

Letzten Winter sah ich zu, wie ein Werkstattbesitzer einen neuen amerikanischen Stempel in seinen Stößel einsetzte, sich die Hände abwischte und sagte: “Stahl ist Stahl. Es passt. Lass uns loslegen.”
Die ersten Teile sahen gut aus.
Beim dritten Werkzeugwechsel an diesem Tag begann der Bediener zu unterlegen, zu klopfen, die Tiefe neu zu nullen, halbe Gradabweichungen zu jagen, als wären es Fliegen. Niemand gab dem Werkzeug die Schuld. Es passte in den Stößel. Was gab es sonst zu bedenken?
Gehen Sie durch jede Werkstatt und Sie werden es hören: Europäisch, Amerikanisch, New Standard — es ist alles nur gehärteter Stahl, der Blech in eine Matrize drückt. Wenn der Haltesteg in den Stößel einrastet und die V-Matrize flach auf dem Tisch sitzt, fühlt sich die Entscheidung mechanisch an, nicht strategisch.
Das ist die Falle.
Ein Stempel, der in Ihr Spannsystem einrastet, beweist nur eines: Die Geometrie stimmt überein. Es sagt nichts darüber aus, wie die Kraft vom Stößel zur Stempelspitze übertragen wird, wie viel Durchbiegung sich über ein 3-Meter-Bett zeigt oder wie wiederholbar Ihre Einrichtung beim vierten Werkzeugwechsel der Schicht ist. Kompatibilität fühlt sich wie Gleichwertigkeit an, weil die Maschine läuft. Teile kommen gebogen heraus.
Bis sie es nicht tun.
Wenn Sie also sagen “Es passt”, sprechen Sie von physischer Befestigung – oder von Produktionsleistung, ja oder nein?

Ich habe Bremsen nachgerüstet, bei denen der Besitzer stolz erzählte, er habe auf amerikanische Werkzeuge standardisiert, weil sie “einfach und robust” seien. Und er hatte nicht Unrecht mit „robust“. Amerikanische Werkzeuge sind wie ein Schwerlast-Diesel-LKW, gebaut, um den ganzen Tag Kies zu transportieren — dick, robust, verzeihend unter roher Tonnage.
Aber dieser LKW im Stop-and-Go-Stadtverkehr? Eine andere Geschichte.
Amerikanische Werkzeuge verlassen sich typischerweise auf Stellschrauben und größere Toleranzen in der Halter-Stempel-Schnittstelle. Das bedeutet, dass die Kraftübertragung mehr von der Spannkraft und weniger von präzisionsgeschliffener, selbstsitzender Geometrie abhängt. Bei hoher Tonnage und geringer Variabilität — schwere Platten, wiederkehrende Aufträge — zuckt es nur mit den Schultern und macht weiter. Bei hochgemischter Produktion, wo Sie zehnmal pro Schicht Werkzeuge wechseln und Genauigkeit beim ersten Teil erwarten, summieren sich diese kleinen Ausrichtungsvariablen.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Die Art und Weise, wie die Kraft in den Stempelkörper eingebracht wird, beeinflusst, wie konstant diese Kraft die Spitze — und Ihr Teil — erreicht.
Wenn zwei Werkzeuge beide “passen”, aber das eine nach jedem Wechsel innerhalb weniger Tausendstel wiederholt und das andere Klopfen und Nachjustieren benötigt, sind sie dann wirklich austauschbar bei einem hochgemischten Produktionsplan?
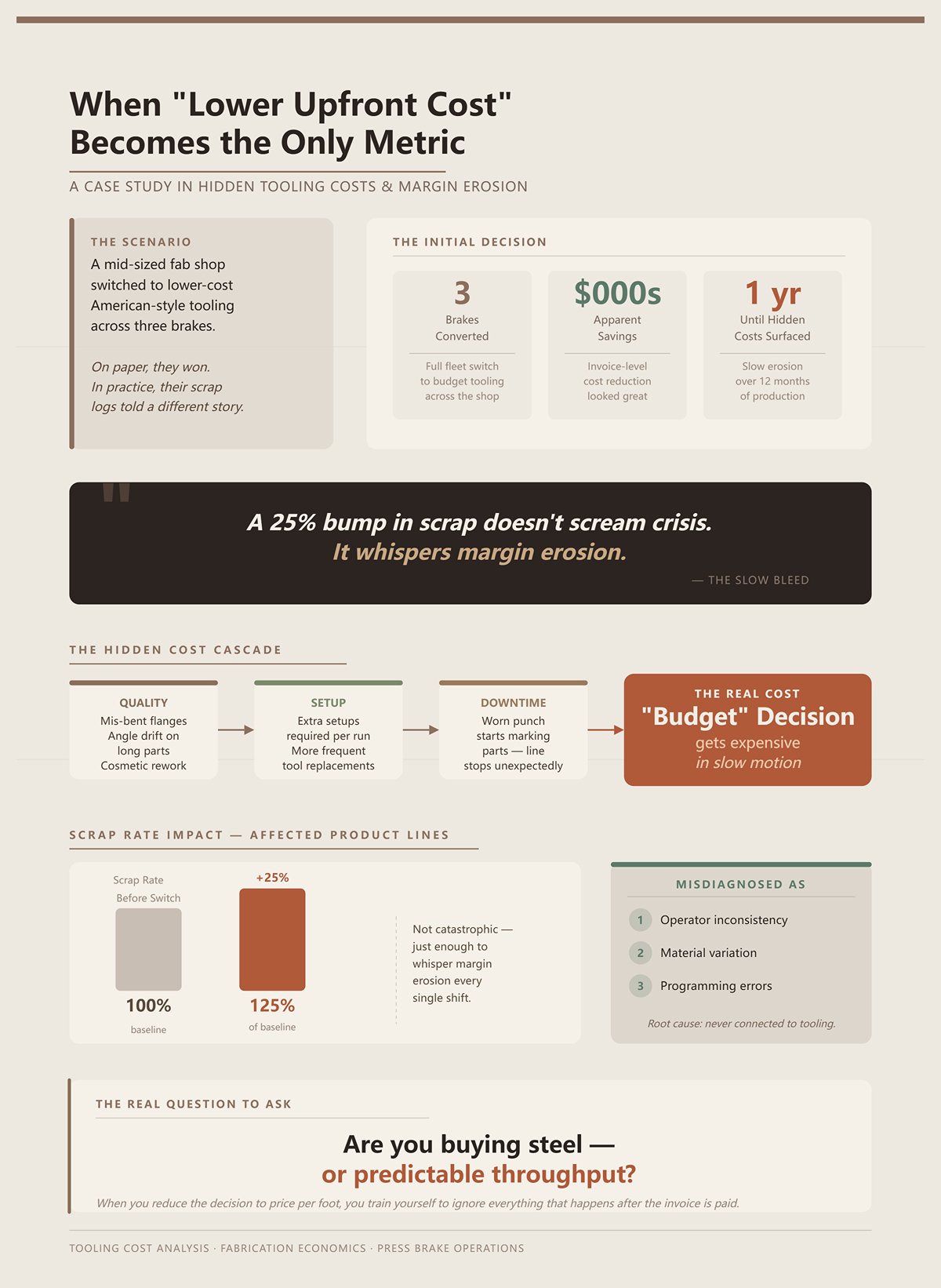
Ich habe einmal die Einkaufsunterlagen einer mittelgroßen Blechfertigung überprüft, die stolz davon berichtete, Tausende gespart zu haben, indem sie auf kostengünstigere amerikanische Werkzeuge für drei Bremsen umstieg. Auf dem Papier hatten sie gewonnen.
