

في الشتاء الماضي شاهدتُ صاحب متجر يضرب مثقابًا جديدًا على الطراز الأمريكي في مكبس الآلة، ثم يمسح يديه ويقول: “الفولاذ هو الفولاذ. إنه مناسب. لنبدأ.”
بدت الأجزاء الأولى جيدة.
بحلول التغيير الثالث للعمل في ذلك اليوم، كان المشغل يقوم بتركيب الحشوات، والطرق الخفيف، وإعادة معايرة العمق، ومطاردة نصف الدرجات كما لو كانت ذبابًا. لم يلقِ أحد اللوم على الأدوات. لقد كانت مناسبة للمكبس. ما الذي يمكن التفكير فيه غير ذلك؟
امشِ في أي أرضية ورشة وستسمع ذلك: أوروبي، أمريكي، معيار جديد — كلها فولاذ مقسّى لدفع الصفائح إلى القالب. إذا كان المِشْبَك يغلق في المكبس والقالب V يجلس بشكل مستوٍ على القاعدة، يبدو القرار ميكانيكيًا، لا استراتيجيًا.
وهنا يكمن الفخ.
إن انغلاق المثقاب في نظام التثبيت يثبت شيئًا واحدًا فقط: أن الهندسة متطابقة. لكنه لا يقول شيئًا عن كيفية انتقال القوة من المكبس إلى طرف المثقاب، أو عن مقدار الانحناء الذي يظهر عبر سرير بطول عشرة أقدام، أو مدى إمكانية تكرار إعدادك في رابع تغيير عمل في الوردية. تشعر التوافقية وكأنها تكافؤ لأن الآلة تعمل بالدورة. تخرج الأجزاء مثنية.
إلى أن تتوقف عن ذلك.
إذن عندما تقول “إنه مناسب”، هل تتحدث عن التثبيت الفيزيائي — أم عن أداء الإنتاج، نعم أم لا؟

لقد أعدتُ تجهيز مكابح حيث قال لي المالك بفخر إنه قام بتوحيد الأدوات الأمريكية لأنها كانت “بسيطة وقوية.” ولم يكن مخطئًا بشأن القوة. الأدوات الأمريكية تشبه شاحنة ديزل ثقيلة مصممة لنقل الحصى طوال اليوم — سميكة، متينة، متسامحة مع القوة الغاشمة.
لكن تلك الشاحنة في ازدحام المدينة؟ قصة مختلفة.
تعتمد الأدوات الأمريكية عادةً على مسامير تثبيت وتفاوتات أوسع في واجهة الحامل إلى المثقاب. وهذا يعني أن نقل القوة يعتمد أكثر على ضغط التثبيت وأقل على هندسة دقيقة ذاتية التموضع. في العمل عالي الحمولة منخفض التغيير — الصفائح الثقيلة، الأعمال المتكررة — تستمر في العمل دون شكوى. أما في الإنتاج عالي التنوع، حيث تقوم بتبديل الأدوات عشر مرات في الوردية وتتوقع دقة من القطعة الأولى، تتراكم تلك الانحرافات الصغيرة في المحاذاة.
وهنا ما لن يخبرك به كتالوج الأدوات، إن الطريقة التي تُدخل بها القوة إلى جسم المثقاب تؤثر على مدى اتساق وصول تلك القوة إلى الطرف — وإلى الجزء الذي تصنعه.
