

私が最後にオハイオの工場の床を歩いたとき、そこには230トン、10フィートのヨーロッパ製プレスブレーキが大聖堂のオルガンのように唸っていた。±0.0004インチの繰り返し精度。レーザー角度測定。フル装備。.
その下流では、2人の溶接工が±0.015インチの組立ずれと格闘して、グラインダーを使っていた。.
その機械は140万ドル以上の値がついた。グラインダーは200ドル。どちらがスループットを決定していたか、想像してみてほしい。.
多くの製造業者は、ビッグスリーから購入すれば優れた生産が保証されると考えている。その思い込みが健全な財務状況を84か月の支払い計画に変えるのを私は見てきた。.
プレスブレーキは資本配分の決定であり、ステータスシンボルではない。320トン、8軸の旗艦モデルに署名するのは、「大手が使っているから」という理由で、制約が成形精度、軸の柔軟性、またはソフトウェア統合にあると賭けることになる。.
もし本当の制約が材料の段取り、オペレーターの訓練、または溶接歪みだったらどうだろう?
新興市場は米国よりも速いペースでプレスブレーキの保有台数を増やしている—中国は年間71%以上、インドもそれに続く—しかもヨーロッパの三大ブランドに頼らずに。これは不快な事実を示している。資本が限られているとき、買い手はROIに対して容赦なくなる。キャッシュフローが危機に瀕すると、名声はすぐに色あせる。.
だから最初の質問は「誰が市場をリードしているか?」ではなく、「私の時間当たり部品数を正確に遅らせているのは何か?」だ。“

±0.0004インチの繰り返し精度にプレミアムを支払っている工場を見たことがあるが、顧客の図面は±0.010を許容している。それは仕様が要求する精度の25倍も厳しい。.
精度は、それに対して誰かが小切手を書いてくれる場合にのみ価値を生む。.
もし下流の溶接工程が±0.015で揺らぎ、または粉体塗装が変動を加えるなら、その余分な小数点4桁の精度は請求額の増加にはつながらない。それは減価償却の増加につながる。あなたは物理的に出荷できない能力を融資しているのだ。.
もちろん、そのマイクロ精度が重要な工場もある—医療用エンクロージャー、航空宇宙用ブラケット、複数の曲げで公差を積み重ねる無人セルなど。そのような環境では、8軸バックゲージとリアルタイム角度補正が毎シフトの利益率を守る。.
しかし、あなたの仕事の80%が10ゲージの軟鋼ブラケットで、組立に余裕があるなら、そのレベルの制御を購入するのは、配達ルートでレーシングカーを走らせるようなものだ。ボトルネックは馬力ではなく、交通だ。.
では、なぜ賢い経営者でもその賭けをするのか?
毎回聞くのはこうだ:「価値が落ちないから」“
10年前なら、その主張には説得力があった。機械的プラットフォームは製造品質とブランド認知によって差別化されていた。手入れの行き届いたドイツ製の機械は中古市場でプレミアムバッジを持っていた。.
今日では、価値は制御ソフトウェア、サーボシステム、エネルギー効率、そしてサービス履歴に宿る。最新の制御と効率的なポンプシステムを備えた中堅機が、古い旗艦モデルで旧式CNCを動かしているものより早く売れるのを見たことがある。スマート油圧システムによる80%のエネルギー削減は、フレームのロゴよりも買い手にとって重要になることがある。.
そして、アジアのメーカーが制御と精度の差を縮めるにつれて、中古市場の価格差も狭まります。もし新しい低価格の機械が最新ソフトウェアで能力の90%を提供できるなら、ブランドのプレミアムは圧縮されます。.
中古価値は、あなたが手放すときに誰かがまだその神話を信じている場合にのみあなたを救います。.
