

The last time I walked a floor in Ohio, a 230-ton, 10-foot European press brake sat humming like a cathedral organ. ±0.0004-inch repeatability. Laser angle measurement. The works.
Downstream, two welders were fighting a ±0.015-inch fit-up drift with a grinder.
That machine cost north of $400,000. The grinders cost $200. Guess which one was dictating throughput.
Most fabricators assume buying from the Big Three guarantees superior production. I’ve watched that assumption turn healthy balance sheets into 84-month payment plans.
A press brake is a capital allocation decision, not a status symbol. When you sign for a 320-ton, 8-axis flagship because “that’s what the big guys run,” you’re betting that your constraint is forming precision, axis flexibility, or software integration.
What if your real constraint is material staging, operator training, or weld distortion?
Emerging markets are growing their press brake fleets faster than the U.S.—China north of 7% annually, India close behind—largely without defaulting to the European trinity. That tells me something uncomfortable: when capital is tight, buyers get ruthless about ROI. Prestige fades fast when cash flow is on the line.
So the first question isn’t “Who leads the market?” It’s “What exactly is slowing my parts per hour?”

I’ve seen shops pay a premium for ±0.0004-inch repeatability while their customer print allows ±0.010. That’s 25 times tighter than the spec demands.
Precision only pays if someone is writing a check for it.
If your downstream weld process floats at ±0.015, or powder coat adds variability, that extra four decimal places don’t translate to higher invoice value. They translate to higher depreciation. You’re financing capability you physically cannot ship.
Now, there are shops where that micro-precision matters—medical enclosures, aerospace brackets, lights-out cells stacking tolerances across multiple bends. In those environments, an 8-axis backgauge and real-time angle correction protect margin every shift.
But if 80% of your work is 10-gauge mild steel brackets with forgiving assemblies, then buying that level of control is like running a race car on a delivery route. Horsepower isn’t your bottleneck. Traffic is.
So why do smart owners still make that bet?
I hear it every time: “It holds its value.”
Ten years ago, that argument had teeth. Mechanical platforms were differentiated by build quality and brand perception. A well-kept German machine carried a premium badge in the used market.
Today, value lives in control software, servo systems, energy efficiency, and service history. I’ve seen mid-market machines with modern controls and efficient pump systems move faster than older flagship models running outdated CNC versions. An 80% energy reduction from a smart hydraulic system can matter more to a buyer than the logo on the frame.
