

Ohio’da bir fabrikada en son yürüdüğümde, 230 tonluk, 10 feet’lik Avrupa yapımı bir pres brake, bir katedral orgu gibi uğuldayarak çalışıyordu. ±0,0004 inç tekrarlanabilirlik. Lazer açı ölçümü. Her şey tam.
İleride, iki kaynakçı bir taşlama makinesiyle ±0,015 inçlik montaj sapmasıyla mücadele ediyordu.
O makinenin maliyeti $400.000’in üzerindeydi. Taşlama makinelerinin maliyeti $200 idi. Hangisinin üretim hızını belirlediğini tahmin edin.
Çoğu imalatçı, Büyük Üçlü’den satın almanın üstün üretim garantisi olduğunu varsayar. Bu varsayımın sağlıklı bilanço tablolarını 84 aylık ödeme planlarına dönüştürdüğünü gördüm.
Bir pres brake, bir statü sembolü değil, sermaye tahsis kararıdır. “Büyük firmalar bunu kullanıyor” diye 320 tonluk, 8 eksenli amiral gemisi modelini imzaladığınızda, kısıtınızın şekillendirme hassasiyeti, eksen esnekliği veya yazılım entegrasyonu olduğunu varsayıyorsunuz.
Peki ya gerçek kısıtınız malzeme hazırlama, operatör eğitimi veya kaynak deformasyonuysa?
Gelişmekte olan pazarlar, pres brake filolarını ABD’den daha hızlı büyütüyor—Çin yılda 7%’in üzerinde, Hindistan hemen arkadan geliyor—çoğunlukla Avrupa üçlüsüne yönelmeden. Bu bana rahatsız edici bir şey söylüyor: sermaye sıkışık olduğunda, alıcılar ROI konusunda acımasız oluyor. Nakit akışı söz konusu olduğunda prestij hızla kayboluyor.
Bu yüzden ilk soru “Pazara kim liderlik ediyor?” değil, “Saat başı parça sayımı tam olarak ne yavaşlatıyor?” olmalı.”

Müşteri çizimi ±0,010 tolerans tanırken, ±0,0004 inç tekrarlanabilirlik için fazladan ödeme yapan atölyeler gördüm. Bu, spesifikasyonun gerektirdiğinden 25 kat daha sıkı.
Hassasiyet ancak biri bunun için çek yazıyorsa kazandırır.
Eğer aşağı akıştaki kaynak süreciniz ±0,015’te dalgalanıyorsa veya toz boya değişkenlik ekliyorsa, o ekstra dört ondalık basamak daha yüksek fatura değerine dönüşmez. Daha yüksek amortisman anlamına gelir. Fiziksel olarak sevk edemeyeceğiniz bir yeteneği finanse ediyorsunuz.
Şimdi, o mikro hassasiyetin önemli olduğu atölyeler var—medikal muhafazalar, havacılık braketleri, toleransları birden fazla bükümde üst üste koyan lights-out hücreler. Bu ortamlarda, 8 eksenli arka dayama ve gerçek zamanlı açı düzeltmesi her vardiyada marjı korur.
Ama işinizin %’i toleranslı montajlara sahip 10 gauge yumuşak çelik braketlerse, bu seviyede kontrol satın almak, teslimat güzergahında yarış arabası kullanmak gibidir. Güç sizin darboğazınız değil. Trafik öyle.
Peki akıllı sahipler neden hâlâ bu bahsi yapıyor?
Her zaman duyduğum şey: “Değerini korur.”
On yıl önce, bu argüman güçlüydü. Mekanik platformlar, üretim kalitesi ve marka algısıyla birbirinden ayrılıyordu. İyi korunmuş bir Alman makinesi, ikinci el piyasasında prestijli bir etiket taşıyordu.
Bugün, değer kontrol yazılımında, servo sistemlerinde, enerji verimliliğinde ve servis geçmişinde yaşıyor. Modern kontroller ve verimli pompa sistemleri olan orta segment makinelerin, eski amiral gemisi modellerin güncel olmayan CNC sürümleriyle çalışanlarından daha hızlı hareket ettiğini gördüm. Akıllı bir hidrolik sistemden gelen 80% enerji tasarrufu, çerçevedeki logodan alıcı için daha önemli olabilir.
Ve Asyalı üreticiler kontrol ve hassasiyet konusunda farkı kapattıkça, ikinci el fiyat farkı daralıyor. Daha yeni, düşük maliyetli bir makine mevcut yazılımla 90% kapasite sunuyorsa, marka primi azalıyor.
İkinci el değeri, yalnızca çıkış yaptığınızda birileri hâlâ bu mitolojiye inanıyorsa sizi kurtarır.
Bundan emin misiniz?
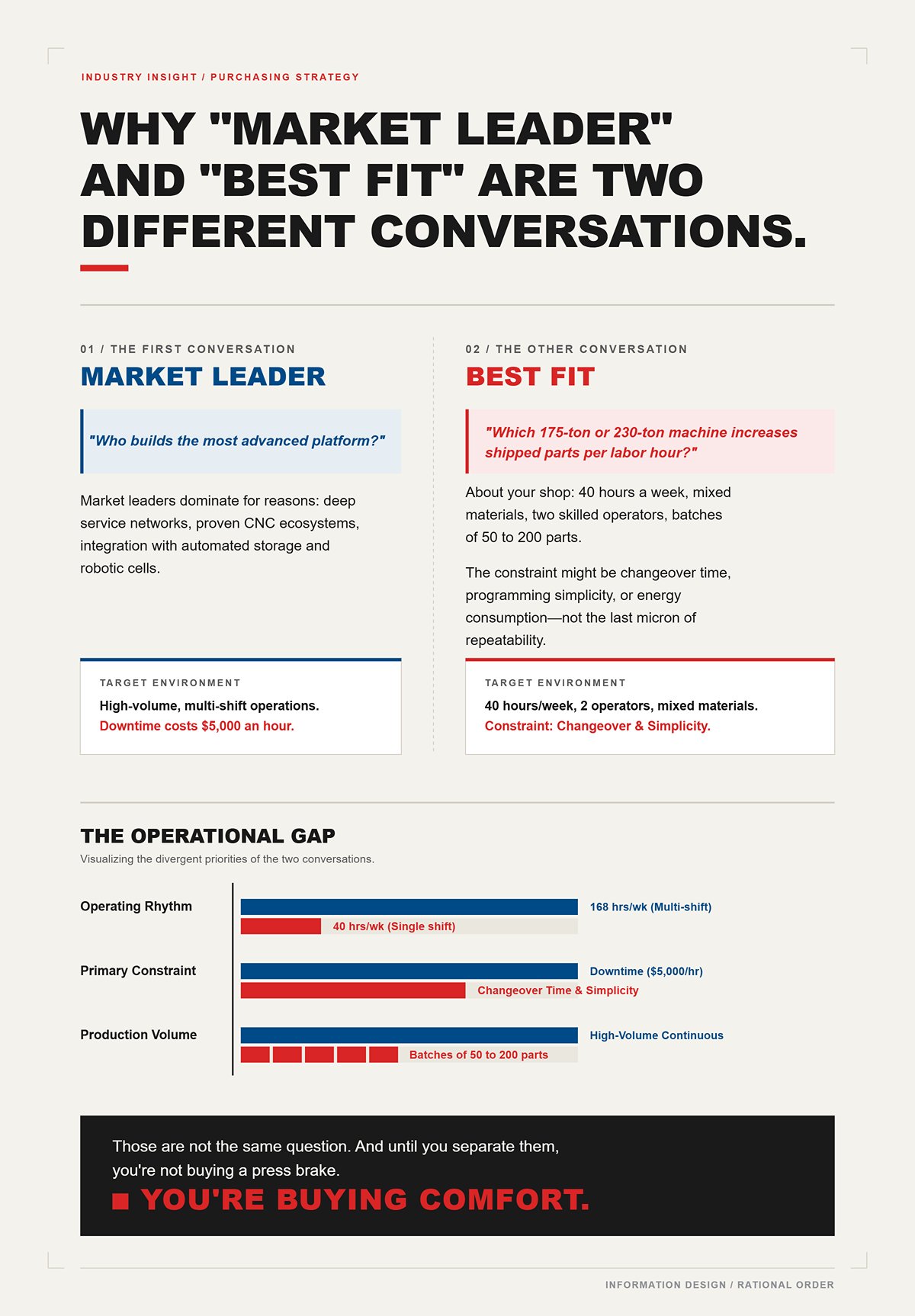
