

La última vez que recorrí una planta en Ohio, una prensa plegadora europea de 230 toneladas y 10 pies estaba zumbando como un órgano de catedral. ±0.0004 pulgadas de repetibilidad. Medición de ángulo por láser. Todo el paquete.
Más adelante, dos soldadores estaban luchando contra una desviación de ajuste de ±0.015 pulgadas con una amoladora.
Esa máquina costó más de $400,000. Las amoladoras costaron $200. Adivina cuál estaba dictando el rendimiento.
La mayoría de los fabricantes asumen que comprar a los Tres Grandes garantiza una producción superior. He visto cómo esa suposición convierte balances saludables en planes de pago de 84 meses.
Una prensa plegadora es una decisión de asignación de capital, no un símbolo de estatus. Cuando firmas por una insignia de 320 toneladas y 8 ejes porque “es lo que usan los grandes”, estás apostando a que tu restricción es la precisión de conformado, la flexibilidad de ejes o la integración de software.
¿Y si tu verdadera restricción es la preparación de material, la capacitación de operadores o la distorsión de soldadura?
Los mercados emergentes están aumentando sus flotas de prensas plegadoras más rápido que EE. UU.—China por encima de 7% anualmente, India cerca detrás—en gran parte sin recurrir automáticamente a la trinidad europea. Eso me dice algo incómodo: cuando el capital es limitado, los compradores se vuelven implacables con el ROI. El prestigio se desvanece rápido cuando el flujo de caja está en juego.
Así que la primera pregunta no es “¿Quién lidera el mercado?” sino “¿Qué exactamente está ralentizando mis piezas por hora?”

He visto talleres pagar un sobreprecio por ±0.0004 pulgadas de repetibilidad mientras el plano del cliente permite ±0.010. Eso es 25 veces más ajustado de lo que exige la especificación.
La precisión solo paga si alguien está escribiendo un cheque por ella.
Si tu proceso de soldadura posterior fluctúa en ±0.015, o el recubrimiento en polvo añade variabilidad, esos cuatro decimales extra no se traducen en mayor valor de factura. Se traducen en mayor depreciación. Estás financiando una capacidad que físicamente no puedes entregar.
Ahora bien, hay talleres donde esa microprecisión importa—carcasas médicas, soportes aeroespaciales, células lights-out que acumulan tolerancias en múltiples dobleces. En esos entornos, un tope trasero de 8 ejes y la corrección de ángulo en tiempo real protegen el margen en cada turno.
Pero si el 80% de tu trabajo son soportes de acero dulce de calibre 10 con ensamblajes tolerantes, entonces comprar ese nivel de control es como conducir un coche de carreras en una ruta de reparto. La potencia no es tu cuello de botella. El tráfico lo es.
Entonces, ¿por qué los dueños inteligentes siguen haciendo esa apuesta?
Lo escucho siempre: “Mantiene su valor.”
Hace diez años, ese argumento tenía peso. Las plataformas mecánicas se diferenciaban por la calidad de construcción y la percepción de marca. Una máquina alemana bien cuidada llevaba una insignia premium en el mercado de segunda mano.
Hoy, el valor reside en el software de control, los sistemas servo, la eficiencia energética y el historial de servicio. He visto máquinas de gama media con controles modernos y sistemas de bomba eficientes moverse más rápido que modelos insignia más antiguos que ejecutan versiones CNC obsoletas. Una reducción de energía del 80% gracias a un sistema hidráulico inteligente puede importar más a un comprador que el logotipo en el marco.
Y a medida que los fabricantes asiáticos cierran la brecha en controles y precisión, la diferencia en la reventa se reduce. Si una máquina más nueva y de menor costo ofrece 90% de la capacidad con software actual, la prima de la marca se comprime.
El valor de reventa solo te salva si alguien todavía cree en la mitología cuando sales.
¿Estás seguro de que lo harán?
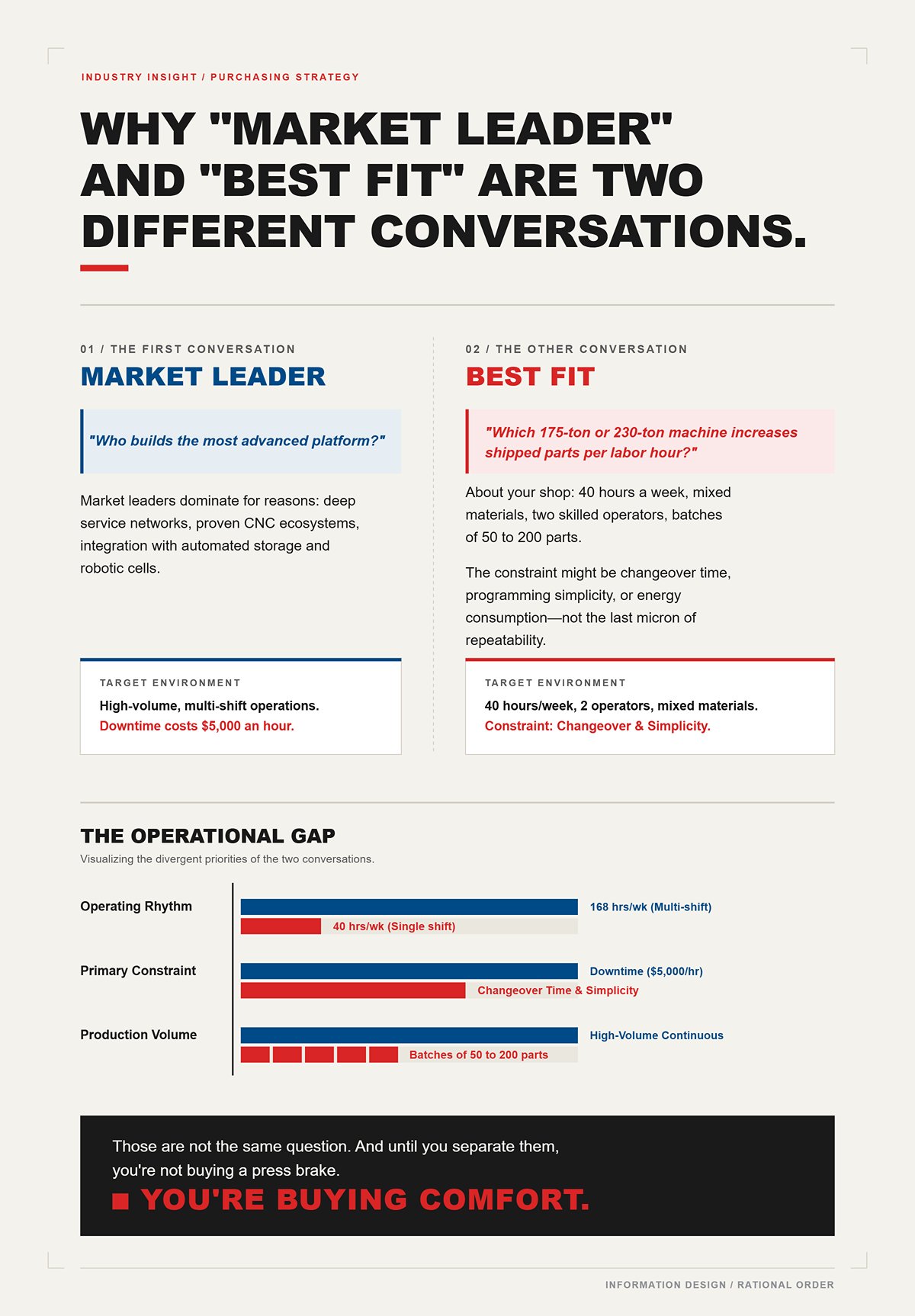
