

آخر مرة مشيت فيها على أرضية مصنع في أوهايو، كان هناك مكبس ثني أوروبي بوزن 230 طن وطول 10 أقدام يعمل ويصدر صوتاً أشبه بآلة الأرغن في كاتدرائية. تكرارية ±0.0004 بوصة. قياس زاوية بالليزر. كل الميزات.
في خط الإنتاج اللاحق، كان هناك عاملان لحام يقاتلان انحراف تركيب ±0.015 بوصة باستخدام طاحونة.
تكلفة تلك الآلة تجاوزت $400,000. أما الطواحين فتكلفتها $200. خمن أيهما كان يحدد معدل الإنتاج.
معظم المصنّعين يفترضون أن الشراء من الثلاثة الكبار يضمن إنتاجية فائقة. لقد شاهدت هذا الافتراض يحوّل ميزانيات صحية إلى خطط دفع تمتد لـ 84 شهراً.
مكبس الثني هو قرار تخصيص رأس المال، وليس رمزاً للمكانة. عندما توقع على شراء مكبس ثني بقدرة 320 طن و8 محاور لأنه “هذا ما يستخدمه الكبار”، فأنت تراهن على أن القيد لديك هو دقة التشكيل، أو مرونة المحاور، أو تكامل البرمجيات.
ماذا لو كان القيد الحقيقي لديك هو تجهيز المواد، أو تدريب المشغلين، أو تشوه اللحام؟
الأسواق الناشئة تنمو أساطيل مكابس الثني لديها بسرعة أكبر من الولايات المتحدة — الصين بأكثر من 7% سنوياً، والهند قريبة خلفها — وذلك غالباً دون الاعتماد على الثلاثي الأوروبي. هذا يخبرني بشيء غير مريح: عندما يكون رأس المال محدوداً، يصبح المشترون صارمين بشأن العائد على الاستثمار. الهيبة تتلاشى بسرعة عندما يكون التدفق النقدي على المحك.
إذن السؤال الأول ليس “من يقود السوق؟” بل “ما الذي يبطئ عدد القطع في الساعة لدي بالضبط؟”

لقد رأيت ورشاً تدفع علاوة مقابل تكرارية ±0.0004 بوصة بينما يسمح مخطط العميل بـ ±0.010. هذا يعني دقة أضيق بـ 25 مرة مما يتطلبه المواصفات.
الدقة تدفع فقط إذا كان هناك من يكتب شيكاً مقابلها.
إذا كانت عملية اللحام اللاحقة لديك تتذبذب عند ±0.015، أو إذا كان الطلاء بالمسحوق يضيف تبايناً، فإن تلك الأربع منازل عشرية الإضافية لا تتحول إلى قيمة فاتورة أعلى. بل تتحول إلى إهلاك أعلى. أنت تموّل قدرة لا يمكنك فعلياً شحنها.
الآن، هناك ورش حيث تلك الدقة الفائقة مهمة — حاويات طبية، حوامل فضائية، خلايا تعمل دون تدخل بشري تجمع التفاوتات عبر عدة انحناءات. في تلك البيئات، يحمي مقياس خلفي بـ 8 محاور وتصحيح زاوي فوري هامش الربح في كل وردية.
لكن إذا كان 80% من عملك عبارة عن حوامل فولاذ معتدل بسماكة 10 قياس مع تجميعات متسامحة، فإن شراء ذلك المستوى من التحكم يشبه تشغيل سيارة سباق في طريق توصيل. القوة الحصانية ليست القيد لديك. حركة المرور هي.
فلماذا لا يزال أصحاب الأعمال الأذكياء يراهنون على ذلك؟
أسمع ذلك في كل مرة: “إنها تحتفظ بقيمتها.”
قبل عشر سنوات، كان لهذا الطرح وزن. كانت المنصات الميكانيكية تتميز بجودة البناء والانطباع عن العلامة التجارية. كانت الآلة الألمانية المحفوظة جيداً تحمل شارة مميزة في سوق المستعمل.
اليوم، القيمة تكمن في برمجيات التحكم، وأنظمة السيرفو، وكفاءة الطاقة، وسجل الخدمة. لقد رأيت آلات من الفئة المتوسطة مزودة بأنظمة تحكم حديثة وأنظمة مضخات فعالة تتحرك أسرع من نماذج رائدة أقدم تعمل بإصدارات CNC قديمة. إن خفض الطاقة بنسبة 80% من نظام هيدروليكي ذكي يمكن أن يكون أهم للمشتري من الشعار على الإطار.
ومع تقليص الشركات المصنعة الآسيوية للفجوة في التحكم والدقة، يتقلص فرق إعادة البيع. إذا كانت آلة أحدث وأقل تكلفة توفر 90% من القدرة مع البرنامج الحالي، فإن قيمة الشعار المميز تنضغط.
قيمة إعادة البيع توفر لك المال فقط إذا كان هناك من لا يزال يؤمن بالأسطورة عند خروجك.
هل أنت متأكد أنهم سيفعلون؟
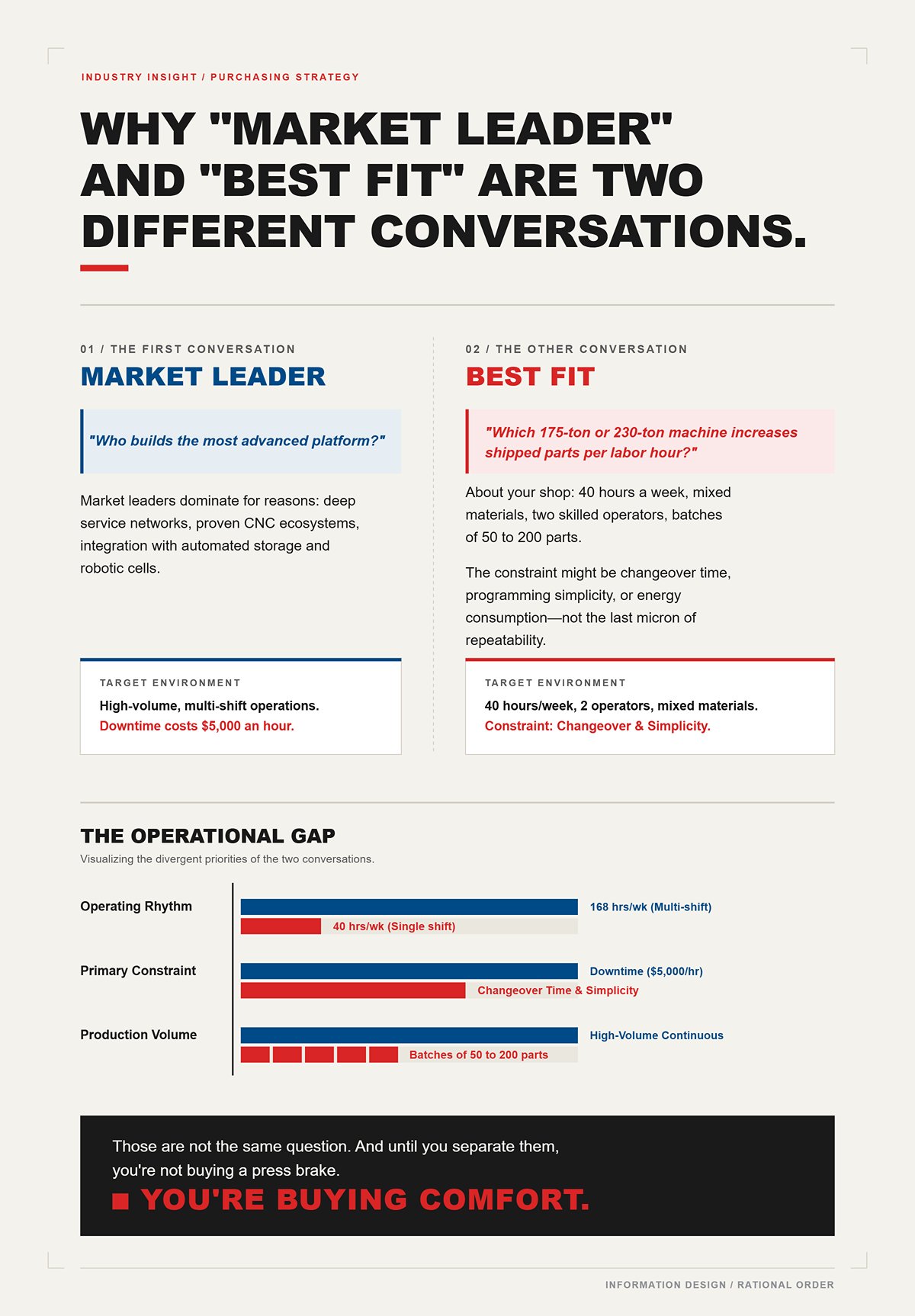
يتفوق قادة السوق لأسباب: شبكات خدمة واسعة، أنظمة CNC مثبتة، تكامل مع التخزين الآلي والخلايا الروبوتية. في العمليات عالية الإنتاجية متعددة الورديات حيث يكلف التوقف $5,000 في الساعة، يمكن أن يبرر هذا الدعم كل دولار إضافي.