彼らがそうすると確信していますか?
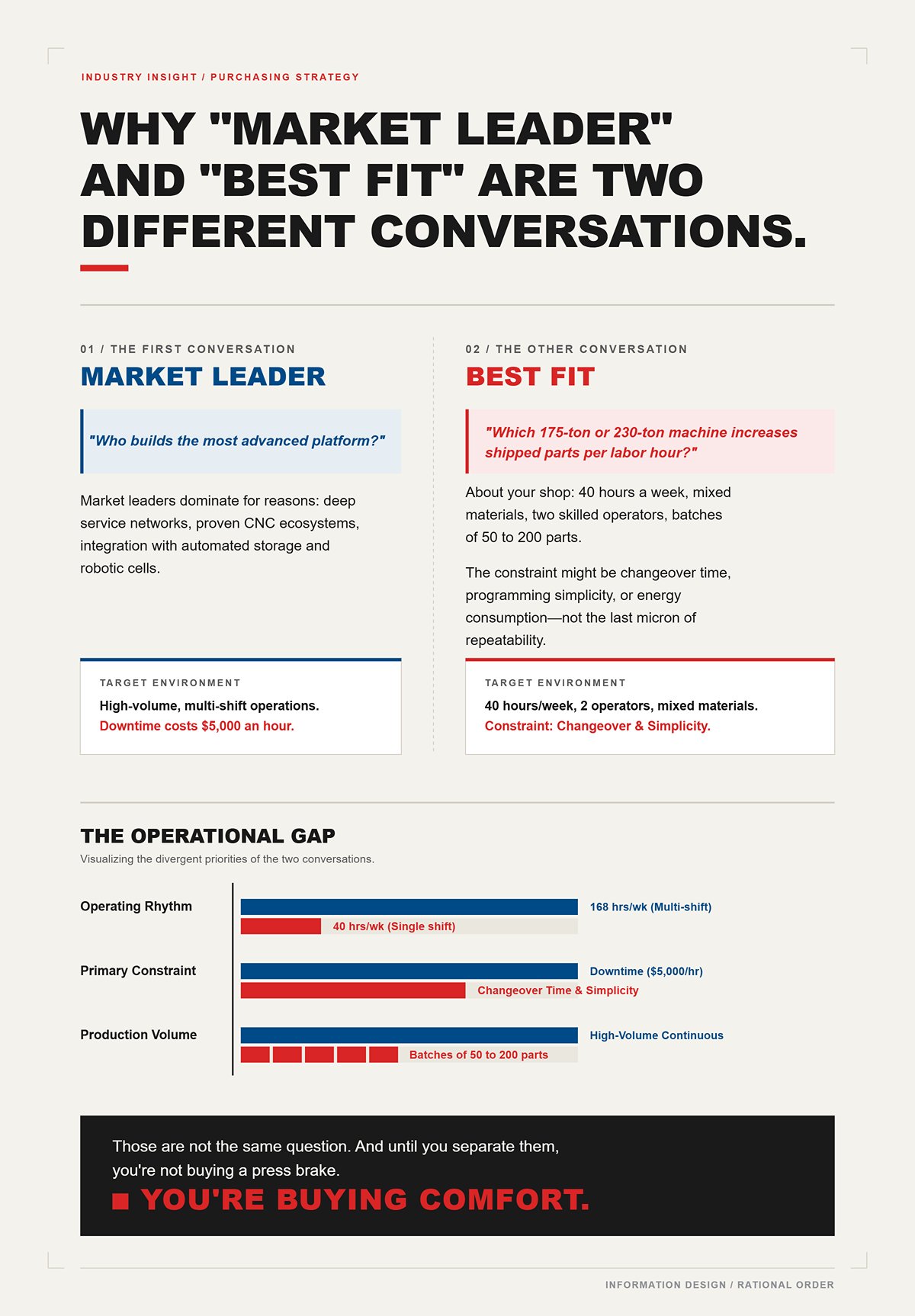
市場のリーダーは理由があって支配しています:広範なサービスネットワーク、実績のあるCNCエコシステム、自動ストレージやロボットセルとの統合。ダウンタイムが1時間あたり$5,000のコストになる高ボリューム・多シフトの運用では、そのサポートが追加のドルを正当化することがあります。.
それが一つ目の会話です。.
もう一つの会話はあなたの工場についてです:週40時間、混合素材、熟練したオペレーターが2人、50から200部品のバッチ。この環境では、制約は段取り替え時間、プログラミングの簡易さ、またはエネルギー消費かもしれません—最後のミクロンの再現性ではありません。.
“「市場のリーダー」は「誰が最も高度なプラットフォームを構築しているか」という質問に答えます。”
“「最適な適合」は「どの175トンまたは230トンの機械が資本を遊ばせることなく、労働時間あたりの出荷部品数を増やすか」に答えます。”
それらは同じ質問ではありません。.
そして、それらを分けるまでは、あなたはプレスブレーキを購入しているわけではありません。.
あなたが買っているのは安心感です。.
数年前、私はある工場が5年間で3台の異なる175トン、10フィートのブレーキを契約するのを見ました—1台はTRUMPF、1台はAMADA、1台はBystronic。同じトン数。同じ基本能力。全く異なる生産結果。.
TRUMPFはレーザーとERPにクリーンに接続できたため、プログラミング時間を半分に短縮しました。AMADAは、以前はテストヒットに1時間かかっていた40部品の毎日の段取り替えで曲げ角度を安定させました。Bystronicはロボットと組み合わせ、二次シフトで無人運転しました。.
同じカテゴリー。異なるDNA。.
それがほとんどの購入者が見落とす部分です。彼らは「ビッグスリー」が普遍的に優れた成形を意味すると仮定します。そうではありません。それは、3つのメーカーがそれぞれ異なるボトルネックを非常にうまく解決しているという意味です。あなたの制約が彼らの技術的な偏りに一致すれば勝ちます。一致しなければ、他人の強みを融資することになります。.
では、彼らは実際にどこで分岐するのでしょうか?
230トンのTruBendに8軸バックゲージ、自動角度測定、そして工場のレーザー切断データベースに直接接続されたオフラインプログラミングを備えた姿を想像してください。プログラマーは部品をネスティングし、それをエクスポートすると、曲げシーケンスが工具の提案と共にブレーキに表示されます。.
それは単なるプレスブレーキではない。それはエコシステムだ。.
TRUMPFの強みは±0.0004インチの繰り返し精度だけではない。それは制御アーキテクチャだ。彼らのソフトウェアスタックは切断、曲げ、時には保管までをリンクする。週に200〜300種類のSKUを扱う工場では、その統合がエンジニアリング時間を削減し、改訂の混乱を防ぐ。ダウンタイムが$5,000ドル/時の損失となり、複数シフトで航空宇宙や医療の仕事をこなす場合、その一体性は生のトン数では決して守れない利益率を保護する。.
しかし、ここでのトレードオフはこうだ:エコシステムは規律を要求する。.
自動工具交換機、レーザー角度システム、多軸ゲージングは、いい加減なデータや訓練不足のオペレーターを許さない。私は、床上の誰もそれらを校正することに慣れていなかったために、6桁の価値がある機能が使われなかったのを見たことがある。機械は能力を持っていた。組織は持っていなかった。.
