

La dernière fois que j’ai parcouru un atelier dans l’Ohio, une presse plieuse européenne de 230 tonnes et 3 mètres ronronnait comme un orgue de cathédrale. Répétabilité ±0,0004 pouces. Mesure d’angle laser. Tout y était.
En aval, deux soudeurs luttaient contre un décalage d’assemblage de ±0,015 pouces avec une meuleuse.
Cette machine coûtait plus de $400 000. Les meuleuses coûtaient $200. Devinez laquelle dictait le débit.
La plupart des fabricants supposent qu’acheter auprès des Trois Grands garantit une production supérieure. J’ai vu cette supposition transformer des bilans sains en plans de paiement sur 84 mois.
Une presse plieuse est une décision d’allocation de capital, pas un symbole de statut. Lorsque vous signez pour un modèle phare de 320 tonnes et 8 axes parce que “c’est ce que les grands utilisent”, vous pariez que votre contrainte est la précision de formage, la flexibilité des axes ou l’intégration logicielle.
Et si votre véritable contrainte était la mise en place du matériau, la formation des opérateurs ou la distorsion de soudure ?
Les marchés émergents développent leurs flottes de presses plieuses plus rapidement que les États-Unis — la Chine au-dessus de 7% par an, l’Inde juste derrière — en grande partie sans se tourner par défaut vers la trinité européenne. Cela me dit quelque chose d’inconfortable : lorsque le capital est limité, les acheteurs deviennent impitoyables sur le ROI. Le prestige s’efface rapidement lorsque la trésorerie est en jeu.
Ainsi, la première question n’est pas “Qui domine le marché ?” mais “Qu’est-ce qui ralentit exactement mon nombre de pièces par heure ?”

J’ai vu des ateliers payer un supplément pour une répétabilité de ±0,0004 pouces alors que le plan client autorise ±0,010. C’est 25 fois plus précis que ce que la spécification exige.
La précision ne rapporte que si quelqu’un signe un chèque pour elle.
Si votre processus de soudure en aval oscille à ±0,015, ou si la peinture en poudre ajoute de la variabilité, ces quatre décimales supplémentaires ne se traduisent pas par une valeur de facture plus élevée. Elles se traduisent par une dépréciation plus importante. Vous financez une capacité que vous ne pouvez physiquement pas livrer.
Il existe des ateliers où cette micro-précision compte — boîtiers médicaux, supports aéronautiques, cellules automatisées empilant les tolérances sur plusieurs plis. Dans ces environnements, un butoir arrière à 8 axes et une correction d’angle en temps réel protègent la marge à chaque poste.
Mais si 80% de votre travail consiste en des supports en acier doux de 10-gauge avec des assemblages tolérants, alors acheter ce niveau de contrôle revient à utiliser une voiture de course pour une tournée de livraison. La puissance n’est pas votre goulot d’étranglement. C’est le trafic.
Alors pourquoi des propriétaires avisés font-ils encore ce pari ?
Je l’entends à chaque fois : “Ça garde sa valeur.”
Il y a dix ans, cet argument avait du poids. Les plateformes mécaniques se distinguaient par la qualité de fabrication et la perception de la marque. Une machine allemande bien entretenue portait un badge haut de gamme sur le marché de l’occasion.
Aujourd’hui, la valeur réside dans le logiciel de contrôle, les systèmes servo, l’efficacité énergétique et l’historique de maintenance. J’ai vu des machines de milieu de gamme avec des commandes modernes et des systèmes de pompe efficaces fonctionner plus rapidement que des modèles phares plus anciens utilisant des versions CNC obsolètes. Une réduction d’énergie de 80% grâce à un système hydraulique intelligent peut compter davantage pour un acheteur que le logo sur le châssis.
Et à mesure que les fabricants asiatiques comblent l’écart en matière de commandes et de précision, l’écart de revente se réduit. Si une machine plus récente et moins coûteuse offre 90% des capacités avec un logiciel actuel, la prime liée au badge se compresse.
La valeur de revente ne vous sauve que si quelqu’un croit encore à la mythologie lorsque vous sortez.
Êtes-vous sûr qu’ils le feront ?
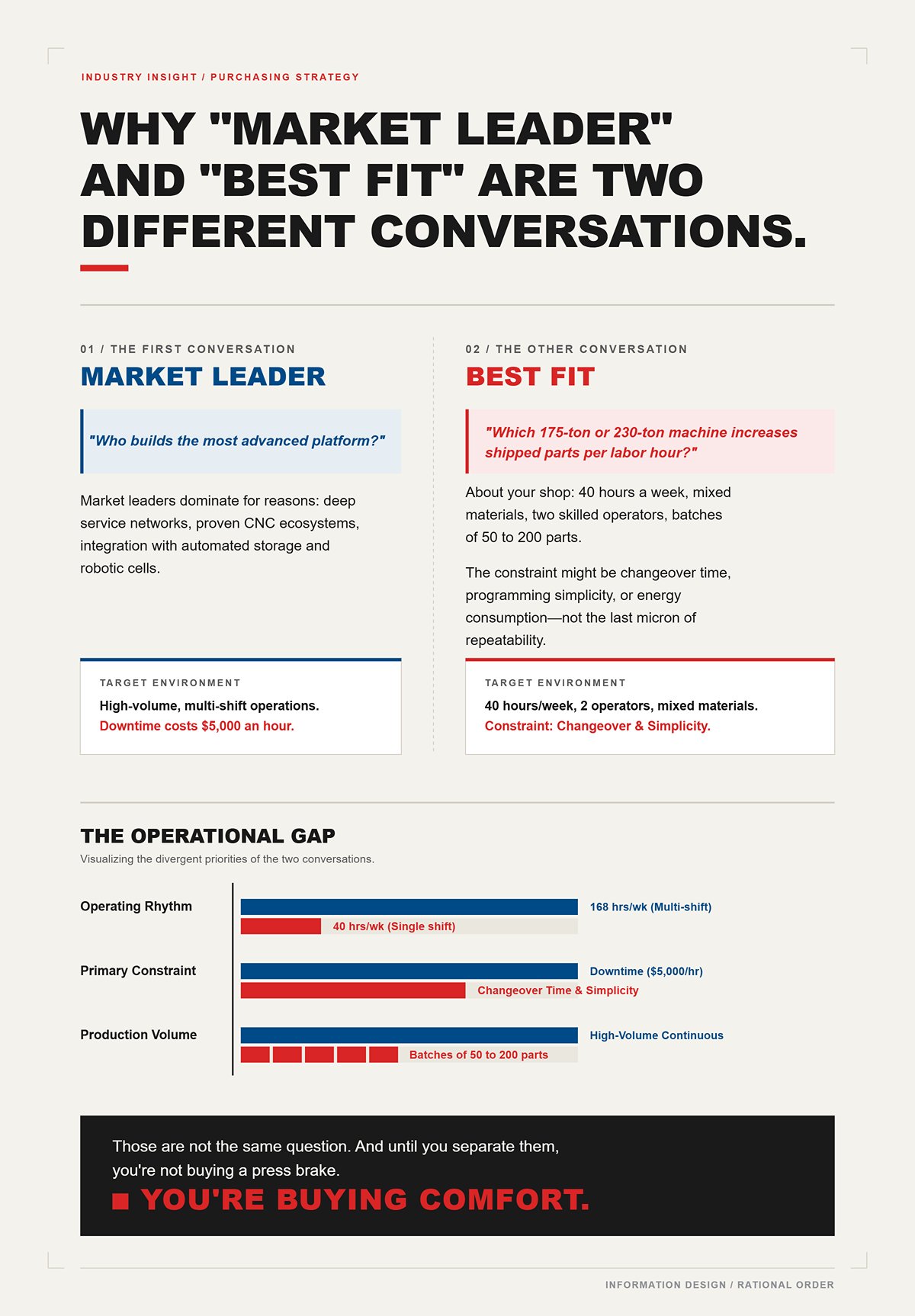