And as Asian manufacturers close the gap on controls and precision, the resale spread narrows. If a newer, lower-cost machine delivers 90% of the capability with current software, the badge premium compresses.
Resale value only saves you if someone still believes the mythology when you exit.
Are you sure they will?
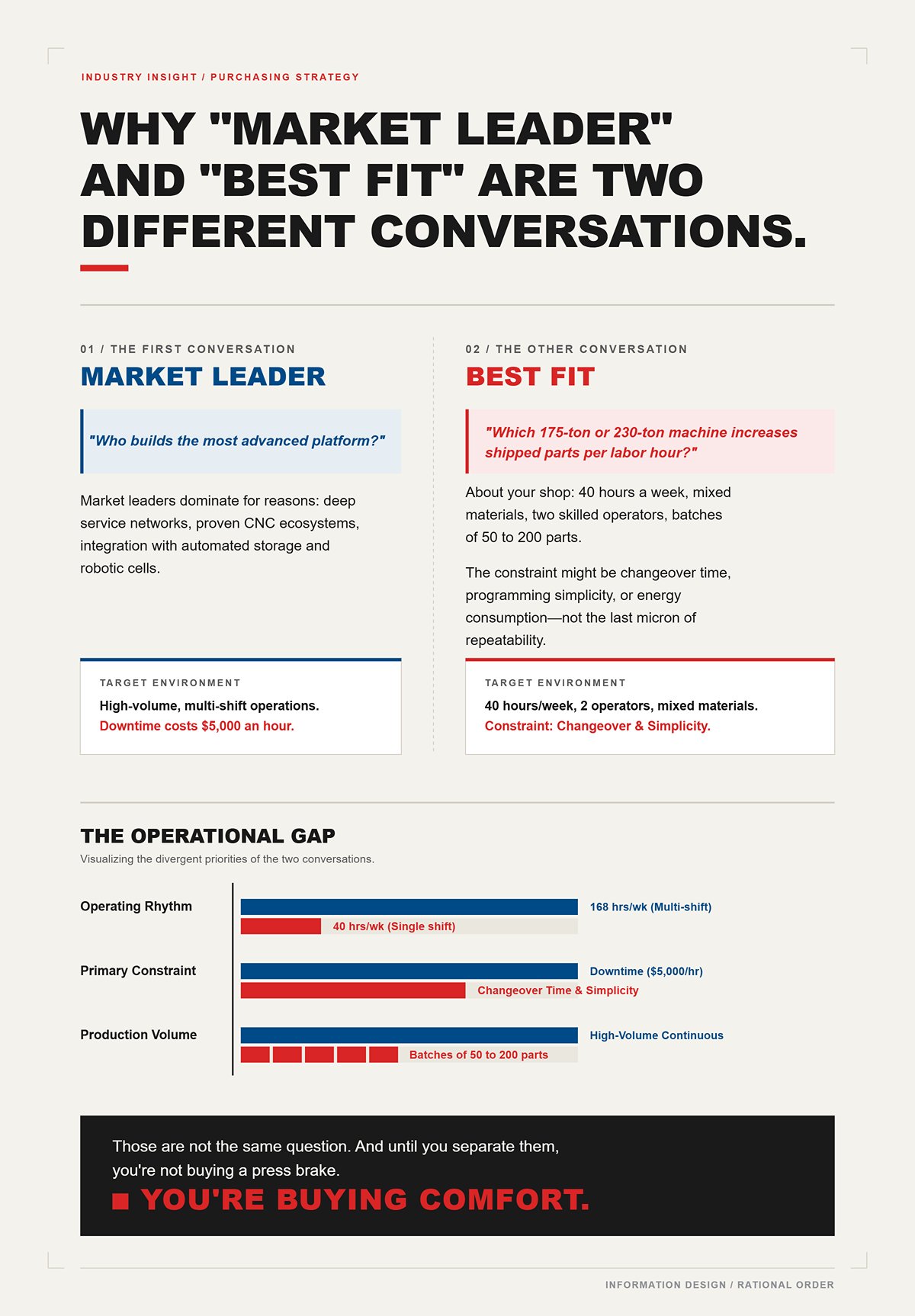
Market leaders dominate for reasons: deep service networks, proven CNC ecosystems, integration with automated storage and robotic cells. In high-volume, multi-shift operations where downtime costs $5,000 an hour, that support can justify every extra dollar.
That’s one conversation.
The other conversation is about your shop: 40 hours a week, mixed materials, two skilled operators, batches of 50 to 200 parts. In that environment, the constraint might be changeover time, programming simplicity, or energy consumption—not the last micron of repeatability.
“Market leader” answers the question, “Who builds the most advanced platform?”
“Best fit” answers, “Which 175-ton or 230-ton machine increases my shipped parts per labor hour without stranding capital?”
Those are not the same question.
And until you separate them, you’re not buying a press brake.
You’re buying comfort.
A few years back, I watched a shop sign for three different 175-ton, 10-foot brakes in a five-year window—one TRUMPF, one AMADA, one Bystronic. Same tonnage. Same basic capacity. Three completely different production outcomes.
The TRUMPF cut programming time in half because it talked cleanly to their laser and ERP. The AMADA stabilized bend angles on 40-part daily changeovers that used to chew up an hour in test hits. The Bystronic paired with a robot and ran unattended on second shift.
Same category. Different DNA.
That’s the part most buyers miss. They assume “Big Three” means universally superior forming. It doesn’t. It means three manufacturers solving three different bottlenecks extremely well. If your constraint matches their engineering bias, you win. If it doesn’t, you finance someone else’s strength.
So where do they actually diverge?
Picture a TruBend 230-ton with 8-axis backgauge, automatic angle measurement, and offline programming tied directly into the shop’s laser cutting database. The programmer nests a part, exports it, and the bend sequence shows up at the brake with tooling suggestions already defined.
That’s not just a press brake. That’s an ecosystem.
TRUMPF’s edge isn’t just ±0.0004-inch repeatability. It’s control architecture. Their software stack links cutting, bending, and sometimes even storage. In a shop pushing 200–300 unique SKUs a week, that integration cuts engineering hours and prevents revision chaos. When downtime costs $5,000 an hour, and you’re running multi-shift aerospace or medical work, that cohesion protects margin in a way raw tonnage never will.