今、あなたは一貫して実行できない能力にプレミアムを支払っている。.
もし本当の制約がオペレーターの技能深度や不安定な上流データであるなら、TRUMPFの精度は壁に囲まれた庭となる—美しく、制御され、維持費が高い。問題は「それが最高か?」ではなく、「あなたのプロセス成熟度が毎シフトそれを収益化できるか?」だ。“
12ゲージから3/16インチの軟鋼を20〜80個のバッチで加工する高混合ジョブショップに入ってみよう。オペレーターは一日に5回、6回、8回と工具を交換する。セットアップミスは15分の損失になる。これを4回間違えると1時間を浪費する。.
AMADAはまさにその環境で評判を築いた。.
彼らの工具システム、材料データベース、曲げライブラリは、変化する部品群間での再現可能なセットアップのために設計されている。成果は珍しい軸数ではなく、プロセスの安定性だ。オペレーターが6か月前のプログラムを呼び出し、2つ目の部品で角度が規格内に収まるのは偶然ではない。それは蓄積された応用エンジニアリングの結果だ。.
しかし安定性にはコストと時間が伴う。.
リードタイムは延びることがある。工具パッケージは安くない。そして彼らの機械は、TRUMPF同様、材料のスプリングバック、工具半径、シーケンスロジックを理解する訓練されたオペレーターを前提としている。その基礎能力がなければ、優位性はすぐに失われる。.
厳しいトレードオフはこうだ:もしあなたの収益の70%が繰り返し、高混合作業で、段取り替え時間がボトルネックになっているなら、AMADAのプロセス一貫性は労働時間当たりの部品数を向上させる。もしあなたの仕事が500個の同一ブラケットの長期生産なら、その高度な機能は支払いを続けながら遊休状態になるかもしれない。.
あなたは本当に高混合ショップなのか—それともそう言いたいだけなのか?
今、150トンのBystronicとロボットセルを組み合わせ、14ゲージのステンレス製エンクロージャを夜通し稼働させることを想像してみよう。オペレーターは午後4時にブランクを装填する。セルは午前2時まで無人で曲げ続ける。.
これがBystronicの輝くところだ:アクセスしやすい自動化。.
彼らのユーザーインターフェースは一般的により寛容だ。技術サポートは迅速な対応で評判がある。制御の博士号なしでロボット導入を始める工場にとって、それは重要だ。もしボトルネックが微細精度ではなく労働力の確保であるなら、クリーンに自動化できる能力は直接的なスループット向上につながる。.
しかし、パンフレットには載らない制約がある:トン数の上限だ。.
Bystronicは小〜中型のプレスブレーキで優れている。厚板や重構造部品用に300トン以上の話を始めると、ロボット統合のストーリーは薄くなる。1/2インチの板での自動化は14ゲージのステンレスとは別物だ。ペイロード、グリッパーの強度、部品のたわみ—すべてより難しい問題だ。.
だから、主に重い炭素鋼を曲げていて、サイクルの安定性において力とフレーム剛性が支配的な場合、自動化の付加価値は実際の成果に結びつかないかもしれません。必要なのはロボットの優雅さよりも構造的な筋力かもしれません。.
それが繰り返し出てくるテーマです。.
TRUMPFは統合の深さを売りにしています。AMADAは多品種のプロセス制御を売りにしています。Bystronicは親しみやすい自動化によるスループットを売りにしています。どれもあなたの制約を自動的に解決するわけではありません。.
もしボトルネックが溶接歪みや材料の流れ、または20年前の見積もりプロセスであるなら、ラムに付いたロゴは何も変えません。.
そして、プレミアムクラスでさえ専門性があることを受け入れると、会話は再び変わります。あなたの仕事がソフトウェアの洗練やロボットの演出ではなく、生のトン数、フレーム剛性、そして1/2インチのプレートを一日中怯まずにこなすことに関する場合はどうなるでしょうか?
1,200トン、20フィートの油圧ブレーキで1インチのA36プレートを曲げても劇的に故障することはありません。それは徐々にずれていきます。.
最初の10個の部品は角度が合います。25個目では0.5度を追いかけています。40個目では、フレームが温まり、油が薄くなり、ベッドが中央でわずかにたわんで開いてしまうため、オペレーターは数サイクルごとに修正を加えています。.
それはソフトウェアの問題ではありません。それは1,000トン以上の物理現象です。.
およそ600~800トンを長いベッドで超えると、フレームやラムの弾性たわみは理論上の話ではなくなります。20フィートで1,000トンになると、中心線で数千分の数インチの垂直たわみが厚板や厳しい内半径での角度変動に直結します。溶接構造の許容差が±1度なら隠せますが、±0.5度なら部品を選別することになります。.
そこで質問は変わります:そのような酷使に実際に対応できるのは誰か?
まずは構造から始めましょう。.
Prima PowerはOフレーム設計とCNCクラウニングを備えたサーボ電動システムで評判を築きました。電動駆動は温度や時間に対して安定性を提供します—一日中油圧オイルが加熱されることもなく、ポンプが連続稼働することもありません。軽い板厚では、それがサイクルタイムの向上や角度の一貫性につながります。.
しかし、サーボ電動プラットフォームは、完全な油圧システムと比べてピークトン数に限界があります。1,500トンの電動ブレーキがほとんどないのには理由があります。3/8インチのステンレスを一日中エアベンドするなら電動が理にかないますが、3/4インチの炭素鋼プレートをボトミングするなら油圧の領域です。.