Los líderes del mercado dominan por razones: redes de servicio profundas, ecosistemas CNC probados, integración con almacenamiento automatizado y celdas robóticas. En operaciones de alto volumen y múltiples turnos donde el tiempo de inactividad cuesta $5,000 por hora, ese soporte puede justificar cada dólar extra.
Esa es una conversación.
La otra conversación es sobre tu taller: 40 horas a la semana, materiales variados, dos operadores calificados, lotes de 50 a 200 piezas. En ese entorno, la limitación podría ser el tiempo de cambio, la simplicidad de programación o el consumo de energía—no el último micrón de repetibilidad.
“Líder del mercado” responde a la pregunta, “¿Quién construye la plataforma más avanzada?”
“Mejor ajuste” responde, “¿Qué máquina de 175 toneladas o 230 toneladas aumenta mis piezas enviadas por hora de trabajo sin dejar capital inmovilizado?”
No son la misma pregunta.
Y hasta que las separes, no estás comprando una prensa plegadora.
Estás comprando comodidad.
Hace unos años, vi un taller firmar por tres diferentes plegadoras de 175 toneladas y 10 pies en un lapso de cinco años—una TRUMPF, una AMADA, una Bystronic. Misma tonelada. Misma capacidad básica. Tres resultados de producción completamente diferentes.
La TRUMPF redujo el tiempo de programación a la mitad porque se comunicaba perfectamente con su láser y ERP. La AMADA estabilizó los ángulos de doblado en cambios diarios de 40 piezas que antes consumían una hora en golpes de prueba. La Bystronic se emparejó con un robot y funcionó sin supervisión en el segundo turno.
Misma categoría. ADN diferente.
Esa es la parte que la mayoría de los compradores pasa por alto. Asumen que “Tres Grandes” significa conformado universalmente superior. No es así. Significa tres fabricantes resolviendo tres cuellos de botella diferentes de manera excelente. Si tu limitación coincide con su sesgo de ingeniería, ganas. Si no, financias la fortaleza de otro.
Entonces, ¿dónde divergen realmente?
Imagina una TruBend de 230 toneladas con tope trasero de 8 ejes, medición automática de ángulo y programación offline conectada directamente a la base de datos de corte por láser del taller. El programador anida una pieza, la exporta, y la secuencia de doblado aparece en la prensa con las sugerencias de herramientas ya definidas.
Eso no es solo una prensa plegadora. Eso es un ecosistema.
La ventaja de TRUMPF no es solo una repetibilidad de ±0,0004 pulgadas. Es la arquitectura de control. Su pila de software conecta corte, plegado y, a veces, incluso almacenamiento. En un taller que maneja entre 200 y 300 SKU únicos por semana, esa integración reduce horas de ingeniería y evita el caos de revisiones. Cuando el tiempo de inactividad cuesta $5,000 por hora, y trabajas en turnos múltiples para proyectos aeroespaciales o médicos, esa cohesión protege el margen de una manera que la fuerza bruta nunca podrá.
Pero aquí está la contrapartida: los ecosistemas requieren disciplina.
Los cambiadores automáticos de herramientas, sistemas de medición de ángulo por láser y medición multieje no perdonan datos descuidados ni operadores poco entrenados. He visto funciones valoradas en seis cifras quedar sin uso porque nadie en el taller se sentía cómodo calibrándolas. La máquina era capaz. La organización no lo era.
Ahora estás pagando una prima por una capacidad que no puedes ejecutar de forma consistente.
Si tu verdadera limitación es la profundidad de habilidades de los operadores o datos inconsistentes en la etapa previa, la precisión de TRUMPF se convierte en un jardín amurallado: hermoso, controlado y costoso de mantener. La pregunta no es “¿Es la mejor?” sino “¿Puede la madurez de tu proceso monetizarlo en cada turno?”
Entra en un taller de alto-mix que trabaja acero dulce de calibre 12 a 3/16 de pulgada en lotes de 20 a 80 piezas. El operador cambia herramientas cinco, seis, ocho veces al día. Cada error de configuración cuesta 15 minutos. Hazlo mal cuatro veces y habrás perdido una hora.
