

L’ultima volta che ho camminato su un pavimento in Ohio, una pressa piegatrice europea da 230 tonnellate e 10 piedi stava vibrando come un organo da cattedrale. Ripetibilità di ±0,0004 pollici. Misurazione dell’angolo laser. Tutto il necessario.
A valle, due saldatori stavano combattendo una deriva di adattamento di ±0,015 pollici con una smerigliatrice.
Quella macchina è costata più di $400.000. Le smerigliatrici costano $200. Indovina quale stava determinando il throughput.
La maggior parte dei produttori presume che comprare dai Big Three garantisca una produzione superiore. Ho visto quella supposizione trasformare bilanci sani in piani di pagamento da 84 mesi.
Una pressa piegatrice è una decisione di allocazione del capitale, non un simbolo di status. Quando firmi per un modello di punta da 320 tonnellate e 8 assi perché “è quello che usano i grandi”, stai scommettendo che il tuo vincolo sia la precisione di piegatura, la flessibilità degli assi o l’integrazione del software.
E se il tuo vero vincolo fosse il posizionamento del materiale, la formazione dell’operatore o la distorsione della saldatura?
I mercati emergenti stanno ampliando le loro flotte di presse piegatrici più velocemente degli Stati Uniti: la Cina supera il 7% annuo, l’India poco dietro—senza affidarsi principalmente alla trinità europea. Questo mi dice qualcosa di scomodo: quando il capitale è limitato, gli acquirenti diventano spietati riguardo al ROI. Il prestigio svanisce rapidamente quando il flusso di cassa è in gioco.
Quindi la prima domanda non è “Chi guida il mercato?”, ma “Che cosa esattamente sta rallentando le mie parti all’ora?”

Ho visto officine pagare un premio per una ripetibilità di ±0,0004 pollici mentre il disegno del cliente consente ±0,010. È 25 volte più preciso di quanto richieda la specifica.
La precisione paga solo se qualcuno scrive un assegno per essa.
Se il tuo processo di saldatura a valle oscilla a ±0,015, o il rivestimento in polvere aggiunge variabilità, quei quattro decimali extra non si traducono in un valore di fattura più alto. Si traducono in un maggior ammortamento. Stai finanziando una capacità che fisicamente non puoi consegnare.
Ora, esistono officine dove quella micro-precisione conta—carter medicali, staffe aerospaziali, celle automatizzate che accumulano tolleranze su più piegature. In quegli ambienti, un riscontro a 8 assi e una correzione dell’angolo in tempo reale proteggono il margine a ogni turno.
Ma se l’80% del tuo lavoro consiste in staffe in acciaio dolce da 10 gauge con assemblaggi tolleranti, acquistare quel livello di controllo è come far correre un’auto da gara su un percorso di consegna. La potenza non è il tuo collo di bottiglia. Il traffico lo è.
Allora perché i proprietari intelligenti continuano a fare quella scommessa?
La sento ogni volta: “Mantiene il suo valore.”
Dieci anni fa, quell’argomento aveva senso. Le piattaforme meccaniche si distinguevano per qualità costruttiva e percezione del marchio. Una macchina tedesca ben mantenuta portava un marchio di prestigio nel mercato dell’usato.
Oggi, il valore risiede nel software di controllo, nei sistemi servo, nell’efficienza energetica e nella cronologia di manutenzione. Ho visto macchine di fascia media con controlli moderni e sistemi di pompaggio efficienti muoversi più velocemente di modelli di punta più vecchi che utilizzano versioni CNC obsolete. Una riduzione energetica 80% da un sistema idraulico intelligente può contare più per un acquirente del logo sul telaio.
E mentre i produttori asiatici colmano il divario su controlli e precisione, la differenza di valore alla rivendita si riduce. Se una macchina più recente e dal costo inferiore offre 90% delle capacità con software aggiornato, il premio del marchio si comprime.
Il valore di rivendita ti salva solo se qualcuno crede ancora al mito quando decidi di uscire.
Sei sicuro che lo faranno?
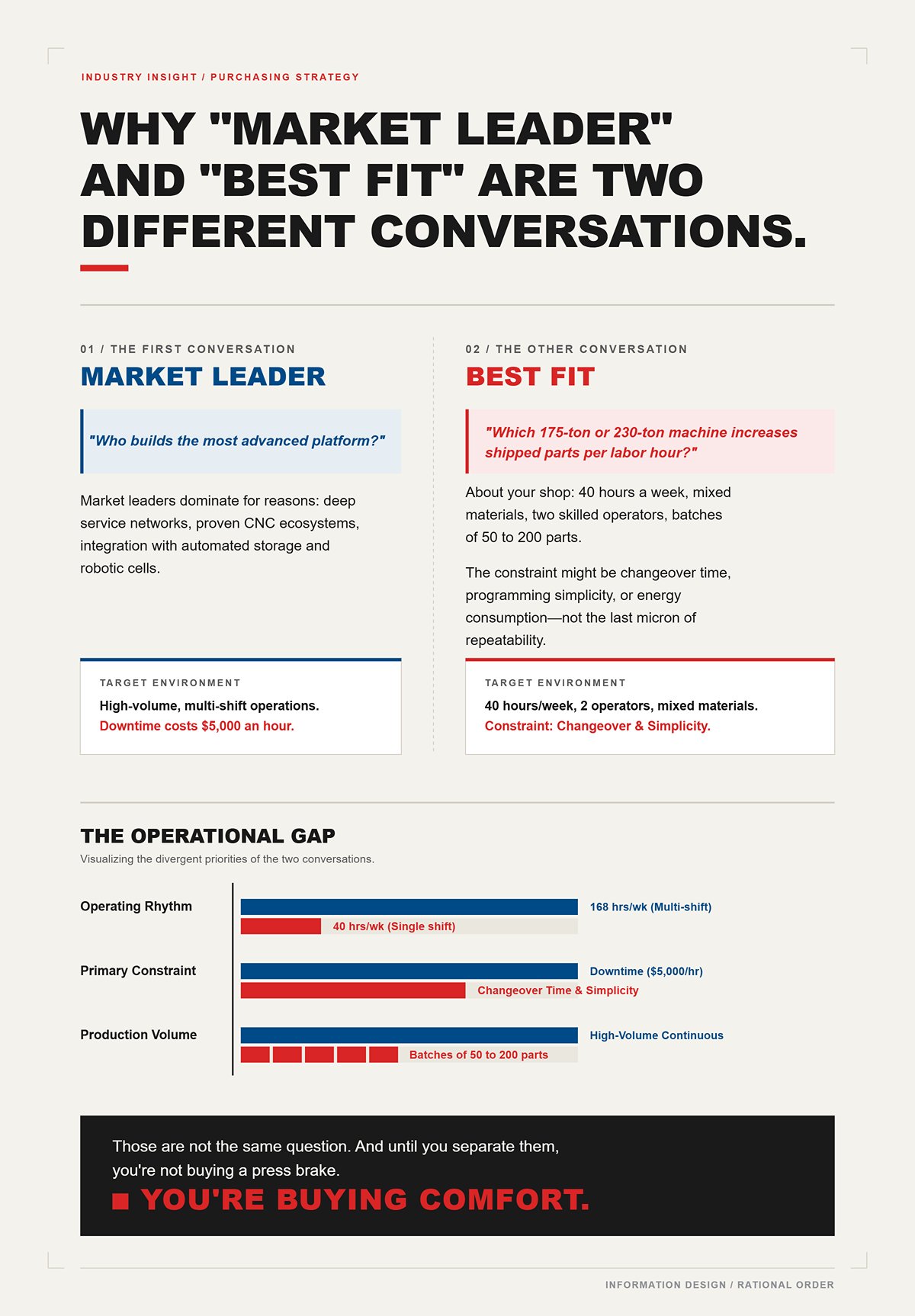