But here’s the trade-off: ecosystems demand discipline.
Automatic tool changers, laser angle systems, and multi-axis gauging don’t forgive sloppy data or undertrained operators. I’ve seen six-figure features bypassed because no one on the floor was comfortable calibrating them. The machine was capable. The organization wasn’t.
Now you’re paying a premium for capability you can’t consistently execute.
If your real constraint is operator skill depth or inconsistent upstream data, TRUMPF’s precision becomes a walled garden—beautiful, controlled, and expensive to maintain. The question isn’t “Is it the best?” It’s “Can your process maturity monetize it every shift?”
Walk into a high-mix job shop running 12-gauge to 3/16-inch mild steel in batches of 20 to 80 pieces. The operator swaps tools five, six, eight times a day. Every setup mistake costs 15 minutes. Do that wrong four times and you’ve burned an hour.
AMADA built its reputation in exactly that environment.
Their tooling systems, material databases, and bend libraries are engineered for repeatable setup across shifting part families. The payoff isn’t exotic axis count; it’s process stability. When an operator calls up a program from six months ago and the angle hits within spec on the second part, that’s not luck. That’s accumulated application engineering.
But stability comes with cost and time.
Lead times can stretch. Tooling packages aren’t cheap. And their machines, like TRUMPF’s, assume trained operators who understand material springback, tooling radii, and sequence logic. Without that baseline competence, the advantage erodes fast.
Here’s the hard trade-off: if 70% of your revenue comes from repeat, high-mix work where changeover time is the choke point, AMADA’s process consistency can lift parts per labor hour. If your jobs are long runs of 500 identical brackets, that sophistication may sit idle while you service the payment.
Are you actually a high-mix shop—or do you just like telling yourself you are?
Now imagine a 150-ton Bystronic paired with a robotic cell, running 14-gauge stainless enclosures overnight. Operator loads blanks at 4 p.m. The cell bends until 2 a.m. Unattended.
That’s where Bystronic shines: accessible automation.
Their user interface is generally more forgiving. Technical support has a reputation for responsiveness. For shops stepping into robotics without a PhD in controls, that matters. If labor availability—not micro-precision—is your bottleneck, the ability to automate cleanly is a direct throughput play.
But here’s the constraint no brochure highlights: tonnage ceiling.
Bystronic excels in small to mid-range press brakes. Start talking 300-ton plus for thick plate or heavy structural components, and the robotic integration story gets thinner. Automation on 1/2-inch plate isn’t the same animal as 14-gauge stainless. Payload, gripper strength, part deflection—all harder problems.
So if you’re primarily bending heavy carbon steel where brute force and frame rigidity dominate cycle stability, the automation premium may not translate to real gains. You might need structural muscle more than robotic elegance.
That’s the recurring theme.
TRUMPF sells integration depth. AMADA sells high-mix process control. Bystronic sells approachable automation throughput. None of those automatically fix your constraint.
If your bottleneck is weld distortion, material flow, or a 20-year-old quoting process, no logo on the ram changes that.
And once you accept that even the premium tier specializes, the conversation shifts again: what happens when your work isn’t about software polish or robotic choreography at all—but about raw tonnage, frame stiffness, and surviving 1/2-inch plate all day without flinch?
A 1,200-ton, 20-foot hydraulic brake bending 1-inch A36 plate doesn’t fail dramatically. It drifts.
First ten parts hit angle. By part twenty-five, you’re chasing 0.5 degrees. By part forty, the operator is bumping corrections every few cycles because the frame has warmed, the oil has thinned, and the bed has deflected just enough to open the center.
That’s not a software problem. That’s physics at 1,000+ tons.
Once you cross roughly 600 to 800 tons over long beds, elastic deflection in the frame and ram stops being theoretical. At 1,000 tons across 20 feet, even a few thousandths of vertical deflection at centerline translates into measurable angle variation, especially on thick plate with tight inside radii. When your weldment tolerance is ±1 degree, you can hide it. When it’s ±0.5, you’re sorting parts.
So the question shifts: who actually builds for that abuse?
Start with architecture.