Les leaders du marché dominent pour des raisons : réseaux de service étendus, écosystèmes CNC éprouvés, intégration avec le stockage automatisé et les cellules robotiques. Dans les opérations à gros volume et à plusieurs équipes, où les arrêts coûtent $5 000 de l’heure, ce soutien peut justifier chaque dollar supplémentaire.
C’est une conversation.
L’autre conversation concerne votre atelier : 40 heures par semaine, matériaux variés, deux opérateurs qualifiés, lots de 50 à 200 pièces. Dans cet environnement, la contrainte peut être le temps de changement, la simplicité de programmation ou la consommation d’énergie — pas le dernier micron de répétabilité.
“ Leader du marché ” répond à la question : “ Qui construit la plateforme la plus avancée ? ”
“ Meilleur choix ” répond : “ Quelle machine de 175 tonnes ou 230 tonnes augmente mes pièces expédiées par heure de travail sans immobiliser du capital ? ”
Ce ne sont pas la même question.
Et tant que vous ne les séparez pas, vous n’achetez pas une presse plieuse.
Vous achetez du confort.
Il y a quelques années, j’ai vu un atelier signer pour trois presses plieuses de 175 tonnes et 10 pieds différentes en cinq ans — une TRUMPF, une AMADA, une Bystronic. Même tonnage. Même capacité de base. Trois résultats de production complètement différents.
La TRUMPF a réduit le temps de programmation de moitié car elle communiquait parfaitement avec leur laser et leur ERP. L’AMADA a stabilisé les angles de pliage lors de changements quotidiens de 40 pièces qui prenaient auparavant une heure en essais. La Bystronic s’est associée à un robot et a fonctionné sans surveillance lors du deuxième quart.
Même catégorie. ADN différent.
C’est la partie que la plupart des acheteurs manquent. Ils supposent que “ Big Three ” signifie formage universellement supérieur. Ce n’est pas le cas. Cela signifie trois fabricants résolvant trois goulots d’étranglement différents de manière exceptionnelle. Si votre contrainte correspond à leur biais d’ingénierie, vous gagnez. Si ce n’est pas le cas, vous financez la force de quelqu’un d’autre.
Alors, où divergent-ils réellement ?
Imaginez une TruBend de 230 tonnes avec jauge arrière à 8 axes, mesure d’angle automatique et programmation hors ligne directement reliée à la base de données de découpe laser de l’atelier. Le programmeur imbrique une pièce, l’exporte, et la séquence de pliage apparaît sur la presse plieuse avec les suggestions d’outillage déjà définies.
Ce n’est pas simplement une presse plieuse. C’est un écosystème.
L’avantage de TRUMPF ne réside pas seulement dans sa répétabilité de ±0,0004 pouce. C’est son architecture de commande. Leur pile logicielle relie découpe, pliage et parfois même stockage. Dans un atelier traitant 200 à 300 références uniques par semaine, cette intégration réduit les heures d’ingénierie et évite le chaos des révisions. Lorsque les arrêts de production coûtent $5 000 € de l’heure et que vous tournez en plusieurs équipes dans l’aéronautique ou le médical, cette cohérence protège la marge d’une façon que la puissance brute ne fera jamais.
Mais voici le compromis : les écosystèmes exigent de la discipline.
Les changeurs d’outils automatiques, les systèmes de mesure d’angle laser et les jauges multi-axes ne pardonnent pas les données bâclées ni les opérateurs sous-formés. J’ai vu des fonctionnalités à six chiffres inutilisées simplement parce que personne sur le terrain n’était à l’aise pour les calibrer. La machine en était capable. L’organisation, non.
Vous payez alors une prime pour une capacité que vous ne pouvez pas exécuter de manière cohérente.
Si votre véritable contrainte est la compétence des opérateurs ou des données en amont incohérentes, la précision de TRUMPF devient un jardin clos – magnifique, maîtrisé, mais coûteux à entretenir. La vraie question n’est pas “ Est-ce la meilleure ? ” mais plutôt “ Le niveau de maturité de votre processus permet-il d’en tirer profit à chaque quart ? ”
Entrez dans un atelier à forte mixité de production travaillant l’acier doux de 12 à 3/16 de pouce par lots de 20 à 80 pièces. L’opérateur change d’outil cinq, six, huit fois par jour. Chaque erreur de réglage coûte 15 minutes. Quatre erreurs, et vous avez perdu une heure.