I leader di mercato dominano per motivi concreti: reti di assistenza estese, ecosistemi CNC collaudati, integrazione con stoccaggio automatizzato e celle robotiche. In operazioni ad alto volume e su più turni dove i tempi di fermo costano $5.000 all’ora, quel supporto può giustificare ogni dollaro in più.
Quella è una conversazione.
L’altra conversazione riguarda la tua officina: 40 ore settimanali, materiali misti, due operatori qualificati, lotti da 50 a 200 pezzi. In quell’ambiente, il vincolo potrebbe essere il tempo di cambio, la semplicità di programmazione o il consumo energetico—non l’ultimo micron di ripetibilità.
“Leader di mercato” risponde alla domanda: “Chi costruisce la piattaforma più avanzata?”
“Miglior scelta” risponde a: “Quale macchina da 175 o 230 tonnellate aumenta le parti spedite per ora di lavoro senza immobilizzare capitale?”
Non sono la stessa domanda.
E finché non le separi, non stai comprando una pressa piegatrice.
Stai comprando tranquillità.
Qualche anno fa, ho visto un’officina firmare per tre diverse presse piegatrici da 175 tonnellate e 10 piedi nel giro di cinque anni—una TRUMPF, una AMADA, una Bystronic. Stessa tonnellata. Stessa capacità di base. Tre risultati produttivi completamente diversi.
La TRUMPF dimezzò i tempi di programmazione perché comunicava perfettamente con il loro laser e ERP. L’AMADA stabilizzò gli angoli di piega nei cambi giornalieri da 40 pezzi che prima richiedevano un’ora di prove. La Bystronic si abbinò a un robot e funzionò senza supervisione durante il secondo turno.
Stessa categoria. DNA diverso.
Questo è il punto che la maggior parte degli acquirenti perde. Presumono che “Big Three” significhi formatura universalmente superiore. Non è così. Significa tre produttori che risolvono tre diversi colli di bottiglia in modo estremamente efficace. Se il tuo vincolo corrisponde al loro orientamento ingegneristico, vinci. Se non corrisponde, finanzi la forza di qualcun altro.
Quindi, dove divergono realmente?
Immagina una TruBend da 230 tonnellate con riscontro posteriore a 8 assi, misurazione automatica dell’angolo e programmazione offline collegata direttamente al database di taglio laser dell’officina. Il programmatore nidifica un pezzo, lo esporta, e la sequenza di piega appare sulla pressa con i suggerimenti per l’attrezzatura già definiti.
Quella non è solo una pressa piegatrice. È un ecosistema.
Il vantaggio di TRUMPF non è solo una ripetibilità di ±0,0004 pollici. È l’architettura di controllo. Il loro stack software collega taglio, piegatura e talvolta persino lo stoccaggio. In un’officina che gestisce 200–300 SKU unici a settimana, questa integrazione riduce le ore di ingegneria e previene il caos delle revisioni. Quando i tempi di inattività costano $5.000 all’ora, e si lavora su più turni in ambito aerospaziale o medicale, quella coesione protegge il margine in un modo che la pura tonnellata non potrà mai fare.
Ma ecco il compromesso: gli ecosistemi richiedono disciplina.
Cambi utensile automatici, sistemi laser per l’angolo e riscontri multi-asse non perdonano dati imprecisi o operatori poco formati. Ho visto funzioni da sei cifre ignorate perché nessuno in officina si sentiva a proprio agio nel calibrarle. La macchina era capace. L’organizzazione no.
Ora stai pagando un premio per una capacità che non puoi sfruttare in modo costante.
Se il tuo vero vincolo è la profondità di competenze degli operatori o dati a monte incoerenti, la precisione di TRUMPF diventa un giardino recintato—bello, controllato e costoso da mantenere. La domanda non è “È il migliore?” ma “La maturità del tuo processo può monetizzarlo ad ogni turno?”
Entra in un’officina ad alto mix che lavora acciaio dolce da 12 gauge a 3/16 di pollice in lotti da 20 a 80 pezzi. L’operatore cambia utensili cinque, sei, otto volte al giorno. Ogni errore di setup costa 15 minuti. Fallo quattro volte e hai bruciato un’ora.