هذه محادثة واحدة.
المحادثة الأخرى تتعلق بورشتك: 40 ساعة في الأسبوع، مواد متنوعة، عاملان ماهران، دفعات من 50 إلى 200 قطعة. في هذا السياق، قد يكون القيد هو وقت التغيير، سهولة البرمجة، أو استهلاك الطاقة—وليس آخر ميكرون من التكرارية.
“قائد السوق” يجيب على سؤال: “من يبني المنصة الأكثر تقدمًا؟”
“أفضل ملاءمة” يجيب على: “أي آلة بقدرة 175 طن أو 230 طن تزيد عدد القطع المشحونة لكل ساعة عمل دون تجميد رأس المال؟”
هذه ليست نفس السؤال.
وحتى تفصل بينهما، فأنت لا تشتري مكبس ثني.
أنت تشتري الراحة.
قبل بضع سنوات، شاهدت ورشة تتعاقد على ثلاث مكابس ثني مختلفة بقدرة 175 طن وطول 10 أقدام في فترة خمس سنوات—واحدة TRUMPF، واحدة AMADA، واحدة Bystronic. نفس القدرة. نفس السعة الأساسية. ثلاث نتائج إنتاج مختلفة تمامًا.
قلصت TRUMPF وقت البرمجة إلى النصف لأنها تواصلت بسلاسة مع الليزر وERP الخاص بهم. ثبتت AMADA زوايا الثني في تغييرات يومية من 40 قطعة كانت تستهلك ساعة في التجارب. اقترنت Bystronic بروبوت وعملت دون إشراف في الوردية الثانية.
نفس الفئة. حمض نووي مختلف.
هذا هو الجزء الذي يغفل عنه معظم المشترين. يفترضون أن “الثلاثة الكبار” تعني تشكيل متفوق عالميًا. لا تعني ذلك. تعني ثلاثة مصنعين يحلون ثلاثة اختناقات مختلفة بشكل ممتاز. إذا كان قيدك يتطابق مع توجههم الهندسي، فأنت الرابح. إذا لم يتطابق، فأنت تمول قوة شخص آخر.
فأين يختلفون فعليًا؟
تخيل TruBend بقدرة 230 طن مع مقياس خلفي بـ 8 محاور، قياس زاوية أوتوماتيكي، وبرمجة خارجية مرتبطة مباشرة بقاعدة بيانات قطع الليزر في الورشة. يقوم المبرمج بترتيب القطعة، تصديرها، وتظهر تسلسلات الثني على المكبس مع اقتراحات الأدوات محددة مسبقًا.
هذا ليس مجرد مكبس ثني. إنه نظام بيئي.
ميزة TRUMPF ليست مجرد تكرارية ±0.0004 بوصة. إنها بنية التحكم. حزمة برامجهم تربط القطع، الثني، وأحيانًا حتى التخزين. في ورشة تنتج 200–300 رقم SKU فريد في الأسبوع، هذا التكامل يقلل ساعات الهندسة ويمنع فوضى التعديلات. عندما تكلف فترة التوقف $5,000 في الساعة، وأنت تعمل في ورديات متعددة في مجال الطيران أو الطب، فإن هذا الترابط يحمي هامش الربح بطريقة لن تحققها القوة الخام أبدًا.
لكن هنا المقايضة: النظم البيئية تتطلب الانضباط.
مبدلات الأدوات التلقائية، أنظمة قياس الزوايا بالليزر، والقياس متعدد المحاور لا تتسامح مع البيانات غير الدقيقة أو المشغلين غير المدربين. لقد رأيت ميزات بمئات الآلاف من الدولارات يتم تجاوزها لأن أحدًا في أرضية الإنتاج لم يكن مرتاحًا لضبطها. كانت الآلة قادرة. المنظمة لم تكن كذلك.
الآن أنت تدفع علاوة مقابل قدرة لا تستطيع تنفيذها باستمرار.
إذا كان القيد الحقيقي لديك هو عمق مهارات المشغل أو البيانات غير المتسقة من المراحل السابقة، فإن دقة TRUMPF تصبح حديقة مسورة — جميلة، منظمة، ومكلفة للصيانة. السؤال ليس “هل هي الأفضل؟” بل “هل نضج عملياتك يمكنه تحقيق الربح منها في كل وردية؟”
ادخل إلى ورشة عمل عالية التنوع تعمل على فولاذ معتدل بسماكة من 12 إلى 3/16 بوصة في دفعات من 20 إلى 80 قطعة. المشغل يبدل الأدوات خمس، ست، ثماني مرات في اليوم. كل خطأ في الإعداد يكلف 15 دقيقة. افعل ذلك بشكل خاطئ أربع مرات وستحرق ساعة.
AMADA بنت سمعتها في هذا البيئة بالذات.
أنظمة الأدوات، قواعد بيانات المواد، ومكتبات الثني لديهم مصممة لإعدادات قابلة للتكرار عبر عائلات أجزاء متغيرة. العائد ليس في عدد المحاور الغريب؛ بل في استقرار العملية. عندما يستدعي المشغل برنامجًا من قبل ستة أشهر وتأتي الزاوية ضمن المواصفات في القطعة الثانية، فذلك ليس حظًا. إنه تراكم هندسة تطبيقية.
لكن الاستقرار يأتي مع تكلفة وزمن.