AMADA a bâti sa réputation précisément dans cet environnement.
Leurs systèmes d’outillage, bases de données de matériaux et bibliothèques de pliage sont conçus pour des réglages reproductibles malgré la variation des familles de pièces. Le gain ne vient pas du nombre d’axes exotiques, mais de la stabilité du processus. Quand un opérateur relance un programme d’il y a six mois et que l’angle tombe dans les tolérances dès la deuxième pièce, ce n’est pas de la chance. C’est le fruit d’une ingénierie d’application accumulée.
Mais la stabilité a un coût et demande du temps.
Les délais peuvent s’allonger. Les ensembles d’outillage ne sont pas bon marché. Et leurs machines, comme celles de TRUMPF, supposent des opérateurs formés comprenant le retour élastique du matériau, les rayons d’outillage et la logique de séquence. Sans cette compétence de base, l’avantage s’érode rapidement.
Voici le compromis essentiel : si 70% de votre chiffre d’affaires provient de travaux récurrents à forte mixité où le temps de changement est le goulot d’étranglement, la constance du processus chez AMADA peut augmenter le nombre de pièces produites par heure de main-d’œuvre. Si vos séries comportent 500 supports identiques, cette sophistication risque de dormir pendant que vous payez la machine.
Êtes-vous réellement un atelier à forte mixité – ou aimez-vous simplement le croire ?
Imaginez maintenant une Bystronic de 150 tonnes associée à une cellule robotisée, pliant des enceintes en inox de 14 gauge pendant la nuit. L’opérateur charge les flans à 16 heures. La cellule plie jusqu’à 2 heures du matin. Sans surveillance.
C’est là que Bystronic excelle : l’automatisation accessible.
Leur interface utilisateur est généralement plus tolérante. Leur support technique jouit d’une réputation de réactivité. Pour les ateliers qui abordent la robotique sans doctorat en automatisme, cela compte. Si la disponibilité de la main-d’œuvre – et non la micro-précision – constitue votre véritable goulot d’étranglement, la possibilité d’automatiser de manière fluide est un levier direct sur le débit.
Mais voici la contrainte que les brochures ne mettent pas en avant : le plafond de tonnage.
Bystronic excelle dans les presses plieuses petites à moyennes. Dès qu’on parle de plus de 300 tonnes pour des tôles épaisses ou des composants structurels lourds, l’histoire de l’intégration robotique devient plus mince. L’automatisation sur de la tôle de 1/2 pouce n’est pas le même animal que sur de l’inox de 14 gauge. Charge utile, force du préhenseur, déformation de la pièce — tous des problèmes plus difficiles.
Ainsi, si vous pliez principalement de l’acier carbone lourd où la force brute et la rigidité du bâti dominent la stabilité du cycle, la prime à l’automatisation peut ne pas se traduire par de réels gains. Vous pourriez avoir besoin de muscle structurel plus que d’élégance robotique.
C’est le thème récurrent.
TRUMPF vend la profondeur d’intégration. AMADA vend le contrôle de processus à forte diversité. Bystronic vend un débit d’automatisation accessible. Aucun de ces éléments ne résout automatiquement votre contrainte.
Si votre goulot d’étranglement est la distorsion de soudure, le flux de matériaux ou un processus de devis vieux de 20 ans, aucun logo sur le vérin ne change cela.
Et une fois que vous acceptez que même le segment premium se spécialise, la conversation change encore : que se passe-t-il lorsque votre travail ne concerne pas du tout la finition logicielle ou la chorégraphie robotique — mais plutôt le tonnage brut, la rigidité du bâti et la capacité à encaisser de la tôle de 1/2 pouce toute la journée sans broncher ?
Une presse plieuse hydraulique de 1 200 tonnes et 20 pieds pliant de la tôle A36 de 1 pouce ne tombe pas en panne de manière spectaculaire. Elle dérive.
Les dix premières pièces atteignent l’angle. À la vingt-cinquième, vous chassez 0,5 degré. À la quarantième, l’opérateur ajuste les corrections tous les quelques cycles parce que le bâti a chauffé, l’huile s’est fluidifiée et le lit s’est légèrement déformé, ouvrant le centre.
Ce n’est pas un problème logiciel. C’est de la physique à plus de 1 000 tonnes.
Une fois que vous dépassez environ 600 à 800 tonnes sur de longs bâtis, la déformation élastique du bâti et du vérin cesse d’être théorique. À 1 000 tonnes sur 20 pieds, même quelques millièmes de déflexion verticale au centre se traduisent par une variation d’angle mesurable, surtout sur de la tôle épaisse avec des rayons intérieurs serrés. Lorsque votre tolérance de soudure est ±1 degré, vous pouvez le cacher. Quand elle est ±0,5, vous triez les pièces.
Ainsi, la question change : qui construit réellement pour cet usage intensif ?
Commencez par l’architecture.
Prima Power a bâti sa réputation sur des systèmes servo-électriques avec des conceptions en cadre en O et un bombage CNC. Les entraînements électriques offrent une stabilité sur la température et le temps — pas d’huile hydraulique chauffant toute la journée, pas de pompe fonctionnant en continu. Sur des épaisseurs plus fines, cela se traduit par des gains mesurables en temps de cycle et en constance d’angle.
Mais les plateformes servo-électriques sont intrinsèquement limitées en tonnage de pointe par rapport aux systèmes entièrement hydrauliques. On ne voit pas beaucoup de presses plieuses électriques de 1 500 tonnes pour une raison. Lorsque vous pliez en l’air de l’inox de 3/8 pouce toute la journée, l’électrique a du sens. Lorsque vous formez en fond de matrice de la tôle carbone de 3/4 pouce, vous êtes en territoire hydraulique.
LVD, en revanche, mise sur des plateformes hydrauliques lourdes et la mesure d’angle en temps réel. Leurs systèmes de contrôle d’angle à laser lisent l’angle de pliage réel pendant la formation et ajustent automatiquement la profondeur du vérin. Sur de la tôle épaisse où la variabilité du matériau peut faire varier le retour élastique d’une pièce à l’autre, cette boucle de rétroaction compte plus qu’un écran tactile plus joli.