AMADA ha costruito la sua reputazione proprio in quell’ambiente.
I loro sistemi di attrezzaggio, database dei materiali e librerie di piega sono progettati per un setup ripetibile su famiglie di pezzi variabili. Il vantaggio non è un conteggio assi esotico; è la stabilità del processo. Quando un operatore richiama un programma di sei mesi fa e l’angolo rientra nelle specifiche già al secondo pezzo, non è fortuna. È ingegneria applicativa accumulata.
Ma la stabilità comporta costi e tempi.
I tempi di consegna possono allungarsi. I pacchetti di attrezzaggio non sono economici. E le loro macchine, come quelle di TRUMPF, presuppongono operatori formati che comprendano il ritorno elastico del materiale, i raggi degli utensili e la logica di sequenza. Senza quella competenza di base, il vantaggio si erode rapidamente.
Ecco il duro compromesso: se il 70% del tuo fatturato proviene da lavori ripetuti ad alto mix dove il tempo di cambio è il collo di bottiglia, la coerenza di processo di AMADA può aumentare i pezzi per ora di lavoro. Se i tuoi lavori sono lunghe serie di 500 staffe identiche, quella sofisticazione può restare inattiva mentre paghi le rate.
Sei davvero un’officina ad alto mix—o ti piace solo raccontarti di esserlo?
Ora immagina una Bystronic da 150 tonnellate abbinata a una cella robotica, che lavora involucri in acciaio inox da 14 gauge durante la notte. L’operatore carica le lamiere alle 16:00. La cella piega fino alle 2:00 del mattino. Senza supervisione.
È qui che Bystronic eccelle: automazione accessibile.
La loro interfaccia utente è generalmente più indulgente. L’assistenza tecnica ha la reputazione di essere reattiva. Per le officine che si avvicinano alla robotica senza un dottorato in controlli, questo conta. Se la disponibilità di manodopera—non la micro-precisione—è il tuo collo di bottiglia, la capacità di automatizzare in modo pulito è un vantaggio diretto in termini di produttività.
Ma ecco il vincolo che nessuna brochure evidenzia: il limite di tonnellaggio.
Bystronic eccelle nelle presse piegatrici di piccole e medie dimensioni. Quando si parla di oltre 300 tonnellate per lamiera spessa o componenti strutturali pesanti, la storia dell’integrazione robotica diventa più sottile. L’automazione su lamiera da 1/2 pollice non è la stessa cosa della lamiera inox da 14 gauge. Portata, forza del gripper, deformazione del pezzo—tutti problemi più difficili.
Quindi, se pieghi principalmente acciaio al carbonio pesante dove la forza bruta e la rigidità del telaio dominano la stabilità del ciclo, il sovrapprezzo dell’automazione potrebbe non tradursi in veri vantaggi. Potresti aver bisogno di muscoli strutturali più che di eleganza robotica.
Questo è il tema ricorrente.
TRUMPF vende profondità di integrazione. AMADA vende controllo di processo ad alto mix. Bystronic vende produttività automatizzata accessibile. Nessuno di questi risolve automaticamente il tuo vincolo.
Se il tuo collo di bottiglia è la distorsione di saldatura, il flusso dei materiali o un processo di preventivo vecchio di 20 anni, nessun logo sulla traversa lo cambia.
E una volta accettato che anche la fascia premium si specializza, la conversazione cambia ancora: cosa succede quando il tuo lavoro non riguarda affatto la raffinatezza del software o la coreografia robotica—ma riguarda tonnellaggio puro, rigidità del telaio e la capacità di affrontare lamiera da 1/2 pollice tutto il giorno senza esitazione?
Una pressa piegatrice idraulica da 1.200 tonnellate e 20 piedi che piega lamiera A36 da 1 pollice non fallisce in modo drammatico. Deriva.
I primi dieci pezzi raggiungono l’angolo. Al pezzo venticinque, insegui 0,5 gradi. Al pezzo quaranta, l’operatore apporta correzioni ogni pochi cicli perché il telaio si è riscaldato, l’olio si è assottigliato e il banco si è deformato quel tanto che basta per aprire il centro.
Questo non è un problema di software. È fisica a oltre 1.000 tonnellate.
Una volta superate circa 600-800 tonnellate su letti lunghi, la deformazione elastica del telaio e della traversa smette di essere teorica. A 1.000 tonnellate su 20 piedi, anche pochi millesimi di deformazione verticale sulla linea centrale si traducono in variazioni di angolo misurabili, soprattutto su lamiera spessa con raggi interni stretti. Quando la tolleranza del tuo saldato è ±1 grado, puoi nasconderla. Quando è ±0,5, stai selezionando i pezzi.
Quindi la domanda cambia: chi costruisce davvero per quell’abuso?
Partiamo dall’architettura.
Prima Power ha costruito la sua reputazione su sistemi servo-elettrici con design a telaio O e bombatura CNC. Gli azionamenti elettrici garantiscono stabilità nel tempo e con la temperatura—niente olio idraulico che si scalda tutto il giorno, nessuna pompa in funzione continua. Su spessori più leggeri, questo si traduce in guadagni misurabili nei tempi di ciclo e nella consistenza dell’angolo.
Ma le piattaforme servo-elettriche sono intrinsecamente limitate nel tonnellaggio di picco rispetto ai sistemi completamente idraulici. Non si vedono molte presse piegatrici elettriche da 1.500 tonnellate per un motivo. Quando pieghi in aria acciaio inox da 3/8 di pollice tutto il giorno, l’elettrico ha senso. Quando fai piegatura a fondo su lamiera di acciaio al carbonio da 3/4 di pollice, sei in territorio idraulico.
LVD, invece, punta su piattaforme idrauliche pesanti e misurazione dell’angolo in tempo reale. I loro sistemi di controllo dell’angolo basati su laser leggono l’angolo di piega reale durante la formatura e regolano automaticamente la profondità della traversa. Su lamiera spessa, dove la variabilità del materiale può far oscillare il ritorno elastico da pezzo a pezzo, quel ciclo di feedback conta più di un touchscreen più elegante.