أوقات التسليم يمكن أن تطول. حزم الأدوات ليست رخيصة. وآلاتهم، مثل TRUMPF، تفترض وجود مشغلين مدربين يفهمون ارتداد المواد، أنصاف أقطار الأدوات، ومنطق التسلسل. بدون هذه الكفاءة الأساسية، تتآكل الميزة بسرعة.
إليك المقايضة الصعبة: إذا كان 70% من إيراداتك يأتي من عمل متكرر عالي التنوع حيث وقت التغيير هو نقطة الاختناق، فإن اتساق عملية AMADA يمكن أن يرفع عدد القطع لكل ساعة عمل. إذا كانت وظائفك عبارة عن تشغيلات طويلة من 500 دعامة متطابقة، فقد يبقى هذا التعقيد بلا استخدام بينما تدفع الفاتورة.
هل أنت فعلاً ورشة عالية التنوع — أم أنك فقط تحب أن تقول لنفسك ذلك؟
تخيل الآن مكبس ثني Bystronic بقدرة 150 طن مقترن بخلايا روبوتية، يعمل على حاويات من الفولاذ المقاوم للصدأ بسماكة 14 مقياس طوال الليل. المشغل يحمّل الصفائح في الساعة 4 مساءً. الخلية تثني حتى الساعة 2 صباحًا بدون إشراف.
هنا تتألق Bystronic: أتمتة سهلة الوصول.
واجهة المستخدم لديهم عادة أكثر تسامحًا. الدعم الفني لديهم سمعة بالاستجابة السريعة. بالنسبة للورش التي تدخل مجال الروبوتات دون شهادة دكتوراه في التحكم، هذا مهم. إذا كان توفر العمالة — وليس الدقة الميكروية — هو عنق الزجاجة لديك، فإن القدرة على الأتمتة بسلاسة هي لعب مباشر على الإنتاجية.
لكن هنا القيد الذي لا يذكره أي كتيب: سقف القدرة.
Bystronic تتفوق في مكابس الثني الصغيرة إلى المتوسطة. عندما تبدأ بالحديث عن 300 طن فأكثر للصفائح السميكة أو المكونات الهيكلية الثقيلة، تصبح قصة التكامل الروبوتي أضعف. الأتمتة على صفائح بسماكة 1/2 بوصة ليست نفس الشيء مثل الفولاذ المقاوم للصدأ بسماكة 14 مقياس. الحمولة، قوة القبضة، انحناء القطعة — كلها مشاكل أصعب.
إذن إذا كنت تقوم في الأساس بثني الفولاذ الكربوني الثقيل حيث تهيمن القوة الغاشمة وصلابة الإطار على استقرار الدورة، فقد لا يترجم الاستثمار الإضافي في الأتمتة إلى مكاسب حقيقية. قد تحتاج إلى القوة الهيكلية أكثر من الأناقة الروبوتية.
هذا هو الموضوع المتكرر.
تبيع TRUMPF عمق التكامل. تبيع AMADA التحكم في العمليات عالية التنوع. تبيع Bystronic إنتاجية أتمتة سهلة الاستخدام. ولا أي من هذه الأمور يحل تلقائيًا قيودك.
إذا كان عنق الزجاجة لديك هو تشوه اللحام، أو تدفق المواد، أو عملية تسعير عمرها 20 عامًا، فلن يغير أي شعار على الكباس ذلك.
ومتى ما قبلت أن حتى الفئة المميزة متخصصة، يتغير الحوار مرة أخرى: ماذا يحدث عندما لا يكون عملك متعلقًا بصقل البرمجيات أو تنسيق الروبوتات على الإطلاق—بل بالقدرة الخام، وصلابة الإطار، وتحمل صفيحة بسماكة نصف بوصة طوال اليوم دون تردد؟
مكبح هيدروليكي بقوة 1,200 طن وطول 20 قدمًا يثني صفيحة A36 بسماكة بوصة واحدة لا يفشل بشكل درامي. بل ينحرف تدريجيًا.
أول عشرة أجزاء تحقق الزاوية المطلوبة. بحلول الجزء الخامس والعشرين، تبدأ بمطاردة نصف درجة. بحلول الجزء الأربعين، يبدأ المشغل بإجراء تصحيحات كل بضع دورات لأن الإطار قد سخن، والزيت قد ترقق، والسرير قد انحرف بما يكفي لفتح المركز.
هذه ليست مشكلة برمجية. هذه فيزياء عند أكثر من 1,000 طن.
بمجرد أن تتجاوز تقريبًا 600 إلى 800 طن على أسرة طويلة، يتوقف الانحراف المرن في الإطار والكباس عن كونه نظريًا. عند 1,000 طن عبر 20 قدمًا، حتى بضعة آلاف من البوصة من الانحراف العمودي في خط المركز تترجم إلى تباين ملحوظ في الزاوية، خاصة على الصفائح السميكة ذات أنصاف الأقطار الداخلية الضيقة. عندما يكون تسامح اللحام لديك ±1 درجة، يمكنك إخفاؤه. وعندما يكون ±0.5 درجة، فأنت تقوم بفرز الأجزاء.
إذن يتحول السؤال: من الذي يبني فعليًا لتحمل هذا النوع من الإجهاد؟
ابدأ بالتصميم.
بنت Prima Power سمعتها على الأنظمة المؤازرة الكهربائية ذات التصاميم على شكل O وإضافة التاج CNC. تمنح المحركات الكهربائية استقرارًا على مدى الحرارة والزمن—لا يوجد زيت هيدروليكي يسخن طوال اليوم، ولا مضخة تعمل باستمرار. في السماكات الخفيفة، يترجم ذلك إلى مكاسب ملحوظة في زمن الدورة وثبات الزاوية.
لكن المنصات المؤازرة الكهربائية محدودة بطبيعتها في أقصى حمولة مقارنة بالأنظمة الهيدروليكية الكاملة. لا ترى الكثير من مكابح كهربائية بقوة 1,500 طن لسبب وجيه. عندما تقوم بالثني الهوائي للفولاذ المقاوم للصدأ بسماكة 3/8 بوصة طوال اليوم، يكون الكهربائي منطقيًا. أما عند الضغط على صفيحة كربونية بسماكة 3/4 بوصة، فأنت في مجال الهيدروليك.
من ناحية أخرى، تميل LVD إلى المنصات الهيدروليكية الثقيلة وأنظمة قياس الزاوية في الوقت الفعلي. تقرأ أنظمة التحكم بالليزر لديهم زاوية الثني الفعلية أثناء التشكيل وتضبط عمق الكباس تلقائيًا. على الصفائح السميكة حيث يمكن أن يؤدي تغير المادة إلى اختلاف في الارتداد المرن من جزء لآخر، تكون حلقة التغذية الراجعة هذه أكثر أهمية من شاشة لمس أجمل.
إليك المقايضة بالأرقام البسيطة:
إذا كان قيدك هو تكلفة الطاقة لكل وردية، فقد يكون أكبر مكبس هيدروليكي في الكتالوج هو أغلى خطأ ترتكبه.
إذا كان قيدك هو تشكيل لوح بسُمك 1 بوصة دون التواء الإطار، فلن تنقذك الأناقة الكهربائية.