AMADA construyó su reputación exactamente en ese entorno.
Sus sistemas de herramientas, bases de datos de materiales y bibliotecas de plegado están diseñados para configuraciones repetibles en familias de piezas cambiantes. El beneficio no está en un número exótico de ejes; está en la estabilidad del proceso. Cuando un operador llama un programa de hace seis meses y el ángulo queda dentro de especificaciones en la segunda pieza, eso no es suerte. Es ingeniería de aplicación acumulada.
Pero la estabilidad viene con costo y tiempo.
Los plazos de entrega pueden alargarse. Los paquetes de herramientas no son baratos. Y sus máquinas, como las de TRUMPF, requieren operadores entrenados que entiendan el retroceso del material, los radios de las herramientas y la lógica de secuencia. Sin esa competencia básica, la ventaja se erosiona rápidamente.
Aquí está la dura contrapartida: si el 70% de tus ingresos proviene de trabajos repetitivos de alto-mix donde el tiempo de cambio es el cuello de botella, la consistencia de proceso de AMADA puede aumentar las piezas por hora de trabajo. Si tus trabajos son tiradas largas de 500 soportes idénticos, esa sofisticación puede quedar inactiva mientras sigues pagando.
¿Realmente eres un taller de alto-mix o solo te gusta decirte que lo eres?
Ahora imagina una Bystronic de 150 toneladas emparejada con una celda robótica, trabajando gabinetes de acero inoxidable calibre 14 durante la noche. El operador carga las piezas a las 4 p.m. La celda pliega hasta las 2 a.m. Sin supervisión.
Ahí es donde Bystronic destaca: automatización accesible.
Su interfaz de usuario suele ser más tolerante. El soporte técnico tiene fama de ser receptivo. Para talleres que se adentran en la robótica sin un doctorado en controles, eso importa. Si la disponibilidad de mano de obra—no la microprecisión—es tu cuello de botella, la capacidad de automatizar de manera limpia es una jugada directa para aumentar el rendimiento.
Pero aquí está la limitación que ningún folleto destaca: el techo de tonelaje.
Bystronic sobresale en prensas plegadoras pequeñas a medianas. Empieza a hablar de más de 300 toneladas para placas gruesas o componentes estructurales pesados, y la historia de integración robótica se debilita. Automatizar placas de 1/2 pulgada no es lo mismo que acero inoxidable calibre 14. Carga útil, fuerza de las pinzas, deformación de la pieza—todos problemas más difíciles.
Entonces, si principalmente estás doblando acero al carbono pesado, donde la fuerza bruta y la rigidez del bastidor dominan la estabilidad del ciclo, la prima por automatización puede que no se traduzca en ganancias reales. Puede que necesites músculo estructural más que elegancia robótica.
Ese es el tema recurrente.
TRUMPF vende profundidad de integración. AMADA vende control de procesos de alta mezcla. Bystronic vende rendimiento de automatización accesible. Ninguno de esos arregla automáticamente tu limitación.
Si tu cuello de botella es la distorsión de soldadura, el flujo de material o un proceso de cotización de 20 años de antigüedad, ningún logo en el ariete cambia eso.
Y una vez que aceptas que incluso el nivel premium se especializa, la conversación cambia de nuevo: ¿qué pasa cuando tu trabajo no tiene que ver con el pulido del software o la coreografía robótica en absoluto, sino con tonelaje bruto, rigidez del bastidor y soportar placas de 1/2 pulgada todo el día sin pestañear?
Una prensa hidráulica de 1,200 toneladas y 20 pies doblando placa A36 de 1 pulgada no falla de manera dramática. Se desvía.
Las primeras diez piezas alcanzan el ángulo. Para la pieza veinticinco, estás persiguiendo 0,5 grados. Para la pieza cuarenta, el operador está haciendo correcciones cada pocos ciclos porque el bastidor se ha calentado, el aceite se ha adelgazado y la cama se ha deformado lo suficiente como para abrir el centro.
Eso no es un problema de software. Eso es física a más de 1,000 toneladas.
Una vez que cruzas aproximadamente de 600 a 800 toneladas en camas largas, la deflexión elástica en el bastidor y el ariete deja de ser teórica. A 1,000 toneladas en 20 pies, incluso unas milésimas de deflexión vertical en la línea central se traducen en variaciones de ángulo medibles, especialmente en placas gruesas con radios interiores ajustados. Cuando tu tolerancia de soldadura es ±1 grado, puedes ocultarlo. Cuando es ±0,5, estás clasificando piezas.
Así que la pregunta cambia: ¿quién realmente construye para ese abuso?
Comienza con la arquitectura.
Prima Power construyó su reputación sobre sistemas servoeléctricos con diseños de marco en O y coronado CNC. Los accionamientos eléctricos ofrecen estabilidad en temperatura y tiempo—sin aceite hidráulico calentándose todo el día, sin bomba funcionando continuamente. En calibres más ligeros, eso se traduce en ganancias medibles en tiempo de ciclo y consistencia de ángulo.
Pero las plataformas servoeléctricas están inherentemente limitadas en tonelaje máximo en comparación con los sistemas hidráulicos completos. No ves muchas prensas eléctricas de 1,500 toneladas por una razón. Cuando estás doblando al aire acero inoxidable de 3/8 de pulgada todo el día, lo eléctrico tiene sentido. Cuando estás conformando placa de carbono de 3/4 de pulgada, estás en territorio hidráulico.
LVD, por otro lado, se inclina hacia plataformas hidráulicas pesadas y medición de ángulo en tiempo real. Sus sistemas de control de ángulo basados en láser leen el ángulo real de doblado durante la formación y ajustan la profundidad del ariete automáticamente. En placas gruesas donde la variabilidad del material puede alterar el retorno elástico de pieza a pieza, ese bucle de retroalimentación importa más que una pantalla táctil más bonita.