Ecco il compromesso in numeri semplici:
Se il tuo vincolo è il costo energetico per turno, la macchina idraulica più grande del catalogo potrebbe essere l’errore più costoso che tu possa fare.
Se il tuo vincolo è formare fisicamente una lamiera da 1 pollice senza torsione del telaio, l’eleganza elettrica non ti salverà.
Il che ci porta alla soglia scomoda che la maggior parte delle brochure evita.
| Categoria | Prima Power | LVD |
|---|---|---|
| Architettura di base | Sistemi servo-elettrici con design a telaio a O e bombatura CNC | Piattaforme idrauliche heavy-duty con costruzione robusta del telaio |
| Tecnologia di trasmissione | Azionamenti elettrici; nessun riscaldamento dell’olio idraulico o funzionamento continuo della pompa | Sistemi idraulici con funzionamento continuo della pompa |
| Stabilità termica | Alta stabilità in funzione della temperatura e del tempo | Dipende dalla gestione del sistema idraulico |
| Prestazioni su lamiere sottili | Tempi di ciclo più rapidi e forte coerenza dell’angolo | Capace, ma ottimizzato maggiormente per applicazioni pesanti |
| Capacità di tonnellaggio di picco | Limite pratico di tonnellaggio; disponibilità limitata oltre le 1.000 tonnellate | Disponibile in configurazioni da oltre 1.000 tonnellate |
| Prestazioni su lamiera spessa | Meno adatto per la piegatura a fondo di lamiera spessa (ad es., lamiera di carbonio da 3/4 di pollice) | Progettato per la formatura di lamiera pesante, incluso materiale da 1 pollice |
| Controllo dell’angolo | CNC con compensazione per garantire uniformità | Misurazione dell’angolo in tempo reale basata su laser con regolazione automatica della profondità del punzone |
| Consumo energetico | Costo operativo inferiore; efficiente dal punto di vista energetico | Costo energetico più elevato; il funzionamento continuo della pompa può costare decine di migliaia all’anno |
| Caso d’uso ideale | Piegatura in aria di materiali più sottili (ad es., acciaio inox da 3/8 di pollice) con focus su velocità ed efficienza | Piegatura a fondo e formatura di lamiera spessa con elevati requisiti di tonnellaggio |
| Vincolo principale | Ideale quando il costo energetico per turno è critico | Ideale quando la capacità di formatura e la rigidità del telaio sono critiche |
Immagina una pressa da 400 tonnellate allungata a 14 piedi, spinta regolarmente vicino alla capacità massima su lamiera da 1/2 pollice.
Sulla carta “può” fare il lavoro. In pratica, stai lavorando all’85–95% del tonnellaggio nominale ad ogni ciclo. Ciò significa maggiore stress nei telai laterali, più pronunciata deflessione del banco e usura accelerata delle guide e delle boccole. Col tempo, non perdi solo la costanza dell’angolo—perdi il parallelismo.
La perdita di parallelismo si manifesta quando un’estremità di un pezzo da 10 piedi devia di 0,25 gradi rispetto all’altra. I saldatori compensano. Gli assemblatori smerigliano. La produttività cala in reparti che non hanno mai approvato l’acquisto della pressa.
È in quel momento che un telaio standard diventa una responsabilità.
Le piattaforme per lavorazioni pesanti sopra le 1.000 tonnellate non sono solo “più grandi”. Utilizzano piastre laterali più spesse, traverse rinforzate e sistemi di guida del punzone più robusti per controllare la torsione sotto carichi asimmetrici. Questa massa strutturale costa di più all’inizio. Mantiene anche la deflessione prevedibile, il che mantiene efficaci i sistemi di compensazione invece di portarli al limite ad ogni ciclo.
Spingere un telaio di fascia media verso un impiego strutturale pesante significa spendere i risparmi in rilavorazioni e manutenzione.
Comprare un mostro da 1.500 tonnellate quando il 90 % del tuo lavoro è sotto i 3/8 di pollice significa spendere la differenza in capacità inutilizzata e in elettricità.
Qui non ci sono eroi. Solo allineamento.
Ma anche il telaio più pesante è cieco senza compensazione.
A 1.200 tonnellate su 20 piedi, il banco si fletterà. L’unica domanda è se riesci a controllarlo.
I sistemi di bombatura—cunei meccanici o cilindri idraulici integrati nel banco—introducono una contro-flessione controllata. Regolandoli correttamente, il centro si solleva quanto basta sotto carico per produrre un angolo uniforme per tutta la lunghezza.
I sistemi di base sono impostati manualmente in base a tabelle di tonnellaggio. Quelli avanzati CNC si regolano dinamicamente per programma. Su lamiere spesse con struttura del grano variabile o calamina irregolare, la differenza si nota nella precisione del primo pezzo.
Ora aggiungi la misurazione dell’angolo in tempo reale, come i sistemi laser di LVD. Invece di affidarsi unicamente alle curve di deflessione previste, la pressa piegatrice misura l’angolo reale di piega e corregge a metà ciclo. Non è un ritocco di marketing. È prevenzione degli scarti quando stai piegando lastre di lega da 1,800 mm.
Ma ecco la realtà finanziaria: bombatura personalizzata, telai pesanti e feedback sull’angolo fanno lievitare i costi rapidamente.
In operazioni ad alto volume e su più turni, dove i tempi morti costano 5.000 $ l’ora, quel supporto può giustificare ogni dollaro extra. In un’officina strutturale a due turni che lavora piccole serie di pezzi pesanti due volte a settimana, forse no.
Ed è qui che il mito dei “Big Three” crolla nella fabbricazione pesante. I vincitori nel territorio della forza bruta non sono i marchi con l’integrazione più vistosa o l’interfaccia utente più intuitiva. Sono quelli la cui massa del telaio, sistemi di guida e architettura di bombatura corrispondono al tuo carico massimo giornaliero—non al lavoro occasionale di tre anni fa.