In der Praxis erzählten ihre Ausschussprotokolle eine andere Geschichte.
Im Laufe des nächsten Jahres stiegen die Ausschussraten — nicht katastrophal, nur gerade genug: falsch gebogene Flansche, Winkelabweichungen bei langen Teilen, Nacharbeit an optischen Paneelen. Ein Anstieg von 25% Ausschuss bei bestimmten Produktlinien schreit nicht nach Krise. Er flüstert von Margenverlust. Addieren Sie zusätzliche Einrichtungszeiten, häufigeren Werkzeugersatz und die versteckten Kosten von Stillstand, wenn ein abgenutzter Stempel beginnt, Teile zu markieren, und diese “Budget”-Entscheidung wird langsam teuer.
Sie haben es nie mit dem Werkzeugstil in Verbindung gebracht. Sie sahen isolierte Probleme: Bedienerinkonsistenz, Materialschwankungen, Programmierfehler.
Wenn Sie die Entscheidung auf den Preis pro Fuß Werkzeug reduzieren, trainieren Sie sich selbst, alles zu ignorieren, was nach der Bezahlung der Rechnung passiert.
Kaufen Sie Stahl – oder kaufen Sie vorhersehbaren Durchsatz?
Bevor die meisten Werkstätten eine Werkzeugbestellung aufgeben, prüfen sie drei Dinge: Passt es in den Stempel, kann es die Tonnage bewältigen, und wie hoch ist der Preis.
Sie fragen selten, wie viele Rüstvorgänge pro Tag dieses Werkzeug übersteht.
High-Mix-Produktion dreht sich nicht um maximale Tonnage. Es geht um wiederholte, präzise Kraftanwendung bei konstanten Umrüstungen. Dort beginnt der Mechanismus der Kraftübertragung – wie der Stempel sitzt, wie er sich selbst ausrichtet, wie gleichmäßig die Last verteilt wird – wichtiger zu werden als reine Stärke. Ein System, das für rohe Haltbarkeit gebaut ist, kann umständlich werden, wenn Ihr tatsächlicher Bedarf Präzision bei Geschwindigkeit ist.
Und das ist der kognitive Wandel, den ich von Ihnen brauche: Hören Sie auf zu fragen, ob das Werkzeug die Last übersteht, und fangen Sie an zu fragen, ob Ihr Zeitplan das Werkzeug übersteht.
Wenn Ihre Werkstatt täglich Dutzende verschiedener Teile mit engen Toleranzen und Erwartungen an das erste Teil produziert, haben Sie Ihren Werkzeugstil tatsächlich an Ihr Produktionsmodell angepasst – ja oder nein?
Letzten Frühling stand ich hinter einer 10-Fuß-Abkantpresse, die 3/16-Edelstahlhalterungen bearbeitete – nichts Exotisches. Der Bediener hatte die Tonnagetabelle am Steuer befestigt. Zahlen waren sauber. Aufbau sah sauber aus. Erstes Teil: 89,5 Grad. Zweites: 90,8. Drittes: 89,2. Er stellte die Tiefe zweimal in zehn Minuten ein und murmelte etwas über Materialschwankungen.
Dasselbe Blech. Dasselbe Programm. Derselbe “kompatible” amerikanische Stempel und Matrize.
Wenn Sie bei Luftbiegen solche Winkelschwankungen sehen, ist der Instinkt, den Rückfederungseffekt zu beschuldigen. Und ja, Luftbiegen – Formen durch Eindrücken des Stempels in die V-Matrize ohne Aufsetzen – hängt von elastischer Rückfederung ab. Edelstahl verstärkt diesen Effekt. Aber hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Die Art, wie die Kraft in den Stempelkörper eintritt, bestimmt, wie konstant diese Kraft die Spitze erreicht, und amerikanische Flachsitzsysteme erzeugen Variabilität, bevor das Metall überhaupt die Chance hat, zurückzufedern.
Kraft verläuft nicht wie eine Kolbenstange gerade nach unten. Sie breitet sich über die Spannfläche aus, in den Stempelzapfen, über jede Kontaktfläche, die tatsächlich im Halter berührt wird. Wenn dieser Kontakt von Stellschrauben und flacher Auflage statt von selbstzentrierender Geometrie abhängt, verändern winzige Unterschiede im Spannungsdruck, wie der Stempel unter Last sitzt. Bei schwerer, gleichmäßiger Arbeit ist diese Verteilung vorhersehbar. Bei ständigem Werkzeugwechsel und variierenden Radien verschiebt sie sich.
Sie sehen es nicht mit Ihren Augen. Sie sehen es in halben Grad und Nachbearbeitungen.
Wenn Ihr Zeitplan zehn verschiedene Materialien, fünf verschiedene V-Öffnungen und jedes Mal die Freigabe des ersten Teils erfordert, denken Sie immer noch, dass Kraft eine gerade Linie ist – ja oder nein?
Stellen Sie sich die Rückseite eines amerikanischen Stempels vor: breiter Zapfen, flache Auflage, gehalten durch Spannungsdruck und oft Stellschrauben. Es ist einfach. Es ist robust. Es gibt viel Stahl, der mit viel Stahl in Kontakt steht.
Diese Einfachheit ist der Grund, warum es brutale Tonnage auf dickem Blech übersteht. Es ist der Dieseltruck unter den Werkzeugen – gebaut, um den ganzen Tag Kies zu transportieren, ohne zu klagen. Massive Kontaktfläche. Verzeiht kleine Kerben. Einfach zu bearbeiten. Einfach zu ersetzen.
Aber flach-auf-flach Kontakt hat ein schmutziges Geheimnis: Er zentriert sich nicht von selbst.
Wenn der Stempel auch nur um wenige Tausendstel vom Zentrum sitzt, weil eine Seite stärker klemmt als die andere, verschiebt sich der Kraftfluss. Bei einem 10-Fuß-Werkzeug summiert sich diese Verschiebung mit der Durchbiegung des Betts und Materialinkonsistenzen. Fügen Sie nun die Realität mit hoher Variantenvielfalt hinzu: Sie lösen die Klemmung, tauschen Segmente, klemmen wieder — vielleicht achtmal pro Schicht. Jedes Mal verlassen Sie sich auf manuelle Ausrichtung und gleichmäßige Klemmkraft, um exakt denselben Kraftfluss wiederherzustellen.