Prima Power built its reputation on servo-electric systems with O-frame designs and CNC crowning. Electric drives give stability over temperature and time—no hydraulic oil heating all day, no pump running continuously. In lighter gauges, that translates into measurable cycle time gains and angle consistency.
But servo-electric platforms are inherently limited in peak tonnage compared to full hydraulic systems. You don’t see many 1,500-ton electric brakes for a reason. When you’re air bending 3/8-inch stainless all day, electric makes sense. When you’re bottoming 3/4-inch carbon plate, you’re in hydraulic territory.
LVD, on the other hand, leans into heavy hydraulic platforms and real-time angle measurement. Their laser-based angle control systems read actual bend angle during forming and adjust ram depth automatically. On thick plate where material variability can swing springback part to part, that feedback loop matters more than a prettier touchscreen.
Here’s the trade-off in plain numbers:
If your constraint is energy cost per shift, the biggest hydraulic machine in the catalog may be the most expensive mistake you make.
If your constraint is physically forming 1-inch plate without frame twist, electric elegance won’t save you.
Which brings us to the uncomfortable threshold most brochures skip.
| Category | Prima Power | LVD |
|---|---|---|
| Core Architecture | Servo-electric systems with O-frame designs and CNC crowning | Heavy-duty hydraulic platforms with robust frame construction |
| Drive Technology | Electric drives; no hydraulic oil heating or continuous pump operation | Hydraulic systems with continuous pump operation |
| Thermal Stability | High stability over temperature and time | Dependent on hydraulic system management |
| Performance in Light Gauges | Faster cycle times and strong angle consistency | Capable, but optimized more for heavy applications |
| Peak Tonnage Capability | Practical tonnage ceiling; limited availability above 1,000 tons | Available in 1,000+ ton configurations |
| Thick Plate Performance | Less suited for bottoming thick plate (e.g., 3/4-inch carbon plate) | Designed for heavy plate forming, including 1-inch material |
| Angle Control | CNC crowning for consistency | Real-time laser-based angle measurement with automatic ram depth adjustment |
| Energy Consumption | Lower operating cost; energy-efficient | Higher energy cost; continuous pump operation can cost tens of thousands annually |
| Ideal Use Case | Air bending thinner materials (e.g., 3/8-inch stainless) with speed and efficiency focus | Bottoming and forming thick plate with high tonnage requirements |
| Primary Constraint Fit | Best when energy cost per shift is critical | Best when forming capacity and frame rigidity are critical |
Imagine a 400-ton brake stretched to 14 feet, routinely pushed near max capacity on 1/2-inch plate.
On paper, it “can” do the job. In practice, you’re running at 85–95% of rated tonnage every cycle. That means higher stress in the side frames, more pronounced bed deflection, and accelerated wear in guideways and bushings. Over time, you don’t just lose angle consistency—you lose parallelism.
Parallelism loss shows up as one end of a 10-foot part drifting 0.25 degrees off the other. Welders compensate. Fitters grind. Throughput drops in departments that never signed off on the brake purchase.
That’s when a standard frame becomes a liability.
Heavy-fabrication platforms above 1,000 tons aren’t just “bigger.” They use thicker side plates, reinforced cross members, and more robust ram guidance systems to control twist under asymmetric loads. That structural mass costs more upfront. It also keeps deflection predictable, which keeps crowning systems effective instead of maxed out every cycle.
Push a mid-range frame into heavy structural duty and you’ll spend the savings on rework and maintenance.
Buy a 1,500-ton monster when 90% of your work is under 3/8-inch and you’ll spend the difference on idle capacity and electricity.
There’s no hero here. Only alignment.
But even the heaviest frame is blind without compensation.
At 1,200 tons across 20 feet, the bed will deflect. The only question is whether you control it.
Crowning systems—mechanical wedges or hydraulic cylinders built into the bed—introduce controlled counter-deflection. Dial it correctly, and the center rises just enough under load to produce a uniform angle across the full length.
Basic systems are manually set based on tonnage charts. Advanced CNC crowning adjusts dynamically per program. On thick plate with variable grain structure or inconsistent mill scale, that difference shows up in first-part accuracy.
Now layer in real-time angle measurement, like LVD’s laser systems. Instead of relying purely on predicted deflection curves, the brake measures actual bend angle and corrects mid-cycle. That’s not marketing gloss. That’s scrap prevention when you’re bending $800 sheets of alloy plate.
