando se começa a falar de mais de 300 toneladas para chapa grossa ou componentes estruturais pesados, a história da integração robótica torna-se mais ténue. A automatização numa chapa de 1/2 polegada não é o mesmo que em inox de 14 gauge. Capacidade de carga, força da garra, deflexão da peça — todos problemas mais difíceis.
Portanto, se está principalmente a dobrar aço carbono pesado, onde a força bruta e a rigidez da estrutura dominam a estabilidade do ciclo, o prémio da automatização pode não se traduzir em ganhos reais. Pode precisar mais de músculo estrutural do que de elegância robótica.
Esse é o tema recorrente.
A TRUMPF vende profundidade de integração. A AMADA vende controlo de processo para alta variedade. A Bystronic vende produtividade de automatização acessível. Nenhuma destas resolve automaticamente a sua limitação.
Se o seu gargalo é distorção na soldadura, fluxo de material ou um processo de orçamentação com 20 anos, nenhum logótipo no cilindro muda isso.
E quando aceita que mesmo o segmento premium se especializa, a conversa muda novamente: o que acontece quando o seu trabalho não tem nada a ver com refinamento de software ou coreografia robótica — mas sim com tonelagem bruta, rigidez da estrutura e aguentar chapa de 1/2 polegada o dia inteiro sem hesitar?
Uma prensa hidráulica de 1.200 toneladas e 20 pés a dobrar chapa A36 de 1 polegada não falha de forma dramática. Ela deriva.
As primeiras dez peças atingem o ângulo. Por volta da peça vinte e cinco, está a perseguir 0,5 graus. Por volta da peça quarenta, o operador está a fazer correções a cada poucos ciclos porque a estrutura aqueceu, o óleo afinou e a cama defletiu o suficiente para abrir o centro.
Isso não é um problema de software. Isso é física a mais de 1.000 toneladas.
Quando se ultrapassa aproximadamente 600 a 800 toneladas em camas longas, a deflexão elástica na estrutura e no cilindro deixa de ser teórica. A 1.000 toneladas ao longo de 20 pés, mesmo alguns milésimos de deflexão vertical na linha central traduzem-se em variação de ângulo mensurável, especialmente em chapa grossa com raios interiores apertados. Quando a tolerância da sua soldadura é ±1 grau, consegue disfarçar. Quando é ±0,5, está a separar peças.
Então a questão muda: quem realmente constrói para esse abuso?
Comecemos pela arquitetura.
A Prima Power construiu a sua reputação em sistemas servo-elétricos com designs em estrutura O e compensação CNC. As transmissões elétricas oferecem estabilidade ao longo da temperatura e do tempo — sem óleo hidráulico a aquecer todo o dia, sem bomba a funcionar continuamente. Em calibres mais leves, isso traduz-se em ganhos mensuráveis de tempo de ciclo e consistência de ângulo.
Mas as plataformas servo-elétricas são inerentemente limitadas na tonelagem de pico comparadas com sistemas totalmente hidráulicos. Não se vêem muitas prensas elétricas de 1.500 toneladas por uma razão. Quando se está a dobrar aço inox de 3/8 polegada todo o dia, o elétrico faz sentido. Quando se está a prensar chapa de aço carbono de 3/4 polegada, entra-se no território hidráulico.
A LVD, por outro lado, aposta em plataformas hidráulicas pesadas e medição de ângulo em tempo real. Os seus sistemas de controlo de ângulo baseados em laser leem o ângulo real durante a formação e ajustam a profundidade do cilindro automaticamente. Em chapa grossa, onde a variabilidade do material pode alterar o retorno elástico de peça para peça, esse ciclo de feedback importa mais do que um ecrã tátil mais bonito.
Aqui está a troca em números simples:
Se a sua restrição for o custo de energia por turno, a maior máquina hidráulica do catálogo pode ser o erro mais caro que irá cometer.
Se a sua restrição for moldar fisicamente chapa de 1 polegada sem torção da estrutura, a elegância elétrica não irá salvá-lo.