Was Ihnen der Werkzeugkatalog nicht verrät: Flachsitzsysteme beziehen ihre Stärke aus der Oberfläche, nicht aus der Geometrie. Oberfläche widersteht dem Zusammendrücken unter Last, aber Geometrie sorgt für wiederholbare Position.
Bei kleinen Stückzahlen und schweren Arbeiten klemmen Sie einmal und fertigen 500 Teile. Das System setzt sich. Bei hoher Variantenvielfalt stören Sie diese Schnittstelle ständig. Instabilität ist kein Fehler; sie ist in die Designentscheidung eingebaut.
Wenn Ihr Produktionsmodell darauf angewiesen ist, mehrmals täglich wiederholbar neu zu setzen, klingt eine nicht selbstzentrierende Klemmfläche wie das richtige Fundament?

Lassen Sie uns nun darüber sprechen, wohin die Kraft tatsächlich fließen will.
In einem zentrierten System ist der Stempel so positioniert, dass die Klemmgeometrie den Kraftfluss durch die Mitte des Werkzeugs ausrichtet. Unter Last bleibt der Kraftvektor symmetrisch relativ zum Stempelkörper. Der Halter hilft, ihn zu führen.
In einem nicht zentrierten amerikanischen Aufbau, besonders mit breiteren V-Öffnungen und segmentiertem Werkzeug, kann die Last zur Seite mit höherem Klemmdruck oder minimalen Sitzunterschieden abdriften. Bei leichter Arbeit merken Sie es nie. Bei hoher Last oder großen Radien werden Sie es merken.
Betrachten Sie dieses hypothetische Szenario: Sie formen einen Großradius-Bogen, bei dem das Verhältnis von Durchmesser zu Breite etwa ein Drittel übersteigt. Standard-Tonnagetabellen können die erforderliche Kraft im Vergleich zu genaueren statischen Gleichgewichtsberechnungen unterschätzen. Sie stellen den Tabellenwert ein. Die Maschine liefert mehr tatsächlichen Widerstand als vorhergesagt. Der Stempel erfährt höhere Last als erwartet, und da der Sitz nicht selbstzentrierend ist, verteilt sich diese Überlast nicht gleichmäßig.
Eine Kante des Zapfens nimmt mehr Spannung auf. Eine Seite des Halters trägt stärker. Mit der Zeit entsteht ungleichmäßiger Verschleiß. Bei einer Hochvarianten-Bremse zeigt sich dieser Verschleiß als inkonsistente Schließhöhe und Winkeldrift zwischen den Einstellungen — kein katastrophaler Ausfall, sondern schleichende Abweichung.
Was Ihnen der Werkzeugkatalog nicht verrät: Überlastung in einem nicht zentrierten System bedroht nicht nur den Bruch; sie verändert, wie die Kraft beim nächsten Auftrag fließt.
Werkstätten, die mit amerikanischem Werkzeug bei moderater hoher Variantenvielfalt erfolgreich sind, machen eines richtig: Sie passen Tonnage, Material und V-Öffnung sorgfältig an und vermeiden es, mit diesen Grenzlasten zu spielen. Sie steuern die Physik, statt anzunehmen, dass Robustheit gleich Präzision ist.
Kontrollieren Sie aktiv, wie die Kraft durch Ihr Werkzeug zentriert wird — oder nehmen Sie an, dass Masse allein sie ehrlich hält?
Ich habe einmal eine 6-Fuß-amerikanische Matrize gemessen, die jahrelang im Einsatz war. Optisch in Ordnung. Keine Absplitterungen. Aber entlang ihrer Länge habe ich wenige Tausendstel Höhenabweichung gemessen — der leise Fingerabdruck von Hobeln und langfristigem Verschleiß.
Hobeln hinterlässt eine funktionale Oberfläche. Es ist schnell. Es ist wirtschaftlich. Für schwere Sonderarbeiten reicht es aus. Aber die Oberflächenqualität und Maßtoleranz sind lockerer als beim Präzisionsschleifen, bei dem die Kontaktflächen auf engere Ebenheit und Parallelität geschliffen werden.
Warum ist das bei hoher Variantenvielfalt wichtig?
Weil Sie jedes Mal, wenn Sie ein gehobeltes, flachsitzendes Werkzeug klemmen, Toleranzen stapeln: Geradheit des Stößels, Verschleiß des Halters, Variation des Stempelzapfens, Höhenvariation der Matrize. Jede für sich ist klein. In Kombination zeigen sie sich als Winkelinkonsistenz, besonders beim Luftbiegen, wo die Tiefe-zu-Winkel-Empfindlichkeit hoch ist. Wenige Tausendstel am Sitz können sich in Zehntelgrad am Teil übersetzen.
Was Ihnen der Werkzeugkatalog nicht verrät: Die Fertigungsmethode bestimmt, wie viel Ausrichtungsarbeit Ihr Bediener über die Lebensdauer des Werkzeugs leisten muss.
Präzisionsgeschliffene, selbstzentrierende Systeme kosten im Voraus mehr, weil die Geometrie die Ausrichtung für Sie übernimmt. Gehobeltes, flachsitzendes amerikanisches Werkzeug verlangt vom Bediener, das Ausrichtungssystem zu sein. Bei einem langsamen, schweren Auftrag ist das machbar. Bei zehn Umrüstungen pro Tag ist es teuer in Minuten, Ausschuss und Frustration.
Bevor Sie sich mit “gut genug” zufriedengeben, fragen Sie sich: Betreiben Sie einen Schottertransportbetrieb – oder eine Stop-and-Go-Lieferroute, die bei jedem Halt die gleiche Genauigkeit erfordert?