But here’s the financial reality: custom crowning, heavy frames, and angle feedback add cost fast.
In high-volume, multi-shift operations where downtime costs $5,000 an hour, that support can justify every extra dollar. In a two-shift structural shop running short batches of heavy parts twice a week, it may not.
And this is where the myth of the “Big Three” collapses in heavy fabrication. The winners in brute-force territory aren’t the brands with the flashiest integration or the most intuitive UI. They’re the ones whose frame mass, guidance systems, and crowning architecture match your maximum daily load—not your occasional job from three years ago.
Most shops don’t live above 1,000 tons.
They live in the wide middle—90% of parts under 1/2-inch, occasional heavy work, constant pressure on labor and setup time.
So before you spec a machine built to survive a shipyard, you’d better ask: are you actually bending plate that justifies it, or are you buying horsepower for a delivery route?
A 230-ton, 10-foot servo-electric brake bending 3/8-inch mild steel at 12 parts per hour doesn’t make headlines. It just runs. Purchase price: roughly $220,000 with a 6-axis backgauge and CNC crowning. Put it next to a $480,000 hydraulic flagship rated at 320 tons with integrated angle measurement and the same 6-axis gauge. On 90% of typical job-shop work—10 to 3/8-inch material, air bending, batches under 200 pieces—cycle time difference is measured in seconds, not minutes. Angle consistency? Both easily hold 0004-inch repeatability at the ram.
So if most shops don’t consistently operate above 1,000 tons, what configuration actually balances capacity, cost, and flexibility?
Start with this: 175 to 250 tons, 8 to 12 feet, 5- or 6-axis backgauge, CNC crowning, and either a modern hydraulic with variable-speed pump or a servo-electric drive. That envelope covers the wide middle—brackets, enclosures, structural components under 1/2-inch—without dragging around frame mass and pump capacity you rarely use. The capital delta between that and a top-tier “do everything” platform routinely runs $150,000 to $300,000.
That delta has to earn its keep.
If the flagship doesn’t increase parts per hour, reduce scrap, or cut labor headcount in your actual mix, it’s not premium—it’s redundant. Buying a 320-ton machine for a workload that peaks at 180 tons is like spec’ing a race car for a delivery route. Horsepower doesn’t fix traffic.
Which mid-market platforms actually deliver that 90% capability without sneaking in hidden costs?
Picture a servo-electric ram driven by twin ball screws instead of hydraulic cylinders. No oil reservoir. No continuously running pump. Full tonnage available across the stroke. On a 200-ton class machine, approach and return speeds are typically faster because you’re not waiting on hydraulic pressure curves. In light- to mid-gauge air bending, that translates into measurable cycle time gains over a full shift.
Energy is where the math gets boring—and persuasive. A traditional hydraulic system with a constant-running pump can draw significant power even at idle. A servo-electric consumes meaningfully less because it only pulls power during motion. Over two shifts, five days a week, the annual operating difference can climb into five figures depending on local rates and duty cycle. That’s not brochure talk. That’s utility bills.
But physics doesn’t care about marketing narratives. You don’t see many 600- or 1,000-ton servo-electrics for a reason. Ball screws and electric drives scale poorly at extreme tonnage; frame mass and cost escalate fast. If your real constraint is forming 3/4-inch plate daily, electric elegance won’t save you.
Where servo-electric shines is thermal stability and control. No oil heating up over eight hours. No viscosity changes. That stability shows up as consistent bend angles from first part to last without chasing depth corrections. For high-mix shops running 14-gauge in the morning and 1/4-inch in the afternoon, that consistency cuts setup iterations.
So yes, electrics can compete—with hydraulic titans in the 200-ton class. Beyond that, the trade-off turns brutal.
But what if you’re not ready to bet on electric architecture at all?
Walk into a Midwest job shop running a 250-ton import hydraulic brake that’s been cycling for seven years. Original pump. Original cylinders. Two seal kits replaced. That’s not an outlier anymore.
Mid-market import brands—Durma being a prime example—have closed the reliability gap most buyers still assume exists. Welded frames, decent guidance systems, user-friendly CNC controls. No, the castings aren’t as overbuilt as a 1,000-ton European flagship. But in the 200- to 300-ton class, they don’t need to be.