一方、LVDは重油圧プラットフォームとリアルタイム角度測定に力を入れています。レーザーを使った角度制御システムは、成形中に実際の曲げ角度を読み取り、ラムの深さを自動調整します。厚板では材料のばらつきが部品ごとにスプリングバックを変動させるため、このフィードバックループは見た目の美しいタッチスクリーンよりも重要です。.
数字で見るトレードオフはこうです:
制約がシフトごとのエネルギーコストであるなら、カタログ中で最大の油圧機械はあなたが犯す最も高価な間違いになるかもしれません。.
もしあなたの制約が、フレームのねじれなしで1インチのプレートを物理的に成形することなら、電動の優雅さでは解決できません。.
それが、ほとんどのパンフレットが避けて通る不快な境界線に私たちを導きます。.
| カテゴリー | プリマパワー | LVD |
|---|---|---|
| コアアーキテクチャ | Oフレーム設計とCNCクラウニングを備えたサーボ電動システム | 頑丈なフレーム構造を持つヘビーデューティ油圧プラットフォーム |
| 駆動技術 | 電動駆動;油圧オイルの加熱や連続ポンプ運転なし | 連続ポンプ運転を伴う油圧システム |
| 熱安定性 | 温度と時間に対して高い安定性 | 油圧システムの管理に依存 |
| 薄板での性能 | より速いサイクルタイムと強い角度の一貫性 | 可能ではあるが、重作業向けに最適化されている |
| 最大トン数能力 | 実用的なトン数上限;1,000トン以上は限られた供給 | 1,000トン以上の構成が利用可能 |
| 厚板での性能 | 厚板のボトミングにはあまり適していない(例:3/4インチ炭素鋼プレート) | 1インチ素材を含む重板成形用に設計 |
| 角度制御 | 一貫性のためのCNCクラウニング | レーザーによるリアルタイム角度測定と自動ラム深さ調整 |
| エネルギー消費 | 運用コストが低く、省エネルギー | エネルギーコストが高く、ポンプの連続運転は年間数万ドルかかる場合がある |
| 理想的な使用例 | 速度と効率を重視した薄板(例:3/8インチステンレス)のエアベンディング | 高トン数が必要な厚板のボトミングおよび成形 |
| 主な制約条件への適合 | シフトごとのエネルギーコストが重要な場合に最適 | 成形能力とフレーム剛性が重要な場合に最適 |
14フィートに延ばされた400トンブレーキを想像してみてください。1/2インチプレートで最大容量近くまで日常的に使用している状態です。.
理論上は「できる」作業です。しかし実際には、毎サイクルで定格トン数の85〜95%を稼働させています。これはサイドフレームに高いストレスを与え、ベッドのたわみが顕著になり、ガイドウェイやブッシングの摩耗が加速します。時間が経つと、角度の一貫性だけでなく平行度も失われます。.
平行度の損失は、10フィート部品の片端がもう一方より0.25度ずれる形で現れます。溶接工は補正し、フィッターは研削し、ブレーキ購入に承認していない部署でスループットが低下します。.
これが標準フレームが負担になる瞬間です。.
1,000トン以上の重加工プラットフォームは単に「大きい」だけではありません。より厚いサイドプレート、補強されたクロスメンバー、非対称荷重下でのねじれを制御する頑丈なラムガイドシステムを使用します。この構造質量は初期費用が高くなりますが、たわみを予測可能に保ち、クラウニングシステムを毎サイクル最大限まで使い切るのではなく効果的に維持します。.
中間クラスのフレームを重構造用途に押し込むと、節約分を再加工やメンテナンス費用で使い果たすことになります。.
90%の作業が3/8インチ未満なのに1,500トンのモンスターを購入すると、その差額は遊休容量と電力に費やすことになります。.
ここにヒーローはいません。あるのは整列だけです。.
しかし、最も重いフレームでも補正なしでは盲目です。.
20フィートにわたって1,200トンでは、ベッドはたわみます。唯一の問題は、それを制御できるかどうかです。.
クラウニングシステム—ベッドに組み込まれた機械式ウェッジまたは油圧シリンダー—は、制御された逆たわみを導入します。適切に調整すれば、荷重下で中央がわずかに持ち上がり、全長にわたって均一な角度を生み出します。.
基本的なシステムは、トン数表に基づいて手動で設定されます。高度なCNCクラウニングはプログラムごとに動的に調整します。粒構造が変動する厚板やミルスケールが不均一な場合、その差は初品精度に現れます。.
そこにLVDのレーザーシステムのようなリアルタイム角度測定を加えます。予測されたたわみ曲線に完全に頼る代わりに、ブレーキは実際の曲げ角度を測定し、サイクル中に修正します。これはマーケティングの飾りではありません。合金板の$800枚を曲げる際のスクラップ防止です。.
しかし、これが財務的現実です:カスタムクラウニング、重フレーム、角度フィードバックは急速にコストを増加させます。.
ダウンタイムが1時間あたり$5,000かかる高ボリューム・多シフト運用では、そのサポートは余分なドルすべてを正当化できます。週に2回短いバッチの重部品を加工する2シフトの構造ショップでは、そうではないかもしれません。.
そしてこれが、重加工における「ビッグスリー」の神話が崩れるところです。力任せの領域で勝つのは、派手な統合や最も直感的なUIを持つブランドではありません。フレーム質量、ガイダンスシステム、クラウニング構造が、3年前のたまの仕事ではなく、あなたの最大日常負荷に合致するブランドです。.