| Abschnitt | Inhalt |
|---|---|
| Feldbeobachtung | Ich habe einmal eine 6-Fuß-amerikanische Matrize gemessen, die jahrelang im Einsatz war. Optisch in Ordnung. Keine Absplitterungen. Aber entlang ihrer Länge habe ich wenige Tausendstel Höhenabweichung gemessen — der leise Fingerabdruck von Hobeln und langfristigem Verschleiß. |
| Hobelcharakteristik | Hobeln hinterlässt eine funktionale Oberfläche. Es ist schnell. Es ist wirtschaftlich. Für schwere Sonderarbeiten reicht es aus. Aber die Oberflächenqualität und Maßtoleranz sind lockerer als beim Präzisionsschleifen, bei dem die Kontaktflächen auf engere Ebenheit und Parallelität geschliffen werden. |
| Warum es in der High-Mix-Produktion wichtig ist | Jedes Mal, wenn Sie ein gehobeltes, flach sitzendes Werkzeug spannen, stapeln Sie Toleranzen: Hubgeradheit, Halterverschleiß, Stempelzapfenvariation, Matrizenhöhenvariation. Einzelne kleine Abweichungen summieren sich zu Winkelinkonsistenzen – besonders beim Luftbiegen, wo die Tiefe-zu-Winkel-Empfindlichkeit hoch ist. Wenige Tausendstel am Sitz können sich zu Zehntelgraden am Teil addieren. |
| Verborgene Kosten | Das Herstellungsverfahren bestimmt, wie viel Ausrichtungsarbeit Ihr Bediener über die Lebensdauer des Werkzeugs leisten muss – etwas, das in Werkzeugkatalogen selten erwähnt wird. |
| Präzisionsgeschliffene Systeme | Kosten im Voraus mehr, weil die Geometrie die Ausrichtung automatisch übernimmt. |
| Gehobeltes Flach-Sitz-Werkzeug | Erfordert, dass der Bediener als Ausrichtungssystem fungiert. Handhabbar bei langsamen, schweren Arbeiten, aber kostspielig in Minuten, Ausschuss und Frustration bei häufigen Umrüstungen. |
| Strategische Frage | Bevor Sie “gut genug” wählen, fragen Sie: Betreiben Sie einen Schottertransportbetrieb – oder eine Stop-and-Go-Lieferroute, die bei jedem Halt gleichbleibende Genauigkeit erfordert? |
Letztes Jahr stand ich neben einer Luftbremse in der Luftfahrtindustrie, die auf magnetisches Schnellspannsystem umstellte. Gleiche Bediener. Gleiche Teile. Was sich änderte, war dies: Ihre durchschnittliche Serienumrüstung sank um 68%, und die Produktion stieg innerhalb von Monaten um 22%. Allein die Arbeitsersparnis bezahlte die Aufrüstung in etwa sieben Monaten.
Am Stahl hat sich nichts geändert. Die Geometrie und die Spanntechnik haben sich geändert.
Sie haben bereits gesehen, wie die Kraftausrichtungsgeometrie die Wiederholgenauigkeit beeinflusst. Fügen Sie nun die Häufigkeit hinzu. Wenn Sie diese Schnittstelle vier-, sechs-, achtmal am Tag stören, wird die Frage nicht mehr “Hält es die Tonnage?” sondern “Wie schnell und wie konstant kann ich denselben Kraftpfad wiederherstellen?”
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Rüstzeit ist nicht nur verlorene Minuten – sie ist vervielfachte Variabilität. Jede Entspannung und Wiederaufnahme ist eine weitere Gelegenheit, das Kraftzentrum zu verschieben, das Sie gerade stabilisiert haben.
Amerikanische Werkzeuge können absolut den ganzen Tag schwere Platten biegen, ohne mit der Wimper zu zucken. Es ist der Diesel-LKW, der von Sonnenaufgang bis Sonnenuntergang Schotter transportiert. Aber lassen Sie denselben LKW 20 kurze Stadtlieferungen mit ständigen Stopps fahren, und Kraftstoffrechnung sowie Bremsenverschleiß erzählen eine andere Geschichte.
Wenn Ihr Zeitplan vier Werkzeugwechsel vor dem Mittag vorsieht, messen Sie die Spannzeit mit einer Stoppuhr – oder gehen Sie davon aus, dass “gut genug” immer noch gut genug ist?
Stellen Sie sich einen 10-Fuß-amerikanischen Stempel mit einer Sicherheitsnase vor. Sie öffnen den Stößel, lösen die Klemmen, stützen das Gewicht mit beiden Händen, schieben ihn seitlich, räumen die Nase frei, senken ihn ab. Dann führen Sie den Tanz mit dem nächsten Werkzeug rückwärts aus und stellen sicher, dass die Nase korrekt sitzt, bevor Sie festziehen.
Die ersten Teile sahen gut aus.
Was gab es sonst noch zu bedenken?
Vergleichen Sie das nun mit einer hydraulischen oder magnetischen Druckknopfklemme. Sie heben den segmentierten Stempel in Position; er rastet in einem selbstzentrierenden Sitz ein. Die Klemmkraft ist über die gesamte Länge gleichmäßig. Lösen erfolgt über einen Schalter, nicht über einen Schraubenschlüssel.
In kontrollierten Tests und Feldberichten dauern manuelle Rüstungen oft 15–30 Minuten pro Wechsel. Modulbasierte standardisierte Systeme liegen bei etwa 6–8 Minuten. Magnetische Systeme können auf 2–3 Minuten sinken. Diese Differenz wirkt auf dem Papier nicht dramatisch — bis Sie sie mit vier Wechseln pro Tag, fünf Tage die Woche multiplizieren.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Sicherheitsnasen wurden entwickelt, um zu verhindern, dass Werkzeuge herunterfallen, nicht um Umrüst-Rennen zu gewinnen. Sie erhöhen die Sicherheit, fügen aber zusätzliche Handhabungsschritte hinzu, und Handhabungsschritte kosten Zeit.
Bei schwerer Arbeit mit geringem Volumen spannen Sie einmal und fertigen 500 Teile. Die Nase verschwindet aus der wirtschaftlichen Gleichung. In einer Produktion mit hoher Variantenvielfalt wird sie zu einem wiederkehrenden Arbeitsaufwand.
Wenn der Wettbewerber in der Stadt in drei Minuten zurücksetzen kann, während Sie noch Stellschrauben lösen, wer schreibt am Ende der Schicht die zusätzliche Stunde auf die Rechnung?
Ich sah einen erfahrenen Bediener, wie er einen 4-Fuß-amerikanischen Stempel mit einem Schonhammer in Position klopfte. Lösen. Schieben. Festziehen. Mit einer Fühlerlehre prüfen. Am anderen Ende wiederholen.
Er war nicht langsam. Er war sorgfältig.
“Wenn die Nase im Stößel einrastet und die V-Matrize flach auf dem Bett liegt, fühlt sich die Entscheidung mechanisch an, nicht strategisch.” Das ist die Falle. Flachsitzsysteme verlassen sich auf Reibung und das Gefühl des Bedieners, um die Position wiederherzustellen. Es gibt kein geometrisches Selbstzentrierungsmerkmal, das den Lastpfad zwingt, wieder an denselben Ort zurückzukehren.
In Betrieben mit hoher Variantenvielfalt hat Mac-Tech dokumentiert, dass bis zu 25 % der Rüstzeit allein dadurch verloren gehen kann, dass Werkzeuge in unorganisierten Umgebungen gesucht und bereitgestellt werden. Fügen Sie manuelle Ausrichtung hinzu — Klopfen, Prüfen, Nachziehen — und Ihr “Budget”-Werkzeug frisst still und leise Lohnkosten.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Jede Minute, die ein erfahrener Abkantpressen-Bediener mit der Ausrichtung von Stahl verbringt, ist eine Minute, in der Sie Facharbeiterlöhne für eine Aufgabe zahlen, die die Geometrie automatisch hätte erledigen können.