Here’s the hard comparison: $260,000 for a well-optioned 250-ton import hydraulic with 6-axis backgauge and CNC crowning versus $450,000-plus for a top-tier equivalent with deeper software integration and proprietary control architecture. On single-machine shops or light automation environments, both hit the same parts per hour on air-bent components.
Where the top tier pulls ahead is ecosystem—robot interfaces, centralized monitoring, advanced angle feedback. In high-volume, multi-shift operations where downtime costs $5,000 an hour, that support can justify every extra dollar. If a proprietary diagnostic system cuts mean time to repair by even two hours per incident, that’s real money.
But most 20- to 50-person fabricators aren’t running lights-out robotic cells. They’re running skilled operators and moderate batch sizes. For them, the question isn’t global IoT integration. It’s whether the ram comes down straight and repeats tomorrow.
The uncomfortable truth? In the mid-tonnage range, import hydraulics often deliver 90% of the structural performance at 60% of the capital cost.
So what’s hiding in the missing 10%?
Start with controls.
Top-tier manufacturers invest heavily in proprietary CNC ecosystems—offline programming, simulation, automatic tool loading integration, angle measurement tied directly into correction algorithms. That matters when you’re chasing unattended shifts or sub-±0.5-degree accuracy across variable material lots.
Mid-market machines can hold tight tolerances in stable conditions. But when you push into complex staged bends, variable springback alloys, or robotic integration, software depth becomes throughput. A controller that reduces setup from 20 minutes to 8 across 10 setups a day buys more than bragging rights.
You also give up some structural margin. Heavy European frames are often thicker, with more refined ram guidance under asymmetric loading. If you routinely off-center load a 10-foot part with 70% of tonnage on one side, that extra mass preserves parallelism over time. A lighter mid-market frame may do it—but closer to its stress ceiling.
Then there’s resale and service network depth. Top-tier brands typically hold value better and offer more structured training pipelines. That doesn’t show up in the first-year ROI spreadsheet. It shows up when you trade in at year ten.
So the trade-off is explicit:
Spend $450,000 to $500,000 for deeper software, heavier frames, and integration-ready architecture—or spend $220,000 to $300,000 for a machine that hits your takt time, holds 0004-inch repeatability in air bending, and frees up $200,000 for automation, tooling, or a second operator.
If your bottleneck is extreme tonnage, autonomous cells, or exotic alloys, the top tier’s engineering DNA solves a real problem.
If your bottleneck is capital efficiency, moderate-mix throughput, and operator-driven production, the mid-market sweet spot isn’t a compromise.
It’s alignment.
And once you accept that raw iron isn’t the constraint for most shops, the next question isn’t about frame mass at all—it’s about the brains running the machine.
A 250-ton hydraulic brake sitting on a level pad will cycle 12 to 14 bends an hour on a moderate box job all day long. I’ve watched a $480,000 flagship with angle feedback and a robotic interface produce… 12 to 14 bends an hour on the same job. The ram speed was there. The tonnage was there. The difference showed up before the first hit—forty minutes of programming, tool selection, and trial bends on one machine versus eight minutes and two hits on the other.
That’s not iron. That’s software.
If raw frame mass and 0004-inch repeatability aren’t your constraint, then your controller either compresses setup time—or quietly taxes every job you run. On high-mix floors, setup routinely consumes 20–40% of available spindle time. Shave ten minutes off five setups a day and you’ve created nearly an hour of production without touching tonnage. Multiply that across 250 days and you’re buying back weeks of capacity from a screen, not a cylinder.
So the question isn’t whether the “Big Three” make good iron. They do. The question is whether their proprietary ecosystem shortens your real bottleneck—or just adds cost to a machine that was already fast enough.
Picture a programmer building a 12-bend enclosure offline. Material: 14-gauge A36. Inside radius: 0.062 inch. He assigns tools from a digital library, runs collision detection, and generates a bend sequence before the operator ever clamps a punch. The promise is simple: load tools, load program, hit the pedal—first part, good part.
Now watch what happens when that digital tool library doesn’t match the physical rack by 0.010 inch in punch height, or when the bend deduction database was tuned for European coil and you’re running domestic with different springback. First hit is off 1.5 degrees. Second hit corrects. Third bend crashes because flange growth wasn’t modeled correctly. There goes your “offline” fantasy.