ほとんどの工場は1,000トン以上では稼働していません。.
彼らは広い中間に生きています—90%の部品が1/2インチ未満、時折の重作業、労働とセットアップ時間への常時圧力。.
だから造船所で生き残れるように作られた機械を仕様にする前に、こう問うべきです:本当にそれに値する板を曲げているのか、それとも配送ルート用の馬力を買っているのか?
3/8インチの軟鋼を1時間あたり12個曲げる230トン、10フィートのサーボ電動ブレーキは見出しにはなりません。ただ稼働するだけです。購入価格:約$220,000(6軸バックゲージとCNCクラウニング付き)。これを、統合角度測定と同じ6軸ゲージを備えた320トン定格の$480,000の油圧フラッグシップの隣に置きます。90%の典型的なジョブショップ作業—10から3/8インチの材料、エア曲げ、200個未満のバッチ—では、サイクルタイムの差は分単位ではなく秒単位で測定されます。角度の一貫性?どちらもラムで0004インチの繰り返し精度を容易に保持します。.
では、ほとんどの工場が一貫して1,000トン以上で稼働していない場合、容量、コスト、柔軟性を実際にバランスさせる構成は何でしょうか?
これから始めましょう:175〜250トン、8〜12フィート、5または6軸バックゲージ、CNCクラウニング、そして可変速ポンプを備えた最新の油圧式かサーボ電動駆動。その範囲は広い中間—ブラケット、エンクロージャー、1/2インチ未満の構造部品—をカバーし、めったに使わないフレーム質量やポンプ容量を引きずることはありません。その資本差額は、トップクラスの「何でもできる」プラットフォームとの間で通常$150,000から$300,000になります。.
その差額は価値を生み出す必要があります。.
フラッグシップが実際の作業構成で部品数を増やさず、スクラップを減らさず、労働人数を削減しないなら、それはプレミアムではなく冗長です。180トンがピークの作業負荷に対して320トンの機械を購入するのは、配送ルート用にレースカーを仕様にするようなものです。馬力は渋滞を解決しません。.
どの中堅市場向けプラットフォームが、隠れたコストを忍ばせることなく実際にその90%の能力を提供しているのでしょうか?
油圧シリンダーの代わりに双ボールねじで駆動されるサーボ電動ラムを想像してください。オイルタンクなし。常時稼働するポンプなし。ストローク全域でフルトン数が利用可能。200トンクラスの機械では、油圧圧力曲線を待つ必要がないため、接近速度や戻り速度は通常より速くなります。軽〜中厚板のエアベンディングでは、これは1シフト全体で測定可能なサイクルタイムの向上につながります。.
エネルギーの話になると、計算は退屈でありながら説得力があります。常時稼働するポンプを備えた従来の油圧システムは、アイドル時でもかなりの電力を消費します。サーボ電動は動作中のみ電力を消費するため、意味のある削減が可能です。週5日、2シフト稼働では、年間の運用差は地域の電力料金や稼働状況によっては5桁に達することもあります。これはパンフレットの話ではなく、電気料金の話です。.
しかし、物理はマーケティングの物語を気にしません。600トンや1,000トンのサーボ電動があまり見られないのには理由があります。ボールねじや電動駆動は極端なトン数ではスケールが悪く、フレーム質量やコストが急速に増大します。もし実際の制約が毎日3/4インチのプレートを成形することなら、電動の優雅さは助けになりません。.
サーボ電動が輝くのは熱安定性と制御です。8時間稼働しても油が加熱されない。粘度変化もない。その安定性は、最初の部品から最後の部品まで深さ補正を追いかける必要なく、一定の曲げ角度として現れます。午前に14ゲージ、午後に1/4インチを加工する高混合の工場では、この安定性がセットアップの繰り返しを減らします。.
つまり、200トンクラスでは電動が油圧の巨人と競争できるということです。それ以上になると、トレードオフは厳しくなります。.
では、電動アーキテクチャに賭ける準備が全くない場合はどうでしょうか?
中西部のジョブショップに入り、7年間稼働している250トンの輸入油圧ブレーキを見てみましょう。オリジナルのポンプ。オリジナルのシリンダー。交換されたシールキットは2回。それはもう珍しいことではありません。.
中堅市場の輸入ブランド—Durmaはその代表例—は、多くの購入者がまだ存在すると想定している信頼性のギャップを埋めました。溶接フレーム、適切なガイドシステム、使いやすいCNC制御。確かに鋳造部品は1,000トンの欧州製フラッグシップほど過剰設計ではありません。しかし200〜300トンクラスでは、その必要はありません。.
厳しい比較をしましょう:6軸バックゲージとCNCクラウニングを備えた250トン輸入油圧機のフルオプションが$260,000、一方、より深いソフトウェア統合と独自制御アーキテクチャを持つトップティア同等機は$450,000以上。単一機械の工場や軽度の自動化環境では、どちらもエアベンド部品で同じ時間当たりの生産数を達成します。.
トップティアが優位に立つのはエコシステムです—ロボットインターフェース、集中監視、高度な角度フィードバック。ダウンタイムが1時間あたり$5,000のコストになる高稼働・多シフト環境では、そのサポートは追加の費用を正当化できます。独自の診断システムが修理平均時間を1件あたり2時間短縮すれば、それは実際の利益です。.