Pazar liderleri çeşitli nedenlerle hâkimdir: geniş servis ağları, kanıtlanmış CNC ekosistemleri, otomatik depolama ve robot hücreleriyle entegrasyon. Saatte $5,000 maliyetli duruşun olduğu yüksek hacimli, çok vardiyalı operasyonlarda bu destek, her ekstra doları haklı çıkarabilir.
Bu bir konuşmadır.
Diğer konuşma ise sizin atölyenizle ilgilidir: haftada 40 saat, karışık malzemeler, iki yetenekli operatör, 50 ila 200 parça arasında partiler. Bu ortamda kısıt, değişim süresi, programlama kolaylığı veya enerji tüketimi olabilir—tekrar edilebilirliğin son mikronu değil.
“Pazar lideri” şu soruya cevap verir: “En gelişmiş platformu kim üretiyor?”
“En uygun” ise şu soruya cevap verir: “Hangi 175 ton veya 230 ton makine, sermayeyi boşa çıkarmadan işçilik saati başına sevk edilen parça sayımı artırır?”
Bunlar aynı soru değildir.
Ve bunları ayırana kadar, bir abkant pres satın almıyorsunuz.
Rahatlık satın alıyorsunuz.
Birkaç yıl önce, bir atölyenin beş yıl içinde üç farklı 175 ton, 10 ayak abkant pres imzaladığını izledim—biri TRUMPF, biri AMADA, biri Bystronic. Aynı tonaj. Aynı temel kapasite. Üç tamamen farklı üretim sonucu.
TRUMPF, lazerleri ve ERP ile temiz iletişim kurduğu için programlama süresini yarıya indirdi. AMADA, günlük 40 parça değişimlerde bükme açılarını stabilize etti; bu değişimler test vuruşlarında bir saat harcatıyordu. Bystronic ise bir robotla eşleşerek ikinci vardiyada insansız çalıştı.
Aynı kategori. Farklı DNA.
Alıcıların çoğu bu kısmı kaçırıyor. “Büyük Üçlü”nün evrensel olarak üstün şekillendirme anlamına geldiğini varsayıyorlar. Öyle değil. Bu, üç üreticinin üç farklı darboğazı son derece iyi çözdüğü anlamına geliyor. Kısıtınız onların mühendislik eğilimiyle eşleşirse kazanırsınız. Eşleşmezse, başkasının gücünü finanse edersiniz.
Peki gerçekte nerede ayrışıyorlar?
230 tonluk, 8 eksenli arka dayamalı, otomatik açı ölçümü ve atölyenin lazer kesim veritabanına doğrudan bağlı çevrimdışı programlama özelliklerine sahip bir TruBend hayal edin. Programcı bir parçayı yerleştirir, dışa aktarır ve bükme sırası, tanımlı takım önerileriyle birlikte frende görünür.
Bu sadece bir abkant pres değil. Bu bir ekosistem.
TRUMPF’un avantajı sadece ±0,0004 inç tekrarlanabilirlik değil. Bu, kontrol mimarisi. Yazılım yığınları kesme, bükme ve bazen depolamayı bile birbirine bağlar. Haftada 200–300 benzersiz SKU üreten bir atölyede bu entegrasyon mühendislik saatlerini azaltır ve revizyon kaosunu önler. Duruş saatte $5,000’a mal olduğunda ve çok vardiyalı havacılık veya tıbbi işler yürütüyorsanız, bu uyum ham tonajın asla sağlayamayacağı şekilde marjı korur.
Ama işte ödün: ekosistemler disiplin gerektirir.
Otomatik takım değiştiriciler, lazer açı sistemleri ve çok eksenli dayamalar gevşek veriyi veya yetersiz eğitimli operatörleri affetmez. Altı haneli özelliklerin, sahada kimse bunları kalibre etmeye alışık olmadığı için devre dışı bırakıldığını gördüm. Makine yetenekliydi. Organizasyon değildi.
Artık tutarlı şekilde uygulayamadığınız bir yetenek için prim ödüyorsunuz.
Gerçek kısıtınız operatör yetenek derinliği veya tutarsız ön akış verisi ise, TRUMPF’un hassasiyeti kapalı bir bahçe haline gelir—güzel, kontrollü ve bakım maliyeti yüksek. Soru “En iyisi mi?” değil. Soru “Süreç olgunluğunuz bunu her vardiyada paraya çevirebilir mi?”
20 ila 80 parça halinde 12 gauge ile 3/16 inç yumuşak çelik işleyen yüksek karışım bir atölyeye girin. Operatör günde beş, altı, sekiz kez takım değiştirir. Her kurulum hatası 15 dakikaya mal olur. Bunu dört kez yanlış yaparsanız bir saati yakmış olursunuz.
AMADA tam olarak bu ortamda ün kazandı.