The mechanism is straightforward: accurate offline programming requires three things—validated material data, calibrated tooling geometry, and a controller that closes the loop between simulation and actual ram position. Top-tier vendors invest heavily here. Some tie angle measurement directly into automatic correction algorithms, so the controller learns from the first bend and updates the sequence. That’s real engineering DNA.
But here’s the trade-off. If your shop runs 60% repeat jobs in batches of 100+, the programming time amortizes quickly. A mid-market controller with solid 3D simulation and manual correction might cost $180,000 less upfront and still hit takt time. If you’re truly high-mix—ten setups a shift, short runs of 5–20 parts—then a system that consistently produces first-part-good within two hits can recover hours per week. The ROI flips depending on mix, not logo.
And if your programmers can’t generate a proven bend sequence offline and hit first-part-good within two hits, your controller is your bottleneck—no matter whose badge is welded to the frame.
So how locked in are you once you pick that brain?
I’ve seen a shop try to integrate a third-party robot with a closed European controller. The mechanical side was easy—mount base, wire safety, set up grippers. The wall they hit was software. Proprietary communication protocol. Limited API access. Integration had to go through the OEM’s certified package at six figures.
That’s not engineering purity. That’s a toll booth.
Closed ecosystems often deliver tighter internal integration—robot, tool changer, angle measurement all speaking the same language. In high-volume, multi-shift operations where downtime costs $5,000 an hour, that support can justify every extra dollar. One service call, remote diagnostics, parts overnighted from a centralized hub—that cohesion protects throughput.
But what if your growth plan involves piecing together automation over five years—cobots first, then material handling, then MES integration? Open-architecture controllers, common in faster-growing Asian markets, allow standard industrial communication protocols and third-party software hooks. That flexibility can mean integrating a $60,000 cobot instead of a $250,000 branded robotic cell.
The trade-off is blunt: closed systems reduce integration risk today but may tax every future expansion; open systems demand more in-house technical competence but preserve capital flexibility. If your real constraint is material staging, operator training, or weld distortion, pouring money into a walled garden won’t fix it.
So even if the controller can talk to the outside world, who’s actually running it?
A 58-year-old brake operator with 30 years under his belt can dial in a hydraulic machine with a basic 2D controller and hit spec by feel. He reads springback like weather. Now replace him with a 26-year-old hire who’s run lasers but never air-bent 1/4-inch plate.
On a stripped-down control, that learning curve shows up as scrap and supervisor time. On a modern 3D graphical interface with bend sequencing, interference alerts, and visual tool staging, that same operator becomes productive faster. The software becomes a training wheel that never quite comes off.
This is where brand DNA diverges sharply. Some top-tier controllers are deep but complex—powerful for seasoned programmers, intimidating for new hires. Others invest heavily in guided workflows, visual simulation, and embedded help that reduce tribal knowledge dependence. Mid-market imports have improved dramatically here, but user experience still varies wildly.
The mechanism is measurable: fewer trial bends, fewer crashes, less scrap. If a guided control prevents one major tooling crash a year, you’ve avoided tens of thousands in damage and downtime. If it reduces onboarding from six months to three, you’ve effectively doubled the productivity ramp of every new operator.
But if 52% of your work is straight-line, high-volume bending on predictable material, a simple hydraulic with a competent operator may outperform a feature-rich CNC in cost per part. Advanced controls don’t create throughput when variation is low and runs are long.
So here’s the unglamorous reality: controller software impacts ROI exactly to the degree that your operation is constrained by setup frequency, automation ambition, and operator variability. Ignore that, and you’re buying a race car for a delivery route—impressive horsepower, wrong bottleneck.
Which means the next step isn’t comparing brochures. It’s mapping your actual constraints against each manufacturer’s engineering DNA before you sign a purchase order.
A shop I worked with spent $480,000 on a 220-ton electric brake with 0004-inch repeatability to bend parts held to ±0.010. Their real problem? Three setups per hour and a programmer who was always behind.
That’s the mistake. Buying capability that doesn’t attack the constraint.
If you want to compare vendors systematically, you start with one sheet of paper and four rows: mix profile, uptime tolerance, automation horizon, and skill depth. Across the top, you list the candidates. Then you force each brand’s engineering bias into one of those rows. If a feature doesn’t relieve one of those constraints, it gets zero weight. Not “nice to have.” Zero.