Voici le compromis en chiffres simples :
Si votre contrainte est le coût énergétique par équipe, la plus grande machine hydraulique du catalogue pourrait être l’erreur la plus coûteuse que vous ferez.
Si votre contrainte est de former physiquement une plaque de 1 pouce sans torsion du châssis, l’élégance électrique ne vous sauvera pas.
Ce qui nous amène au seuil inconfortable que la plupart des brochures omettent.
| Catégorie | Prima Power | LVD |
|---|---|---|
| Architecture de base | Systèmes servo-électriques avec conceptions en cadre en O et couronnement CNC | Plateformes hydrauliques robustes avec construction de châssis solide |
| Technologie d’entraînement | Entraînements électriques ; pas de chauffage d’huile hydraulique ni de fonctionnement continu de la pompe | Systèmes hydrauliques avec fonctionnement continu de la pompe |
| Stabilité thermique | Haute stabilité en fonction de la température et du temps | Dépend de la gestion du système hydraulique |
| Performance sur tôles fines | Temps de cycle plus rapides et forte constance des angles | Capable, mais optimisé davantage pour les applications lourdes |
| Capacité de tonnage maximal | Plafond de tonnage pratique ; disponibilité limitée au-dessus de 1 000 tonnes | Disponible en configurations de plus de 1 000 tonnes |
| Performance sur plaques épaisses | Moins adapté au matriçage de plaques épaisses (par ex., plaque de carbone de 3/4 de pouce) | Conçu pour le formage de plaques lourdes, y compris du matériau d’un pouce |
| Contrôle de l’angle | CNC avec compensation pour la cohérence | Mesure d’angle en temps réel par laser avec ajustement automatique de la profondeur du coulisseau |
| Consommation d’énergie | Coût d’exploitation inférieur ; économe en énergie | Coût énergétique plus élevé ; fonctionnement continu de la pompe pouvant coûter des dizaines de milliers par an |
| Cas d’utilisation idéal | Pliage à l’air de matériaux plus fins (par ex., inox de 3/8 de pouce) avec un accent sur la vitesse et l’efficacité | Matriçage et formage de plaques épaisses avec des besoins élevés en tonnage |
| Contrainte principale | Idéal lorsque le coût énergétique par poste est critique | Idéal lorsque la capacité de formage et la rigidité du bâti sont critiques |
Imaginez une presse plieuse de 400 tonnes allongée à 14 pieds, régulièrement poussée près de sa capacité maximale sur une plaque de 1/2 pouce.
Sur le papier, elle “ peut ” faire le travail. En pratique, vous travaillez à 85–95 % du tonnage nominal à chaque cycle. Cela signifie plus de contraintes dans les montants latéraux, une flexion plus prononcée du lit et une usure accélérée des guidages et des bagues. Avec le temps, vous ne perdez pas seulement la constance de l’angle — vous perdez le parallélisme.
La perte de parallélisme se manifeste par une extrémité d’une pièce de 10 pieds qui dérive de 0,25 degré par rapport à l’autre. Les soudeurs compensent. Les ajusteurs meulent. Le rendement baisse dans les départements qui n’ont jamais validé l’achat de la presse plieuse.
C’est à ce moment-là qu’un bâti standard devient une responsabilité.
Les plateformes de fabrication lourde de plus de 1 000 tonnes ne sont pas simplement “ plus grandes ”. Elles utilisent des plaques latérales plus épaisses, des traverses renforcées et des systèmes de guidage de vérin plus robustes pour contrôler la torsion sous des charges asymétriques. Cette masse structurelle coûte plus cher à l’achat. Elle permet également de maintenir la déformation prévisible, ce qui garde les systèmes de compensation efficaces au lieu d’être poussés à leur maximum à chaque cycle.
Pousser un châssis de gamme moyenne dans un usage structurel lourd et vous dépenserez les économies en retouches et en maintenance.
Achetez un monstre de 1 500 tonnes lorsque 90% de votre travail est inférieur à 3/8 de pouce et vous dépenserez la différence en capacité inutilisée et en électricité.
Il n’y a pas de héros ici. Seulement de l’alignement.
Mais même le châssis le plus lourd est aveugle sans compensation.
À 1 200 tonnes sur 6 mètres, le banc se déformera. La seule question est de savoir si vous le contrôlez.
Les systèmes de compensation — coins mécaniques ou vérins hydrauliques intégrés dans le banc — introduisent une contre-déformation contrôlée. Réglez-le correctement, et le centre se soulève juste assez sous la charge pour produire un angle uniforme sur toute la longueur.
Les systèmes basiques sont réglés manuellement à partir de tableaux de tonnage. Les systèmes CNC avancés ajustent dynamiquement selon le programme. Sur des plaques épaisses avec une structure de grain variable ou une calamine de laminoir incohérente, cette différence se traduit par une précision dès la première pièce.
Ajoutez maintenant la mesure d’angle en temps réel, comme les systèmes laser de LVD. Au lieu de se fier uniquement aux courbes de déformation prédites, la presse mesure l’angle de pliage réel et corrige en cours de cycle. Ce n’est pas du vernis marketing. C’est la prévention des rebuts lorsque vous pliez des tôles d’alliage $800.
Mais voici la réalité financière : la compensation personnalisée, les châssis lourds et le retour d’angle font grimper rapidement les coûts.
Dans les opérations à gros volume et à plusieurs équipes où les arrêts coûtent $5 000 de l’heure, ce support peut justifier chaque dollar supplémentaire. Dans un atelier structurel à deux équipes produisant de petits lots de pièces lourdes deux fois par semaine, ce n’est peut-être pas le cas.
Et c’est là que le mythe des “ Big Three ” s’effondre dans la fabrication lourde. Les gagnants dans le territoire de la force brute ne sont pas les marques avec l’intégration la plus tape-à-l’œil ou l’interface la plus intuitive. Ce sont celles dont la masse du châssis, les systèmes de guidage et l’architecture de compensation correspondent à votre charge maximale quotidienne — pas à votre travail occasionnel d’il y a trois ans.