إذا كان أداتان كلتاهما “تناسبان”، ولكن إحداهما تتكرر في حدود بضعة أجزاء من الألف بعد كل تبديل، والأخرى تحتاج إلى طرق وضبط، فهل هما فعلًا قابلتان للتبادل في جدول إنتاج عالي التنوع؟
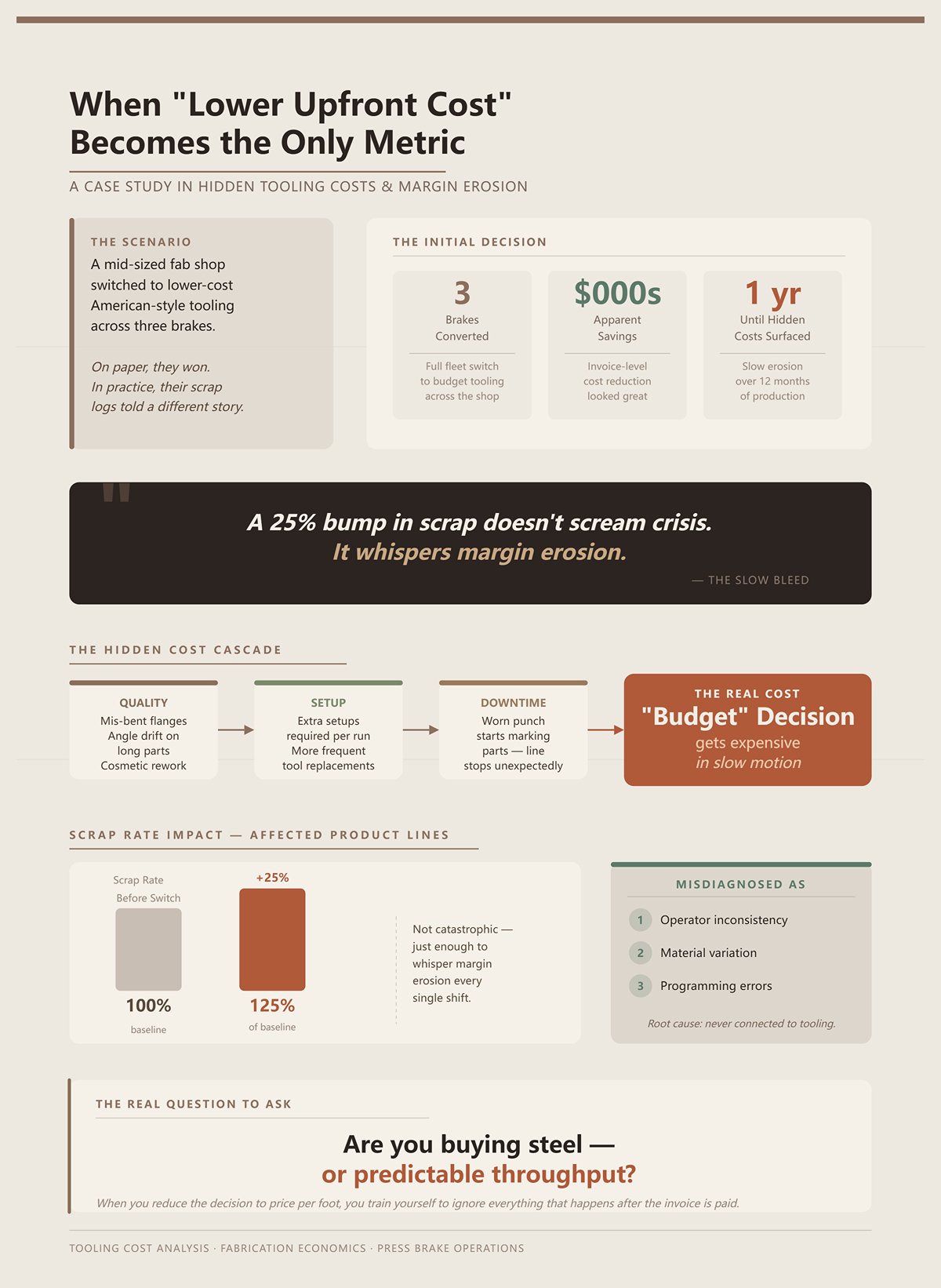
راجعتُ ذات مرة سجلات المشتريات لمصنع متوسط الحجم كان يتفاخر بأنه وفّر آلاف الدولارات بالتحول إلى أدوات أمريكية منخفضة التكلفة عبر ثلاث مكابح. على الورق، فازوا.
لكن في الواقع، قالت سجلات الخردة شيئًا مختلفًا.
على مدار العام التالي، ارتفعت معدلات الخردة — ليس بشكل كارثي، بل بما يكفي: شِفاه مثنية بشكل خاطئ، انحراف في الزاوية على الأجزاء الطويلة، إعادة عمل في الألواح الجمالية. ارتفاع بنسبة 25% في الخردة على خطوط إنتاج معينة لا يصرخ بالأزمة. إنه يهمس بتآكل الهامش. أضف عمليات إعداد إضافية، واستبدال الأدوات بشكل أكثر تكرارًا، والتكلفة الخفية للتوقف عندما يبدأ المثقاب البالي في ترك علامات على الأجزاء، ويتحول القرار “الاقتصادي” إلى مكلف ببطء.
لم يربطوا ذلك بنوع الأدوات. رأوا مشكلات منفصلة: عدم اتساق المشغل، تباين المواد، أخطاء في البرمجة.
عندما تُحوِّل قرارك إلى السعر لكل قدم من أدوات التشكيل، فإنك تدرب نفسك على تجاهل كل ما يحدث بعد دفع الفاتورة.