Takım sistemleri, malzeme veritabanları ve bükme kütüphaneleri, değişen parça aileleri arasında tekrarlanabilir kurulum için tasarlanmıştır. Kazanç egzotik eksen sayısı değil; süreç istikrarıdır. Bir operatör altı ay önceki bir programı çağırdığında ve açı ikinci parçada spesifikasyona uyduğunda, bu şans değildir. Bu, birikmiş uygulama mühendisliğidir.
Ama istikrar maliyet ve zamanla gelir.
Teslim süreleri uzayabilir. Takım paketleri ucuz değildir. Ve makineleri, tıpkı TRUMPF’unki gibi, malzeme geri yaylanmasını, takım yarıçaplarını ve sıra mantığını anlayan eğitimli operatörler varsayar. Bu temel yetkinlik olmadan avantaj hızla erir.
İşte zor ödün: Gelirinizin %’si tekrar eden, yüksek karışım işlerden geliyorsa ve değişim süresi darboğaz ise, AMADA’nın süreç tutarlılığı işçi başına parça sayısını artırabilir. İşleriniz 500 adet aynı braketin uzun serileriyse, bu sofistike yapı ödeme yaparken boşta kalabilir.
Gerçekten yüksek karışım bir atölye misiniz—yoksa sadece kendinize öyle mi söylüyorsunuz?
Şimdi 150 tonluk bir Bystronic’i, robotik hücreyle eşleştirilmiş, 14 gauge paslanmaz muhafazaları gece boyunca çalıştıran bir senaryo hayal edin. Operatör saat 16:00’da sacları yükler. Hücre saat 02:00’ye kadar bükme yapar. Gözetimsiz.
Bystronic’in parladığı yer burası: erişilebilir otomasyon.
Kullanıcı arayüzleri genellikle daha affedicidir. Teknik destek, duyarlılığıyla tanınır. Kontrol konusunda doktora yapmadan robotik dünyasına adım atan atölyeler için bu önemlidir. Eğer darboğazınız mikro hassasiyet değil de iş gücü erişilebilirliği ise, temiz şekilde otomasyon yapabilme yeteneği doğrudan bir çıktı artışı sağlar.
Ama işte kısıtlama: broşürlerde vurgulanmayan tonaj sınırı.
Bystronic küçük ve orta ölçekli abkant preslerde başarılıdır. Kalın levha veya ağır yapısal bileşenler için 300 ton ve üzeri konuşmaya başladığınızda, robotik entegrasyon hikayesi zayıflar. 1/2 inç levhada otomasyon, 14 numara paslanmaz çelikle aynı şey değildir. Yük kapasitesi, tutucu gücü, parça sapması—hepsi daha zor problemler.
Yani eğer esas olarak ağır karbon çelik büküyorsanız ve döngü kararlılığında kaba güç ile gövde sertliği baskınsa, otomasyon primi gerçek kazançlara dönüşmeyebilir. Robotik zarafetten çok yapısal kas gücüne ihtiyacınız olabilir.
Bu tekrar eden tema.
TRUMPF entegrasyon derinliği satar. AMADA yüksek çeşitlilikte süreç kontrolü satar. Bystronic erişilebilir otomasyon verimliliği satar. Bunların hiçbiri sizin kısıtlamanızı otomatik olarak çözmez.
Darboğazınız kaynak deformasyonu, malzeme akışı veya 20 yıllık teklif verme süreci ise, ram üzerindeki hiçbir logo bunu değiştirmez.
Ve bir kez premium seviyenin bile uzmanlaştığını kabul ettiğinizde, konuşma tekrar değişir: işiniz yazılım cilası veya robotik koreografi ile ilgili değil de—ham tonaj, gövde sertliği ve 1/2 inç levhayı gün boyu tereddütsüz kaldırmakla ilgili olduğunda ne olur?
1.200 tonluk, 20 ayaklık hidrolik pres freni 1 inç A36 levhayı bükerken dramatik şekilde arıza yapmaz. Sapma gösterir.
İlk on parça açıya oturur. Yirmi beşinci parçada, 0,5 dereceyi kovalarsınız. Kırkıncı parçada, operatör her birkaç döngüde düzeltme yapar çünkü gövde ısınmış, yağ incelmiş ve tabla ortada açılacak kadar sapma göstermiştir.
Bu bir yazılım problemi değil. Bu, 1.000+ tonluk fiziğin ta kendisi.
Yaklaşık 600 ila 800 tonun üzerine uzun yataklarda çıktığınızda, gövde ve ramdeki elastik sapma teorik olmaktan çıkar. 20 ayak boyunca 1.000 tonluk yükte, merkez hattında birkaç binde bir dikey sapma bile ölçülebilir açı değişimine dönüşür, özellikle sıkı iç yarıçaplı kalın levhalarda. Kaynak toleransınız ±1 derece olduğunda bunu gizleyebilirsiniz. ±0,5 olduğunda ise parçaları ayırmaya başlarsınız.
Yani soru değişir: bu zorlamaya gerçekten kim dayanır?
Mimariyle başlayın.
Prima Power, O-çerçeve tasarımlı ve CNC taçlama sistemli servo-elektrik sistemlerle ün kazanmıştır. Elektrikli tahrikler sıcaklık ve zaman boyunca kararlılık sağlar—gün boyu ısınan hidrolik yağ yok, sürekli çalışan pompa yok. Daha ince saclarda bu, ölçülebilir döngü süresi kazançları ve açı tutarlılığı sağlar.
Ancak servo-elektrik platformlar, tam hidrolik sistemlere kıyasla zirve tonajda doğal olarak sınırlıdır. 1.500 tonluk elektrikli frenleri pek görmezsiniz, bunun bir nedeni var. Gün boyu 3/8 inç paslanmaz çelik hava büküyorsanız elektrik mantıklıdır. 3/4 inç karbon levhayı tabana oturtuyorsanız hidrolik bölgedesiniz.
LVD ise ağır hidrolik platformlara ve gerçek zamanlı açı ölçümüne yönelir. Lazer tabanlı açı kontrol sistemleri, şekillendirme sırasında gerçek bükme açısını okur ve ram derinliğini otomatik olarak ayarlar. Kalın levhada malzeme değişkenliği parça parça yaylanmayı değiştirebildiğinde, bu geri besleme döngüsü daha güzel bir dokunmatik ekrandan daha önemlidir.
İşte sade rakamlarla karşılaştırma:
Eğer kısıtınız vardiya başına enerji maliyeti ise, katalogdaki en büyük hidrolik makine yapacağınız en pahalı hata olabilir.
Eğer kısıtınız çerçeve burulması olmadan 1 inçlik levhayı fiziksel olarak şekillendirmekse, elektrikli zarafet sizi kurtarmaz.