La plupart des ateliers ne travaillent pas au-dessus de 1 000 tonnes.
Ils vivent dans le large milieu — 90% de pièces de moins de 1/2 pouce, travail lourd occasionnel, pression constante sur la main-d’œuvre et le temps de réglage.
Alors, avant de spécifier une machine conçue pour survivre à un chantier naval, vous feriez mieux de vous demander : pliez-vous réellement des plaques qui le justifient, ou achetez-vous de la puissance pour une tournée de livraison ?
Une presse plieuse servo-électrique de 230 tonnes et 3 mètres pliant de l’acier doux de 3/8 de pouce à 12 pièces par heure ne fait pas la une. Elle fonctionne simplement. Prix d’achat : environ $220 000 avec un butoir arrière à 6 axes et une compensation CNC. Placez-la à côté d’un modèle hydraulique phare à $480 000, donné pour 320 tonnes, avec mesure d’angle intégrée et le même butoir à 6 axes. Sur 90% du travail typique d’un atelier — matériau de 10 à 3/8 de pouce, pliage à l’air, lots de moins de 200 pièces — la différence de temps de cycle se mesure en secondes, pas en minutes. Cohérence des angles ? Les deux tiennent facilement une répétabilité de 0004 pouce au vérin.
Alors, si la plupart des ateliers ne travaillent pas régulièrement au-dessus de 1 000 tonnes, quelle configuration équilibre réellement capacité, coût et flexibilité ?
Commencez par ceci : 175 à 250 tonnes, 2,5 à 3,5 mètres, butoir arrière à 5 ou 6 axes, compensation CNC, et soit un hydraulique moderne avec pompe à vitesse variable, soit un entraînement servo-électrique. Cette enveloppe couvre le large milieu — supports, boîtiers, composants structurels de moins de 1/2 pouce — sans traîner une masse de châssis et une capacité de pompe que vous utilisez rarement. L’écart en capital entre cela et une plateforme “ tout faire ” haut de gamme se situe régulièrement entre $150 000 et $300 000.
Ce delta doit mériter sa place.
Si le modèle phare n’augmente pas les pièces par heure, ne réduit pas les rebuts ou ne diminue pas la main-d’œuvre dans votre mix réel, ce n’est pas du haut de gamme — c’est redondant. Acheter une machine de 320 tonnes pour une charge maximale de 180 tonnes revient à choisir une voiture de course pour une tournée de livraison. La puissance ne résout pas les embouteillages.
Quelles plateformes de milieu de gamme offrent réellement cette capacité 90% sans frais cachés ?
Imaginez un vérin servo-électrique entraîné par deux vis à billes au lieu de cylindres hydrauliques. Pas de réservoir d’huile. Pas de pompe fonctionnant en continu. Pleine tonnage disponible sur toute la course. Sur une machine de classe 200 tonnes, les vitesses d’approche et de retour sont généralement plus rapides, car on n’attend pas les courbes de pression hydraulique. En pliage à l’air des tôles fines à moyennes, cela se traduit par des gains mesurables de temps de cycle sur un poste complet.
L’énergie est là où les calculs deviennent ennuyeux — et convaincants. Un système hydraulique traditionnel avec une pompe tournant constamment peut consommer beaucoup d’électricité même au ralenti. Un servo-électrique consomme nettement moins, car il ne tire de la puissance que pendant le mouvement. Sur deux postes, cinq jours par semaine, la différence annuelle de fonctionnement peut atteindre cinq chiffres selon les tarifs locaux et le cycle de service. Ce ne sont pas des paroles de brochure. Ce sont des factures de services publics.
Mais la physique se moque des récits marketing. Vous ne verrez pas beaucoup de servo-électriques de 600 ou 1 000 tonnes, et pour une bonne raison. Les vis à billes et les entraînements électriques se mettent mal à l’échelle à des tonnages extrêmes ; la masse et le coût du bâti grimpent rapidement. Si votre vraie contrainte est de former quotidiennement des plaques de 3/4 de pouce, l’élégance électrique ne vous sauvera pas.
Là où le servo-électrique brille, c’est dans la stabilité thermique et le contrôle. Pas d’huile qui chauffe au bout de huit heures. Pas de changements de viscosité. Cette stabilité se traduit par des angles de pliage constants du premier au dernier morceau sans devoir corriger la profondeur. Pour les ateliers à forte variété travaillant du 14 gauge le matin et du 1/4 pouce l’après-midi, cette constance réduit les itérations de réglage.
Donc oui, les électriques peuvent rivaliser — avec les géants hydrauliques dans la classe des 200 tonnes. Au-delà, le compromis devient brutal.
Mais que faire si vous n’êtes pas prêt à miser sur une architecture électrique ?
Entrez dans un atelier du Midwest utilisant une presse-plieuse hydraulique importée de 250 tonnes qui tourne depuis sept ans. Pompe d’origine. Cylindres d’origine. Deux kits de joints remplacés. Ce n’est plus une exception.
Les marques importées de milieu de gamme — Durma en est un exemple — ont comblé l’écart de fiabilité que la plupart des acheteurs pensent encore exister. Bâti soudé, systèmes de guidage corrects, commandes CNC conviviales. Non, les pièces moulées ne sont pas aussi surdimensionnées qu’un modèle phare européen de 1 000 tonnes. Mais dans la classe des 200 à 300 tonnes, ce n’est pas nécessaire.
Voici la comparaison difficile : $260 000 pour une presse hydraulique importée bien équipée de 250 tonnes avec butée arrière à 6 axes et couronnement CNC contre plus de $450 000 pour l’équivalent haut de gamme avec une intégration logicielle plus poussée et une architecture de commande propriétaire. Dans les ateliers à machine unique ou à faible automatisation, les deux atteignent le même nombre de pièces par heure sur des composants pliés à l’air.
Là où le haut de gamme prend l’avantage, c’est dans l’écosystème — interfaces robotiques, surveillance centralisée, retour d’angle avancé. Dans des opérations à fort volume, multi-quarts, où les arrêts coûtent $5 000 de l’heure, ce support peut justifier chaque dollar supplémentaire. Si un système de diagnostic propriétaire réduit le temps moyen de réparation de seulement deux heures par incident, c’est de l’argent réel.