Aquí está la compensación en números claros:
Si tu limitación es el costo de energía por turno, la máquina hidráulica más grande del catálogo puede ser el error más costoso que cometas.
Si tu limitación es formar físicamente una placa de 1 pulgada sin torsión del marco, la elegancia eléctrica no te salvará.
Lo que nos lleva al umbral incómodo que la mayoría de los folletos omiten.
| Categoría | Prima Power | LVD |
|---|---|---|
| Arquitectura central | Sistemas servoeléctricos con diseños de marco en O y coronado CNC | Plataformas hidráulicas de servicio pesado con construcción de marco robusto |
| Tecnología de accionamiento | Accionamientos eléctricos; sin calentamiento de aceite hidráulico ni operación continua de la bomba | Sistemas hidráulicos con operación continua de la bomba |
| Estabilidad térmica | Alta estabilidad en temperatura y tiempo | Dependiente de la gestión del sistema hidráulico |
| Rendimiento en calibres ligeros | Tiempos de ciclo más rápidos y fuerte consistencia de ángulo | Capaz, pero más optimizado para aplicaciones pesadas |
| Capacidad de tonelaje máximo | Límite práctico de tonelaje; disponibilidad limitada por encima de 1,000 toneladas | Disponible en configuraciones de más de 1,000 toneladas |
| Rendimiento en placa gruesa | Menos adecuado para el embutido de placas gruesas (p. ej., placa de carbono de 3/4 de pulgada) | Diseñado para el conformado de placas pesadas, incluyendo material de 1 pulgada |
| Control de ángulo | Curvado CNC para consistencia | Medición de ángulo en tiempo real basada en láser con ajuste automático de la profundidad del ariete |
| Consumo de Energía | Menor costo operativo; eficiente en energía | Mayor costo energético; la operación continua de la bomba puede costar decenas de miles anualmente |
| Caso de uso ideal | Doblado al aire de materiales más delgados (p. ej., acero inoxidable de 3/8 de pulgada) con enfoque en velocidad y eficiencia | Embutido y conformado de placas gruesas con requisitos de alta tonelada |
| Ajuste principal de restricción | Mejor cuando el costo de energía por turno es crítico | Mejor cuando la capacidad de conformado y la rigidez del bastidor son críticas |
Imagine un freno de 400 toneladas extendido a 14 pies, rutinariamente empujado cerca de su capacidad máxima en placas de 1/2 pulgada.
En teoría, “puede” hacer el trabajo. En la práctica, está funcionando al 85–95% de la tonelada nominal en cada ciclo. Eso significa mayor estrés en los bastidores laterales, una deflexión más pronunciada de la cama y un desgaste acelerado en las guías y cojinetes. Con el tiempo, no solo pierde consistencia de ángulo—pierde paralelismo.
La pérdida de paralelismo se manifiesta como un extremo de una pieza de 10 pies desviándose 0,25 grados del otro. Los soldadores compensan. Los ajustadores muelen. La producción disminuye en departamentos que nunca aprobaron la compra del freno.
Ahí es cuando un bastidor estándar se convierte en una responsabilidad.
Las plataformas de fabricación pesada por encima de 1,000 toneladas no son solo “más grandes”. Usan placas laterales más gruesas, miembros transversales reforzados y sistemas de guía de ariete más robustos para controlar la torsión bajo cargas asimétricas. Esa masa estructural cuesta más al inicio. También mantiene la deflexión predecible, lo que mantiene efectivos los sistemas de curvado en lugar de llevarlos al máximo en cada ciclo.
Empuje un bastidor de rango medio hacia trabajo estructural pesado y gastará el ahorro en retrabajos y mantenimiento.
Compra un monstruo de 1.500 toneladas cuando el 90 % de tu trabajo es de menos de 3/8 de pulgada y gastarás la diferencia en capacidad ociosa y electricidad.
Aquí no hay héroe. Solo alineación.
Pero incluso el armazón más pesado está ciego sin compensación.
A 1.200 toneladas a lo largo de 20 pies, la bancada se va a deformar. La única pregunta es si tú lo controlas.
Los sistemas de coronado —cuñas mecánicas o cilindros hidráulicos incorporados en la bancada— introducen una contradeflexión controlada. Ajústalo correctamente y el centro se eleva lo suficiente bajo carga para producir un ángulo uniforme a lo largo de toda la pieza.
Los sistemas básicos se ajustan manualmente según tablas de tonelaje. El coronado CNC avanzado se ajusta dinámicamente según el programa. En chapa gruesa con estructura de grano variable o cascarilla de laminación inconsistente, esa diferencia se nota en la precisión de la primera pieza.
Ahora añade medición de ángulo en tiempo real, como los sistemas láser de LVD. En lugar de depender únicamente de las curvas de deflexión previstas, la prensa mide el ángulo real de plegado y corrige a mitad de ciclo. Eso no es marketing. Eso es prevención de chatarra cuando estás plegando láminas de aleación de 1,8 m.
Pero aquí está la realidad financiera: el coronado personalizado, los armazones pesados y la retroalimentación de ángulo incrementan el coste rápidamente.
En operaciones de alto volumen y múltiples turnos donde el tiempo de inactividad cuesta 5.000 $ por hora, ese soporte puede justificar cada dólar extra. En un taller de estructuras de dos turnos que ejecuta lotes cortos de piezas pesadas dos veces por semana, puede que no.
Y aquí es donde el mito de los “Tres Grandes” se derrumba en la fabricación pesada. Los ganadores en el territorio de la fuerza bruta no son las marcas con la integración más llamativa o la interfaz más intuitiva. Son las que tienen la masa del armazón, los sistemas de guiado y la arquitectura de coronado que coinciden con tu carga máxima diaria, no con tu trabajo ocasional de hace tres años.
La mayoría de los talleres no trabajan por encima de 1.000 toneladas.