O que nos leva ao limiar desconfortável que a maioria dos folhetos ignora.
| Categoria | Prima Power | LVD |
|---|---|---|
| Arquitetura Base | Sistemas servo-elétricos com designs em estrutura em O e compensação CNC | Plataformas hidráulicas de alta resistência com construção robusta da estrutura |
| Tecnologia de acionamento | Acionamentos elétricos; sem aquecimento de óleo hidráulico ou operação contínua da bomba | Sistemas hidráulicos com operação contínua da bomba |
| Estabilidade térmica | Alta estabilidade ao longo da temperatura e do tempo | Dependente da gestão do sistema hidráulico |
| Desempenho em chapas finas | Tempos de ciclo mais rápidos e forte consistência de ângulo | Capaz, mas mais otimizado para aplicações pesadas |
| Capacidade máxima de tonelagem | Limite prático de tonelagem; disponibilidade limitada acima de 1.000 toneladas | Disponível em configurações de 1.000+ toneladas |
| Desempenho em chapa grossa | Menos adequado para conformação por contacto de chapa grossa (por exemplo, chapa de carbono de 3/4 de polegada) | Projetado para conformação de chapa pesada, incluindo material de 1 polegada |
| Controlo de ângulo | CNC com compensação para consistência | Medição de ângulo em tempo real baseada em laser com ajuste automático da profundidade do êmbolo |
| Consumo de Energia | Menor custo operacional; eficiente em termos energéticos | Maior custo energético; operação contínua da bomba pode custar dezenas de milhares por ano |
| Caso de utilização ideal | Conformação por ar de materiais mais finos (por exemplo, aço inoxidável de 3/8 de polegada) com foco na velocidade e eficiência | Conformação por contacto e conformação de chapa grossa com requisitos de alta tonelagem |
| Principal restrição | Melhor quando o custo energético por turno é crítico | Melhor quando a capacidade de conformação e a rigidez da estrutura são críticas |
Imagine uma prensa de 400 toneladas estendida até 14 pés, utilizada rotineiramente perto da capacidade máxima em chapa de 1/2 polegada.
No papel, “pode” fazer o trabalho. Na prática, está a funcionar a 85–95% da tonelagem nominal em cada ciclo. Isso significa maior tensão nas estruturas laterais, deflexão mais pronunciada na mesa e desgaste acelerado nas guias e buchas. Com o tempo, não perde apenas consistência de ângulo — perde paralelismo.
A perda de paralelismo manifesta-se quando uma extremidade de uma peça de 10 pés se desvia 0,25 graus da outra. Os soldadores compensam. Os montadores lixam. A produtividade cai em departamentos que nunca aprovaram a compra da prensa.
É aí que uma estrutura padrão se torna uma responsabilidade.
Plataformas de fabrico pesado acima de 1.000 toneladas não são apenas “maiores”. Utilizam placas laterais mais espessas, travessas reforçadas e sistemas de guiamento do êmbolo mais robustos para controlar a torção sob cargas assimétricas. Essa massa estrutural custa mais inicialmente. Também mantém a deflexão previsível, o que mantém os sistemas de compensação eficazes em vez de no limite em cada ciclo.
Empurrar uma estrutura de gama média para um serviço estrutural pesado e acabará por gastar as poupanças em retrabalho e manutenção.
Comprar um monstro de 1.500 toneladas quando 90% do seu trabalho está abaixo de 3/8 de polegada e acabará por gastar a diferença em capacidade ociosa e eletricidade.
Não há herói aqui. Apenas alinhamento.
Mas mesmo a estrutura mais pesada é cega sem compensação.
A 1.200 toneladas ao longo de 6 metros, a bancada vai fletir. A única questão é se controla ou não.
Os sistemas de coroamento — cunhas mecânicas ou cilindros hidráulicos incorporados na bancada — introduzem contra-deflexão controlada. Ajuste corretamente e o centro eleva-se apenas o suficiente sob carga para produzir um ângulo uniforme ao longo de todo o comprimento.