Bu da bizi çoğu broşürün atladığı rahatsız edici eşiğe getiriyor.
| Kategori | Prima Power | LVD |
|---|---|---|
| Temel Mimari | O-çerçeve tasarımlı ve CNC taçlama özellikli servo-elektrik sistemler | Sağlam çerçeve yapısına sahip ağır hizmet hidrolik platformlar |
| Tahrik Teknolojisi | Elektrik tahrikleri; hidrolik yağ ısıtması veya sürekli pompa çalışması yok | Sürekli pompa çalışmasına sahip hidrolik sistemler |
| Termal Kararlılık | Sıcaklık ve zaman boyunca yüksek kararlılık | Hidrolik sistem yönetimine bağlı |
| İnce Saclarda Performans | Daha hızlı çevrim süreleri ve güçlü açı tutarlılığı | Yetenekli, ancak daha çok ağır uygulamalar için optimize edilmiş |
| Tepe Tonaj Kapasitesi | Pratik tonaj tavanı; 1.000 tonun üzerinde sınırlı bulunabilirlik | 1.000+ ton konfigürasyonlarda mevcut |
| Kalın Levha Performansı | Kalın levhanın (ör. 3/4 inç karbon levha) tabanlaması için daha az uygun | 1 inç malzeme dahil olmak üzere ağır levha şekillendirme için tasarlanmıştır |
| Açı Kontrolü | Tutarlılık için CNC taçlama | Otomatik koç derinliği ayarı ile gerçek zamanlı lazer tabanlı açı ölçümü |
| Enerji Tüketimi | Daha düşük işletme maliyeti; enerji tasarruflu | Daha yüksek enerji maliyeti; sürekli pompa çalışması yıllık on binlerce dolara mal olabilir |
| İdeal Kullanım Durumu | Hız ve verimlilik odaklı olarak daha ince malzemelerin (ör. 3/8 inç paslanmaz) hava bükme işlemi | Yüksek tonaj gereksinimleri ile kalın levhanın tabanlanması ve şekillendirilmesi |
| Birincil Kısıtlama Uyumu | Vardiya başına enerji maliyeti kritik olduğunda en iyisi | Şekillendirme kapasitesi ve çerçeve sağlamlığı kritik olduğunda en iyisi |
14 feet’e uzatılmış, 1/2 inç levhada rutin olarak maksimum kapasiteye yakın çalışan 400 tonluk bir pres freni hayal edin.
Kağıt üzerinde “yapabilir”. Pratikte, her çevrimde nominal tonajın –95’inde çalışıyorsunuz. Bu, yan çerçevelerde daha yüksek gerilim, belirgin yatak sapması ve kılavuzlar ile burçlarda hızlanmış aşınma anlamına gelir. Zamanla sadece açı tutarlılığını değil, paralelliği de kaybedersiniz.
Paralellik kaybı, 10 feet’lik bir parçanın bir ucunun diğerinden 0,25 derece sapması olarak ortaya çıkar. Kaynakçılar telafi eder. Montajcılar taşlama yapar. Pres freni satın alımına onay vermeyen departmanlarda üretim düşer.
İşte o zaman standart bir çerçeve bir yükümlülük haline gelir.
1,000 tonun üzerindeki ağır imalat platformları sadece “daha büyük” değildir. Asimetrik yükler altında burulmayı kontrol etmek için daha kalın yan plakalar, güçlendirilmiş çapraz elemanlar ve daha sağlam koç yönlendirme sistemleri kullanırlar. Bu yapısal kütle baştan daha fazla maliyet getirir. Aynı zamanda sapmanın öngörülebilir kalmasını sağlar, bu da taçlama sistemlerinin her döngüde maksimuma çıkmak yerine etkili kalmasını sağlar.
Orta sınıf bir gövdeyi ağır yapısal işlere zorladığınızda, tasarrufunuzu yeniden işleme ve bakım masraflarına harcarsınız.
İşinizin 90%’si 3/8 inçten ince olduğunda 1,500 tonluk bir canavar satın alırsanız, farkı boş kapasite ve elektrik masraflarına harcarsınız.
Burada kahraman yok. Sadece hizalama var.
Ama en ağır gövde bile telafi olmadan kördür.
20 feet boyunca 1,200 ton yük altında yatak sapma yapacaktır. Tek soru, bunu kontrol edip etmediğinizdir.
Taçlama sistemleri—yatağa entegre mekanik takozlar veya hidrolik silindirler—kontrollü karşı sapma sağlar. Doğru ayarlandığında, yük altında merkez tam olarak yeterince yükselir ve tüm uzunluk boyunca uniform bir açı elde edilir.
Temel sistemler tonaj tablolarına göre manuel olarak ayarlanır. Gelişmiş CNC taçlama ise programa göre dinamik olarak ayar yapar. Değişken tane yapısına veya tutarsız hadde ölçeğine sahip kalın saclarda, bu fark ilk parça doğruluğunda kendini gösterir.
Şimdi LVD’nin lazer sistemleri gibi gerçek zamanlı açı ölçümünü ekleyin. Sadece tahmini sapma eğrilerine güvenmek yerine, pres gerçek bükme açısını ölçer ve döngü ortasında düzeltir. Bu pazarlama cilası değil. Alaşım levha $800 saclarını bükerken hurda önleme yöntemidir.
Ama işin finansal gerçeği şu: özel taçlama, ağır gövdeler ve açı geri bildirimi maliyeti hızla artırır.
Durma süresinin saatte $5,000 maliyet getirdiği yüksek hacimli, çok vardiyalı operasyonlarda bu destek her ekstra doları haklı çıkarabilir. Haftada iki kez kısa partiler halinde ağır parçalar üreten iki vardiyalı bir yapısal atölyede ise bu durum geçerli olmayabilir.
Ve işte “Büyük Üç” efsanesinin ağır imalatta çöktüğü nokta burasıdır. Ham güç alanındaki kazananlar, en gösterişli entegrasyona veya en sezgisel kullanıcı arayüzüne sahip markalar değildir. Çerçeve kütlesi, yönlendirme sistemleri ve taçlama mimarisi günlük maksimum yükünüze uygun olanlardır—üç yıl önceki ara sıra gelen işinize değil.
Çoğu atölye 1,000 tonun üzerinde çalışmaz.
Geniş orta alanda çalışırlar—parçaların 90%’si 1/2 inçten ince, ara sıra ağır iş, sürekli iş gücü ve kurulum süresi baskısı.
Bu yüzden bir tersaneye dayanacak şekilde üretilmiş bir makineyi belirtmeden önce şunu sormalısınız: gerçekten bunu haklı çıkaracak kalınlıkta sac mı büküyorsunuz, yoksa teslimat güzergahı için mi beygir gücü satın alıyorsunuz?