وهذا يقودنا إلى العتبة غير المريحة التي تتجاهلها معظم الكتيبات.
| الفئة | بريما باور | إل في دي |
|---|---|---|
| البنية الأساسية | أنظمة سيرفو كهربائية بتصميم إطار على شكل O وتاج CNC | منصات هيدروليكية ثقيلة بإنشاء إطار قوي |
| تقنية الدفع | محركات كهربائية؛ لا يوجد تسخين لزيت هيدروليكي أو تشغيل مستمر للمضخة | أنظمة هيدروليكية مع تشغيل مستمر للمضخة |
| الاستقرار الحراري | استقرار عالي على مدى درجة الحرارة والزمن | يعتمد على إدارة النظام الهيدروليكي |
| الأداء في المقاييس الخفيفة | أوقات دورة أسرع واتساق قوي في الزوايا | قادر، لكنه مُحسَّن أكثر للتطبيقات الثقيلة |
| قدرة الذروة على التحمل | سقف عملي للقدرة؛ توفر محدود فوق 1,000 طن | متاح في تكوينات تتجاوز 1,000 طن |
| أداء الألواح السميكة | أقل ملاءمة لعمليات الضغط على الصفائح السميكة (مثل صفيحة كربون بسماكة 3/4 بوصة) | مصمم لتشكيل الصفائح الثقيلة، بما في ذلك المواد بسماكة 1 بوصة |
| التحكم في الزاوية | تاج CNC لضمان الاتساق | قياس زاوية بالليزر في الوقت الفعلي مع ضبط عمق المكبس تلقائيًا |
| استهلاك الطاقة | تكلفة تشغيل أقل؛ موفر للطاقة | تكلفة طاقة أعلى؛ تشغيل المضخة بشكل مستمر قد يكلف عشرات الآلاف سنويًا |
| حالة الاستخدام المثالية | ثني الهواء للمواد الأرق (مثل الفولاذ المقاوم للصدأ بسماكة 3/8 بوصة) مع التركيز على السرعة والكفاءة | الضغط وتشكيل الصفائح السميكة ذات متطلبات القوة العالية |
| القيد الأساسي المناسب | أفضل عندما تكون تكلفة الطاقة لكل وردية أمرًا حاسمًا | أفضل عندما تكون قدرة التشكيل وصلابة الإطار أمرًا حاسمًا |
تخيل مكبح ضغط بقوة 400 طن ممتد إلى 14 قدمًا، يتم تشغيله بانتظام بالقرب من الحد الأقصى على صفيحة بسماكة 1/2 بوصة.
على الورق، يمكنه القيام بالمهمة. في الواقع، أنت تعمل عند 85–95% من القوة المقررة في كل دورة. هذا يعني إجهادًا أعلى في الإطارات الجانبية، انحناء أكثر وضوحًا في السرير، وتآكلًا متسارعًا في أدلة الحركة والمحامل. مع مرور الوقت، لا تفقد فقط اتساق الزوايا — بل تفقد التوازي.
فقدان التوازي يظهر عندما ينحرف أحد طرفي قطعة بطول 10 أقدام بمقدار 0.25 درجة عن الطرف الآخر. يقوم اللحامون بالتعويض. يقوم المجهزون بالسنفرة. ينخفض الإنتاج في الأقسام التي لم توافق على شراء المكبح.
هذا هو الوقت الذي يصبح فيه الإطار القياسي عبئًا.
منصات التصنيع الثقيلة التي تزيد قوتها عن 1000 طن ليست مجرد “أكبر”. فهي تستخدم صفائح جانبية أكثر سماكة، وأعضاء عرضية معززة، وأنظمة توجيه مكبس أكثر قوة للتحكم في الالتواء تحت الأحمال غير المتماثلة. هذه الكتلة الهيكلية تكلف أكثر مقدمًا، لكنها أيضًا تبقي الانحناء متوقعًا، مما يجعل أنظمة التاج فعالة بدلًا من أن تكون مستهلكة بالكامل في كل دورة.
دفع إطار متوسط المدى إلى مهام هيكلية ثقيلة سيجعلك تنفق المدخرات على إعادة العمل والصيانة.
اشترِ وحشًا بوزن 1,500 طن عندما يكون 90% من عملك أقل من 3/8 بوصة، وستنفق الفرق على السعة غير المستغلة والكهرباء.
لا يوجد بطل هنا. فقط محاذاة.
لكن حتى أثقل الهيكل يكون أعمى بدون تعويض.
عند 1,200 طن على مدى 20 قدمًا، سيتقوس السرير. السؤال الوحيد هو ما إذا كنت تتحكم فيه.
أنظمة التاج—أوتاد ميكانيكية أو أسطوانات هيدروليكية مدمجة في السرير—تقدم انحناءً معاكسًا مضبوطًا. اضبطه بشكل صحيح، ويرتفع الوسط بالقدر الكافي تحت الحمل لإنتاج زاوية موحدة عبر الطول الكامل.
الأنظمة الأساسية يتم ضبطها يدويًا بناءً على مخططات الحمولة. التاج CNC المتقدم يتكيف ديناميكيًا حسب البرنامج. على الصفائح السميكة ذات البنية الحبوبية المتغيرة أو القشرة غير المتسقة من المصنع، يظهر هذا الفرق في دقة القطعة الأولى.
الآن أضف قياس الزاوية في الوقت الفعلي، مثل أنظمة الليزر من LVD. بدلًا من الاعتماد فقط على منحنيات الانحناء المتوقعة، يقيس المكبح زاوية الانحناء الفعلية ويصحح أثناء الدورة. هذا ليس ترويجًا تسويقيًا. هذا منع للهدر عندما تقوم بثني صفائح سبائك معدنية $800.
لكن إليك الحقيقة المالية: التاج المخصص، الهياكل الثقيلة، وردود فعل الزاوية تضيف تكلفة بسرعة.
في عمليات الإنتاج عالية الحجم ومتعددة الورديات حيث تكلف فترة التوقف $5,000 في الساعة، يمكن أن يبرر هذا الدعم كل دولار إضافي. في ورشة هيكلية تعمل ورديتين وتنتج دفعات قصيرة من الأجزاء الثقيلة مرتين في الأسبوع، قد لا يكون ذلك مبررًا.
وهنا ينهار أسطورة “الثلاثة الكبار” في التصنيع الثقيل. الفائزون في مجال القوة الغاشمة ليسوا العلامات التجارية ذات التكامل الأكثر بهرجة أو واجهة المستخدم الأكثر سهولة. إنهم أولئك الذين تتطابق كتلة هيكلهم وأنظمة التوجيه وبنية التاج مع أقصى حمل يومي لديك—وليس عملك العرضي من قبل ثلاث سنوات.
معظم الورش لا تعمل باستمرار فوق 1,000 طن.
إنهم يعملون في الوسط الواسع—90% من الأجزاء أقل من 1/2 بوصة، عمل ثقيل عرضي، وضغط دائم على العمالة ووقت الإعداد.