Os sistemas básicos são ajustados manualmente com base em tabelas de tonelagem. O coroamento CNC avançado ajusta-se dinamicamente por programa. Em chapa grossa com estrutura de grão variável ou escala de laminação inconsistente, essa diferença aparece na precisão da primeira peça.
Agora adicione medição de ângulo em tempo real, como os sistemas de laser da LVD. Em vez de confiar apenas nas curvas de deflexão previstas, a prensa mede o ângulo real de dobra e corrige a meio do ciclo. Isso não é marketing. É prevenção de desperdício quando está a dobrar chapas de liga de $800.
Mas aqui está a realidade financeira: coroamento personalizado, estruturas pesadas e feedback de ângulo aumentam o custo rapidamente.
Em operações de alto volume e múltiplos turnos, onde o tempo de inatividade custa $5.000 por hora, esse suporte pode justificar cada euro extra. Numa oficina estrutural de dois turnos que executa lotes curtos de peças pesadas duas vezes por semana, pode não justificar.
E é aqui que o mito dos “Três Grandes” colapsa na fabricação pesada. Os vencedores no território de força bruta não são as marcas com a integração mais vistosa ou a interface mais intuitiva. São aquelas cuja massa da estrutura, sistemas de guia e arquitetura de coroamento correspondem à sua carga máxima diária — não ao trabalho ocasional de há três anos.
A maioria das oficinas não opera acima de 1.000 toneladas.
Vivem no amplo meio — 90% de peças abaixo de 1/2 polegada, trabalho pesado ocasional, pressão constante sobre mão-de-obra e tempo de configuração.
Portanto, antes de especificar uma máquina construída para sobreviver num estaleiro naval, é melhor perguntar: está realmente a dobrar chapa que justifique isso, ou está a comprar potência para uma rota de entrega?
Uma prensa servo-elétrica de 230 toneladas e 3 metros a dobrar aço macio de 3/8 de polegada a 12 peças por hora não faz manchetes. Apenas funciona. Preço de compra: cerca de $220.000 com um sistema de medição traseiro de 6 eixos e coroamento CNC. Coloque-a ao lado de uma hidráulica topo de gama de $480.000, com capacidade de 320 toneladas, medição de ângulo integrada e o mesmo sistema de 6 eixos. Em 90% do trabalho típico de oficina — material de 10 a 3/8 de polegada, dobra ao ar, lotes abaixo de 200 peças — a diferença no tempo de ciclo mede-se em segundos, não minutos. Consistência de ângulo? Ambas mantêm facilmente repetibilidade de 0,004 polegadas no martelo.
Então, se a maioria das oficinas não opera consistentemente acima de 1.000 toneladas, que configuração realmente equilibra capacidade, custo e flexibilidade?
Comece com isto: 175 a 250 toneladas, 2,5 a 3,5 metros, sistema de medição traseiro de 5 ou 6 eixos, coroamento CNC e, ou uma hidráulica moderna com bomba de velocidade variável, ou um acionamento servo-elétrico. Esse intervalo cobre o amplo meio — suportes, caixas, componentes estruturais abaixo de 1/2 polegada — sem arrastar massa de estrutura e capacidade de bomba que raramente utiliza. A diferença de capital entre isso e uma plataforma “faz tudo” de topo varia regularmente entre $150.000 e $300.000.
Essa diferença tem de justificar-se.
Se o modelo de topo não aumenta as peças por hora, reduz o desperdício ou corta o número de trabalhadores no seu mix real, não é premium — é redundante. Comprar uma máquina de 320 toneladas para um trabalho que atinge no máximo 180 toneladas é como especificar um carro de corrida para uma rota de entregas. A potência não resolve o trânsito.
Quais plataformas de gama média oferecem realmente essa capacidade 90% sem introduzir custos ocultos?