しかし、20〜50人規模のファブリケーターの多くは、無人ロボットセルを稼働しているわけではありません。熟練オペレーターと中程度のバッチサイズで運営しています。彼らにとって重要なのは、グローバルIoT統合ではなく、ラムがまっすぐ降りて翌日も繰り返せるかどうかです。.
不快な真実?中トン数帯では、輸入油圧機は資本コストの60%で構造性能の90%を提供することが多いのです。.
では、残りの10%には何が隠れているのでしょうか?
まずは制御から始めましょう。.
トップティアメーカーは独自のCNCエコシステムに多額の投資をしています—オフラインプログラミング、シミュレーション、自動工具装填統合、補正アルゴリズムに直接結びついた角度測定。これは無人シフトや±0.5度未満の精度を変動する材料ロットで追求する場合に重要です。.
中堅市場の機械は安定した条件下では高精度を維持できます。しかし、複雑な段階曲げ、変動するスプリングバック合金、ロボット統合に踏み込むと、ソフトウェアの深さがスループットになります。1日10回のセットアップで、セットアップ時間を20分から8分に短縮するコントローラーは、単なる自慢以上の価値を生みます。.
構造的な余裕も多少犠牲にすることになります。重厚なヨーロッパ製フレームは往々にして厚く、非対称荷重下でのラムガイドがより精緻です。もしあなたが10フィートの部品を片側に70%のトン数で常にオフセンター荷重するなら、その余分な質量が長期的に平行度を維持します。軽量な中価格帯フレームでも可能ですが、応力限界に近づきます。.
次に、再販価値とサービスネットワークの深さです。トップティアブランドは通常、価値をより良く保持し、より体系的なトレーニングパイプラインを提供します。これは初年度のROIスプレッドシートには現れません。10年目に下取りする時に現れます。.
つまり、トレードオフは明確です。
より深いソフトウェア、重いフレーム、統合対応のアーキテクチャに$450,000~$500,000を投資するか、タクトタイムを達成し、空曲げで0004インチの再現性を維持し、$200,000を自動化、工具、または第二のオペレーターに充てられる機械に$220,000~$300,000を投資するか。.
ボトルネックが極端なトン数、自律セル、または特殊合金であるなら、トップティアのエンジニアリングDNAが実際の問題を解決します。.
ボトルネックが資本効率、中程度の混合スループット、オペレーター主導の生産であるなら、中価格帯の甘いスポットは妥協ではありません。.
それは整合です。.
そして、ほとんどの工場にとって生の鉄が制約ではないと受け入れたら、次の質問はフレーム質量ではなく、機械を動かす頭脳についてです。.
水平な台座に置かれた250トンの油圧ブレーキは、中程度の箱作業で1時間に12~14回の曲げを一日中繰り返します。角度フィードバックとロボットインターフェースを備えた$480,000の旗艦機が同じ作業で…1時間に12~14回の曲げを行うのを見たことがあります。ラム速度は十分でした。トン数も十分でした。違いは最初の打ち込み前に現れました—ある機械ではプログラミング、工具選択、試し曲げに40分、もう一方では8分と2回の打ち込み。.
それは鉄ではありません。それはソフトウェアです。.
生のフレーム質量や0004インチの再現性が制約でないなら、あなたのコントローラーはセットアップ時間を短縮するか、あるいは静かに各作業に負担をかけます。高混合の現場では、セットアップが利用可能なスピンドル時間の20~40%を消費するのが常です。1日に5回のセットアップで10分短縮すれば、トン数に触れることなくほぼ1時間の生産時間を生み出せます。それを250日繰り返せば、スクリーンから数週間分の能力を買い戻すことになります—シリンダーではなく。.
だから問題は「ビッグ3」が良い鉄を作るかどうかではありません。作ります。問題は、彼らの専用エコシステムがあなたの本当のボトルネックを短縮するのか、それとも既に十分速い機械にコストを追加するだけなのかです。.
プログラマーが12回曲げのエンクロージャをオフラインで構築する様子を想像してください。材料:14ゲージA36。内半径:0.062インチ。彼はデジタルライブラリから工具を割り当て、衝突検出を実行し、オペレーターがパンチを固定する前に曲げ順序を生成します。約束は単純です:工具をロードし、プログラムをロードし、ペダルを踏む—最初の部品が良品。.
では、デジタル工具ライブラリが物理ラックとパンチ高さで0.010インチずれている場合や、曲げ減算データベースがヨーロッパ製コイル用に調整されていて、異なるスプリングバックを持つ国内材を使用している場合に何が起こるか見てみましょう。最初の打ち込みは1.5度ずれます。二回目で修正。三回目の曲げでフランジ成長が正しくモデル化されていなかったためクラッシュ。あなたの「オフライン」幻想は消えます。.
仕組みは単純です:正確なオフラインプログラミングには3つの要素が必要です—検証済みの材料データ、校正された工具形状、そしてシミュレーションと実際のラム位置をリンクするコントローラー。トップティアベンダーはここに多額の投資を行います。中には角度測定を自動補正アルゴリズムに直接結び付け、コントローラーが最初の曲げから学び、順序を更新するものもあります。これが本物のエンジニアリングDNAです。.
しかし、ここにトレードオフがあります。あなたの工場が100以上のバッチで60%の繰り返し作業を行うなら、プログラミング時間はすぐに償却されます。堅実な3Dシミュレーションと手動補正を備えた中価格帯コントローラーは、初期費用を$180,000節約しつつタクトタイムを達成できるかもしれません。もし本当に高混合—1シフトで10回のセットアップ、5~20部品の短いラン—なら、常に2回以内で最初の部品が良品になるシステムは週に何時間も回復できます。ROIはロゴではなく混合によって変わります。.