3/8 inç yumuşak çeliği saatte 12 parça hızında büken 230 tonluk, 10 feet servo-elektrikli pres freni manşetlere çıkmaz. Sadece çalışır. Satın alma fiyatı: yaklaşık $220,000, 6 eksenli geri ölçer ve CNC taçlama ile. Yanına 320 tonluk, entegre açı ölçümü olan ve aynı 6 eksenli ölçere sahip $480,000 değerinde hidrolik amiral gemisini koyun. Tipik iş atölyesi işinin 90%’sinde—10 ila 3/8 inç malzeme, hava bükme, 200 parçanın altındaki partiler—döngü süresi farkı saniyelerle ölçülür, dakikalarla değil. Açı tutarlılığı? Her ikisi de koçta kolayca 0004 inç tekrarlanabilirlik sağlar.
Yani çoğu atölye sürekli olarak 1,000 tonun üzerinde çalışmıyorsa, hangi konfigürasyon kapasite, maliyet ve esnekliği dengeler?
Şuna başlayın: 175 ila 250 ton, 8 ila 12 feet, 5 veya 6 eksenli geri ölçer, CNC taçlama ve ya değişken hızlı pompalı modern hidrolik ya da servo-elektrik tahrik. Bu kapsam geniş orta alanı kapsar—braketler, muhafazalar, 1/2 inçten ince yapısal bileşenler—nadiren kullandığınız çerçeve kütlesi ve pompa kapasitesini taşımadan. Bunun ile üst düzey “her şeyi yapar” platform arasındaki sermaye farkı rutin olarak $150,000 ile $300,000 arasında değişir.
O delta kendi değerini kanıtlamak zorunda.
Amiral gemisi saatte parça sayısını artırmıyor, hurda oranını azaltmıyor veya gerçek üretiminde işçi sayısını düşürmüyorsa, premium değil—gereksizdir. 180 tonluk iş yükü için 320 tonluk bir makine almak, teslimat güzergâhı için yarış arabası seçmek gibidir. Beygir gücü trafiği çözmez.
Hangi orta segment platformlar gerçekten o 90% yeteneği sunuyor ve gizli maliyetleri saklamıyor?
Hidrolik silindirler yerine çift bilyalı vidalarla çalışan bir servo-elektrik koç hayal edin. Yağ deposu yok. Sürekli çalışan pompa yok. Stroğun tamamında mevcut tam tonaj. 200 tonluk sınıfta, yaklaşma ve geri dönüş hızları genellikle daha hızlıdır çünkü hidrolik basınç eğrilerini beklemiyorsunuz. Hafif ve orta kalınlıkta hava bükmede, bu bir vardiya boyunca ölçülebilir çevrim süresi kazançlarına dönüşür.
Enerji konusu matematiğin sıkıcı—ve ikna edici—olduğu yerdir. Sürekli çalışan pompalı geleneksel bir hidrolik sistem, boşta bile önemli miktarda güç çekebilir. Bir servo-elektrik, yalnızca hareket sırasında güç çektiği için anlamlı derecede daha az tüketir. İki vardiya, haftada beş gün çalışıldığında, yıllık işletme farkı yerel tarifelere ve çalışma döngüsüne bağlı olarak beş haneli rakamlara çıkabilir. Bu broşür konuşması değil. Bu, elektrik faturasıdır.
Ama fizik pazarlama anlatılarına aldırmaz. 600 veya 1.000 tonluk servo-elektrikleri pek görmezsiniz, bunun bir nedeni var. Bilyalı vidalar ve elektrikli tahrikler aşırı tonajda kötü ölçeklenir; çerçeve kütlesi ve maliyet hızla artar. Gerçek kısıtınız günlük olarak 3/4 inç plaka şekillendirmekse, elektrik zarafeti sizi kurtarmaz.
Servo-elektriğin parladığı yer termal kararlılık ve kontroldür. Sekiz saat boyunca ısınan yağ yok. Viskozite değişimleri yok. Bu kararlılık, ilk parçadan son parçaya kadar derinlik düzeltmelerini kovalamadan tutarlı bükme açıları olarak ortaya çıkar. Sabah 14 gauge, öğleden sonra 1/4 inç işleyen yüksek çeşitlilikte üretim yapan atölyelerde, bu tutarlılık kurulum tekrarlarını azaltır.
Yani evet, elektrikliler 200 tonluk sınıfta hidrolik devlerle rekabet edebilir. Bunun ötesinde, ödünleşim acımasız hale gelir.
Peki ya elektrik mimarisine hiç bahis yapmak istemiyorsanız?
Yedi yıldır çalışan 250 tonluk ithal hidrolik pres freni olan bir Orta Batı atölyesine girin. Orijinal pompa. Orijinal silindirler. İki conta seti değişmiş. Artık bu bir istisna değil.
Orta segment ithal markalar—Durma buna iyi bir örnek—çoğu alıcının hâlâ var olduğunu sandığı güvenilirlik farkını kapattı. Kaynaklı çerçeveler, düzgün kılavuz sistemleri, kullanıcı dostu CNC kontrolleri. Hayır, dökümler 1.000 tonluk Avrupa amiral gemisi kadar aşırı sağlam değil. Ama 200-300 tonluk sınıfta olmaları gerekmiyor.
Zor karşılaştırma şu: 6 eksenli arka dayama ve CNC taçlandırma ile iyi donanımlı 250 tonluk ithal hidrolik için $260.000’a karşı, daha derin yazılım entegrasyonu ve özel kontrol mimarisi olan üst seviye eşdeğer için $450.000 ve üzeri. Tek makine atölyelerinde veya hafif otomasyon ortamlarında, her ikisi de hava bükme bileşenlerinde aynı saatte parça sayısına ulaşır.
Üst seviye öne geçtiği yer ekosistemdir—robot arayüzleri, merkezi izleme, gelişmiş açı geri bildirimi. Yüksek hacimli, çok vardiyalı operasyonlarda, duruş süresi saatte $5.000’e mal olduğunda, bu destek her ekstra doları haklı çıkarabilir. Özel bir teşhis sistemi onarım süresini olay başına iki saat bile kısaltırsa, bu gerçek paradır.
Ama çoğu 20-50 kişilik imalatçı, tamamen robotik hücreler çalıştırmıyor. Yetenekli operatörler ve orta büyüklükte partiler çalıştırıyorlar. Onlar için soru küresel IoT entegrasyonu değil. Soru, koçun yarın da düz inip inmeyeceğidir.
Rahatsız edici gerçek mi? Orta tonaj aralığında, ithal hidrolikler genellikle yapısal performansın 90%’ini sermaye maliyetinin 60%’ine sunar.