Präzisionsgeschliffene, selbstzentrierende Systeme reduzieren den Bedarf für dieses Klopfritual. Der Halter führt den Stempel in eine wiederholbare Mittellinie. Die Klemmkraft ist konsistent. Der Bediener überprüft, er verhandelt nicht.
Wenn Ihr bester Bediener viermal am Tag als Ausrichtungsmechanismus fungiert, betreiben Sie Produktion — oder subventionieren Sie Reibung mit Können?
Amerikanische Werkzeuge werden oft in durchgehenden Längen verkauft: 2-Fuß-, 4-Fuß-, 8-Fuß-Abschnitte. Um ein 10-Fuß-Teil mit einem Fensterausschnitt zu bearbeiten, stapeln Sie möglicherweise mehrere Stücke, mischen Schwanenhälse, lassen Lücken für Aussparungen.
Jede Verbindung ist eine weitere Schnittstelle. Jede Schnittstelle ist eine weitere Gelegenheit für Höhenunterschiede oder leichte Fehlstellungen.
Modulare standardisierte Systeme — richtig organisiert — können mit einem vernünftigen ROI Umrüstzeiten von 6–8 Minuten erreichen. Aber sie erfordern Wartung und Disziplin. Magnetische und hydraulische Systeme sind noch schneller, und automatische Werkzeugwechsler können in der richtigen Umgebung den Serienwechsel auf 1–2 Minuten senken.
Schauen Sie sich nun den amerikanischen Ansatz in einer High-Mix-Realität an: massive Längen werden dort gelagert, wo sie hineinpassen, Bediener suchen nach dem richtigen Segment, unterlegen ein kurzes Stück, weil das lange gerade auf einer anderen Presse im Einsatz ist.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Flexibilität ohne Standardisierung wird zu Entropie. Je mehr Kombinationen Sie zulassen, desto mehr Ausrichtungsvariablen schaffen Sie.
Beim schweren, kundenspezifischen Biegen mit geringem Volumen – dicke Platten, einzigartige Geometrie, lange Serien – glänzt massives amerikanisches Werkzeug. Sie richten es einmal ein. Sie verlassen sich darauf. Es verhält sich wie ein Diesellastwagen auf einer langen Autobahnfahrt: stabil, vorhersehbar, für Last gebaut.
Aber High-Mix-Produktion ist Stop-and-Go-Stadtverkehr. Kurze Serien. Ständige Wechsel. Enge Lieferfristen. In diesem Umfeld sind die Kosten nicht der Werkzeugpreis; es sind die kumulierten Rüstminuten und die vervielfachten Ausrichtungsvariabilitäten.
Also lasse ich Sie mit der betrieblichen Realität zurück, nicht mit dem Prospektversprechen: Wenn Sie viermal am Tag die Werkzeuge wechseln, fahren Sie dann einen Kieslaster durch den Stadtverkehr – ja oder nein?
Letzten Winter betrat ich eine Werkstatt, in der zwei 10-Fuß-Bremsen nebeneinander liefen. Eine hatte traditionelles amerikanisches Tang-Werkzeug. Die andere hatte eine europäische Schnellspannvorrichtung. Der Besitzer hatte gerade eine dicke Adapterplatte gekauft, damit er seine “gut genug” amerikanischen Stempel auf der neueren Maschine betreiben konnte.
Die ersten Teile sahen gut aus.
Drei Wochen später jagte er einem Winkeldrift über 8 Fuß von 11-Gauge hinterher. Keine Tonnen. Keine Durchbiegung. Drift. Er hatte mit dieser Adapterplatte einen halben Zoll Stahl zwischen Stößel und Stempel hinzugefügt. Der Hub hatte sich geändert. Die Schließhöhe hatte sich geändert. Der Lastpfad hatte sich geändert. Jede Einrichtung bedeutete nun, den unteren Totpunkt neu zu kalibrieren und Biegeprogramme neu anzulernen.
Das ist der Moment, in dem sich die Rendite schneller, selbstzentrierender Systeme offensichtlich zeigt – wenn Ihre Bediener mehr Zeit damit verbringen, eine Maschine neu zu nullen, als Teile zu biegen.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Eine Adapterplatte beseitigt keine Inkompatibilität. Sie verlagert sie in einen Stapel Schnittstellen, die Sie während der Einrichtung nicht sehen können.
Wenn die High-Mix-Produktion Sie bereits für jede zusätzliche Rüstminute bestraft, warum würden Sie eine weitere Variable zwischen Stößel und Werkzeug anschrauben?
Legen Sie einen 0,500-Zoll-amerikanischen Tang neben einen 13-mm-europäischen Tang auf eine Werkbank. Nah genug, dass ein optimistischer Käufer denkt: Wie unterschiedlich kann das schon sein?
Unterschiedlich genug.
Amerikanisches Werkzeug wurde für eine geradlinige Belastung in einfache Spannvorrichtungen oder Stellschrauben entwickelt. Europäisches Promecam-Werkzeug verwendet einen schmaleren Tang mit einer definierten Referenzschulter, die in einen passenden Halter eingesetzt wird. Das eine verlässt sich auf Reibung und Schraubendruck. Das andere verlässt sich auf Geometrie, um die Mittellinie zu positionieren.
Beide können die Tonnage halten. Das ist nicht das Problem.
Das Problem ist, wo sich die Referenzfläche befindet. Bei vielen europäischen Systemen wird die Arbeitshöhe des Stempels durch den Halter und die präzisionsgeschliffene Tang-Schulter gesteuert. Bei amerikanischen Systemen wird die Arbeitshöhe oft jedes Mal durch Spannkraft und manuelle Ausrichtung neu erzeugt.
Wenn Sie sie mischen, tauschen Sie nicht nur Formen aus. Sie stapeln zwei verschiedene Referenzphilosophien übereinander.
Ich habe gesehen, wie Werkstätten amerikanisches Werkzeug in europäische Spannvorrichtungen unterlegten, um die nominale Höhe zu erreichen. Es funktioniert – bis Sie von einem 4-Fuß-Abschnitt zu segmentierten Teilen wechseln und feststellen, dass die Unterlagen nicht perfekt übereinstimmen. Jetzt ändert sich Ihr Biegewinkel über die Verbindungen hinweg, nicht weil sich der Stahl bewegt hat, sondern weil Ihr Referenzstapel es getan hat.
Wenn der Tang im Stößel verriegelt und die V-Matrize flach auf dem Bett sitzt, fühlt sich die Entscheidung mechanisch an, nicht strategisch.
Aber wenn die Zapfengeometrie nie für diesen Halter gedacht war, was genau kontrolliert Ihre Stanzmittelachse – die Maschine oder die Reibung?