لذا قبل أن تحدد آلة مصممة للبقاء في حوض بناء السفن، من الأفضل أن تسأل: هل أنت فعلاً تثني صفائح تبرر ذلك، أم أنك تشتري قوة حصانية لمسار تسليم؟
مكبح سيرفو كهربائي بقدرة 230 طن وطول 10 أقدام يثني فولاذ معتدل بسماكة 3/8 بوصة بمعدل 12 قطعة في الساعة لا يثير العناوين. إنه فقط يعمل. سعر الشراء: حوالي $220,000 مع مقياس خلفي بستة محاور وتاج CNC. ضعها بجانب آلة هيدروليكية رائدة بسعر $480,000 بقدرة 320 طن مع قياس زاوية مدمج ونفس المقياس الخلفي بستة محاور. في 90% من العمل النموذجي لورش العمل—مواد من 10 إلى 3/8 بوصة، ثني هوائي، دفعات أقل من 200 قطعة—يتم قياس فرق وقت الدورة بالثواني، وليس بالدقائق. اتساق الزاوية؟ كلاهما يحافظ بسهولة على تكرارية 0004 بوصة عند المكبس.
إذن إذا كانت معظم الورش لا تعمل باستمرار فوق 1,000 طن، فما التكوين الذي يوازن فعليًا بين السعة والتكلفة والمرونة؟
ابدأ بهذا: من 175 إلى 250 طن، من 8 إلى 12 قدمًا، مقياس خلفي بخمس أو ستة محاور، تاج CNC، وإما هيدروليك حديث بمضخة ذات سرعة متغيرة أو محرك سيرفو كهربائي. هذا النطاق يغطي الوسط الواسع—حاملات، أغطية، مكونات هيكلية أقل من 1/2 بوصة—بدون حمل كتلة هيكل ومضخة لا تستخدمها غالبًا. الفرق في رأس المال بين ذلك ومنصة “تفعل كل شيء” من الدرجة العليا يتراوح عادة بين $150,000 إلى $300,000.
هذا الفرق يجب أن يبرر نفسه.
إذا لم تزيد الآلة الرائدة عدد القطع في الساعة، أو تقلل الهدر، أو تخفض عدد العمال في مزيجك الفعلي، فهي ليست متميزة—إنها زائدة عن الحاجة. شراء آلة بقدرة 320 طن لعمل يبلغ ذروته عند 180 طن يشبه تحديد سيارة سباق لمسار تسليم. القوة الحصانية لا تحل مشكلة المرور.
أي منصات السوق المتوسطة تقدم فعلياً تلك القدرة 90% دون إدخال تكاليف خفية؟
تخيل كباس سيرفو كهربائي مدفوع بواسطة برغيَي كرات مزدوجين بدلاً من الأسطوانات الهيدروليكية. لا خزان زيت. لا مضخة تعمل باستمرار. قوة كاملة متاحة عبر مسار الضربة. في آلة من فئة 200 طن، تكون سرعات الاقتراب والعودة عادة أسرع لأنك لا تنتظر منحنيات الضغط الهيدروليكي. في ثني الهواء للقياسات الخفيفة إلى المتوسطة، يترجم ذلك إلى مكاسب ملموسة في زمن الدورة على مدار وردية كاملة.
الطاقة هي المكان الذي تصبح فيه الحسابات مملة — ومقنعة. النظام الهيدروليكي التقليدي ذو المضخة التي تعمل باستمرار يمكن أن يسحب طاقة كبيرة حتى في وضع الخمول. السيرفو الكهربائي يستهلك أقل بكثير لأنه يسحب الطاقة فقط أثناء الحركة. على مدار ورديتين، خمسة أيام في الأسبوع، يمكن أن يصل الفرق السنوي في التشغيل إلى خمسة أرقام اعتماداً على الأسعار المحلية ودورة العمل. هذا ليس كلام كتيبات. هذه فواتير الكهرباء.
لكن الفيزياء لا تهتم بسرديات التسويق. لن ترى العديد من آلات السيرفو الكهربائية بسعة 600 أو 1000 طن لسبب وجيه. البراغي الكروية والمحركات الكهربائية تتوسع بشكل سيء عند السعات القصوى؛ كتلة الإطار والتكلفة تتصاعد بسرعة. إذا كان القيد الحقيقي لديك هو تشكيل صفائح بسماكة 3/4 بوصة يومياً، فلن تنقذك أناقة الكهرباء.
حيث تتألق السيرفو الكهربائية هو في الاستقرار الحراري والتحكم. لا زيت يسخن على مدار ثماني ساعات. لا تغييرات في اللزوجة. يظهر هذا الاستقرار في زوايا ثني ثابتة من أول قطعة إلى آخر قطعة دون مطاردة تصحيحات العمق. بالنسبة للورش ذات الإنتاج المتنوع التي تعمل على سماكة 14 في الصباح و1/4 بوصة في المساء، فإن هذا الثبات يقلل من تكرارات الإعداد.
إذن نعم، يمكن للكهربائيات المنافسة — مع عمالقة الهيدروليك في فئة 200 طن. بعد ذلك، تصبح المقايضة قاسية.
لكن ماذا لو لم تكن مستعداً للمراهنة على البنية الكهربائية على الإطلاق؟
ادخل إلى ورشة في الغرب الأوسط تدير مكبح هيدروليكي مستورد بسعة 250 طن يعمل منذ سبع سنوات. المضخة الأصلية. الأسطوانات الأصلية. تم استبدال مجموعتي أختام. هذا لم يعد حالة شاذة.
علامات السوق المتوسطة المستوردة — دورما مثال بارز — أغلقت فجوة الموثوقية التي لا يزال معظم المشترين يفترضون وجودها. إطارات ملحومة، أنظمة توجيه جيدة، تحكم CNC سهل الاستخدام. لا، المسبوكات ليست مبنية بشكل مفرط مثل علم أوروبي بسعة 1000 طن. لكن في فئة 200 إلى 300 طن، لا تحتاج أن تكون كذلك.
إليك المقارنة الصعبة: $260,000 لمكبح هيدروليكي مستورد بسعة 250 طن مجهز جيداً مع مقياس خلفي بـ 6 محاور وتاج CNC مقابل $450,000+ لمكافئ من الفئة العليا مع تكامل برمجي أعمق وبنية تحكم خاصة. في الورش ذات الآلة الواحدة أو بيئات الأتمتة الخفيفة، كلاهما يحقق نفس عدد القطع في الساعة على المكونات المثنية بالهواء.
حيث تتقدم الفئة العليا هو في النظام البيئي — واجهات الروبوت، المراقبة المركزية، ردود الفعل المتقدمة للزاوية. في عمليات الإنتاج عالية الحجم ومتعددة الورديات حيث يكلف التوقف $5,000 في الساعة، يمكن أن يبرر هذا الدعم كل دولار إضافي. إذا قلص نظام التشخيص الخاص متوسط وقت الإصلاح بمقدار ساعتين لكل حادثة، فهذا مال حقيقي.
لكن معظم المصانع التي تضم 20 إلى 50 موظفاً لا تدير خلايا روبوتية تعمل دون توقف. إنهم يديرون مشغلين مهرة وأحجام دفعات معتدلة. بالنسبة لهم، السؤال ليس تكامل إنترنت الأشياء العالمي. بل هو ما إذا كان الكباس ينزل بشكل مستقيم ويكرر غداً.
الحقيقة غير المريحة؟ في نطاق السعات المتوسطة، غالباً ما تقدم الهيدروليك المستوردة 90% من الأداء الهيكلي مقابل 60% من تكلفة رأس المال.