Peki eksik olan 10%’te ne saklı?
Kontrollerle başlayın.
Üst düzey üreticiler, özel CNC ekosistemlerine büyük yatırımlar yapar—çevrimdışı programlama, simülasyon, otomatik takım yükleme entegrasyonu, doğrudan düzeltme algoritmalarına bağlı açı ölçümü. Bu, insansız vardiyaların peşinden koşarken veya değişken malzeme partileri arasında ±0.5 derece altı hassasiyet hedeflerken önemlidir.
Orta segment makineler, sabit koşullarda dar toleransları koruyabilir. Ancak karmaşık kademeli bükümlere, değişken geri esneme alaşımlarına veya robotik entegrasyona geçtiğinizde, yazılım derinliği verimliliğe dönüşür. Kurulumu günde 10 kurulumda 20 dakikadan 8 dakikaya düşüren bir kontrolör, sadece övünme hakkı kazandırmaz.
Ayrıca bazı yapısal marjlardan da vazgeçersiniz. Ağır Avrupa çerçeveler genellikle daha kalın olur, asimetrik yükleme altında daha rafine koç kılavuzlamasına sahiptir. Eğer rutin olarak 10 ft’lik bir parçayı bir tarafında 70% tonluk yükle merkez dışı yüklüyorsanız, ekstra kütle zamanla paralelliği korur. Daha hafif bir orta segment çerçeve bunu yapabilir—ama stres tavanına daha yakın çalışarak.
Bir de ikinci el değeri ve servis ağı derinliği var. Üst düzey markalar genellikle değerini daha iyi korur ve daha yapılandırılmış eğitim kanalları sunar. Bu, ilk yıl ROI tablosunda görünmez. On yıl sonra takas yaptığınızda ortaya çıkar.
Yani takas açık:
Daha derin yazılım, daha ağır çerçeveler ve entegrasyona hazır mimari için $450,000 ile $500,000 harcayın—ya da takt sürenizi karşılayan, hava bükmede 0004 inç tekrarlanabilirlik sağlayan ve otomasyon, takım veya ikinci operatör için $200,000 serbest bırakan bir makine için $220,000 ile $300,000 harcayın.
Eğer darboğazınız aşırı tonaj, otonom hücreler veya egzotik alaşımlar ise, üst düzeyin mühendislik DNA’sı gerçek bir sorunu çözer.
Eğer darboğazınız sermaye verimliliği, orta karışım verimliliği ve operatör odaklı üretim ise, orta segmentin tatlı noktası bir taviz değildir.
Bu bir uyumdur.
Ve bir kez çoğu atölye için ham demirin kısıtlama olmadığını kabul ettiğinizde, bir sonraki soru çerçeve kütlesiyle ilgili değil—makineyi çalıştıran beyinle ilgilidir.
Düz bir zemine oturan 250 tonluk hidrolik pres freni, orta ölçekli bir kutu işinde tüm gün boyunca saatte 12 ila 14 büküm yapar. Açılı geri bildirim ve robotik arayüze sahip $480,000’lik bir amiral gemisinin aynı işte… saatte 12 ila 14 büküm yaptığını gördüm. Koç hızı vardı. Tonaj vardı. Fark, ilk vuruştan önce ortaya çıktı—bir makinede kırk dakika programlama, takım seçimi ve deneme bükümleri; diğerinde sekiz dakika ve iki vuruş.
Bu demir değil. Bu yazılım.
Eğer ham çerçeve kütlesi ve 0004 inç tekrarlanabilirlik sizin kısıtlamanız değilse, kontrolörünüz ya kurulum süresini kısaltır—ya da sessizce her işinize vergi koyar. Yüksek karışım zeminlerde kurulum, mevcut mil zamanı –40’ını rutin olarak tüketir. Günde beş kurulumdan on dakika tasarruf etmek, tonaja dokunmadan neredeyse bir saat üretim yaratır. Bunu 250 gün boyunca çarptığınızda, haftalarca kapasiteyi bir ekrandan, bir silindirdan değil, geri satın alırsınız.
Yani soru “Büyük Üç” iyi demir üretiyor mu?” değil. Üretiyorlar. Soru, onların özel ekosisteminin gerçek darboğazınızı kısaltıp kısaltmadığı—yoksa zaten yeterince hızlı olan bir makineye sadece maliyet ekleyip eklemediği.
Bir programcının çevrimdışı olarak 12 bükümlü bir muhafaza oluşturduğunu hayal edin. Malzeme: 14 gauge A36. İç yarıçap: 0.062 inç. Dijital kütüphaneden takımlar atar, çarpışma tespiti çalıştırır ve operatör bir zımba kelepçelemeden önce bir büküm sırası oluşturur. Vaadi basit: takımları yükle, programı yükle, pedala bas—ilk parça, iyi parça.
Şimdi dijital takım kütüphanesi, fiziksel raf ile zımba yüksekliğinde 0.010 inç uyuşmadığında veya büküm indirgeme veritabanı Avrupa bobini için ayarlanmışken ve siz farklı geri esneme ile yerli malzeme kullandığınızda ne olduğunu izleyin. İlk vuruş 1.5 derece hatalı. İkinci vuruş düzeltir. Üçüncü büküm çarpar çünkü flanş büyümesi doğru modellenmemiştir. “Çevrimdışı” hayaliniz uçup gider.
Mekanizma basit: doğru çevrimdışı programlama üç şey gerektirir—doğrulanmış malzeme verisi, kalibre edilmiş takım geometrisi ve simülasyon ile gerçek koç pozisyonu arasında döngüyü kapatan bir kontrolör. Üst düzey tedarikçiler burada büyük yatırımlar yapar. Bazıları açı ölçümünü doğrudan otomatik düzeltme algoritmalarına bağlar, böylece kontrolör ilk bükümden öğrenir ve sırayı günceller. Bu gerçek mühendislik DNA’sıdır.
Ama işte takas. Atölyeniz 100+’lük partilerde 60% tekrar iş çalıştırıyorsa, programlama süresi hızla amorti olur. Sağlam 3D simülasyon ve manuel düzeltme ile orta segment bir kontrolör, başlangıçta $180,000 daha az maliyetle yine takt süresini karşılayabilir. Eğer gerçekten yüksek karışım—vardiyada on kurulum, 5–20 parça kısa seriler—çalışıyorsanız, iki vuruş içinde tutarlı şekilde ilk-parça-iyi üreten bir sistem haftada saatler kazandırabilir. ROI, logoya değil, karışıma bağlı olarak tersine döner.