Imagine um êmbolo servo-elétrico acionado por dois fusos de esferas em vez de cilindros hidráulicos. Sem reservatório de óleo. Sem bomba a funcionar continuamente. Capacidade total disponível ao longo do curso. Numa máquina de classe de 200 toneladas, as velocidades de aproximação e retorno são normalmente mais rápidas porque não se está à espera das curvas de pressão hidráulica. Em dobragem ao ar de chapa fina a média, isso traduz-se em ganhos mensuráveis de tempo de ciclo ao longo de um turno completo.
A energia é onde a matemática se torna aborrecida — e convincente. Um sistema hidráulico tradicional com bomba a funcionar constantemente pode consumir energia significativa mesmo em repouso. Um servo-elétrico consome consideravelmente menos porque só puxa energia durante o movimento. Ao longo de dois turnos, cinco dias por semana, a diferença anual de operação pode atingir cinco dígitos, dependendo das tarifas locais e do ciclo de trabalho. Isso não é conversa de brochura. São contas de eletricidade.
Mas a física não se preocupa com narrativas de marketing. Não se vêem muitos servo-elétricos de 600 ou 1.000 toneladas por uma razão. Fusos de esferas e acionamentos elétricos escalam mal em tonelagens extremas; a massa e o custo da estrutura aumentam rapidamente. Se a sua verdadeira limitação é moldar chapa de 3/4 de polegada diariamente, a elegância elétrica não o vai salvar.
Onde o servo-elétrico brilha é na estabilidade térmica e no controlo. Sem óleo a aquecer ao longo de oito horas. Sem alterações de viscosidade. Essa estabilidade traduz-se em ângulos de dobra consistentes da primeira peça à última sem necessidade de corrigir a profundidade. Para oficinas de alta variedade que trabalham chapa de 14 gauge de manhã e 1/4 de polegada à tarde, essa consistência reduz as iterações de configuração.
Portanto, sim, os elétricos podem competir — com os titãs hidráulicos na classe de 200 toneladas. Além disso, a troca torna-se brutal.
Mas e se não estiver pronto para apostar na arquitetura elétrica de todo?
Entre numa oficina no Midwest a operar um travão hidráulico importado de 250 toneladas que tem estado a trabalhar há sete anos. Bomba original. Cilindros originais. Dois kits de vedantes substituídos. Isso já não é uma exceção.
Marcas importadas de gama média — Durma sendo um exemplo principal — fecharam a lacuna de fiabilidade que a maioria dos compradores ainda presume existir. Estruturas soldadas, sistemas de guiamento decentes, controlos CNC fáceis de usar. Não, as peças fundidas não são tão robustas como num modelo europeu de 1.000 toneladas. Mas na classe de 200 a 300 toneladas, não precisam de ser.
Aqui está a comparação difícil: $260.000 por um travão hidráulico importado de 250 toneladas bem equipado com contraguias de 6 eixos e coroamento CNC versus $450.000 ou mais por um equivalente de topo com integração de software mais profunda e arquitetura de controlo proprietária. Em oficinas com uma única máquina ou ambientes de automação ligeira, ambos atingem as mesmas peças por hora em componentes dobrados ao ar.
Onde o topo se destaca é no ecossistema — interfaces para robôs, monitorização centralizada, feedback avançado de ângulo. Em operações de alto volume e múltiplos turnos, onde o tempo de inatividade custa $5.000 por hora, esse suporte pode justificar cada euro extra. Se um sistema de diagnóstico proprietário reduzir o tempo médio de reparação em apenas duas horas por incidente, isso é dinheiro real.
Mas a maioria dos fabricantes com 20 a 50 pessoas não está a operar células robóticas sem supervisão. Estão a trabalhar com operadores qualificados e tamanhos de lote moderados. Para eles, a questão não é integração global de IoT. É saber se o êmbolo desce direito e repete amanhã.
A verdade incómoda? Na gama de tonelagem média, os hidráulicos importados muitas vezes oferecem 90% do desempenho estrutural por 60% do custo de capital.
Então, o que está escondido nos 10% em falta?
Comecemos pelos controlos.