Es gibt moderne CNC-Abkantpressen mit Hybridspannsystemen, die wirklich sowohl amerikanisches als auch europäisches Werkzeug akzeptieren. Integrierte Sitze. Konstruktionsbedingte Referenzflächen. Kein mysteriöser Stahl dazwischen.
Diese Maschinen sind dafür ausgelegt.
Eine nachträglich eingebaute Adapterplatte ist nicht dasselbe. Sie fügt zwischen Stößel und Werkzeug eine zusätzliche Dicke hinzu. Dicke verändert den Durchgang. Durchgang verändert die Hubanforderungen. Hub verändert, wie nah Sie an den mechanischen Grenzen der Maschine arbeiten. In einer stark ausgelasteten Werkstatt bedeutet das mehr Umprogrammierung und ein höheres Risiko für Überfahr-Alarmmeldungen.
Jetzt kommen die Toleranzen hinzu.
Die Ebenheit des Maschinenstößels hat eine Toleranz. Das Schleifen der Adapterplatte hat eine Toleranz. Die Schnittstelle zwischen Adapter und Stößel hat eine. Zwischen Adapter und Stempel eine weitere. Addiert man sie, erhält man einen Toleranzstapel – eine kumulative Abweichung, die durch mehrere zusammenpassende Oberflächen entsteht.
Jede einzelne Abweichung mag nur wenige Tausendstel betragen. Über 3 Meter hinweg summieren sie sich.
Bei Arbeiten mit hoher Variantenvielfalt bauen Sie diesen Stapel mehrmals pro Schicht ab und wieder auf. Jede Demontage ist eine Gelegenheit für Späne, Grate oder ungleichmäßiges Anziehen der Schrauben, den Lastpfad leicht zu verändern. Die Inkonsistenz zeigt sich nicht als katastrophaler Ausfall. Sie zeigt sich als Winkeldrift, Schultermarkierungen oder das stille Bedürfnis nach mehr Probebiegungen.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Jede zusätzliche Schnittstelle ist ein weiterer Ort, an dem sich Abweichungen verstecken können, und eine Produktion mit hoher Variantenvielfalt deckt Abweichungen schneller auf als dicke Bleche es je tun werden.
Adapterplatten sind sinnvoll, wenn Sie schwere, geringvolumige Aufträge fahren und Altwerkzeuge auf einer neuen Abkantpresse wiederverwenden wollen. Einmal spannen. Einstellen. Tage lang laufen lassen.
Aber wenn Sie viermal vor dem Mittagessen die Werkzeuge wechseln, sind Sie damit einverstanden, jedes Mal einen mehrschichtigen Referenzstapel neu aufzubauen?
Öffnen Sie das Maschinenhandbuch. Suchen Sie nach drei Zahlen: Schnittstellentyp des Stößels, maximaler Hub und Bereich der Schließhöhe.
Ich stand neben einem Vorarbeiter, der amerikanisches Werkzeug für eine europäische Hydraulikklemme gekauft hatte, weil es pro Fuß günstiger war. Er bemerkte nicht, dass das Hinzufügen eines Adapters den verfügbaren Hub um fast einen Zoll reduzierte. Bei flachen Luftbiegungen kein Problem. Bei tiefen Kastenformen mit hohen Stempeln ging ihnen der Durchgang aus, und sie mussten die Arbeit auf zwei Aufspannungen aufteilen.
Das Werkzeug war günstiger. Die Arbeitskosten nicht.
Prüfen Sie, ob Ihr Stößel präzisionsgeschliffen ist, um ein bestimmtes Zapfenprofil aufzunehmen. Prüfen Sie, ob Ihr unterer Werkzeughalter selbstzentrierend oder einfach flach ist. Prüfen Sie, ob Ihre Steuerung Werkzeughöhen-Offsets pro Station speichert oder von standardisierter Geometrie ausgeht.
Wenn Ihre Maschine für ein präzisionsgeschliffenes europäisches System konstruiert wurde, bedeutet das Erzwingen amerikanischer Werkzeuge mittels Adapter, dass Sie die Wiederholgenauigkeit außer Kraft setzen, für die Sie bezahlt haben. Wenn Ihre Abkantpresse eine ältere nordamerikanische Maschine mit einfachen Spannern und ohne Halter ist, passt amerikanisches Werkzeug zu ihrer DNA. Geradlinige Kraftübertragung. Minimale Hardware. Gebaut für schwere Lasten.
Wie ein schwerer Diesel-Lkw: Geben Sie ihm eine Autobahn und 20 Tonnen, und er läuft den ganzen Tag ohne Beschwerden. Schicken Sie ihn in Stadtlieferungen mit engen Parkplätzen und ständigen Kurven, und Sie werden jede Konstruktionsentscheidung spüren.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Werkzeug ist kein universelles Zubehör. Es ist Teil des Kraftübertragungssystems der Maschine, und eine Fehlanpassung dieses Systems aus kurzfristigen Spargründen zeigt sich meist in der Arbeitszeit, nicht im gebrochenen Stahl.
Bevor Sie Stile auf demselben Stößel mischen, beantworten Sie dies ohne zu zögern: Konfigurieren Sie Ihre Bremse für die Arbeit, die Sie tatsächlich ausführen – oder für das Werkzeug, das Sie bereits besitzen?
Wie sollte eine Werkstatt also entscheiden, auf welches Werkzeugsystem sie für ihren spezifischen Produktionsmix standardisieren sollte?
Hören Sie auf, in Marken zu denken. Beginnen Sie, in Lastpfaden und Rüsthäufigkeit zu denken.
Sie haben bereits gesehen, dass das Mischen von Systemen eine strukturelle Entscheidung ist, kein neutraler Workaround. Gut. Jetzt grenzen wir es ein. Amerikanisches Werkzeug ist nicht “schlecht”. Es ist brutal ehrlich darüber, wofür es gebaut wurde. Wenn Sie es in diesem Bereich halten, entschuldigt es sich nicht.
Aber Sie müssen wissen, wo dieser Bereich endet.
Wenn Sie den ganzen Tag eine halbzollige Platte bottom benden, machen Sie sich keine Sorgen darüber, 30 Sekunden bei einem Werkzeugwechsel einzusparen.
Sie sorgen sich darum, 200 Tonnen ohne zu zucken zu überstehen.
Amerikanisches Werkzeug leitet die Kraft direkt durch die Stanzspitze in die Matrize. Kein versetzter Halter. Keine schmale Schulter des Halters, die in einer Präzisionsklemme positioniert wird. Es ist ein direkter Lastpfad. Beim Bottom Bending und Coining, wo das Material in den Matrizradius gezwungen wird und die Stanze echte plastische Verformungsarbeit leistet, ist diese geradlinige Kompression einfach und stark.