فما الذي يختبئ في الـ 10% المفقودة؟
ابدأ بالتحكم.
يستثمر المصنعون من الفئة العليا بكثافة في أنظمة CNC الخاصة بهم — البرمجة غير المتصلة، المحاكاة، تكامل تحميل الأدوات التلقائي، قياس الزاوية المرتبط مباشرة بخوارزميات التصحيح. هذا مهم عندما تسعى إلى ورديات غير مراقبة أو دقة أقل من ±0.5 درجة عبر دفعات مواد متغيرة.
يمكن لآلات السوق المتوسطة الحفاظ على حدود ضيقة في الظروف المستقرة. لكن عندما تدفع نحو الانحناءات المعقدة على مراحل، سبائك ذات ارتداد متغير، أو تكامل روبوتي، تصبح عمق البرمجيات هو الإنتاجية. وحدة تحكم تقلل الإعداد من 20 دقيقة إلى 8 عبر 10 إعدادات يومياً توفر أكثر من مجرد حقوق التفاخر.
أنت أيضًا تتنازل عن بعض هامش الهيكل. الإطارات الأوروبية الثقيلة غالبًا ما تكون أكثر سمكًا، مع إرشاد رام أكثر دقة تحت التحميل غير المتماثل. إذا كنت تقوم بتحميل جزء بطول 10 أقدام بشكل غير مركزي مع 70% من الحمولة على جانب واحد بشكل روتيني، فإن الكتلة الإضافية تحافظ على التوازي بمرور الوقت. قد يتمكن إطار أخف في السوق المتوسط من القيام بذلك—ولكن أقرب إلى سقف إجهاده.
ثم هناك إعادة البيع وعمق شبكة الخدمة. العلامات التجارية من المستوى الأعلى عادةً ما تحتفظ بقيمتها بشكل أفضل وتقدم مسارات تدريب أكثر تنظيمًا. هذا لا يظهر في جدول عائد الاستثمار للسنة الأولى. يظهر عندما تقوم بالتبديل في السنة العاشرة.
لذا فإن المقايضة واضحة:
أنفق $450,000 إلى $500,000 للحصول على برامج أعمق، وإطارات أثقل، وهندسة جاهزة للتكامل—أو أنفق $220,000 إلى $300,000 على آلة تحقق وقت التكت الخاص بك، وتحافظ على تكرارية 0004 بوصة في الانحناء الهوائي، وتحرر $200,000 للأتمتة أو الأدوات أو عامل ثانٍ.
إذا كان عنق الزجاجة لديك هو الحمولة القصوى، أو الخلايا المستقلة، أو السبائك الغريبة، فإن الحمض النووي الهندسي للمستوى الأعلى يحل مشكلة حقيقية.
إذا كان عنق الزجاجة لديك هو كفاءة رأس المال، أو الإنتاج المعتدل المختلط، أو الإنتاج الذي يقوده المشغل، فإن نقطة السوق المتوسطة ليست تنازلاً.
إنها توافق.
وبمجرد أن تقبل أن الحديد الخام ليس هو القيد لمعظم الورش، فإن السؤال التالي لا يتعلق بكتلة الإطار على الإطلاق—بل يتعلق بالعقول التي تدير الآلة.
مكبح هيدروليكي بقدرة 250 طن موضوع على قاعدة مستوية سيقوم بـ 12 إلى 14 انحناء في الساعة في مهمة صندوق معتدلة طوال اليوم. لقد شاهدت آلة رائدة بسعر $480,000 مع تغذية راجعة للزاوية وواجهة روبوتية تنتج... 12 إلى 14 انحناء في الساعة في نفس المهمة. كانت سرعة الرام موجودة. كانت الحمولة موجودة. الفرق ظهر قبل الضربة الأولى—أربعون دقيقة من البرمجة، واختيار الأدوات، والانحناءات التجريبية على آلة مقابل ثماني دقائق وضربتين على الأخرى.
هذا ليس الحديد. هذا هو البرنامج.
إذا لم تكن كتلة الإطار الخام وتكرارية 0004 بوصة هي قيدك، فإن وحدة التحكم إما تقلص وقت الإعداد—أو تفرض ضريبة خفية على كل مهمة تقوم بها. في أرضيات الإنتاج عالية التنوع، يستهلك الإعداد عادةً 20–40% من وقت المغزل المتاح. تقليل عشر دقائق من خمسة إعدادات يوميًا يعني أنك أنشأت ما يقرب من ساعة إنتاج دون لمس الحمولة. اضرب ذلك في 250 يومًا وستستعيد أسابيع من القدرة من شاشة، وليس من أسطوانة.
إذن السؤال ليس ما إذا كانت “الثلاثة الكبار” يصنعون حديدًا جيدًا. إنهم يفعلون. السؤال هو ما إذا كان نظامهم الخاص يقلص عنق الزجاجة الحقيقي لديك—أو يضيف فقط تكلفة إلى آلة كانت بالفعل سريعة بما يكفي.
تخيل مبرمجًا يبني صندوقًا بـ 12 انحناءً خارج الخط. المادة: A36 بسمك 14 مقياس. نصف قطر داخلي: 0.062 بوصة. يقوم بتعيين الأدوات من مكتبة رقمية، ويجري كشف التصادم، ويولد تسلسل الانحناء قبل أن يقوم المشغل بتثبيت أي لكمة. الوعد بسيط: تحميل الأدوات، تحميل البرنامج، الضغط على الدواسة—الجزء الأول، الجزء الجيد.
الآن شاهد ما يحدث عندما لا تتطابق مكتبة الأدوات الرقمية مع الرف الفعلي بفارق 0.010 بوصة في ارتفاع اللكمة، أو عندما تم ضبط قاعدة بيانات خصم الانحناء لفائف أوروبية وأنت تستخدم محلية مع ارتداد مختلف. الضربة الأولى تنحرف بمقدار 1.5 درجة. الضربة الثانية تصحح. الانحناء الثالث يصطدم لأن نمو الحافة لم يتم نمذجته بشكل صحيح. هناك يذهب حلمك “غير المتصل”.
الآلية واضحة: البرمجة الدقيقة غير المتصلة تتطلب ثلاثة أشياء—بيانات مواد مُثبتة، هندسة أدوات مُعايرة، ووحدة تحكم تغلق الحلقة بين المحاكاة والموقع الفعلي للرام. يستثمر الموردون من المستوى الأعلى بكثافة هنا. بعضهم يربط قياس الزاوية مباشرة بخوارزميات التصحيح التلقائي، بحيث تتعلم وحدة التحكم من الانحناء الأول وتحدث التسلسل. هذا هو الحمض النووي الهندسي الحقيقي.
لكن هنا المقايضة. إذا كانت ورشتك تقوم بـ 60% من الوظائف المتكررة في دفعات من 100+، فإن وقت البرمجة يتوزع بسرعة. قد تكلف وحدة تحكم في السوق المتوسط مع محاكاة ثلاثية الأبعاد قوية وتصحيح يدوي أقل بمقدار $180,000 مقدمًا ولا تزال تحقق وقت التكت. إذا كنت بالفعل عالي التنوع—عشر إعدادات في الوردية، تشغيلات قصيرة من 5–20 جزء—فإن نظامًا ينتج باستمرار الجزء الأول الجيد في غضون ضربتين يمكن أن يستعيد ساعات في الأسبوع. العائد على الاستثمار ينقلب حسب التنوع، وليس الشعار.