هل تشتري فولاذًا — أم تشتري إنتاجًا ثابتًا يمكن التنبؤ به؟
قبل أن تقدم معظم الورش طلبًا للأدوات، يتحققون من ثلاثة أشياء: هل ستناسب المكبس، هل يمكنها تحمل الحمولة، وما هو السعر.
نادرًا ما يسألون كم عدد عمليات الإعداد يوميًا التي ستعيشها تلك الأداة.
الإنتاج عالي التنوع لا يتعلق بأقصى حمولة ممكنة. بل يتعلق بالتطبيق المتكرر والدقيق للقوة خلال تبديلات مستمرة. هناك، تبدأ آلية نقل القوة — كيفية تموضع اللكمة، وكيفية محاذاتها الذاتية، وكيفية توزيع الحمل بالتساوي — في أن تصبح أهم من مجرد القوة الخام. النظام المصمم لقوة التحمل البحتة يمكن أن يصبح مرهقًا عندما يكون احتياجك الحقيقي هو الدقة مع السرعة.
وهذا هو التحول المعرفي الذي أحتاجك أن تقوم به: توقف عن السؤال عمّا إذا كانت الأداة يمكنها أن تتحمل الحمولة، وابدأ بالسؤال عمّا إذا كان جدولك الزمني يمكنه أن يتحمل الأداة.
إذا كانت ورشتك تُشغل عشرات الأجزاء المختلفة يوميًا، بدقة عالية ومتطلبات جودة في أول قطعة، فهل طابقت فعليًا نمط أدواتك مع نموذج إنتاجك — نعم أم لا؟
في الربيع الماضي، وقفت خلف مكبس كابح بطول 10 أقدام يقوم بتشكيل حوامل من الفولاذ المقاوم للصدأ بسماكة 3/16 — لا شيء مميز. كان المشغل قد لصق جدول الحمولة على لوحة التحكم. الأرقام كانت واضحة. الإعداد بدا مرتبًا. القطعة الأولى: 89.5 درجة. الثانية: 90.8. الثالثة: 89.2. قام بتعديل العمق مرتين خلال عشر دقائق وتذمر بشأن اختلاف المادة.
نفس الصفيحة. نفس البرنامج. نفس مجموعة الأدوات “المتوافقة” الأميركية من لكمة وقالب.
عندما ترى مثل هذا التذبذب في الزاوية أثناء الانحناء بالهواء، يكون الميل هو لوم الارتداد. ونعم، الانحناء بالهواء — التشكيل عن طريق ضغط اللكمة داخل القالب على شكل V دون الوصول إلى الأسفل — يعتمد على الاستعادة المرنة. والفولاذ المقاوم للصدأ يزيد منها. ولكن ما لن يخبرك به كتالوج الأدوات هو أن طريقة دخول القوة إلى جسم اللكمة تحدد مدى ثبات وصول تلك القوة إلى الطرف، وأن أنظمة المقاعد المسطحة الأميركية تُدخل تقلبًا قبل أن تتاح للمعادن فرصة الارتداد.
القوة لا تتحرك بشكل مستقيم للأسفل مثل قضيب المكبس. إنها تنتشر عبر واجهة التثبيت، إلى لسان اللكمة، وعبر أي سطح تماس فعلي داخل الحامل. إذا كان هذا التماس يعتمد على براغي التثبيت والمقاعد المسطحة بدلاً من هندسة التمركز الذاتي، فإن الفروقات الطفيفة في ضغط التثبيت تُغيّر من وضع اللكمة تحت الحمل. أثناء العمل الثقيل والمستمر، يكون ذلك الانتشار متوقعًا. أما في ظل تبديلات أدوات مستمرة وشعاعات انحناء مختلفة، فإنه يتغير.
أنت لا تراه بعينيك. تراه في نصف درجات وإعادة ضربات.
إذن عندما يتطلب جدولك عشرة أنواع مختلفة من المواد وخمسة فتحات V مختلفة وتصديقًا على أول قطعة في كل مرة، هل ما زلت تفكر في القوة كخط مستقيم — نعم أم لا؟
تخيل الجزء الخلفي من لكمة بأسلوب أميركي: لسان واسع، مقعد مسطح، ممسوك في مكانه بضغط التثبيت وغالبًا براغي التثبيت. إنه بسيط. إنه قوي. هناك الكثير من الفولاذ يلامس الكثير من الفولاذ.
تلك البساطة هي السبب في أنه يتحمل حمولات عنيفة على الصفائح السميكة. إنه شاحنة الأدوات الثقيلة — صُمم لنقل الحصى طوال اليوم دون شكوى. مساحة تماس ضخمة. متسامح مع الخدوش الصغيرة. سهل التشغيل والتصنيع والاستبدال.