Os fabricantes de topo investem fortemente em ecossistemas CNC proprietários — programação offline, simulação, integração de carregamento automático de ferramentas, medição de ângulo ligada diretamente a algoritmos de correção. Isso importa quando se procura turnos sem supervisão ou precisão sub-±0,5 graus em lotes de materiais variáveis.
Máquinas de gama média conseguem manter tolerâncias apertadas em condições estáveis. Mas quando se avança para dobras complexas em etapas, ligas com retorno elástico variável ou integração robótica, a profundidade do software torna-se rendimento. Um controlador que reduz a configuração de 20 minutos para 8 em 10 configurações por dia oferece mais do que motivo para se gabar.
Também abdica de alguma margem estrutural. Estruturas pesadas europeias são frequentemente mais espessas, com orientação de pistão mais refinada sob carga assimétrica. Se carrega regularmente uma peça de 10 pés fora do centro com 70% de tonelagem de um lado, essa massa extra preserva o paralelismo ao longo do tempo. Uma estrutura mais leve de gama média pode fazê-lo — mas mais próxima do seu limite de tensão.
Depois há a revenda e a profundidade da rede de assistência. Marcas de topo normalmente mantêm melhor o valor e oferecem pipelines de formação mais estruturados. Isso não aparece na folha de cálculo de ROI do primeiro ano. Surge quando faz a troca ao fim de dez anos.
Portanto, a troca é explícita:
Gastar de $450.000 a $500.000 para software mais profundo, estruturas mais pesadas e arquitetura pronta para integração — ou gastar de $220.000 a $300.000 numa máquina que cumpre o seu tempo takt, mantém repetibilidade de 0,004 polegadas em dobra ao ar e liberta $200.000 para automação, ferramentas ou um segundo operador.
Se o seu gargalo é tonelagem extrema, células autónomas ou ligas exóticas, o ADN de engenharia do topo resolve um problema real.
Se o seu gargalo é eficiência de capital, rendimento de mistura moderada e produção orientada pelo operador, o ponto ideal da gama média não é um compromisso.
É alinhamento.
E uma vez que aceita que o ferro bruto não é a restrição para a maioria das oficinas, a próxima questão não é sobre a massa da estrutura — é sobre o cérebro que comanda a máquina.
Um travão hidráulico de 250 toneladas colocado numa base nivelada fará 12 a 14 dobras por hora num trabalho de caixa moderado o dia todo. Já vi um modelo de topo de $480.000 com feedback de ângulo e interface robótica produzir… 12 a 14 dobras por hora no mesmo trabalho. A velocidade do pistão estava lá. A tonelagem estava lá. A diferença apareceu antes da primeira batida — quarenta minutos de programação, seleção de ferramentas e dobras de teste numa máquina versus oito minutos e duas batidas noutra.
Isso não é ferro. É software.
Se a massa bruta da estrutura e a repetibilidade de 0,004 polegadas não são a sua restrição, então o seu controlador ou comprime o tempo de configuração — ou cobra silenciosamente cada trabalho que executa. Em pisos de alta mistura, a configuração consome rotineiramente 20–40% do tempo disponível de fuso. Reduzir dez minutos em cinco configurações por dia cria quase uma hora de produção sem tocar na tonelagem. Multiplique isso por 250 dias e está a recuperar semanas de capacidade a partir de um ecrã, não de um cilindro.
Portanto, a questão não é se os “Três Grandes” fazem bom ferro. Fazem. A questão é se o seu ecossistema proprietário encurta o seu verdadeiro gargalo — ou apenas acrescenta custo a uma máquina que já era suficientemente rápida.
Imagine um programador a construir offline uma caixa com 12 dobras. Material: A36 de 14 gauge. Raio interno: 0,062 polegadas. Ele atribui ferramentas de uma biblioteca digital, executa deteção de colisões e gera uma sequência de dobras antes de o operador sequer prender um punção. A promessa é simples: carregar ferramentas, carregar programa, carregar no pedal — primeira peça, boa peça.