そして、プログラマーがオフラインで証明された曲げ順序を生成し、2回以内で最初の部品が良品になることができないなら、コントローラーこそがボトルネックです—フレームにどのメーカーのバッジが溶接されていようと関係ありません。.
では、その頭脳を選んだら、どれほどロックインされるのでしょうか?
私は、ある工場がクローズドな欧州製コントローラーとサードパーティ製ロボットを統合しようとしたのを見たことがあります。機械的な側面は簡単でした—ベースを設置し、安全配線を行い、グリッパーをセットアップする。しかし彼らがぶつかった壁はソフトウェアでした。専用の通信プロトコル。APIアクセスの制限。統合はOEMの認定パッケージを通す必要があり、その費用は6桁に達しました。.
それはエンジニアリングの純粋さではありません。それは料金所です。.
クローズドなエコシステムは、内部統合がより緊密に行われることが多いです—ロボット、ツールチェンジャー、角度測定がすべて同じ言語で話します。ダウンタイムが1時間あたり$5,000のコストになる高稼働・多シフトの運用では、そのサポートは追加の費用を正当化できます。1回のサービスコール、リモート診断、集中ハブからの部品の翌日配送—その一体性がスループットを守ります。.
しかし、あなたの成長計画が5年間にわたって自動化を組み合わせていくこと—まずコボット、次にマテリアルハンドリング、そしてMES統合—を含む場合はどうでしょうか?急成長しているアジア市場で一般的なオープンアーキテクチャのコントローラーは、標準的な産業用通信プロトコルとサードパーティ製ソフトウェアのフックを許可します。その柔軟性は、$60,000のコボットを統合できる可能性を意味し、$250,000のブランドロボットセルを購入する必要がなくなります。.
トレードオフは明確です:クローズドシステムは今日の統合リスクを減らしますが、将来の拡張ごとに課税される可能性があります。オープンシステムは社内の技術力をより多く要求しますが、資本の柔軟性を保ちます。もし本当の制約が材料の段取り、オペレーターの訓練、または溶接歪みであるなら、囲い込み環境にお金を注ぎ込んでも解決しません。.
たとえコントローラーが外部と通信できたとしても、実際にそれを操作しているのは誰でしょうか?
30年の経験を持つ58歳のブレーキオペレーターは、基本的な2Dコントローラーを備えた油圧機を感覚で調整し、仕様を満たすことができます。彼はスプリングバックを天気のように読み取ります。では、レーザーを操作した経験はあるが1/4インチのプレートをエアベンドしたことがない26歳の新人に置き換えたらどうでしょうか。.
簡素なコントロールでは、その学習曲線はスクラップや監督者の時間として現れます。曲げ順序、干渉警告、視覚的ツール段取りを備えた最新の3Dグラフィカルインターフェースでは、その同じオペレーターがより早く生産性を発揮します。ソフトウェアは決して外れない補助輪のようになります。.
ここでブランドのDNAは大きく分かれます。トップクラスのコントローラーの中には、熟練プログラマーには強力ですが、新人には威圧的な深く複雑なものがあります。その他は、ガイド付きワークフロー、視覚的シミュレーション、組み込みヘルプに大きく投資し、属人的な知識への依存を減らします。中堅市場向けの輸入品もここで大きく改善していますが、ユーザー体験は依然として大きく異なります。.
その仕組みは測定可能です:試し曲げの減少、クラッシュの減少、スクラップの減少。ガイド付きコントロールが年間1回の大きな工具クラッシュを防げば、数万ドルの損害とダウンタイムを回避できます。オンボーディングを6か月から3か月に短縮できれば、新しいオペレーターの生産性の立ち上がりを実質的に倍増させたことになります。.
しかし、もし52%の作業が予測可能な材料での直線的な高ボリューム曲げであれば、熟練オペレーターを備えた単純な油圧機が、機能豊富なCNCよりも部品あたりのコストで優れる場合があります。高度なコントロールは、変動が少なく長いランの場合、スループットを生み出しません。.
つまり、地味な現実はこうです:コントローラーソフトウェアがROIに影響するのは、あなたの運用がセットアップ頻度、自動化の野望、オペレーターの変動によって制約されている度合いだけです。それを無視すれば、配送ルートにレースカーを買うようなものです—印象的な馬力、間違ったボトルネック。.
つまり次のステップはパンフレットを比較することではありません。購入注文に署名する前に、実際の制約を各メーカーのエンジニアリングDNAに照らしてマッピングすることです。.
私が関わった工場は、±0.010の精度で保持された部品を曲げるために、0004インチの繰り返し精度を持つ220トンの電動ブレーキに$480,000を費やしました。彼らの本当の問題は?1時間に3回のセットアップと、常に遅れがちなプログラマーでした。.
それが間違いです。制約を攻撃しない能力を買ってしまうこと。.
ベンダーを体系的に比較したいなら、1枚の紙と4つの行から始めます:ミックスプロファイル、稼働時間許容度、自動化の展望、スキルの深さ。上部に候補を並べます。そして各ブランドのエンジニアリングの偏りをその行のいずれかに強制的に当てはめます。もし機能がその制約を解消しないなら、重みはゼロです。「あれば便利」ではなくゼロです。.