وإذا لم يتمكن المبرمجون لديك من إنشاء تسلسل انحناء مثبت خارج الخط وتحقيق الجزء الأول الجيد في غضون ضربتين، فإن وحدة التحكم هي عنق الزجاجة لديك—بغض النظر عن الشارة المثبتة على الإطار.
إذن، إلى أي مدى ستكون مقيدًا بمجرد أن تختار ذلك العقل؟
لقد رأيت ورشة تحاول دمج روبوت طرف ثالث مع وحدة تحكم أوروبية مغلقة. الجانب الميكانيكي كان سهلاً—تركيب القاعدة، توصيل أسلاك السلامة، إعداد القبضات. الجدار الذي اصطدموا به كان البرمجيات. بروتوكول اتصال ملكي. وصول محدود إلى واجهة برمجة التطبيقات. كان يجب أن تتم عملية الدمج عبر الحزمة المعتمدة من الشركة المصنعة الأصلية بتكلفة تصل إلى ستة أرقام.
هذا ليس نقاء هندسي. هذا حاجز رسوم عبور.
غالبًا ما تقدم النظم المغلقة تكاملًا داخليًا أكثر إحكامًا—الروبوت، مبدل الأدوات، قياس الزوايا كلها تتحدث نفس اللغة. في عمليات الإنتاج عالية الحجم ومتعددة الورديات حيث تكلف فترة التوقف $5,000 في الساعة، يمكن أن يبرر هذا الدعم كل دولار إضافي. مكالمة خدمة واحدة، تشخيص عن بُعد، قطع غيار يتم إرسالها بين عشية وضحاها من مركز موحد—هذا التماسك يحمي الإنتاجية.
لكن ماذا لو كانت خطة نموك تتضمن تجميع الأتمتة على مدى خمس سنوات—روبوتات تعاونية أولاً، ثم مناولة المواد، ثم دمج نظام MES؟ وحدات التحكم ذات الهندسة المفتوحة، الشائعة في الأسواق الآسيوية الأسرع نموًا، تسمح ببروتوكولات الاتصال الصناعي القياسية وروابط برمجيات الطرف الثالث. يمكن أن يعني هذا المرونة دمج روبوت تعاوني بقيمة $60,000 بدلاً من خلية روبوتية تحمل علامة تجارية بقيمة $250,000.
المقايضة واضحة: الأنظمة المغلقة تقلل من مخاطر الدمج اليوم لكنها قد تفرض رسومًا على كل توسع مستقبلي؛ الأنظمة المفتوحة تتطلب كفاءة تقنية داخلية أكبر لكنها تحافظ على مرونة رأس المال. إذا كان القيد الحقيقي لديك هو تنظيم المواد، تدريب المشغلين، أو تشوه اللحام، فإن إنفاق المال في حديقة مسورة لن يحل المشكلة.
إذن حتى لو كان بإمكان وحدة التحكم التحدث إلى العالم الخارجي، من الذي يديرها فعلاً؟
مشغل مكبح يبلغ من العمر 58 عامًا ولديه 30 سنة خبرة يمكنه ضبط آلة هيدروليكية بوحدة تحكم ثنائية الأبعاد أساسية وتحقيق المواصفات بالإحساس. يقرأ الارتداد مثل الطقس. الآن استبدله بموظف يبلغ من العمر 26 عامًا عمل على الليزر لكنه لم يثني لوحًا بسماكة ربع بوصة من قبل.
على وحدة تحكم مبسطة، يظهر منحنى التعلم هذا في شكل خردة ووقت إشراف. على واجهة رسومية ثلاثية الأبعاد حديثة مع تسلسل الثني، تنبيهات التداخل، وتوضيح ترتيب الأدوات، يصبح نفس المشغل منتجًا بشكل أسرع. تصبح البرمجيات عجلة تدريب لا تُزال أبدًا.
هنا يختلف الحمض النووي للعلامة التجارية بشكل حاد. بعض وحدات التحكم ذات المستوى العالي عميقة لكنها معقدة—قوية للمبرمجين المتمرسين، مخيفة للموظفين الجدد. أخرى تستثمر بكثافة في سير العمل الموجه، والمحاكاة البصرية، والمساعدة المدمجة التي تقلل الاعتماد على المعرفة المتوارثة. الواردات من السوق المتوسط تحسنت بشكل كبير هنا، لكن تجربة المستخدم لا تزال تختلف بشكل كبير.
الآلية قابلة للقياس: عدد أقل من الثنيات التجريبية، عدد أقل من الاصطدامات، خردة أقل. إذا منع التحكم الموجه حادث أدوات كبير واحد في السنة، فقد تجنبت عشرات الآلاف من الخسائر في الأضرار وفترات التوقف. إذا قلل فترة التدريب من ستة أشهر إلى ثلاثة، فقد ضاعفت فعليًا سرعة الإنتاجية لكل مشغل جديد.
لكن إذا كان 52% من عملك هو ثني خطي عالي الحجم على مواد متوقعة، فقد يتفوق جهاز هيدروليكي بسيط مع مشغل كفء على وحدة CNC غنية بالميزات من حيث تكلفة القطعة. التحكمات المتقدمة لا تخلق إنتاجية عندما يكون التباين منخفضًا والجولات طويلة.
إليك الحقيقة غير المثيرة: برمجيات وحدة التحكم تؤثر على العائد على الاستثمار بالضبط بقدر ما تكون عملياتك مقيدة بتكرار الإعداد، طموح الأتمتة، وتفاوت المشغلين. تجاهل ذلك، وستشتري سيارة سباق لمسار توصيل—قوة حصانية مثيرة للإعجاب، لكن عنق الزجاجة خاطئ.
وهذا يعني أن الخطوة التالية ليست مقارنة الكتيبات. بل هي رسم قيودك الفعلية مقابل الحمض النووي الهندسي لكل مصنع قبل توقيع أمر الشراء.
ورشة عملت معها أنفقت $480,000 على مكبح كهربائي بقدرة 220 طن مع تكرارية 0004 بوصة لثني أجزاء بدقة ±0.010. مشكلتهم الحقيقية؟ ثلاث إعدادات في الساعة ومبرمج دائم التأخر.
هذا هو الخطأ. شراء قدرة لا تهاجم القيد.
إذا أردت مقارنة البائعين بشكل منهجي، تبدأ بورقة واحدة وأربع صفوف: ملف الخليط، تحمل وقت التوقف، أفق الأتمتة، وعمق المهارة. عبر الأعلى، تسرد المرشحين. ثم تجبر انحياز كل علامة تجارية هندسيًا على أحد تلك الصفوف. إذا لم يخفف ميزة من أحد تلك القيود، تحصل على وزن صفر. ليس “جيد أن يكون”. صفر.
لأن كل مصنع لديه حمض نووي. بعضهم يبني أنظمة مغلقة متكاملة بعمق تتفوق عندما تشغل خلايا بدون إشراف. بعضهم يبني آلات هيدروليكية قوية تتحمل الإساءة وتنوع المواد الواسع. بعضهم يركز على إرشاد المشغل ودقة القطعة الأولى الجيدة في الجولات القصيرة. المصفوفة ليست عن من هو الأفضل. بل عن من يتوافق انحيازه مع عنق الزجاجة لديك.