Mais la plupart des ateliers de 20 à 50 employés ne fonctionnent pas avec des cellules robotiques entièrement automatisées. Ils travaillent avec des opérateurs qualifiés et des tailles de lots modérées. Pour eux, la question n’est pas l’intégration IoT mondiale. C’est de savoir si le vérin descend droit et répète demain.
La vérité qui dérange ? Dans la gamme de tonnage moyen, les hydrauliques importés offrent souvent 90% de la performance structurelle pour 60% du coût en capital.
Alors, qu’est-ce qui se cache dans le 10% manquant ?
Commencez par les commandes.
Les fabricants de premier rang investissent massivement dans des écosystèmes CNC propriétaires — programmation hors ligne, simulation, intégration du chargement automatique des outils, mesure d’angle directement liée aux algorithmes de correction. Cela compte lorsque vous visez des équipes sans surveillance ou une précision inférieure à ±0,5 degré sur des lots de matériaux variables.
Les machines de milieu de gamme peuvent maintenir des tolérances strictes dans des conditions stables. Mais lorsque vous poussez vers des pliages complexes en plusieurs étapes, des alliages à retour élastique variable ou une intégration robotique, la profondeur logicielle devient le débit. Un contrôleur qui réduit la configuration de 20 minutes à 8 sur 10 configurations par jour offre plus qu’un simple prestige.
Vous abandonnez également une partie de la marge structurelle. Les châssis lourds européens sont souvent plus épais, avec un guidage de coulisseau plus raffiné sous charge asymétrique. Si vous chargez régulièrement de manière décentrée une pièce de 10 pieds avec 70% de tonnage d’un côté, cette masse supplémentaire préserve le parallélisme dans le temps. Un châssis plus léger de milieu de gamme peut le faire — mais plus près de son plafond de contrainte.
Il y a aussi la valeur de revente et la profondeur du réseau de service. Les marques de premier rang conservent généralement mieux leur valeur et offrent des filières de formation plus structurées. Cela ne se voit pas dans le tableau de ROI de la première année. Cela se voit lorsque vous échangez au bout de dix ans.
Ainsi, le compromis est explicite :
Dépenser $450 000 à $500 000 pour un logiciel plus approfondi, des châssis plus lourds et une architecture prête à l’intégration — ou dépenser $220 000 à $300 000 pour une machine qui atteint votre takt time, maintient une répétabilité de 0,004 pouce en pliage à l’air, et libère $200 000 pour l’automatisation, l’outillage ou un deuxième opérateur.
Si votre goulot d’étranglement est un tonnage extrême, des cellules autonomes ou des alliages exotiques, l’ADN d’ingénierie du haut de gamme résout un vrai problème.
Si votre goulot d’étranglement est l’efficacité du capital, un débit à mélange modéré et une production pilotée par l’opérateur, le point idéal du milieu de gamme n’est pas un compromis.
C’est un alignement.
Et une fois que vous acceptez que le fer brut n’est pas la contrainte pour la plupart des ateliers, la question suivante ne porte pas du tout sur la masse du châssis — mais sur les cerveaux qui font fonctionner la machine.
Une presse plieuse hydraulique de 250 tonnes posée sur une dalle de niveau effectuera 12 à 14 pliages par heure sur un travail de boîte modéré toute la journée. J’ai vu un modèle phare à $480 000 avec retour d’angle et interface robotique produire… 12 à 14 pliages par heure sur le même travail. La vitesse du coulisseau était là. Le tonnage était là. La différence est apparue avant le premier pliage — quarante minutes de programmation, sélection d’outils et essais sur une machine contre huit minutes et deux essais sur l’autre.
Ce n’est pas du fer. C’est du logiciel.
Si la masse brute du châssis et la répétabilité de 0,004 pouce ne sont pas votre contrainte, alors votre contrôleur compresse le temps de configuration — ou taxe silencieusement chaque travail que vous exécutez. Sur des ateliers à haut mélange, la configuration consomme régulièrement 20–40% du temps de broche disponible. Économisez dix minutes sur cinq configurations par jour et vous avez créé presque une heure de production sans toucher au tonnage. Multipliez cela sur 250 jours et vous récupérez des semaines de capacité grâce à un écran, pas à un cylindre.
Ainsi, la question n’est pas de savoir si les “ Big Three ” fabriquent du bon fer. Ils le font. La question est de savoir si leur écosystème propriétaire raccourcit votre vrai goulot d’étranglement — ou ajoute simplement un coût à une machine qui était déjà assez rapide.
Imaginez un programmeur construisant hors ligne un boîtier à 12 pliages. Matériau : A36 calibre 14. Rayon intérieur : 0,062 pouce. Il assigne des outils à partir d’une bibliothèque numérique, exécute une détection de collision et génère une séquence de pliage avant que l’opérateur ne serre un poinçon. La promesse est simple : charger les outils, charger le programme, appuyer sur la pédale — première pièce, bonne pièce.
Maintenant, regardez ce qui se passe lorsque cette bibliothèque d’outils numériques ne correspond pas au rack physique avec 0,010 pouce de différence en hauteur de poinçon, ou lorsque la base de données de déduction de pliage a été réglée pour des bobines européennes et que vous utilisez du domestique avec un retour élastique différent. Le premier pliage est décalé de 1,5 degré. Le deuxième pliage corrige. Le troisième pliage plante parce que la croissance de la bride n’a pas été modélisée correctement. Adieu votre fantasme “ hors ligne ”.
Le mécanisme est simple : une programmation hors ligne précise nécessite trois choses — des données de matériau validées, une géométrie d’outillage calibrée, et un contrôleur qui ferme la boucle entre la simulation et la position réelle du coulisseau. Les fournisseurs de premier rang investissent massivement ici. Certains lient la mesure d’angle directement aux algorithmes de correction automatique, de sorte que le contrôleur apprend dès le premier pliage et met à jour la séquence. C’est un véritable ADN d’ingénierie.