Agora veja o que acontece quando essa biblioteca digital de ferramentas não corresponde ao suporte físico por 0,010 polegadas na altura do punção, ou quando a base de dados de dedução de dobra foi afinada para bobina europeia e está a usar doméstica com retorno elástico diferente. A primeira batida sai 1,5 graus fora. A segunda batida corrige. A terceira dobra colide porque o crescimento da aba não foi modelado corretamente. Lá se vai a sua fantasia “offline”.
O mecanismo é simples: programação offline precisa de três coisas — dados de material validados, geometria de ferramentas calibrada e um controlador que feche o ciclo entre a simulação e a posição real do pistão. Fornecedores de topo investem muito aqui. Alguns ligam a medição de ângulo diretamente a algoritmos de correção automática, para que o controlador aprenda com a primeira dobra e atualize a sequência. Isso é verdadeiro ADN de engenharia.
Mas aqui está a troca. Se a sua oficina executa 60% trabalhos repetidos em lotes de 100+, o tempo de programação amortiza rapidamente. Um controlador de gama média com simulação 3D sólida e correção manual pode custar menos $180.000 à partida e ainda cumprir o tempo takt. Se for realmente alta mistura — dez configurações por turno, séries curtas de 5–20 peças — então um sistema que produz consistentemente primeira-peça-boa em duas batidas pode recuperar horas por semana. O ROI muda dependendo da mistura, não do logótipo.
E se os seus programadores não conseguem gerar uma sequência de dobras comprovada offline e obter primeira-peça-boa em duas batidas, o seu controlador é o seu gargalo — independentemente de qual seja a marca soldada na estrutura.
Então, quão preso fica depois de escolher aquele cérebro?
Já vi uma oficina tentar integrar um robô de terceiros com um controlador europeu fechado. A parte mecânica foi fácil — montar a base, ligar a segurança, configurar as garras. A barreira foi o software. Protocolo de comunicação proprietário. Acesso limitado à API. A integração teve de passar pelo pacote certificado do OEM, por seis dígitos.
Isso não é pureza de engenharia. Isso é uma portagem.
Os ecossistemas fechados muitas vezes oferecem uma integração interna mais apertada — robô, trocador de ferramentas, medição de ângulo, todos a falar a mesma língua. Em operações de alto volume e múltiplos turnos, onde o tempo de paragem custa $5.000 por hora, esse suporte pode justificar cada euro extra. Uma chamada de assistência, diagnóstico remoto, peças enviadas de um centro centralizado — essa coesão protege o rendimento.
Mas e se o seu plano de crescimento envolver montar a automação ao longo de cinco anos — primeiro cobots, depois manuseamento de materiais, depois integração MES? Controladores de arquitetura aberta, comuns em mercados asiáticos de crescimento mais rápido, permitem protocolos de comunicação industrial padrão e ligações de software de terceiros. Essa flexibilidade pode significar integrar um cobot de $60.000 em vez de uma célula robótica de marca de $250.000.
A troca é simples: sistemas fechados reduzem o risco de integração hoje, mas podem taxar cada expansão futura; sistemas abertos exigem mais competência técnica interna, mas preservam a flexibilidade de capital. Se a sua verdadeira limitação for a preparação de material, formação de operadores ou distorção de soldadura, gastar dinheiro num jardim murado não vai resolver.
Então, mesmo que o controlador consiga falar com o mundo exterior, quem é que realmente o está a operar?
Um operador de prensa de 58 anos, com 30 anos de experiência, consegue calibrar uma máquina hidráulica com um controlador 2D básico e atingir a especificação pelo toque. Lê o retorno elástico como o tempo. Agora substitua-o por um contratado de 26 anos que já operou lasers mas nunca fez dobra ao ar de chapa de 1/4 de polegada.
Num controlo simplificado, essa curva de aprendizagem traduz-se em desperdício e tempo de supervisor. Num interface gráfico 3D moderno, com sequenciação de dobras, alertas de interferência e preparação visual de ferramentas, esse mesmo operador torna-se produtivo mais rapidamente. O software torna-se uma roda de treino que nunca sai completamente.