La maggior parte delle officine non opera sopra le 1.000 tonnellate.
Vivono nella fascia media ampia—90 % di pezzi sotto il mezzo pollice, qualche lavoro pesante occasionale, pressione costante su manodopera e tempi di setup.
Quindi prima di specificare una macchina costruita per sopravvivere in un cantiere navale, è meglio chiedersi: stai davvero piegando lamiere che lo giustificano, o stai comprando potenza per una tratta di consegna?
Una pressa piegatrice servo‑elettrica da 230 tonnellate e 10 piedi che piega acciaio dolce da 3/8 pollice a 12 pezzi l’ora non fa notizia. Semplicemente lavora. Prezzo d’acquisto: circa 220.000 $ con controsagoma a 6 assi e bombatura CNC. Mettila accanto a una punta di diamante idraulica da 480.000 $, classificata a 320 tonnellate con misurazione dell’angolo integrata e lo stesso controsagoma a 6 assi. Sul 90 % dei lavori tipici da officina—materiale tra 10 e 3/8 pollice, piegatura aerea, lotti sotto i 200 pezzi—la differenza di tempo ciclo si misura in secondi, non in minuti. Coerenza dell’angolo? Entrambe mantengono facilmente una ripetibilità di 0,004 pollici al pestone.
Quindi, se la maggior parte delle officine non opera costantemente sopra le 1.000 tonnellate, quale configurazione bilancia davvero capacità, costo e flessibilità?
Inizia con questo: da 175 a 250 tonnellate, 8‑12 piedi, controsagoma a 5 o 6 assi, bombatura CNC e, a scelta, un’idraulica moderna con pompa a velocità variabile o un’azionamento servo‑elettrico. Questo margine copre la fascia media ampia—staff e involucri, componenti strutturali sotto il mezzo pollice—senza trascinarsi dietro la massa del telaio e la capacità della pompa che raramente usi. Il delta di capitale tra questa configurazione e una piattaforma di punta “tuttofare” si aggira regolarmente tra 150.000 $ e 300.000 $.
Quel delta deve meritarsi il suo posto.
Se la ammiraglia non aumenta le parti all’ora, non riduce gli scarti o non taglia il numero di operatori nel tuo mix reale, non è premium—è ridondante. Comprare una macchina da 320 tonnellate per un carico di lavoro che arriva al massimo a 180 tonnellate è come specificare un’auto da corsa per un percorso di consegna. La potenza non risolve il traffico.
Quali piattaforme di fascia media offrono davvero quella capacità 90% senza introdurre costi nascosti?
Immagina un ariete servo-elettrico azionato da doppie viti a ricircolo di sfere invece che da cilindri idraulici. Nessun serbatoio dell’olio. Nessuna pompa in funzione continua. Tonnellaggio completo disponibile lungo tutta la corsa. Su una macchina di classe 200 tonnellate, le velocità di avvicinamento e ritorno sono tipicamente più rapide perché non si deve attendere la curva di pressione idraulica. Nella piegatura ad aria di lamiera leggera o media, ciò si traduce in guadagni misurabili di tempo ciclo su un turno completo.
L’energia è dove la matematica diventa noiosa—e convincente. Un sistema idraulico tradizionale con pompa a funzionamento costante può assorbire molta energia anche in fase di inattività. Un servo-elettrico consuma significativamente meno perché assorbe energia solo durante il movimento. Su due turni, cinque giorni a settimana, la differenza operativa annuale può arrivare a cinque cifre a seconda delle tariffe locali e del ciclo di lavoro. Non è linguaggio da brochure. Sono bollette.
Ma la fisica non si cura delle narrazioni di marketing. Non si vedono molti servo-elettrici da 600 o 1.000 tonnellate per una ragione. Le viti a ricircolo di sfere e le trasmissioni elettriche si scalano male a tonnellaggi estremi; la massa del telaio e i costi aumentano rapidamente. Se il tuo vero vincolo è piegare quotidianamente lamiera da 3/4 di pollice, l’eleganza elettrica non ti salverà.
Dove il servo-elettrico eccelle è nella stabilità termica e nel controllo. Nessun olio che si scalda in otto ore. Nessun cambiamento di viscosità. Questa stabilità si traduce in angoli di piega costanti dal primo pezzo all’ultimo senza inseguire correzioni di profondità. Per officine ad alta varietà che lavorano lamiera da 14 gauge al mattino e da 1/4 di pollice al pomeriggio, questa costanza riduce le iterazioni di setup.
Quindi sì, gli elettrici possono competere—con i giganti idraulici nella classe da 200 tonnellate. Oltre, il compromesso diventa brutale.
Ma cosa succede se non sei pronto a scommettere affatto sull’architettura elettrica?
Entra in un’officina del Midwest che utilizza una pressa piegatrice idraulica importata da 250 tonnellate che lavora da sette anni. Pompa originale. Cilindri originali. Due kit di guarnizioni sostituiti. Non è più un’eccezione.
I marchi di importazione di fascia media—Durma essendo un esempio principale—hanno colmato il divario di affidabilità che la maggior parte degli acquirenti presume ancora esista. Telai saldati, sistemi di guida decenti, controlli CNC facili da usare. No, le fusioni non sono sovradimensionate come quelle di un’ammiraglia europea da 1.000 tonnellate. Ma nella classe da 200 a 300 tonnellate, non è necessario.
Ecco il confronto difficile: $260.000 per una pressa piegatrice idraulica importata da 250 tonnellate ben accessoriata con retrocalibro a 6 assi e bombatura CNC contro $450.000 e oltre per un equivalente di fascia alta con integrazione software più profonda e architettura di controllo proprietaria. In officine con una sola macchina o ambienti di automazione leggera, entrambe raggiungono le stesse parti all’ora su componenti piegati ad aria.