Pro Biegung ist es ein Arbeitstier.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: dieselbe konzentrierte Kraft, die amerikanisches Werkzeug unter hoher Tonnage unzerstörbar erscheinen lässt, ist nur dann ein Vorteil, wenn Sie den Aufbau nicht alle paar Stunden auseinandernehmen. Bei einem einzigen langen Lauf: einmal klemmen, richtig anziehen, Tiefe einstellen und Stahl durcharbeiten lassen.
Da glänzt es.
Stellen Sie sich das wie einen schweren Diesel-LKW vor, der Kies auf der Autobahn transportiert. Anhänger anhängen, verriegeln und gleichmäßige Kilometer unter Last fahren. Er wird leichter gebaute Fahrzeuge überdauern, die für Wendigkeit konstruiert wurden. Aber Sie parken keinen Diesel mit einem 40-Fuß-Anhänger parallel im Innenstadtverkehr.
Wenn Ihr Tag aus einem dicken maßgefertigten Halter nach dem anderen besteht, gleiche Einrichtung, gleiche Tonnage – brauchen Sie wirklich ein präzises Schnellwechselsystem, um das zu überstehen?
Jetzt trennen wir Tonnage von Toleranz über die Zeit.
Amerikanisches Werkzeug verlässt sich oft auf manuelle Ausrichtung und Klemmkraft, um die Arbeitshöhe zu bestimmen. Das bedeutet, dass der Bediener Teil des Positionierungssystems ist. Beim ersten Aufbau eines schweren maßgefertigten Jobs kann ein erfahrener Bediener die Stanze abkehren, sie in Position stoßen, festklemmen und den ganzen Tag wiederholbare Winkel erzielen.
“Die ersten Teile sahen gut aus.”
Natürlich taten sie das. Nichts hat sich bewegt.
Das Problem tritt auf, wenn man es auseinanderbaut und wieder zusammensetzt. Jede erneute Klemmung ist eine Neuerstellung der Geometrie. Bei einem einmaligen Sonderteil aus dickem Blech muss man es vielleicht nie neu erstellen. Man biegt die Charge, versendet sie und macht weiter. Kein Austausch von Segmenten. Keine Werkzeugwechsel mitten am Tag. Keine sich summierenden Toleranzen über mehrere Neukonfigurationen hinweg.
In diesem Zusammenhang ist amerikanisches Werkzeug nicht schlampig. Es ist ausreichend.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Amerikanisches Werkzeug belohnt kein häufiges Zerlegen. Seine Wirtschaftlichkeit setzt Stabilität voraus. In dem Moment, in dem Sie es wie ein modulares, hochvariantes System behandeln wollen – konstante Höhenwiederholbarkeit über Dutzende von Neueinrichtungen hinweg – kämpfen Sie gegen sein Design, statt es zu nutzen.
Wenn Ihr typischer Auftrag ein schweres Schweißbaugruppen-Bauteil ist, das einmal im Monat aus dickem Material gefertigt wird, spielt es dann eine Rolle, dass ein europäisches System über zehn Umrüstungen hinweg auf einen halben Tausendstel wiederholen kann?
Jetzt kommen wir zur eigentlichen Entscheidungslinie.
Amerikanisches Werkzeug ist pro Biegung unter schwerer, stabiler Belastung unschlagbar. Europäische Systeme gewinnen über Produktionszyklen hinweg.
Dieser Kreuzungspunkt hat nichts mit Markenloyalität zu tun. Es geht darum, wie oft Sie den Aufbau stören. Hypothetisches Beispiel: Wenn Sie eine Charge von 300 Teilen aus 3/8-Blech über zwei Tage ohne Werkzeugwechsel fertigen, machen die geringeren Anschaffungskosten und die robuste Einfachheit des amerikanischen Werkzeugs Sinn. Ihre Arbeitskosten werden über den gesamten Lauf verteilt. Die Ausrichtung erfolgt einmal.
Aber wenn Sie zehn verschiedene Aufträge mit je 30 Teilen aus dünnerem Material ausführen, die jeweils segmentierte Stempel, Schwanenhälse und unterschiedliche V-Öffnungen erfordern, zahlen Sie zehnmal für die manuelle Ausrichtung. Diese Arbeitskosten summieren sich. Ebenso die Variabilität.
Was gab es sonst noch zu bedenken.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Der Kreuzungspunkt ist keine feste Anzahl von Teilen pro Jahr. Es ist die Anzahl der Aufbauten pro Schicht. Wenn sich die Aufbauten vervielfachen, beginnen Systeme, die sich durch Geometrie und standardisierte Tang-Schultern positionieren, sich in gesparten Minuten und vermiedenem Ausschuss zu amortisieren.
Amerikanisches Werkzeug ist ein Dieseltruck, gebaut um schwere Lasten stetig zu ziehen. Europäisches Werkzeug ist gebaut für kontrollierte, wiederholbare Positionierung in Stop-and-Go-Produktion. Keines ist falsch.
Aber Sie können nicht so tun, als würden sie gleich viel kosten, sobald sich Ihr Produktionsmix verändert.
Also sehen Sie sich die Aufträge des letzten Quartals an, zählen Sie die durchschnittlichen Werkzeugwechsel pro Tag und beantworten Sie diese Frage klar: Transportieren Sie die ganze Woche Kies, oder machen Sie stündlich Stadtlieferungen?
Sie wollen den Kreuzungspunkt. Keine Philosophie. Eine Zahl, die Sie auf einem Whiteboard einkreisen und in einer Budgetbesprechung verteidigen können.
Gut.
Denn sobald Sie akzeptieren, dass die Häufigkeit der Aufbauten die Wirtschaftlichkeit bestimmt, hört die Entscheidung auf, sich darum zu drehen, was Ihr Stößel klemmen kann, und beginnt sich darum zu drehen, was Ihr Produktionsmodell verkraften kann.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Die wahren Kosten des amerikanischen Werkzeugs bei hochvarianten Arbeiten sind nicht Stärke oder Präzision beim ersten Schlag. Es sind die Wiederherstellungskosten. Jedes Mal, wenn Sie ein manuell ausgerichtetes System auseinanderbauen und wieder aufbauen, zahlen Sie erneut für Geometrie, die Sie bereits einmal gekauft haben.
Die ersten Teile sahen gut aus.
Tun sie immer.
Die Frage ist, was es Sie kostet, den fünfzigsten Aufbau der Woche genauso gut aussehen zu lassen wie den ersten am Montagmorgen.
Also hören wir auf, amerikanisch versus europäisch als Marken zu diskutieren. Wir messen, was Sie verlieren, wenn Sie den einen Kompromiss dem anderen vorziehen. Sind Sie bereit, die Einfachheit der reinen Tonnage zu verlieren, oder sind Sie bereit, die Wiederholbarkeit des Aufbaus über die Zeit zu verlieren?