Mais voici le compromis. Si votre atelier exécute 60% travaux répétitifs en lots de 100+, le temps de programmation s’amortit rapidement. Un contrôleur de milieu de gamme avec une simulation 3D solide et une correction manuelle pourrait coûter $180 000 de moins à l’achat et toujours atteindre le takt time. Si vous êtes vraiment à haut mélange — dix configurations par équipe, petites séries de 5 à 20 pièces — alors un système qui produit systématiquement une première pièce correcte en deux essais peut récupérer des heures par semaine. Le ROI bascule en fonction du mélange, pas du logo.
Et si vos programmeurs ne peuvent pas générer une séquence de pliage prouvée hors ligne et obtenir un premier bon résultat en deux essais, votre contrôleur est votre goulot d’étranglement—peu importe le logo soudé sur le châssis.
Alors, à quel point êtes-vous verrouillé une fois que vous avez choisi ce cerveau ?
J’ai vu un atelier essayer d’intégrer un robot tiers avec un contrôleur européen fermé. Le côté mécanique était facile—installer la base, câbler la sécurité, configurer les pinces. Le mur qu’ils ont rencontré était logiciel. Protocole de communication propriétaire. Accès API limité. L’intégration devait passer par le package certifié de l’OEM à six chiffres.
Ce n’est pas de la pure ingénierie. C’est un péage.
Les écosystèmes fermés offrent souvent une intégration interne plus serrée—robot, changeur d’outils, mesure d’angle parlant tous la même langue. Dans des opérations à haut volume et multi-postes où les arrêts coûtent $5,000 de l’heure, ce support peut justifier chaque dollar supplémentaire. Un appel de service, diagnostics à distance, pièces expédiées en urgence depuis un hub centralisé—cette cohésion protège le débit.
Mais que se passe-t-il si votre plan de croissance implique de composer l’automatisation sur cinq ans—cobots d’abord, puis manutention de matériaux, puis intégration MES ? Les contrôleurs à architecture ouverte, courants sur les marchés asiatiques en forte croissance, permettent des protocoles de communication industriels standards et des connexions logicielles tierces. Cette flexibilité peut signifier l’intégration d’un cobot à $60,000 au lieu d’une cellule robotique de marque à $250,000.
Le compromis est clair : les systèmes fermés réduisent le risque d’intégration aujourd’hui mais peuvent taxer chaque expansion future ; les systèmes ouverts exigent plus de compétences techniques internes mais préservent la flexibilité du capital. Si votre véritable contrainte est la mise en place du matériel, la formation des opérateurs ou la distorsion de soudure, investir dans un jardin clos ne résoudra pas le problème.
Alors même si le contrôleur peut communiquer avec le monde extérieur, qui le pilote réellement ?
Un opérateur de presse plieuse de 58 ans avec 30 ans d’expérience peut régler une machine hydraulique avec un contrôleur 2D basique et atteindre la spécification au feeling. Il lit le retour élastique comme la météo. Remplacez-le maintenant par un employé de 26 ans qui a utilisé des lasers mais n’a jamais plié à l’air une plaque de 1/4 de pouce.
Sur un contrôle simplifié, cette courbe d’apprentissage se traduit par de la casse et du temps de supervision. Sur une interface graphique 3D moderne avec séquençage de pliage, alertes d’interférence et mise en place visuelle des outils, ce même opérateur devient productif plus rapidement. Le logiciel devient une roue d’entraînement qui ne s’enlève jamais complètement.
C’est là que l’ADN des marques diverge fortement. Certains contrôleurs haut de gamme sont profonds mais complexes—puissants pour les programmeurs expérimentés, intimidants pour les nouveaux embauchés. D’autres investissent massivement dans des flux de travail guidés, la simulation visuelle et l’aide intégrée qui réduisent la dépendance au savoir tribal. Les importations de milieu de gamme se sont considérablement améliorées ici, mais l’expérience utilisateur varie encore énormément.
Le mécanisme est mesurable : moins de pliages d’essai, moins de collisions, moins de casse. Si un contrôle guidé empêche une collision majeure d’outillage par an, vous avez évité des dizaines de milliers de dollars en dommages et en temps d’arrêt. S’il réduit l’intégration de six mois à trois, vous avez effectivement doublé la montée en productivité de chaque nouvel opérateur.
Mais si 52% de votre travail consiste en des pliages linéaires à haut volume sur un matériau prévisible, une simple hydraulique avec un opérateur compétent peut surpasser un CNC riche en fonctionnalités en coût par pièce. Les contrôles avancés ne créent pas de débit lorsque la variation est faible et les séries sont longues.
Voici donc la réalité peu glamour : le logiciel du contrôleur impacte le ROI exactement dans la mesure où votre opération est contrainte par la fréquence des réglages, l’ambition d’automatisation et la variabilité des opérateurs. Ignorez cela, et vous achetez une voiture de course pour une tournée de livraison—puissance impressionnante, mauvais goulot d’étranglement.
Ce qui signifie que la prochaine étape n’est pas de comparer des brochures. C’est de mapper vos contraintes réelles avec l’ADN de chaque fabricant avant de signer un bon de commande.
Un atelier avec lequel j’ai travaillé a dépensé $480,000 pour une presse plieuse électrique de 220 tonnes avec une répétabilité de 0004 pouces pour plier des pièces tenues à ±0,010. Leur vrai problème ? Trois réglages par heure et un programmeur toujours en retard.
C’est l’erreur. Acheter des capacités qui n’attaquent pas la contrainte.
Si vous voulez comparer les fournisseurs de manière systématique, vous commencez avec une feuille de papier et quatre lignes : profil de mélange, tolérance de disponibilité, horizon d’automatisation et profondeur de compétence. En haut, vous listez les candidats. Ensuite, vous forcez le biais d’ingénierie de chaque marque dans l’une de ces lignes. Si une fonctionnalité ne soulage pas l’une de ces contraintes, elle obtient un poids nul. Pas “ agréable à avoir ”. Zéro.