وهذا يعني أن الحسابات تتغير اعتمادًا على النقطة التي ينقلب فيها العائد على الاستثمار فعليًا.
افترض وجود ورشتين افتراضيتين.
الورشة (أ) تشغل من 12 إلى 15 رقم جزء مختلف في كل وردية، بأحجام دفعات من 5 إلى 20، فولاذ معتدل من سماكة 14 إلى 3/8 بوصة. عشر إعدادات في الوردية. هنا، كل تجربة ثني إضافية تعني فقدان قدرة إنتاجية. وحدة تحكم تحقق باستمرار جودة القطعة الأولى في ضربتين بدلًا من خمس يمكن أن تستعيد 60–90 دقيقة يوميًا. على مدار عام، هذا يفوق فجوة سعر قدرها $120,000.
الورشة (ب) تشغل 3 أجزاء أساسية، دفعات من 500 فأكثر، صفائح بسماكة 1/4 بوصة طوال الأسبوع. إعداد مرة واحدة. تشغيل طوال اليوم. عنق الزجاجة لديهم هو تجهيز المواد وإزالة الحواف، وليس تصحيح الزوايا. مكبس هيدروليكي بقدرة 250 طن من مصنع متوسط السوق بتكلفة رأسمالية 60% سينتج نفس عدد القطع في الساعة بمجرد ضبطه. وحدة التحكم الفاخرة تصبح تأمينًا ضد التوقف.
هنا ينخدع معظم المشترين. يرون تكرارية بمقدار 0004 بوصة ويفترضون أنها تعني زيادة الإنتاجية. لكنها لا تفعل ذلك. التكرارية تتحول إلى مال فقط عندما يكون التباين وتكرار الإعداد مرتفعين بما يكفي لتحقيق الربح منه.
لذا اطرح سؤالًا مباشرًا: كم عدد الإعدادات في كل وردية، وكم يكلفك كل إعداد بالدقائق والهدر؟
عندما يتجاوز هذا الرقم حدًا معينًا—لنقل 8–10 إعدادات في الوردية—تنحني منحنى العائد على الاستثمار نحو وحدات التحكم عالية الجودة. أقل من ذلك، يتسطح بسرعة. هنا يحدث الانقلاب.
لكن حتى إذا كانت حسابات الإنتاج تفضل آلة فاخرة، فإن وقت التوقف يمكن أن يمحو ذلك في أسبوع.
لقد رأيت مكبسًا بقدرة 175 طن يتوقف عن العمل لمدة أربعة أيام انتظارًا لمحرك سيرفو خاص من الخارج. وفرت سعر الشراء تبخرت قبل أن تمر القطعة عبر الجمارك.
وقت التوقف له قيمة مالية. في عمليات الإنتاج عالية الحجم ومتعددة الورديات حيث يكلف التوقف $5,000 في الساعة، يمكن أن يبرر الدعم كل دولار إضافي. شبكة خدمة كثيفة، تشخيصات عن بُعد، قطع غيار مخزنة إقليميًا—هذه ليست نقاط تسويق، بل أدوات لتقليل المخاطر.
الآن اعكس الأمر.
إذا كنت تعمل وردية واحدة، 70% أعمال مخصصة، ومتوسط استخدام مكبسك 65%، فإن تأخير يومين مؤلم لكنه ليس كارثيًا. في هذه الحالة، دفع 30% كعلاوة مقابل دعم عالمي فاخر قد يعني الإفراط في التأمين على الأصل.
هذا هو التوازن الذي ترفض معظم الورش قياسه. يقارنون مواصفات الآلات لكن لا يقارنون التعرض للمخاطر. النظام المغلق مع تكامل مضمون ودعم مركزي يقلل من تقلبات التشغيل. المنصة المفتوحة منخفضة التكلفة تحافظ على رأس المال لكنها تزيد اعتمادك على الكفاءة التقنية الداخلية.
ماذا لو كان القيد الحقيقي لديك هو تجهيز المواد، تدريب المشغلين، أو تشوه اللحام؟ إذًا الانشغال بمن لديه أسرع فني ميداني بين الشركات المصنعة هو مجرد إعادة ترتيب الكراسي.
فكيف تستبعد الموردين الخطأ قبل أن تضيع أسابيع في العروض والسفر؟
هذا هو المرشح الذي أستخدمه قبل أي نقاش حول أمر شراء.
1. ما هو القيد الرئيسي لدينا خلال الـ 36 شهرًا القادمة؟ وقت الإعداد، الأتمتة بدون إشراف، سعة الحمولة، أم مهارة العمال؟ اختر واحدة. إذا لم يهاجم جوهر القصة الهندسية للمورد هذا القيد مباشرة، فهم خارج اللعبة.
2. كم عدد عمليات الإعداد لكل وردية، بشكل واقعي؟ أقل من خمسة يميل إلى كفاءة رأس المال والهيدروليك الأبسط. أكثر من عشرة يدفعك نحو المحاكاة المتقدمة، قياس الزوايا، وربما تغيير الأدوات تلقائيًا. لا توجد إجابات وسطية.
3. ما قيمة ساعة واحدة من التوقف بالنسبة لنا؟ إذا كانت أربعة أرقام، يمكنك النظر في مجموعة أوسع من الموردين. إذا كانت خمسة أرقام، فإن كثافة الخدمة ولوجستيات قطع الغيار تنتقل إلى الصف الأعلى في المصفوفة.
4. ما هو خارطة طريق الأتمتة لدينا؟ إذا كنت تخطط لإضافة روبوتات من طرف ثالث، أو روبوتات تعاونية، أو دمج MES خلال خمس سنوات، فإن انفتاح وحدة التحكم مهم. إذا كنت تريد خلية روبوتية جاهزة الآن بدون صداع التكامل الداخلي، فقد يكون نظام OEM المتكامل بإحكام هو الخيار المنطقي.
كل سؤال يفرض مقايضة: تكلفة رأس المال مقابل المرونة، مخاطر التكامل مقابل الاستقلالية، الدقة مقابل الإهلاك.
إليك الجزء غير الواضح.
المصنع “الصحيح” ليس هو الذي يملك أفضل صب للإطار، أو واجهة المستخدم الأكثر بريقًا، أو أكبر حصة سوقية عالمية. إنه الذي يهاجم تحيزه الهندسي قيدك مباشرة—والذي أنت مستعد لتجاهل نقاط قوته الأخرى.
شراء مكبس ثني يشبه شراء سيارة سباق لمسار توصيل. إذا كانت حركة المرور والحمولة هي قيودك، فإن القوة الحصانية وأوقات اللفات تستهلك الوقود فقط.
مصفوفة الشراء ليست تمرين جدول بيانات. إنها انضباط: يجب أن يكسب كل ميزة مكانها عن طريق تخفيف عنق زجاجة حقيقي.
استمر في ذلك، وسيتوقف مقارنة الموردين عن كونها مسابقة شعبية ويصبح ما كان يجب أن يكون دائمًا—قرار تخصيص رأس المال المرتبط بالإنتاجية.


