É aqui que o ADN da marca diverge fortemente. Alguns controladores de topo são profundos mas complexos — poderosos para programadores experientes, intimidantes para novos contratados. Outros investem fortemente em fluxos de trabalho guiados, simulação visual e ajuda incorporada que reduzem a dependência do conhecimento tribal. Importações de gama média melhoraram dramaticamente aqui, mas a experiência do utilizador ainda varia muito.
O mecanismo é mensurável: menos dobras de teste, menos colisões, menos desperdício. Se um controlo guiado evitar uma grande colisão de ferramentas por ano, evitou dezenas de milhares em danos e tempo de paragem. Se reduzir a integração de seis meses para três, duplicou efetivamente a curva de produtividade de cada novo operador.
Mas se 52% do seu trabalho for dobra em linha reta, de alto volume, em material previsível, uma hidráulica simples com um operador competente pode superar uma CNC rica em funcionalidades no custo por peça. Controles avançados não criam rendimento quando a variação é baixa e as séries são longas.
Então, aqui está a realidade pouco glamorosa: o software do controlador impacta o ROI exatamente na medida em que a sua operação é limitada pela frequência de configuração, ambição de automação e variabilidade do operador. Ignore isso e estará a comprar um carro de corrida para uma rota de entregas — potência impressionante, gargalo errado.
O que significa que o próximo passo não é comparar brochuras. É mapear as suas limitações reais contra o ADN de engenharia de cada fabricante antes de assinar uma ordem de compra.
Uma oficina com quem trabalhei gastou $480.000 numa prensa elétrica de 220 toneladas com repetibilidade de 0,004 polegadas para dobrar peças com tolerância de ±0,010. O problema real? Três configurações por hora e um programador que estava sempre atrasado.
Esse é o erro. Comprar capacidade que não ataca a limitação.
Se quiser comparar fornecedores de forma sistemática, começa com uma folha de papel e quatro linhas: perfil de mistura, tolerância de tempo de paragem, horizonte de automação e profundidade de competências. No topo, lista os candidatos. Depois força o viés de engenharia de cada marca numa dessas linhas. Se uma funcionalidade não aliviar uma dessas limitações, recebe peso zero. Não “bom de ter”. Zero.
Porque cada fabricante tem um ADN. Alguns constroem ecossistemas fechados, profundamente integrados, que se destacam quando operas células sem intervenção humana. Alguns constroem robustos cavalos de batalha hidráulicos que toleram abusos e grande variação de materiais. Alguns são obcecados pela orientação do operador e pela precisão de primeira peça boa em séries curtas. A matriz não é sobre quem é o melhor. É sobre cuja inclinação corresponde ao teu estrangulamento.
O que significa que a matemática muda dependendo de onde o teu ROI realmente se inverte.
Considera duas oficinas hipotéticas.
A Oficina A executa 12–15 diferentes referências por turno, lotes de 5–20, aço macio de calibre 14 a 3/8 de polegada. Dez configurações por turno. Aqui, cada dobra de teste extra é capacidade perdida. Um controlador que acerta consistentemente a primeira peça boa em duas tentativas em vez de cinco pode recuperar 60–90 minutos por dia. Ao longo de um ano, isso supera em muito uma diferença de preço de $120.000.
A Oficina B executa 3 peças principais, lotes de 500+, chapa de 1/4 de polegada durante toda a semana. Configura uma vez. Produz o dia todo. O seu estrangulamento é a preparação de material e o desbaste, não a correção de ângulo. Um hidráulico de 250 toneladas de um fabricante de gama média, a 60% do custo de capital, produzirá as mesmas peças por hora depois de ajustado. O controlo premium torna-se um seguro ocioso.
É aqui que a maioria dos compradores se deixa seduzir. Vêem repetibilidade de 0004 polegadas e assumem que isso equivale a produtividade. Não equivale. A repetibilidade só se converte em dinheiro quando a variação e a frequência de configuração são suficientemente altas para monetizá-la.
Então faz uma pergunta direta: quantas configurações por turno, e quanto custa cada configuração em minutos e desperdício?