Ziehen Sie Ihre letzten 90 Tage an Aufträgen heran.
Nicht Umsatz. Nicht Tonnage. Werkzeugwechsel pro Schicht.
Zählen Sie, wie oft Bediener Stempel-Matrizen-Kombinationen abgebaut und wieder aufgebaut haben. Diese Zahl ist Ihr Reibungsindex. Wenn Sie im Durchschnitt einen vollständigen Aufbau pro Schicht haben, befinden Sie sich im Dieseltransport-Bereich. Wenn Sie im Durchschnitt sechs haben, befinden Sie sich im Stop-and-Go-Verkehr, ob Sie es zugeben oder nicht.
Nun fügen Sie die Materialstärke hinzu. Wenn 60 Prozent Ihrer Arbeit über 1/4 Zoll liegen und in Chargen von über 200 Teilen pro Aufbau laufen, wirken sich der direkte Lastpfad und die Masse der amerikanischen Werkzeuge zu Ihren Gunsten aus. Einmal spannen. Tiefe einstellen. Loslegen. Die Arbeit amortisiert sich sauber.
Aber wenn die meisten Ihrer Aufträge 20–50 Teile in 10–14 Gauge sind, mit segmentierten Schwanenhälsen, die mitten am Tag gewechselt werden, wird der geradlinige Kraftpfad irrelevant. Ihr Engpass ist nicht mehr die Tonnagekapazität. Es ist die erneute Ausrichtung.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: Die Umkehr-Einfachheit amerikanischer Werkzeuge kann Sie in begrenzte Stempelgeometrien einsperren. Wenn Sie anfangen, individuell zu schleifen, um enge Flansche oder Freitaschen zu erreichen, verwandeln Sie stillschweigend ein “Budget”-System in ein individuelles System ohne die wiederholbaren Positionierungsvorteile europäischer Schultern und standardisierter Höhen.
So geraten Werkstätten in hybride Aufbauten und überzeugen sich selbst, dass es funktioniert.
Und manchmal tut es das.
Ich habe gesehen, wie Bediener europäische Oberwerkzeuge mit amerikanischen Unterwerkzeugen auf alten mechanischen Pressen betrieben und den ganzen Tag über gute Winkel erzielt haben. Geschickte Hände können vieles ausgleichen. Aber Geschick ist kein System. In dem Moment, in dem dieser Bediener krank wird, hält Ihr Prozess noch die Toleranz, ohne die Stempel an ihren Platz zu klopfen?
Lassen Sie uns Zahlen zum Überschneidungspunkt setzen.
Hypothetisch. Ihr Stundenlohn für einen Pressenbediener beträgt $75 pro Stunde inklusive Nebenkosten. Ein vollständiger manueller Aufbau im amerikanischen Stil – herausziehen, ausrichten, stoßen, festziehen, Probebiegen – dauert 25 Minuten. Ein präziser Schnellwechsel-Aufbau im europäischen Stil dauert 10 Minuten, weil die Schulter am Zapfen in einer standardisierten Klemme positioniert wird und die Höhe wiederholbar ist.
Differenz: 15 Minuten.
Bei einem Aufbau pro Schicht, fünf Tage die Woche, sind das wöchentlich 75 Minuten eingespart. Etwa 65 Stunden pro Jahr. Rund $4.875 an Arbeitskosten.
Ändern Sie nun nichts außer der Aufbauhäufigkeit. Fünf Aufbauten pro Schicht statt einem. Gleiche 15-Minuten-Differenz. Jetzt sind Sie bei 325 Stunden pro Jahr. Über $24.000.
Das ist Ihre Überschneidungsrechnung.
Wenn die Preisdifferenz zwischen den Werkzeugsystemen $15.000 beträgt, haben Sie sie bei hoher Mischfrequenz in weniger als einem Jahr zurückgezahlt. Bei niedriger Frequenz kann es drei bis fünf Jahre dauern – oder nie.
Was gab es sonst noch zu bedenken.
Hier ist, was der Werkzeugkatalog Ihnen nicht verrät: die Reibungsverluste in Ausschuss und Nacharbeit. Jede Wiederherstellung der Geometrie führt zu kleinen Höhen- oder Zentrierungsunterschieden. Bei toleranten Teilen werden Sie es nicht bemerken. Bei Arbeiten mit engen Toleranzen werden Sie Winkelabweichungen verfolgen und die Materialchargenvariation verantwortlich machen. Für diese Zeit werden Sie keine Rechnung stellen.
Die Entscheidung dreht sich nicht darum, welches Werkzeug “besser” ist. Es geht darum, welchen Verlust Sie sich leisten können: Kapital, das in Präzisionshardware gebunden ist, oder Arbeitszeit und Variabilität, die durch wiederholte Rüstvorgänge verloren gehen.
Wenn Sie Ihre durchschnittlichen täglichen Rüstvorgänge mit 15 Minuten multiplizieren, würde Sie die jährliche Arbeitszeitzahl beunruhigen?
Bevor Sie den nächsten Werkzeugkauf genehmigen, stellen Sie diese Frage in klarer Sprache:
Wird dieses Werkzeugsystem die Anzahl der Minuten reduzieren, die meine Werkstatt benötigt, um Geometrie über ein Jahr realer Produktion hinweg wiederherzustellen?
Nicht pro Biegung.
Nicht pro Teil.
Über ein Jahr hinweg.
Wenn die Antwort nein lautet – weil Sie dicke Platten in langen, stabilen Chargen verarbeiten – dann tut amerikanisches Werkzeug genau das, wofür es gebaut wurde. Wie ein schwerer Diesel-LKW, der den ganzen Tag Kies transportiert, ist es brutal effizient, wenn die Ladung stabil ist und die Strecke gerade.
Aber wenn Ihr Arbeitstag aus ständigen Stopps, kurzen Serien, Freiraumbiegungen, segmentierten Wechseln und Toleranzstapelungen über mehrere Aufträge hinweg besteht, wird derselbe Diesel überdimensioniert und ineffizient für Lieferungen in der Stadt. Stärke ist nicht mehr der begrenzende Faktor. Beweglichkeit ist es.
Die nicht offensichtliche Wahrheit, die Sie mitnehmen, ist diese: Werkzeug ist keine Hardware-Entscheidung. Es ist eine Überlebensentscheidung, die damit zusammenhängt, wie oft Sie Ihre eigene Geometrie stören.
Schauen Sie sich also Ihre durchschnittlichen Rüstvorgänge pro Schicht an, multiplizieren Sie mit der Zeitdifferenz zwischen den Systemen, projizieren Sie es über ein Jahr und beantworten Sie mich dann ohne Stolz oder Markenloyalität –
Kann sich Ihr Produktionsmodell leisten, immer wieder dafür zu bezahlen, dieselbe Geometrie neu aufzubauen, ja oder nein?


