Dove la fascia alta si distingue è nell’ecosistema—interfacce robotiche, monitoraggio centralizzato, feedback avanzato sull’angolo. In operazioni ad alto volume e multi-turno dove i tempi di inattività costano $5.000 l’ora, quel supporto può giustificare ogni dollaro extra. Se un sistema diagnostico proprietario riduce il tempo medio di riparazione anche solo di due ore per incidente, è denaro reale.
Ma la maggior parte dei fabbricatori da 20 a 50 persone non gestisce celle robotiche senza supervisione. Lavorano con operatori qualificati e lotti moderati. Per loro, la domanda non è l’integrazione IoT globale. È se l’ariete scende dritto e si ripete domani.
La verità scomoda? Nella gamma di tonnellaggio medio, le idrauliche importate spesso offrono il 90% delle prestazioni strutturali al 60% del costo di capitale.
Quindi cosa si nasconde nel 10% mancante?
Inizia con i controlli.
I produttori di fascia alta investono molto in ecosistemi CNC proprietari—programmazione offline, simulazione, integrazione del caricamento automatico degli utensili, misurazione dell’angolo collegata direttamente agli algoritmi di correzione. Questo è importante quando si punta a turni senza supervisione o a una precisione inferiore a ±0,5 gradi su lotti di materiale variabile.
Le macchine di fascia media possono mantenere tolleranze strette in condizioni stabili. Ma quando si entra in piegature complesse a più fasi, leghe con ritorno elastico variabile o integrazione robotica, la profondità del software diventa produttività. Un controllore che riduce il setup da 20 minuti a 8 su 10 setup al giorno offre più di un motivo di vanto.
Si rinuncia anche a un certo margine strutturale. I telai pesanti europei sono spesso più spessi, con una guida del martinetto più raffinata sotto carichi asimmetrici. Se carichi regolarmente fuori centro un pezzo da 10 piedi con 70% di tonnellaggio su un lato, quella massa extra preserva il parallelismo nel tempo. Un telaio più leggero di fascia media può farlo—ma più vicino al suo limite di stress.
Poi c’è il valore di rivendita e la profondità della rete di assistenza. I marchi di fascia alta tendono a mantenere meglio il valore e offrono pipeline di formazione più strutturate. Questo non appare nel foglio di calcolo del ROI del primo anno. Si vede quando fai il trade-in al decimo anno.
Quindi il compromesso è esplicito:
Spendere da $450.000 a $500.000 per software più avanzato, telai più pesanti e un’architettura pronta per l’integrazione—oppure spendere da $220.000 a $300.000 per una macchina che raggiunge il tuo takt time, mantiene una ripetibilità di 0004 pollici nella piegatura in aria e libera $200.000 per automazione, utensili o un secondo operatore.
Se il tuo collo di bottiglia è tonnellaggio estremo, celle autonome o leghe esotiche, il DNA ingegneristico della fascia alta risolve un problema reale.
Se il tuo collo di bottiglia è l’efficienza del capitale, throughput a mix moderato e produzione guidata dall’operatore, il punto dolce della fascia media non è un compromesso.
È allineamento.
E una volta accettato che il ferro grezzo non è il vincolo per la maggior parte delle officine, la prossima domanda non riguarda affatto la massa del telaio—ma il cervello che gestisce la macchina.
Una pressa piegatrice idraulica da 250 tonnellate su una base livellata eseguirà 12-14 piegature all’ora su un lavoro moderato di scatole per tutto il giorno. Ho visto un modello di punta da $480.000 con feedback angolare e interfaccia robotica produrre… 12-14 piegature all’ora sullo stesso lavoro. La velocità del martinetto c’era. Il tonnellaggio c’era. La differenza si è vista prima del primo colpo—quaranta minuti di programmazione, selezione degli utensili e prove di piegatura su una macchina contro otto minuti e due colpi sull’altra.
Non è ferro. È software.
Se la massa del telaio grezzo e la ripetibilità di 0004 pollici non sono il tuo vincolo, allora il tuo controllore o comprime il tempo di setup—o tassa silenziosamente ogni lavoro che esegui. Nei reparti ad alto mix, il setup consuma regolarmente il 20–40% del tempo disponibile del mandrino. Ridurre di dieci minuti cinque setup al giorno significa creare quasi un’ora di produzione senza toccare il tonnellaggio. Moltiplica per 250 giorni e stai recuperando settimane di capacità da uno schermo, non da un cilindro.
Quindi la domanda non è se i “Big Three” producano buon ferro. Lo fanno. La domanda è se il loro ecosistema proprietario riduca il tuo vero collo di bottiglia—o aggiunga solo costi a una macchina che era già abbastanza veloce.
Immagina un programmatore che costruisce offline un involucro a 12 piegature. Materiale: A36 calibro 14. Raggio interno: 0,062 pollici. Assegna utensili da una libreria digitale, esegue il rilevamento delle collisioni e genera una sequenza di piegatura prima che l’operatore blocchi un punzone. La promessa è semplice: caricare utensili, caricare programma, premere il pedale—primo pezzo, pezzo buono.
Ora guarda cosa succede quando quella libreria digitale di utensili non corrisponde al rack fisico per 0,010 pollici in altezza del punzone, o quando il database di deduzione della piegatura è stato tarato per coil europee e tu stai usando coil domestiche con diverso ritorno elastico. Il primo colpo è fuori di 1,5 gradi. Il secondo colpo corregge. La terza piegatura si blocca perché la crescita della flangia non è stata modellata correttamente. Addio alla tua fantasia “offline”.
Il meccanismo è semplice: una programmazione offline accurata richiede tre cose—dati di materiale validati, geometria degli utensili calibrata e un controllore che chiuda il ciclo tra simulazione e posizione reale del martinetto. I fornitori di fascia alta investono molto qui. Alcuni collegano la misurazione dell’angolo direttamente agli algoritmi di correzione automatica, così il controllore apprende dalla prima piegatura e aggiorna la sequenza. Questo è vero DNA ingegneristico.