Ve eğer programcılarınız kanıtlanmış bir bükme sırasını çevrimdışı olarak üretemiyor ve iki denemede ilk parçayı doğru yapamıyorsa, kontrolörünüz darboğazınızdır—çerçeveye kimin amblemi kaynaklı olursa olsun.
Peki, o beyni seçtiğinizde ne kadar kilitli kalıyorsunuz?
Kapalı bir Avrupa kontrolörü ile üçüncü taraf bir robotu entegre etmeye çalışan bir atölye gördüm. Mekanik taraf kolaydı—tabanı monte et, güvenliği bağla, tutucuları ayarla. Karşılaştıkları duvar yazılımdı. Tescilli iletişim protokolü. Sınırlı API erişimi. Entegrasyon, OEM’in sertifikalı paketinden geçmek zorundaydı ve bu paket altı haneli bir maliyete sahipti.
Bu mühendislik saflığı değil. Bu bir geçiş ücreti.
Kapalı ekosistemler genellikle daha sıkı iç entegrasyon sağlar—robot, takım değiştirici, açı ölçümü hepsi aynı dili konuşur. Saatte $5,000 maliyeti olan yüksek hacimli, çok vardiyalı operasyonlarda bu destek her ekstra doları haklı çıkarabilir. Bir servis çağrısı, uzaktan teşhis, merkezi bir merkezden gece gönderilen parçalar—bu uyum üretim akışını korur.
Peki ya büyüme planınız beş yıl içinde otomasyonu parça parça eklemeyi içeriyorsa—önce cobotlar, sonra malzeme taşıma, ardından MES entegrasyonu? Daha hızlı büyüyen Asya pazarlarında yaygın olan açık mimari kontrolörler, standart endüstriyel iletişim protokollerini ve üçüncü taraf yazılım bağlantılarını destekler. Bu esneklik, $60,000’lik bir cobotun entegre edilmesi anlamına gelebilir, $250,000’lik markalı bir robot hücresinin yerine.
Takası açık: kapalı sistemler bugün entegrasyon riskini azaltır ancak gelecekteki her genişlemeyi vergilendirebilir; açık sistemler daha fazla dahili teknik yetkinlik gerektirir ancak sermaye esnekliğini korur. Gerçek kısıtınız malzeme hazırlama, operatör eğitimi veya kaynak distorsiyonu ise, kapalı bir bahçeye para dökmek bunu çözmez.
Yani kontrolör dış dünya ile konuşabiliyor olsa bile, onu aslında kim çalıştırıyor?
30 yıllık deneyime sahip 58 yaşındaki bir fren operatörü, temel 2D kontrolörlü hidrolik bir makineyi ayarlayabilir ve hissederek spesifikasyona ulaşabilir. Yaylanmayı hava durumu gibi okur. Şimdi onu lazer çalıştırmış ama hiç 1/4 inç plaka hava bükmemiş 26 yaşındaki bir işe yeni alınanla değiştirin.
Basit bir kontrolde, öğrenme eğrisi hurda ve amir zamanı olarak ortaya çıkar. Bükme sıralaması, çakışma uyarıları ve görsel takım yerleştirme özelliklerine sahip modern 3D grafik arayüzde, aynı operatör daha hızlı üretken hale gelir. Yazılım, hiç tam olarak çıkmayan bir eğitim tekerleği olur.
İşte marka DNA’sının keskin şekilde ayrıldığı yer burası. Bazı üst düzey kontrolörler derin ama karmaşıktır—deneyimli programcılar için güçlü, yeni işe alınanlar için göz korkutucu. Diğerleri, kabile bilgisine bağımlılığı azaltan, yönlendirilmiş iş akışlarına, görsel simülasyona ve gömülü yardıma büyük yatırım yapar. Orta segment ithalatlar burada dramatik şekilde gelişti, ancak kullanıcı deneyimi hâlâ büyük ölçüde değişken.
Mekanizma ölçülebilir: daha az deneme bükmesi, daha az çarpışma, daha az hurda. Yönlendirilmiş bir kontrol yılda bir büyük takım çarpışmasını önlerse, on binlerce dolarlık hasar ve duruş süresinden kaçınmış olursunuz. Eğer işe alım süresini altı aydan üç aya indirirse, her yeni operatörün üretkenlik artışını ikiye katlamış olursunuz.
Ancak işinizin %’si düz hat, yüksek hacimli ve öngörülebilir malzeme bükme ise, yetkin bir operatörle basit bir hidrolik makine, parça başı maliyette özellik açısından zengin bir CNC’den daha iyi performans gösterebilir. Gelişmiş kontroller, varyasyon düşük ve üretim uzun olduğunda üretim akışı yaratmaz.
İşte göz alıcı olmayan gerçek: kontrolör yazılımı, yatırım getirisini operasyonunuzun kurulum sıklığı, otomasyon hedefleri ve operatör değişkenliği ile sınırlı olduğu ölçüde etkiler. Bunu görmezden gelirseniz, teslimat rotası için yarış arabası satın alırsınız—etkileyici beygir gücü, yanlış darboğaz.
Bu da demek oluyor ki, bir sonraki adım broşürleri karşılaştırmak değil. Satın alma siparişini imzalamadan önce gerçek kısıtlarınızı her üreticinin mühendislik DNA’sı ile eşleştirmektir.
Çalıştığım bir atölye, ±0.010 toleranslı parçaları bükmek için 0004 inç tekrarlanabilirliğe sahip 220 tonluk elektrikli bir fren için $480,000 harcadı. Gerçek sorunları neydi? Saatte üç kurulum ve sürekli geride kalan bir programcı.
İşte hata bu. Kısıtı hedeflemeyen yetenek satın almak.
Satıcıları sistematik olarak karşılaştırmak istiyorsanız, bir kağıt ve dört satırla başlarsınız: karışım profili, çalışma süresi toleransı, otomasyon ufku ve beceri derinliği. Üst kısma adayları listelersiniz. Sonra her markanın mühendislik eğilimini bu satırlardan birine zorla yerleştirirsiniz. Bir özellik bu kısıtlardan birini hafifletmiyorsa, sıfır ağırlık alır. “Olması güzel” değil. Sıfır.
Çünkü her üreticinin bir DNA’sı vardır. Bazıları kapalı, derinlemesine entegre edilmiş ekosistemler kurar ve lights-out hücreler çalıştırdığınızda mükemmel performans gösterir. Bazıları kötü muameleye ve geniş malzeme çeşitliliğine toleranslı, sağlam hidrolik iş makineleri üretir. Bazıları operatör yönlendirmesi ve kısa üretimlerde ilk parça-doğru hassasiyet konusunda takıntılıdır. Matris kimin en iyi olduğu ile ilgili değildir. Kimin eğilimi sizin darboğazınıza uyuyor, onunla ilgilidir.