Se mueven en el amplio punto medio —90 % de piezas de menos de 1/2 pulgada, trabajos pesados ocasionales, presión constante sobre la mano de obra y el tiempo de preparación.
Así que antes de especificar una máquina construida para sobrevivir en un astillero, más vale que te preguntes: ¿realmente estás plegando chapa que lo justifica o estás comprando caballos de fuerza para una ruta de reparto?
Una prensa plegadora servoeléctrica de 230 toneladas y 10 pies que dobla acero dulce de 3/8 de pulgada a 12 piezas por hora no sale en los titulares. Simplemente funciona. Precio de compra: aproximadamente 220.000 $ con tope trasero de 6 ejes y coronado CNC. Ponla al lado de una insignia hidráulica de 480.000 $ con capacidad de 320 toneladas, medición de ángulo integrada y el mismo tope de 6 ejes. En el 90 % del trabajo típico de un taller —material de 10 a 3/8 de pulgada, doblado al aire, lotes de menos de 200 piezas— la diferencia de tiempo de ciclo se mide en segundos, no en minutos. ¿Consistencia de ángulo? Ambas mantienen fácilmente una repetibilidad de 0,004 pulgadas en el ariete.
Así que si la mayoría de los talleres no operan de forma constante por encima de las 1.000 toneladas, ¿qué configuración equilibra realmente la capacidad, el coste y la flexibilidad?
Empieza con esto: de 175 a 250 toneladas, de 8 a 12 pies, tope trasero de 5 o 6 ejes, coronado CNC, y ya sea hidráulica moderna con bomba de velocidad variable o accionamiento servoeléctrico. Ese rango cubre el amplio punto medio —soportes, carcasas, componentes estructurales de menos de 1/2 pulgada— sin arrastrar masa de armazón y capacidad de bomba que rara vez usas. La diferencia de capital entre eso y una plataforma “hace de todo” de gama alta suele oscilar entre 150.000 $ y 300.000 $.
Esa diferencia tiene que ganarse su lugar.
Si la máquina insignia no aumenta las piezas por hora, no reduce el desperdicio o no reduce el número de operarios en tu mezcla real, no es premium: es redundante. Comprar una máquina de 320 toneladas para un trabajo que alcanza un máximo de 180 toneladas es como especificar un coche de carreras para una ruta de reparto. La potencia no arregla el tráfico.
¿Qué plataformas de mercado medio realmente ofrecen esa capacidad 90% sin introducir costos ocultos?
Imagina un ariete servoeléctrico accionado por tornillos de bolas gemelos en lugar de cilindros hidráulicos. Sin depósito de aceite. Sin bomba funcionando continuamente. Tonnage completo disponible a lo largo del recorrido. En una máquina de clase de 200 toneladas, las velocidades de aproximación y retorno suelen ser más rápidas porque no estás esperando las curvas de presión hidráulica. En el doblado al aire de calibre ligero a medio, eso se traduce en ganancias medibles de tiempo de ciclo durante un turno completo.
La energía es donde las matemáticas se vuelven aburridas—y persuasivas. Un sistema hidráulico tradicional con una bomba que funciona constantemente puede consumir mucha energía incluso en reposo. Un servoeléctrico consume significativamente menos porque solo utiliza energía durante el movimiento. En dos turnos, cinco días a la semana, la diferencia anual de operación puede llegar a cinco cifras dependiendo de las tarifas locales y el ciclo de trabajo. No es discurso de folleto. Son facturas de servicios.
Pero la física no se preocupa por las narrativas de marketing. No ves muchos servoeléctricos de 600 o 1,000 toneladas por una razón. Los tornillos de bolas y los accionamientos eléctricos escalan mal en tonelajes extremos; la masa del bastidor y el costo aumentan rápidamente. Si tu verdadera limitación es formar placas de 3/4 de pulgada diariamente, la elegancia eléctrica no te salvará.
Donde el servoeléctrico destaca es en la estabilidad térmica y el control. Sin aceite calentándose durante ocho horas. Sin cambios de viscosidad. Esa estabilidad se refleja en ángulos de doblado consistentes desde la primera pieza hasta la última sin tener que ajustar la profundidad. Para talleres de alta mezcla que trabajan con calibre 14 por la mañana y 1/4 de pulgada por la tarde, esa consistencia reduce las iteraciones de configuración.
Así que sí, los eléctricos pueden competir—con los titanes hidráulicos en la clase de 200 toneladas. Más allá de eso, el compromiso se vuelve brutal.
Pero, ¿y si no estás listo para apostar por la arquitectura eléctrica en absoluto?
Entra en un taller del Medio Oeste que utiliza una prensa hidráulica importada de 250 toneladas que ha estado funcionando durante siete años. Bomba original. Cilindros originales. Dos juegos de sellos reemplazados. Eso ya no es una excepción.
Las marcas de importación de mercado medio—Durma siendo un ejemplo destacado—han cerrado la brecha de fiabilidad que la mayoría de los compradores todavía asumen que existe. Bastidores soldados, sistemas de guiado decentes, controles CNC fáciles de usar. No, las piezas fundidas no están tan sobredimensionadas como las de una insignia europea de 1,000 toneladas. Pero en la clase de 200 a 300 toneladas, no necesitan estarlo.
Aquí está la comparación difícil: $260,000 por una prensa hidráulica importada bien equipada de 250 toneladas con contraguía de 6 ejes y coronado CNC frente a $450,000 o más por un equivalente de primera categoría con integración de software más profunda y arquitectura de control propietaria. En talleres de una sola máquina o entornos de automatización ligera, ambos logran las mismas piezas por hora en componentes doblados al aire.
Donde la gama alta se adelanta es en el ecosistema—interfaces robóticas, monitoreo centralizado, retroalimentación avanzada de ángulo. En operaciones de alto volumen y múltiples turnos donde el tiempo de inactividad cuesta $5,000 por hora, ese soporte puede justificar cada dólar extra. Si un sistema de diagnóstico propietario reduce el tiempo medio de reparación en incluso dos horas por incidente, eso es dinero real.