なぜなら、すべてのメーカーにはDNAがあるからです。あるメーカーは、ライトアウトセルを運用する際に優れるクローズドで深く統合されたエコシステムを構築します。あるメーカーは、乱暴な扱いや広い材料の変動に耐える頑丈な油圧ワークホースを作ります。あるメーカーは、短いランでのオペレーターガイダンスと初回良品精度にこだわります。マトリックスは誰が最良かではなく、誰の偏りがあなたのボトルネックに合うかを示すものです。.
つまり、ROIが実際に反転する場所によって計算が変わるということです。.
仮想の2つの工場を考えてみましょう。.
工場Aは1シフトあたり12〜15種類の部品番号を扱い、ロットサイズは5〜20、素材は14ゲージから3/8インチまでの軟鋼。1シフトで10回の段取り替え。ここでは、余分な試し曲げはすべて失われた生産能力です。最初の部品を良品にするまで5回ではなく2回以内で安定して達成できるコントローラーなら、1日あたり60〜90分を取り戻せます。年間では、これは$120,000の価格差をはるかに上回ります。.
工場Bは3種類の主要部品を扱い、ロットサイズは500以上、週を通して1/4インチの板材。段取りは一度だけ。終日稼働。彼らのボトルネックは角度補正ではなく、材料の段取りやバリ取りです。中堅メーカーの250トン油圧機で資本コストの60%であれば、一度調整すれば同じ時間あたりの部品数を生産できます。高級コントロールは稼働保険に過ぎません。.
ここで多くの購入者が誘惑されます。0004インチの再現性を見て、それがスループットに直結すると考えてしまう。しかしそうではありません。再現性が現金に変わるのは、変動と段取り頻度が十分に高く、それを収益化できる場合だけです。.
そこで率直な質問をしてください:1シフトあたり何回段取り替えをしていて、それぞれの段取りが何分と何枚の不良を生んでいるのか?
その数が閾値—例えば1シフトあたり8〜10回—を超えると、ROI曲線は高級コントロールに傾きます。それ以下では急速に平坦になります。これが反転の起こる場所です。.
しかし、生産計算が高級機を支持していても、稼働時間の損失が1週間でそれを帳消しにすることがあります。.
私は175トンのブレーキが海外からの専用サーボドライブを待つ間、4日間稼働停止したのを見たことがあります。部品が税関を通過する前に、購入価格の節約は消えてしまいました。.
停止時間には金額が伴います。大量生産、複数シフトの運用で停止時間が$5,000/時のコストになる場合、そのサポートは追加の支出を正当化します。密なサービスネットワーク、遠隔診断、地域在庫部品—これらはマーケティングの売り文句ではなく、リスク軽減ツールです。.
では逆に考えてみましょう。.
もし単一シフトで70%のカスタム作業、ブレーキの平均稼働率が65%なら、2日間の遅れは痛いですが致命的ではありません。その場合、世界規模のホワイトグローブサポートに30%のプレミアムを払うのは資産の過剰保険かもしれません。.
これは多くの工場が数値化を拒むトレードオフです。機械の仕様は比較しても、リスク露出は比較しません。統合保証と集中サポートを備えたクローズドエコシステムは運用の変動を減らします。オープンで低コストなプラットフォームは資本を保持しますが、内部の技術力への依存を増やします。.
もし実際の制約が材料段取り、オペレーター教育、溶接歪みであるなら、どのOEMが最速のフィールド技術者を持っているかにこだわるのは、甲板の椅子を並べ替えるようなものです。.
では、デモや出張に数週間費やす前に、間違ったベンダーをどう排除するか?
購入注文の話をする前に私が使うフィルターはこれです。.
1. 今後36か月間の主要な制約は何か? セットアップ時間、無人自動化、トン数容量、または労働スキル?ひとつ選びましょう。ベンダーの核心となるエンジニアリングのストーリーがその制約に直接挑んでいない場合、そのベンダーは除外です。.
2. 現実的に、1シフトあたり何回セットアップできますか? 5回未満なら資本効率とシンプルな油圧が有利です。10回以上なら高度なシミュレーション、角度測定、そして場合によっては自動工具交換が必要になります。中間的な答えはありません。.
3. 1時間のダウンタイムは私たちにとっていくらの価値がありますか? 4桁なら、より広いベンダープールを検討できます。5桁なら、サービス密度と部品物流がマトリックスの最上位に移ります。.
4. 私たちの自動化ロードマップは何ですか? 5年間でサードパーティのロボット、コボット、またはMES統合を追加する予定なら、コントローラーの開放性が重要です。今すぐターンキーのロボットセルを導入し、社内統合の頭痛を避けたいなら、緊密に統合されたOEMスタックが合理的な選択かもしれません。.
各質問はトレードオフを強制します:資本コストと柔軟性、統合リスクと自律性、精度と償却の間で。.
ここからが意外な部分です。.
「正しい」メーカーとは、最高のフレーム鋳造、派手なUI、または最大の世界市場シェアを持つメーカーではありません。あなたの制約に直接挑むエンジニアリングの偏りを持ち、他の強みを無視できるメーカーです。.
プレスブレーキを購入することは、配達ルート用にレーシングカーを買うようなものです。交通と積載量が制約なら、馬力やラップタイムは燃料を浪費するだけです。.
調達マトリックスは単なるスプレッドシート作業ではありません。それは規律です:すべての機能は実際のボトルネックを解消することでその価値を証明しなければなりません。.
それを続ければ、ベンダー比較は人気投票ではなく、本来あるべき姿—スループットに結びついた資本配分の決定—になります。.


