Bu, matematiğin ROI’nizin (yatırım getirinizin) gerçekten nerede döndüğüne bağlı olarak değiştiği anlamına gelir.
İki varsayımsal atölye ele alalım.
Atölye A vardiya başına 12–15 farklı parça numarası çalıştırır, 5–20 adetlik parti büyüklükleri, 14 gauge’dan 3/8 inç’e kadar yumuşak çelik. Vardiya başına on kurulum. Burada her ekstra deneme bükümü kaybedilmiş kapasitedir. Bir kontrol sistemi, ilk parça-doğruyu beş yerine iki vuruşta tutarlı şekilde yakalayabiliyorsa, günde 60–90 dakika geri kazanabilir. Bir yıl içinde, bu $120,000 fiyat farkını gölgede bırakır.
Atölye B üç ana parça çalıştırır, 500+ adetlik partiler, tüm hafta boyunca 1/4 inç levha. Bir kez kurulum yapar. Tüm gün çalıştırır. Onların darboğazı açı düzeltme değil, malzeme sahneleme ve çapak alma. Orta pazar bir üreticiden 60% sermaye maliyetine sahip 250 tonluk bir hidrolik, ayarlandıktan sonra saatte aynı parça sayısını üretir. Premium kontrol sistemi boşta duran bir sigorta haline gelir.
İşte çoğu alıcının cezbedildiği yer burasıdır. 0004 inç tekrarlanabilirlik görürler ve bunun eşit üretim anlamına geldiğini varsayarlar. Öyle değildir. Tekrarlanabilirlik ancak değişkenlik ve kurulum sıklığı yeterince yüksek olduğunda nakde dönüşür.
Bu yüzden açık bir soru sorun: vardiya başına kaç kurulum yapıyorsunuz ve her kurulum size dakika ve hurda olarak neye mal oluyor?
Bu sayı bir eşik değerini geçtiğinde—vardiya başına 8–10 kurulum diyelim—ROI eğrisi yüksek kaliteli kontrollere doğru bükülür. Bunun altında hızla düzleşir. İşte tersine dönüşün olduğu yer burasıdır.
Ancak üretim matematiği premium bir makineyi desteklese bile, çalışma süresi bunu bir haftada silebilir.
Yurt dışından gelen özel bir servo sürücü beklerken 175 tonluk bir presin dört gün boyunca boşta kaldığını gördüm. Parça gümrükten geçmeden önce satın alma fiyatı tasarrufu buharlaştı.
Arıza süresinin bir dolar değeri vardır. Arıza süresinin saatte $5,000 maliyeti olduğu yüksek hacimli, çok vardiyalı operasyonlarda bu destek her ekstra doları haklı çıkarabilir. Yoğun bir servis ağı, uzaktan teşhis, stoklu bölgesel parçalar—bunlar pazarlama maddeleri değil. Bunlar risk azaltma araçlarıdır.
Şimdi tersini düşünün.
Tek vardiya, 70% özel iş yapıyorsanız ve presiniz ortalama 65% kullanım oranına sahipse, iki günlük gecikme acı verici ama yıkıcı değildir. Bu durumda, küresel beyaz eldiven destek için ’luk bir prim ödemek varlığı aşırı sigortalamak olabilir.
Bu, çoğu atölyenin ölçmeyi reddettiği bir değiş tokuştur. Makine özelliklerini karşılaştırırlar ama risk maruziyetini karşılaştırmazlar. Garantili entegrasyon ve merkezi destek sunan kapalı bir ekosistem operasyonel dalgalanmayı azaltır. Açık, düşük maliyetli bir platform sermayeyi korur ama iç teknik yetkinliğe bağımlılığınızı artırır.
Gerçek kısıtınız malzeme sahneleme, operatör eğitimi veya kaynak distorsiyonu ise? O zaman hangi OEM’in en hızlı saha teknisyenine sahip olduğuna takılmak güvertede sandalyeleri yeniden düzenlemek olur.
Peki yanlış satıcıları haftalarca demo ve seyahatle zaman harcamadan nasıl elersiniz?
İşte satın alma siparişi tartışmasından önce kullandığım filtre.
1. Önümüzdeki 36 ay için baskın kısıtımız nedir? Kurulum süresi, gözetimsiz otomasyon, tonaj kapasitesi veya iş gücü becerisi? Birini seçin. Tedarikçinin temel mühendislik hikayesi bu kısıtı doğrudan hedef almıyorsa, elenir.
2. Vardiya başına gerçekçi olarak kaç kurulum? Beşin altında olması sermaye verimliliğini ve daha basit hidrolikleri destekler. Onun üzerinde olması sizi ileri düzey simülasyon, açı ölçümü ve muhtemelen otomatik takım değişimine yönlendirir. Orta yol cevap yok.
3. Bir saatlik duruş bize ne kadar mal oluyor? Dört haneli ise daha geniş tedarikçi havuzlarını düşünebilirsiniz. Beş haneli ise servis yoğunluğu ve parça lojistiği matrisin en üst sırasına çıkar.
4. Otomasyon yol haritamız nedir? Önümüzdeki beş yıl içinde üçüncü taraf robotlar, cobotlar veya MES entegrasyonu eklemeyi planlıyorsanız, kontrolör açıklığı önemlidir. Şimdi anahtar teslim bir robot hücresi istiyorsanız ve dahili entegrasyon sıkıntısı çekmek istemiyorsanız, sıkı entegre edilmiş bir OEM yığını mantıklı seçim olabilir.
Her soru bir ödünleşmeyi zorlar: sermaye maliyeti ile esneklik, entegrasyon riski ile özerklik, hassasiyet ile amortisman.
İşte bariz olmayan kısım.
“Doğru” üretici en iyi gövde dökümüne, en gösterişli kullanıcı arayüzüne veya en büyük küresel pazar payına sahip olan değildir. Mühendislik eğilimi doğrudan sizin kısıtınızı hedef alan ve diğer güçlü yönlerini göz ardı etmeye razı olduğunuz üreticidir.
Bir abkant pres satın almak, teslimat rotası için yarış arabası satın almak gibidir. Trafik ve yük kapasitesi kısıtınız ise, beygir gücü ve tur süreleri sadece yakıt tüketir.
Tedarik matrisi bir elektronik tablo çalışması değildir. Bu bir disiplindir: her özellik gerçek bir darboğazı hafifleterek yerini hak etmelidir.
Bunu ileriye taşıdığınızda, tedarikçi karşılaştırması bir popülerlik yarışması olmaktan çıkar ve başından beri olması gereken şeye dönüşür—verimliliğe bağlı bir sermaye tahsisi kararı.


