Pero la mayoría de los fabricantes de 20 a 50 personas no están operando celdas robóticas sin supervisión. Están utilizando operadores calificados y tamaños de lote moderados. Para ellos, la pregunta no es la integración global de IoT. Es si el ariete baja recto y repite mañana.
¿La incómoda verdad? En el rango de tonelaje medio, las hidráulicas importadas a menudo ofrecen 90% del rendimiento estructural a 60% del costo de capital.
Entonces, ¿qué se esconde en el 10% que falta?
Comienza con los controles.
Los fabricantes de primera categoría invierten mucho en ecosistemas CNC propietarios—programación offline, simulación, integración de carga automática de herramientas, medición de ángulo vinculada directamente a algoritmos de corrección. Eso importa cuando buscas turnos sin supervisión o precisión sub-±0.5 grados en lotes de material variable.
Las máquinas de mercado medio pueden mantener tolerancias ajustadas en condiciones estables. Pero cuando te adentras en doblados complejos en etapas, aleaciones con recuperación elástica variable o integración robótica, la profundidad del software se convierte en productividad. Un controlador que reduce la configuración de 20 minutos a 8 en 10 configuraciones al día ofrece más que derechos de presumir.
También se sacrifica cierto margen estructural. Los bastidores pesados europeos suelen ser más gruesos, con una guía del ariete más refinada bajo carga asimétrica. Si de forma rutinaria cargas una pieza de 10 pies de forma descentrada con 70% de tonelaje en un lado, esa masa extra preserva el paralelismo con el tiempo. Un bastidor más ligero del segmento medio puede hacerlo, pero más cerca de su límite de esfuerzo.
Luego está la reventa y la profundidad de la red de servicio. Las marcas de primer nivel típicamente mantienen mejor su valor y ofrecen canales de capacitación más estructurados. Eso no aparece en la hoja de cálculo de ROI del primer año. Aparece cuando haces el cambio en el año diez.
Así que la compensación es explícita:
Gastar entre $450,000 y $500,000 para obtener un software más avanzado, bastidores más pesados y una arquitectura lista para integración, o gastar entre $220,000 y $300,000 por una máquina que cumpla con tu tiempo takt, mantenga una repetibilidad de 0.004 pulgadas en doblado al aire y libere $200,000 para automatización, herramientas o un segundo operador.
Si tu cuello de botella es tonelaje extremo, celdas autónomas o aleaciones exóticas, el ADN de ingeniería del segmento superior resuelve un problema real.
Si tu cuello de botella es la eficiencia de capital, un rendimiento de mezcla moderada y producción orientada al operador, el punto óptimo del mercado medio no es una concesión.
Es alineación.
Y una vez que aceptas que el hierro bruto no es la limitación para la mayoría de los talleres, la siguiente pregunta no es sobre la masa del bastidor en absoluto, sino sobre el cerebro que dirige la máquina.
Una prensa hidráulica de 250 toneladas sobre una base nivelada realizará de 12 a 14 dobleces por hora en un trabajo moderado de cajas durante todo el día. He visto una insignia de $480,000 con retroalimentación de ángulo e interfaz robótica producir… de 12 a 14 dobleces por hora en el mismo trabajo. La velocidad del ariete estaba ahí. El tonelaje estaba ahí. La diferencia apareció antes del primer golpe: cuarenta minutos de programación, selección de herramientas y pruebas en una máquina frente a ocho minutos y dos golpes en la otra.
Eso no es hierro. Eso es software.
Si la masa del bastidor y la repetibilidad de 0.004 pulgadas no son tu limitación, entonces tu controlador o bien reduce el tiempo de preparación o bien cobra un peaje silencioso en cada trabajo que realizas. En pisos de alta mezcla, la preparación consume rutinariamente entre 20 y 40% del tiempo disponible del husillo. Recortar diez minutos en cinco preparaciones al día equivale a crear casi una hora de producción sin tocar el tonelaje. Multiplica eso por 250 días y estás recuperando semanas de capacidad desde una pantalla, no desde un cilindro.
Así que la pregunta no es si el “Gran Trío” fabrica buen hierro. Lo hacen. La pregunta es si su ecosistema propietario reduce tu verdadero cuello de botella o simplemente añade coste a una máquina que ya era lo suficientemente rápida.
Imagina a un programador construyendo un gabinete de 12 dobleces de forma remota. Material: A36 de calibre 14. Radio interior: 0.062 pulgadas. Asigna herramientas de una biblioteca digital, ejecuta detección de colisiones y genera una secuencia de doblado antes de que el operador siquiera sujete un punzón. La promesa es simple: cargar herramientas, cargar programa, pisar el pedal—primera pieza, pieza buena.
Ahora mira lo que pasa cuando esa biblioteca digital de herramientas no coincide con el estante físico por 0.010 pulgadas en altura del punzón, o cuando la base de datos de deducción de doblez fue ajustada para bobina europea y estás usando nacional con diferente recuperación elástica. El primer golpe está 1.5 grados fuera. El segundo golpe corrige. El tercer doblez falla porque el crecimiento de ala no se modeló correctamente. Ahí se va tu fantasía “sin conexión”.
El mecanismo es sencillo: una programación offline precisa requiere tres cosas—datos validados del material, geometría calibrada de la herramienta y un controlador que cierre el bucle entre la simulación y la posición real del ariete. Los proveedores de primer nivel invierten mucho aquí. Algunos vinculan la medición de ángulo directamente a algoritmos de corrección automática, de modo que el controlador aprende desde el primer doblez y actualiza la secuencia. Eso es ADN de ingeniería real.