Ma ecco il compromesso. Se la tua officina esegue 60% lavori ripetuti in lotti di 100+, il tempo di programmazione si ammortizza rapidamente. Un controllore di fascia media con una solida simulazione 3D e correzione manuale potrebbe costare $180.000 in meno inizialmente e comunque raggiungere il takt time. Se sei davvero ad alto mix—dieci setup per turno, brevi serie di 5–20 pezzi—allora un sistema che produce costantemente primo pezzo buono entro due colpi può recuperare ore a settimana. L’ROI cambia in base al mix, non al logo.
E se i tuoi programmatori non possono generare offline una sequenza di piegatura provata e ottenere primo pezzo buono entro due colpi, il tuo controllore è il tuo collo di bottiglia—indipendentemente dal marchio saldato sul telaio.
Quindi, quanto sei vincolato una volta scelto quel cervello?
Ho visto un’officina cercare di integrare un robot di terze parti con un controller europeo chiuso. La parte meccanica è stata facile—montare la base, collegare la sicurezza, impostare le pinze. Il muro che hanno colpito è stato il software. Protocollo di comunicazione proprietario. Accesso API limitato. L’integrazione doveva passare attraverso il pacchetto certificato dell’OEM a sei cifre.
Questa non è purezza ingegneristica. È un casello.
Gli ecosistemi chiusi spesso offrono un’integrazione interna più stretta—robot, cambio utensile, misurazione angolare che parlano tutti la stessa lingua. In operazioni ad alto volume e multi-turno dove il fermo macchina costa $5.000 l’ora, quel supporto può giustificare ogni dollaro extra. Una chiamata di assistenza, diagnostica remota, pezzi spediti in una notte da un hub centralizzato—quella coesione protegge la produttività.
Ma cosa succede se il tuo piano di crescita prevede di assemblare l’automazione in cinque anni—prima cobot, poi movimentazione materiali, poi integrazione MES? I controller ad architettura aperta, comuni nei mercati asiatici in rapida crescita, consentono protocolli di comunicazione industriale standard e collegamenti software di terze parti. Quella flessibilità può significare integrare un cobot da $60.000 invece di una cella robotica di marca da $250.000.
Il compromesso è netto: i sistemi chiusi riducono il rischio di integrazione oggi ma possono tassare ogni espansione futura; i sistemi aperti richiedono maggiore competenza tecnica interna ma preservano la flessibilità del capitale. Se il tuo vero vincolo è la disposizione del materiale, la formazione degli operatori o la distorsione di saldatura, investire denaro in un giardino recintato non lo risolverà.
Quindi, anche se il controller può comunicare con il mondo esterno, chi lo sta effettivamente gestendo?
Un operatore di pressa di 58 anni con 30 anni di esperienza può regolare una macchina idraulica con un controller 2D di base e raggiungere le specifiche “a sensazione”. Legge il ritorno elastico come il meteo. Ora sostituiscilo con un neoassunto di 26 anni che ha usato laser ma non ha mai piegato ad aria una lamiera da 1/4 di pollice.
Su un controllo semplificato, quella curva di apprendimento si traduce in scarti e tempo del supervisore. Su un’interfaccia grafica 3D moderna con sequenziamento delle pieghe, avvisi di interferenza e messa in scena visiva degli utensili, lo stesso operatore diventa produttivo più rapidamente. Il software diventa una ruota di allenamento che non viene mai tolta del tutto.
Qui il DNA del marchio diverge nettamente. Alcuni controller di fascia alta sono profondi ma complessi—potenti per programmatori esperti, intimidatori per i nuovi assunti. Altri investono molto in flussi di lavoro guidati, simulazione visiva e aiuto integrato che riducono la dipendenza dalla conoscenza tribale. Le importazioni di fascia media sono migliorate notevolmente in questo ambito, ma l’esperienza utente varia ancora molto.
Il meccanismo è misurabile: meno pieghe di prova, meno collisioni, meno scarti. Se un controllo guidato previene un grande incidente agli utensili all’anno, hai evitato decine di migliaia di danni e fermo macchina. Se riduce il periodo di inserimento da sei mesi a tre, hai praticamente raddoppiato la velocità di produttività di ogni nuovo operatore.
Ma se il 52% del tuo lavoro è piegatura lineare ad alto volume su materiale prevedibile, una semplice idraulica con un operatore competente può superare una CNC ricca di funzionalità in costo per pezzo. I controlli avanzati non creano produttività quando la variazione è bassa e le serie sono lunghe.
Ecco quindi la realtà poco glamour: il software del controller impatta il ROI esattamente nella misura in cui la tua operazione è vincolata dalla frequenza di setup, dall’ambizione di automazione e dalla variabilità dell’operatore. Ignora questo, e stai comprando un’auto da corsa per un percorso di consegna—potenza impressionante, collo di bottiglia sbagliato.
Il che significa che il prossimo passo non è confrontare le brochure. È mappare i tuoi vincoli reali rispetto al DNA ingegneristico di ciascun produttore prima di firmare un ordine d’acquisto.
Un’officina con cui ho lavorato ha speso $480.000 per una pressa elettrica da 220 tonnellate con ripetibilità di 0004 pollici per piegare pezzi con tolleranza ±0,010. Il loro vero problema? Tre setup all’ora e un programmatore sempre in ritardo.
Questo è l’errore. Acquistare capacità che non affronta il vincolo.
Se vuoi confrontare i fornitori in modo sistematico, inizi con un foglio di carta e quattro righe: profilo di mix, tolleranza di uptime, orizzonte di automazione e profondità di competenze. In alto elenchi i candidati. Poi forzi il bias ingegneristico di ciascun marchio in una di quelle righe. Se una caratteristica non allevia uno di quei vincoli, ottiene peso zero. Non “bello da avere”. Zero.
Perché ogni produttore ha un DNA. Alcuni costruiscono ecosistemi chiusi e profondamente integrati che eccellono quando si gestiscono celle senza supervisione. Alcuni costruiscono robusti cavalli da lavoro idraulici che tollerano abusi e ampie variazioni di materiale. Alcuni sono ossessionati dalla guida dell’operatore e dalla precisione “buona al primo pezzo” nelle produzioni brevi. La matrice non riguarda chi è il migliore. Riguarda di chi il pregiudizio corrisponde al tuo collo di bottiglia.