Parce que chaque fabricant a un ADN. Certains construisent des écosystèmes fermés, profondément intégrés, qui excellent lorsque vous faites fonctionner des cellules sans surveillance. Certains fabriquent des machines hydrauliques robustes qui tolèrent les abus et une grande variation de matériaux. Certains sont obsédés par l’assistance à l’opérateur et la précision du premier bon élément dans les petites séries. La matrice ne concerne pas qui est le meilleur. Elle concerne celui dont le biais correspond à votre goulot d’étranglement.
Ce qui signifie que les calculs changent en fonction de l’endroit où votre ROI bascule réellement.
Prenons deux ateliers hypothétiques.
L’atelier A exécute 12 à 15 références différentes par équipe, des lots de 5 à 20, acier doux de 14-gauge à 3/8 pouce. Dix réglages par équipe. Ici, chaque pli d’essai supplémentaire est une capacité perdue. Un contrôleur qui atteint systématiquement le premier bon élément en deux coups au lieu de cinq peut récupérer 60 à 90 minutes par jour. Sur un an, cela dépasse largement un écart de prix de $120 000.
L’atelier B exécute 3 pièces principales, lots de 500+, plaque de 1/4 pouce toute la semaine. Réglage unique. Fonctionnement toute la journée. Leur goulot d’étranglement est la mise en place du matériau et l’ébavurage, pas la correction d’angle. Une hydraulique de 250 tonnes d’un constructeur milieu de gamme à 60% du coût en capital produira les mêmes pièces par heure une fois réglée. Le contrôle haut de gamme devient une assurance inactive.
C’est là que la plupart des acheteurs se laissent séduire. Ils voient une répétabilité de 0004 pouce et supposent qu’elle équivaut à un débit. Ce n’est pas le cas. La répétabilité ne se traduit en argent que lorsque la variation et la fréquence des réglages sont suffisamment élevées pour la monétiser.
Alors posez une question directe : combien de réglages par équipe, et combien chaque réglage vous coûte-t-il en minutes et en rebut ?
Lorsque ce nombre franchit un seuil — disons 8 à 10 réglages par équipe — la courbe de ROI se penche vers les contrôles haut de gamme. En dessous, elle s’aplatit rapidement. C’est là que l’inversion se produit.
Mais même si les calculs de production favorisent une machine haut de gamme, la disponibilité peut l’annuler en une semaine.
J’ai vu une presse plieuse de 175 tonnes rester inactive pendant quatre jours en attendant un servo variateur propriétaire venu de l’étranger. Les économies sur le prix d’achat se sont évaporées avant que la pièce ne passe la douane.
Les arrêts ont une valeur monétaire. Dans les opérations à haut volume et multi-équipe où les arrêts coûtent $5 000 de l’heure, ce soutien peut justifier chaque dollar supplémentaire. Un réseau de service dense, des diagnostics à distance, des pièces régionales en stock — ce ne sont pas des arguments marketing. Ce sont des outils de gestion des risques.
Maintenant, inversez la situation.
Si vous êtes en équipe unique, travail sur mesure à 70%, et que votre presse plieuse affiche une utilisation moyenne de 65%, un délai de deux jours est douloureux mais pas catastrophique. Dans ce cas, payer une prime de 30% pour un support mondial haut de gamme peut sur-assurer l’actif.
C’est le compromis que la plupart des ateliers refusent de quantifier. Ils comparent les spécifications des machines mais pas l’exposition au risque. Un écosystème fermé avec intégration garantie et support centralisé réduit la volatilité opérationnelle. Une plateforme ouverte à moindre coût préserve le capital mais augmente votre dépendance à la compétence technique interne.
Et si votre véritable contrainte est la mise en place du matériau, la formation de l’opérateur ou la distorsion de soudure ? Alors s’obséder sur le fabricant qui a le technicien le plus rapide sur le terrain revient à déplacer des chaises longues.
Alors comment éliminer les mauvais fournisseurs avant de perdre des semaines en démonstrations et déplacements ?
Voici le filtre que j’utilise avant toute discussion sur un bon de commande.
1. Quelle est notre contrainte dominante pour les 36 prochains mois ? Temps de réglage, automatisation sans surveillance, capacité en tonnage ou compétence de la main-d’œuvre ? Choisissez-en une. Si l’histoire d’ingénierie centrale du fournisseur n’attaque pas directement cette contrainte, il est éliminé.
2. Combien de réglages par équipe, réalistiquement ? Moins de cinq favorise l’efficacité du capital et des systèmes hydrauliques plus simples. Plus de dix vous pousse vers la simulation avancée, la mesure d’angle et éventuellement le changement automatique d’outils. Pas de réponses intermédiaires.
3. Quelle est la valeur d’une heure d’arrêt pour nous ? Si c’est à quatre chiffres, vous pouvez envisager un éventail plus large de fournisseurs. Si c’est à cinq chiffres, la densité du service et la logistique des pièces passent en haut de la matrice.
4. Quelle est notre feuille de route en matière d’automatisation ? Si vous prévoyez d’ajouter des robots tiers, des cobots ou une intégration MES sur cinq ans, l’ouverture du contrôleur compte. Si vous voulez une cellule robotisée clé en main maintenant et éviter les problèmes d’intégration interne, une pile OEM étroitement intégrée peut être le choix rationnel.
Chaque question impose un compromis : coût du capital contre flexibilité, risque d’intégration contre autonomie, précision contre amortissement.
Voici la partie non évidente.
Le “ bon ” fabricant n’est pas celui qui possède la meilleure coulée de châssis, l’interface la plus tape-à-l’œil ou la plus grande part de marché mondiale. C’est celui dont le biais d’ingénierie attaque directement votre contrainte — et dont les autres atouts, vous êtes prêt à les ignorer.
Acheter une presse plieuse, c’est comme acheter une voiture de course pour une tournée de livraison. Si le trafic et la charge utile sont vos contraintes, la puissance et les temps au tour ne font que vider le réservoir.
La matrice d’approvisionnement n’est pas un exercice de tableur. C’est une discipline : chaque fonctionnalité doit mériter sa place en éliminant un véritable goulot d’étranglement.
En appliquant cela, la comparaison des fournisseurs cesse d’être un concours de popularité et devient ce qu’elle aurait toujours dû être — une décision d’allocation de capital liée au débit.


