Pero aquí está la compensación. Si tu taller ejecuta 60% trabajos repetitivos en lotes de 100 o más, el tiempo de programación se amortiza rápidamente. Un controlador de gama media con simulación 3D sólida y corrección manual podría costar $180,000 menos al inicio y aún así cumplir con el takt time. Si realmente eres de alta mezcla—diez preparaciones por turno, tiradas cortas de 5 a 20 piezas—entonces un sistema que produzca consistentemente primera pieza buena dentro de dos golpes puede recuperar horas a la semana. El ROI cambia según la mezcla, no la marca.
Y si tus programadores no pueden generar una secuencia de doblado probada fuera de línea y lograr primera pieza buena en dos golpes, tu controlador es tu cuello de botella—sin importar qué placa esté soldada al bastidor.
Entonces, ¿qué tan atado quedas una vez que eliges ese cerebro?
He visto un taller intentar integrar un robot de terceros con un controlador europeo cerrado. El lado mecánico fue fácil: montar la base, cablear la seguridad, configurar las pinzas. El muro que encontraron fue el software. Protocolo de comunicación propietario. Acceso limitado a la API. La integración tuvo que pasar por el paquete certificado del OEM con un coste de seis cifras.
Eso no es pureza de ingeniería. Eso es una caseta de peaje.
Los ecosistemas cerrados suelen ofrecer una integración interna más ajustada: robot, cambiador de herramientas, medición de ángulo, todos hablando el mismo idioma. En operaciones de alto volumen y múltiples turnos donde el tiempo de inactividad cuesta $5,000 por hora, ese soporte puede justificar cada dólar extra. Una llamada de servicio, diagnóstico remoto, piezas enviadas de la noche a la mañana desde un centro centralizado: esa cohesión protege el rendimiento.
Pero, ¿y si su plan de crecimiento implica ensamblar la automatización durante cinco años—primero cobots, luego manipulación de materiales, luego integración MES? Los controladores de arquitectura abierta, comunes en mercados asiáticos de rápido crecimiento, permiten protocolos de comunicación industrial estándar y enlaces de software de terceros. Esa flexibilidad puede significar integrar un cobot de $60,000 en lugar de una celda robótica de marca de $250,000.
El intercambio es claro: los sistemas cerrados reducen el riesgo de integración hoy pero pueden gravar cada expansión futura; los sistemas abiertos requieren más competencia técnica interna pero preservan la flexibilidad del capital. Si su verdadera limitación es la preparación de materiales, la formación de operadores o la distorsión de la soldadura, gastar dinero en un jardín amurallado no lo solucionará.
Así que incluso si el controlador puede comunicarse con el mundo exterior, ¿quién lo está manejando realmente?
Un operador de prensa de 58 años con 30 años de experiencia puede ajustar una máquina hidráulica con un controlador básico 2D y cumplir la especificación por intuición. Lee el retroceso como el clima. Ahora reemplácelo con un empleado de 26 años que ha manejado láseres pero nunca ha doblado al aire una placa de 1/4 de pulgada.
En un control simplificado, esa curva de aprendizaje se traduce en desperdicio y tiempo de supervisor. En una interfaz gráfica 3D moderna con secuenciación de dobleces, alertas de interferencia y preparación visual de herramientas, ese mismo operador se vuelve productivo más rápido. El software se convierte en una rueda de entrenamiento que nunca se quita del todo.
Aquí es donde el ADN de la marca diverge notablemente. Algunos controladores de gama alta son profundos pero complejos—potentes para programadores experimentados, intimidantes para nuevos empleados. Otros invierten mucho en flujos de trabajo guiados, simulación visual y ayuda integrada que reduce la dependencia del conocimiento tribal. Las importaciones de gama media han mejorado dramáticamente aquí, pero la experiencia del usuario aún varía enormemente.
El mecanismo es medible: menos dobleces de prueba, menos choques, menos desperdicio. Si un control guiado evita un gran choque de herramientas al año, ha evitado decenas de miles en daños y tiempo de inactividad. Si reduce la incorporación de seis meses a tres, ha duplicado efectivamente la curva de productividad de cada nuevo operador.
Pero si el 52% de su trabajo es doblado en línea recta, de alto volumen, sobre material predecible, una hidráulica simple con un operador competente puede superar en coste por pieza a una CNC con muchas funciones. Los controles avanzados no crean rendimiento cuando la variación es baja y las tiradas son largas.
Así que aquí está la realidad poco glamorosa: el software del controlador impacta el ROI exactamente en la medida en que su operación está limitada por la frecuencia de configuración, la ambición de automatización y la variabilidad del operador. Ignórelo, y estará comprando un coche de carreras para una ruta de reparto—caballos de fuerza impresionantes, cuello de botella equivocado.
Lo que significa que el siguiente paso no es comparar folletos. Es mapear sus limitaciones reales contra el ADN de ingeniería de cada fabricante antes de firmar una orden de compra.
Un taller con el que trabajé gastó $480,000 en una prensa eléctrica de 220 toneladas con repetibilidad de 0004 pulgadas para doblar piezas con tolerancia de ±0.010. ¿Su verdadero problema? Tres configuraciones por hora y un programador que siempre estaba atrasado.
Ese es el error. Comprar capacidad que no ataca la limitación.
Si quiere comparar proveedores de manera sistemática, comience con una hoja de papel y cuatro filas: perfil de mezcla, tolerancia de tiempo de inactividad, horizonte de automatización y profundidad de habilidades. En la parte superior, enumere los candidatos. Luego obligue a que el sesgo de ingeniería de cada marca encaje en una de esas filas. Si una característica no alivia una de esas limitaciones, recibe peso cero. No “agradable de tener”. Cero.
Porque cada fabricante tiene un ADN. Algunos construyen ecosistemas cerrados, profundamente integrados, que sobresalen cuando se operan celdas sin supervisión. Algunos construyen robustos caballos de batalla hidráulicos que toleran el abuso y la amplia variación de materiales. Algunos se obsesionan con la guía del operador y la precisión de la primera pieza buena en tiradas cortas. La matriz no trata de quién es el mejor. Trata de quién tiene un sesgo que coincide con su cuello de botella.