Quando esse número ultrapassa um limite — digamos 8–10 configurações por turno — a curva de ROI inclina-se para controlos de topo de gama. Abaixo disso, achata rapidamente. É aí que acontece a inversão.
Mas mesmo que a matemática de produção favoreça uma máquina premium, o tempo de paragem pode anulá-la numa semana.
Já vi uma prensa de 175 toneladas ficar parada quatro dias à espera de um servo drive proprietário vindo do estrangeiro. As poupanças no preço de compra evaporaram antes da peça passar na alfândega.
O tempo de paragem tem um valor monetário. Em operações de alto volume e múltiplos turnos, onde o tempo de paragem custa $5.000 por hora, esse apoio pode justificar cada euro extra. Uma rede de assistência densa, diagnóstico remoto, peças regionais em stock — não são pontos de marketing. São ferramentas de mitigação de risco.
Agora vira o cenário.
Se trabalhas num único turno, 70% trabalho personalizado, e a tua prensa tem uma utilização média de 65%, um atraso de dois dias é doloroso mas não catastrófico. Nesse caso, pagar um prémio de 30% por apoio global de luxo pode ser sobresegurar o ativo.
Esta é a troca que a maioria das oficinas recusa quantificar. Comparam especificações de máquinas mas não a exposição ao risco. Um ecossistema fechado com integração garantida e apoio centralizado reduz a volatilidade operacional. Uma plataforma aberta e de menor custo preserva o capital mas aumenta a tua dependência da competência técnica interna.
E se a tua verdadeira restrição for a preparação de material, formação de operadores ou distorção de soldadura? Então, obsessão sobre qual OEM tem o técnico de campo mais rápido é como reorganizar as cadeiras de convés.
Então, como eliminar os fornecedores errados antes de perder semanas em demonstrações e viagens?
Eis o filtro que uso antes de qualquer discussão sobre ordem de compra.
1. Qual é a nossa principal restrição para os próximos 36 meses? Tempo de configuração, automação sem supervisão, capacidade de tonelagem ou competência da mão-de-obra? Escolha uma. Se a história de engenharia central do fornecedor não atacar diretamente essa restrição, estão fora.
2. Quantas configurações por turno, realisticamente? Menos de cinco favorece a eficiência do capital e hidráulica mais simples. Mais de dez leva-o para simulação avançada, medição de ângulos e possivelmente troca automática de ferramentas. Não há respostas de meio-termo.
3. Quanto vale para nós uma hora de paragem? Se forem quatro dígitos, pode considerar um leque mais amplo de fornecedores. Se forem cinco dígitos, a densidade de serviço e a logística de peças passam para a primeira linha da matriz.
4. Qual é o nosso roteiro de automação? Se planeia adicionar robots de terceiros, cobots ou integração MES ao longo de cinco anos, a abertura do controlador é importante. Se quer uma célula robótica turnkey agora e sem dores de cabeça de integração interna, uma solução OEM fortemente integrada pode ser a escolha racional.
Cada pergunta força uma troca: custo de capital versus flexibilidade, risco de integração versus autonomia, precisão versus amortização.
Aqui está a parte não óbvia.
O “fabricante certo” não é aquele com a melhor fundição de estrutura, a interface mais vistosa ou a maior quota de mercado global. É aquele cujo viés de engenharia ataca diretamente a sua restrição — e cujas outras forças está disposto a ignorar.
Comprar uma prensa dobradeira é como comprar um carro de corrida para uma rota de entregas. Se o tráfego e a carga útil são as suas restrições, potência e tempos de volta apenas consomem combustível.
A matriz de aquisição não é um exercício de folha de cálculo. É uma disciplina: cada funcionalidade deve justificar o seu lugar aliviando um verdadeiro gargalo.
Leve isso adiante, e a comparação de fornecedores deixa de ser um concurso de popularidade e torna-se no que sempre deveria ter sido — uma decisão de alocação de capital ligada ao rendimento.


