Il che significa che la matematica cambia a seconda di dove il tuo ROI effettivamente si ribalta.
Prendiamo due officine ipotetiche.
L’Officina A produce 12–15 diversi codici di pezzi per turno, lotti da 5–20, acciaio dolce dal 14-gauge a 3/8 di pollice. Dieci setup a turno. Qui, ogni piega di prova extra è capacità persa. Un controllore che raggiunge costantemente il “buono al primo pezzo” entro due prove invece di cinque può recuperare 60–90 minuti al giorno. In un anno, questo supera di gran lunga una differenza di prezzo di $120.000.
L’Officina B produce 3 pezzi principali, lotti da 500+, lamiera da 1/4 di pollice per tutta la settimana. Setup una volta. Produzione tutto il giorno. Il loro collo di bottiglia è la preparazione del materiale e la sbavatura, non la correzione dell’angolo. Una pressa da 250 ton idraulica di un costruttore di fascia media a 60% del costo capitale produrrà gli stessi pezzi all’ora una volta regolata. Il controllo premium diventa un’assicurazione inattiva.
È qui che la maggior parte degli acquirenti viene sedotta. Vedono una ripetibilità di 0004 pollici e presumono che equivalga a produttività. Non è così. La ripetibilità si trasforma in denaro solo quando la variazione e la frequenza di setup sono abbastanza elevate da monetizzarla.
Quindi poni una domanda diretta: quanti setup per turno, e quanto ti costa ciascun setup in minuti e scarti?
Quando quel numero supera una soglia—chiamiamola 8–10 setup per turno—la curva del ROI si piega verso controlli di fascia alta. Al di sotto di quella soglia, si appiattisce rapidamente. È lì che avviene l’inversione.
Ma anche se la matematica della produzione favorisce una macchina premium, il tempo di inattività può cancellarlo in una settimana.
Ho visto una pressa da 175 ton rimanere inattiva per quattro giorni in attesa di un servo drive proprietario dall’estero. I risparmi sul prezzo d’acquisto sono evaporati prima che il pezzo superasse la dogana.
Il tempo di inattività ha un valore in dollari. In operazioni ad alto volume e multi-turno, dove il fermo macchina costa $5.000 l’ora, quel supporto può giustificare ogni dollaro extra. Una rete di assistenza densa, diagnostica remota, parti regionali in stock—non sono punti di marketing. Sono strumenti di mitigazione del rischio.
Ora ribalta la situazione.
Se lavori su un turno singolo, 70% lavori personalizzati, e la tua pressa ha una media di 65% di utilizzo, un ritardo di due giorni è doloroso ma non catastrofico. In tal caso, pagare un premio del 30% per un supporto globale di alto livello può significare sovra-assicurare l’asset.
Questo è il compromesso che la maggior parte delle officine si rifiuta di quantificare. Confrontano le specifiche delle macchine ma non l’esposizione al rischio. Un ecosistema chiuso con integrazione garantita e supporto centralizzato riduce la volatilità operativa. Una piattaforma aperta e a basso costo preserva il capitale ma aumenta la tua dipendenza dalla competenza tecnica interna.
E se il tuo vero vincolo è la preparazione del materiale, la formazione dell’operatore o la distorsione di saldatura? Allora ossessionarsi su quale OEM abbia il tecnico più veloce sul campo è come spostare le sedie sul ponte.
Quindi come elimini i fornitori sbagliati prima di perdere settimane in dimostrazioni e viaggi?
Ecco il filtro che uso prima di qualsiasi discussione sull’ordine d’acquisto.
1. Qual è il nostro vincolo dominante per i prossimi 36 mesi? Tempo di setup, automazione senza supervisione, capacità di tonnellaggio o competenza della manodopera? Scegline uno. Se la storia ingegneristica principale del fornitore non affronta direttamente quel vincolo, sono fuori.
2. Quanti setup per turno, realisticamente? Meno di cinque favorisce l’efficienza del capitale e idraulica più semplice. Più di dieci ti spinge verso simulazione avanzata, misurazione dell’angolo e possibilmente cambio utensile automatico. Nessuna risposta intermedia.
3. Quanto vale per noi un’ora di fermo macchina? Se è di quattro cifre, puoi considerare un bacino di fornitori più ampio. Se è di cinque cifre, densità del servizio e logistica dei pezzi passano in cima alla matrice.
4. Qual è la nostra roadmap di automazione? Se prevedi di aggiungere robot di terze parti, cobot o integrazione MES in cinque anni, l’apertura del controllore è importante. Se vuoi una cella robotica chiavi in mano ora e nessun mal di testa di integrazione interna, uno stack OEM strettamente integrato può essere la scelta razionale.
Ogni domanda impone un compromesso: costo del capitale contro flessibilità, rischio di integrazione contro autonomia, precisione contro ammortamento.
Ecco la parte non ovvia.
Il “giusto” produttore non è quello con la migliore fusione del telaio, l’interfaccia più appariscente o la quota di mercato globale più grande. È quello il cui orientamento ingegneristico affronta direttamente il tuo vincolo—e i cui altri punti di forza sei disposto a ignorare.
Comprare una pressa piegatrice è come comprare un’auto da corsa per un percorso di consegna. Se traffico e carico utile sono i tuoi vincoli, potenza e tempi sul giro sono solo consumo di carburante.
La matrice di approvvigionamento non è un esercizio da foglio di calcolo. È una disciplina: ogni caratteristica deve guadagnarsi il posto alleviando un vero collo di bottiglia.
Porta avanti questo approccio, e il confronto tra fornitori smette di essere una gara di popolarità e diventa ciò che avrebbe dovuto essere fin dall’inizio—una decisione di allocazione del capitale legata alla produttività.


