Lo que significa que las matemáticas cambian dependiendo de dónde realmente se invierta tu ROI.
Tomemos dos talleres hipotéticos.
El Taller A ejecuta de 12 a 15 números de pieza diferentes por turno, tamaños de lote de 5 a 20, acero dulce de calibre 14 a 3/8 de pulgada. Diez configuraciones por turno. Aquí, cada doblez de prueba adicional es capacidad perdida. Un controlador que logra consistentemente la primera pieza buena en dos intentos en lugar de cinco puede recuperar de 60 a 90 minutos al día. Durante un año, eso supera con creces una diferencia de precio de $120,000.
El Taller B ejecuta 3 piezas principales, lotes de 500+, placa de 1/4 de pulgada toda la semana. Configuración una vez. Ejecutar todo el día. Su cuello de botella es la preparación de material y el desbarbado, no la corrección de ángulo. Una hidráulica de 250 toneladas de un fabricante de mercado medio con un costo de capital de 60% producirá las mismas piezas por hora una vez ajustada. El control premium se convierte en un seguro contra la inactividad.
Aquí es donde la mayoría de los compradores se dejan seducir. Ven una repetibilidad de 0004 pulgadas y asumen que equivale a rendimiento. No es así. La repetibilidad solo se convierte en dinero cuando la variación y la frecuencia de configuración son lo suficientemente altas como para monetizarla.
Así que haz una pregunta directa: ¿cuántas configuraciones por turno y cuánto te cuesta cada configuración en minutos y desperdicio?
Cuando ese número cruza un umbral—digamos de 8 a 10 configuraciones por turno—la curva de ROI se inclina hacia controles de gama alta. Por debajo de eso, se aplana rápidamente. Ahí es donde ocurre la inversión.
Pero incluso si las matemáticas de producción favorecen una máquina premium, el tiempo de inactividad puede borrarlo en una semana.
He visto una prensa de 175 toneladas permanecer inactiva durante cuatro días esperando un servo drive propietario desde el extranjero. Los ahorros en el precio de compra se evaporaron antes de que la pieza pasara por aduana.
El tiempo de inactividad tiene un valor monetario. En operaciones de alto volumen y múltiples turnos donde el tiempo de inactividad cuesta $5,000 por hora, ese soporte puede justificar cada dólar adicional. Una red de servicio densa, diagnósticos remotos, piezas regionales en stock—no son puntos de marketing. Son herramientas de mitigación de riesgos.
Ahora dale la vuelta.
Si trabajas un solo turno, 70% trabajo personalizado, y tu prensa promedia 65% de utilización, un retraso de dos días es doloroso pero no catastrófico. En ese caso, pagar un 30% de prima por soporte global de lujo puede ser sobreasegurar el activo.
Este es el compromiso que la mayoría de los talleres se niegan a cuantificar. Comparan especificaciones de máquinas pero no exposición al riesgo. Un ecosistema cerrado con integración garantizada y soporte centralizado reduce la volatilidad operativa. Una plataforma abierta y de menor costo preserva el capital pero aumenta tu dependencia de la competencia técnica interna.
¿Qué pasa si tu verdadera limitación es la preparación de material, la capacitación de operadores o la distorsión de la soldadura? Entonces obsesionarse con qué OEM tiene el técnico de campo más rápido es como reorganizar las sillas de cubierta.
Entonces, ¿cómo eliminas a los proveedores equivocados antes de perder semanas en demostraciones y viajes?
Este es el filtro que uso antes de cualquier discusión sobre la orden de compra.
1. ¿Cuál es nuestra limitación dominante para los próximos 36 meses? Tiempo de configuración, automatización sin supervisión, capacidad de tonelaje o habilidad laboral. Elige uno. Si la historia de ingeniería central del proveedor no ataca directamente esa restricción, están fuera.
2. ¿Cuántas configuraciones por turno, realmente? Menos de cinco favorece la eficiencia de capital y la hidráulica más simple. Más de diez te empuja hacia simulación avanzada, medición de ángulos y posiblemente cambio automático de herramientas. No hay respuestas intermedias.
3. ¿Cuánto vale para nosotros una hora de inactividad? Si son cuatro cifras, puedes considerar una gama más amplia de proveedores. Si son cinco cifras, la densidad de servicio y la logística de piezas pasan a la primera fila de la matriz.
4. ¿Cuál es nuestra hoja de ruta de automatización? Si planeas añadir robots de terceros, cobots o integración MES en cinco años, la apertura del controlador importa. Si quieres una celda robótica llave en mano ahora y sin dolores de cabeza de integración interna, una pila OEM estrechamente integrada puede ser la elección racional.
Cada pregunta obliga a un intercambio: costo de capital versus flexibilidad, riesgo de integración versus autonomía, precisión versus amortización.
Aquí está la parte no obvia.
El fabricante “correcto” no es el que tiene el mejor moldeado de bastidor, la interfaz más llamativa o la mayor cuota de mercado global. Es aquel cuyo sesgo de ingeniería ataca directamente tu restricción, y cuyas otras fortalezas estás dispuesto a ignorar.
Comprar una prensa plegadora es como comprar un coche de carreras para una ruta de entrega. Si el tráfico y la carga útil son tus restricciones, la potencia y los tiempos de vuelta solo consumen combustible.
La matriz de adquisiciones no es un ejercicio de hoja de cálculo. Es una disciplina: cada característica debe ganarse su lugar al aliviar un verdadero cuello de botella.
Lleva eso adelante, y la comparación de proveedores deja de ser un concurso de popularidad y se convierte en lo que siempre debió ser: una decisión de asignación de capital vinculada al rendimiento.


