Because every manufacturer has a DNA. Some build closed, deeply integrated ecosystems that excel when you run lights-out cells. Some build rugged hydraulic workhorses that tolerate abuse and wide material variation. Some obsess over operator guidance and first-part-good accuracy in short runs. The matrix isn’t about who’s best. It’s about whose bias matches your bottleneck.
Which means the math changes depending on where your ROI actually flips.
Take two hypothetical shops.
Shop A runs 12–15 different part numbers per shift, batch sizes of 5–20, mild steel from 14-gauge to 3/8-inch. Ten setups a shift. Here, every extra trial bend is lost capacity. A controller that consistently hits first-part-good within two hits instead of five can claw back 60–90 minutes a day. Over a year, that dwarfs a $120,000 price gap.
Shop B runs 3 core parts, batches of 500+, 1/4-inch plate all week. Setup once. Run all day. Their bottleneck is material staging and deburring, not angle correction. A 250-ton hydraulic from a mid-market builder at 60% of the capital cost will produce the same parts per hour once dialed in. The premium control becomes idle insurance.
This is where most buyers get seduced. They see 0004-inch repeatability and assume it equals throughput. It doesn’t. Repeatability only converts to cash when variation and setup frequency are high enough to monetize it.
So ask a blunt question: how many setups per shift, and what is each setup costing you in minutes and scrap?
When that number crosses a threshold—call it 8–10 setups per shift—the ROI curve bends toward high-end controls. Below that, it flattens fast. That’s where the inversion happens.
But even if the production math favors a premium machine, uptime can erase it in a week.
I’ve seen a 175-ton brake sit idle for four days waiting on a proprietary servo drive from overseas. The purchase price savings evaporated before the part cleared customs.
Downtime has a dollar value. In high-volume, multi-shift operations where downtime costs $5,000 an hour, that support can justify every extra dollar. A dense service network, remote diagnostics, stocked regional parts—those aren’t marketing bullet points. They are risk mitigation tools.
Now flip it.
If you’re single-shift, 70% custom work, and your brake averages 65% utilization, a two-day delay is painful but not catastrophic. In that case, paying a 30% premium for global white-glove support may be over-insuring the asset.
This is the trade-off most shops refuse to quantify. They compare machine specs but not risk exposure. A closed ecosystem with guaranteed integration and centralized support reduces operational volatility. An open, lower-cost platform preserves capital but increases your dependency on internal technical competence.
What if your real constraint is material staging, operator training, or weld distortion? Then obsessing over which OEM has the fastest field tech is rearranging deck chairs.
So how do you eliminate the wrong vendors before you burn weeks in demos and travel?
Here’s the filter I use before any purchase order discussion.
1. What is our dominant constraint for the next 36 months? Setup time, unattended automation, tonnage capacity, or labor skill? Pick one. If the vendor’s core engineering story doesn’t attack that constraint directly, they’re out.
2. How many setups per shift, realistically? Under five favors capital efficiency and simpler hydraulics. Over ten pushes you toward advanced simulation, angle measurement, and possibly automatic tool changing. No middle ground answers.
3. What is one hour of downtime worth to us? If it’s four figures, you can consider broader vendor pools. If it’s five figures, service density and parts logistics move to the top row of the matrix.
4. What is our automation roadmap? If you plan to add third-party robots, cobots, or MES integration over five years, controller openness matters. If you want a turnkey robotic cell now and no in-house integration headaches, a tightly integrated OEM stack may be the rational choice.
Each question forces a trade-off: capital cost versus flexibility, integration risk versus autonomy, precision versus amortization.
Here’s the non-obvious part.
The “right” manufacturer is not the one with the best frame casting, the flashiest UI, or the largest global market share. It’s the one whose engineering bias directly attacks your constraint—and whose other strengths you are willing to ignore.
Buying a press brake is like buying a race car for a delivery route. If traffic and payload are your constraints, horsepower and lap times just drain fuel.
The procurement matrix isn’t a spreadsheet exercise. It’s a discipline: every feature must earn its place by relieving a real bottleneck.
Carry that forward, and vendor comparison stops being a popularity contest and becomes what it should have been all along—a capital allocation decision tied to throughput.


