لكن التماس بين سطحين مستويين لديه سر خفي: إنه لا يضبط نفسه ذاتيًا.
إذا تموضعَت اللكمة على المقعد بانحراف بضعة أجزاء من الألف من البوصة لأن جهةً تضغط أقوى من الأخرى، فإن مسار القوة يتحول. وعلى أداة بطول 10 أقدام، يتضاعف ذلك التحول مع انحناء السرير وعدم اتساق المادة. أضف واقع الإنتاج عالي التنوع: تقوم بفك التثبيت، وتبديل القطع، وإعادة التثبيت — ربما ثماني مرات في نوبة واحدة. في كل مرة، تعتمد على المحاذاة اليدوية وضغط تثبيت متساوٍ لإعادة إنشاء نفس مسار القوة تمامًا.
إليك ما لن يخبرك به كتالوج الأدوات: الأنظمة ذات المقعد المسطح تستمد قوتها من مساحة السطح، وليس من الشكل الهندسي. مساحة السطح هي التي تقاوم التهشم تحت الحمل، لكن الشكل الهندسي هو الذي يكرر الموضع بدقة.
في الوظائف الثقيلة ذات الإنتاج المنخفض، تقوم بالربط مرة واحدة وتشغل 500 قطعة. عندها يستقر النظام. أما في الإنتاج المتنوع، فأنت تعطل تلك الواجهة باستمرار. عدم الاستقرار ليس عيبًا؛ بل هو جزء متأصل في خيار التصميم.
إذا كان نموذج الإنتاج لديك يعتمد على إعادة التثبيت القابلة للتكرار مراتٍ عدة في اليوم، فهل يبدو سطح التثبيت غير المتمركز ذاتيًا كقاعدة مناسبة لذلك؟

الآن لنتحدث عن الاتجاه الفعلي الذي ترغب فيه القوة بالانتقال.
في نظام متمركز، يتم وضع الثقب بحيث يتماشى الشكل الهندسي للتثبيت مع مسار الحمل عبر مركز الأداة. تحت الحمل، يظل متجه القوة متماثلًا بالنسبة لجسم الثقب. بينما يساعد الحامل في توجيهه.
في إعداد أمريكي غير متمركز، خاصة مع فتحات V الأوسع والأدوات المقسّمة، يمكن أن ينحرف الحمل نحو الجانب ذي ضغط التثبيت الأكبر أو اختلافات الجلوس البسيطة. في الأعمال الخفيفة، لن تلاحظ ذلك. أما تحت الحمل الثقيل أو مع نصف قطر كبير، فستلاحظه بالتأكيد.
فكّر في هذا الافتراض: أنت تشكل انحناءة نصف قطر كبير، حيث تتجاوز نسبة القطر إلى العرض حوالي الثلث. يمكن لجداول الحمولة القياسية أن تقلل من تقدير القوة المطلوبة مقارنةً بالحسابات الدقيقة للتوازن الساكن. أنت تضبط على قيمة الجدول. تقدم الآلة مقاومة فعلية أكبر مما هو متوقع. يرى الثقب حملاً أعلى من المتوقع، وبما أن المقعد غير متمركز ذاتيًا، فإن هذا الحمل الزائد لا يتوزع بشكل متساوٍ.
جزء من اللسان يتحمل ضغطًا أكبر. جانب من الحامل يتحمل أكثر. مع مرور الوقت، ينتج تآكل غير متساوٍ. في مكابح الإنتاج المتنوع، يظهر هذا التآكل كاختلاف في ارتفاع الإغلاق وانحراف الزاوية بين الإعدادات — ليس فشلًا كارثيًا، بل تباينًا تدريجيًا.
إليك ما لن يخبرك به كتالوج الأدوات: الحمل الزائد في النظام غير المتمركز لا يهدد فقط بالكسر؛ بل يغيّر أيضًا كيفية تدفق القوة في العملية التالية.
الورش التي تنجح باستخدام الأدوات الأمريكية في إنتاج متنوع معتدل تفعل شيئًا واحدًا بشكل صحيح: تطابق بعناية بين الحمولة، المادة، وفتحة V وتتجنب الاقتراب من حدود الحالات الحرجة. إنهم يديرون الفيزياء بدلاً من افتراض أن المتانة تعني الدقة.
هل تتحكم فعليًا في كيفية تمركز القوة عبر أدواتك — أم تفترض أن الكتلة وحدها ستحافظ على الاتزان؟
لقد قمت مرة بقياس قالب أمريكي بطول ستة أقدام كان في الخدمة لسنوات. بدا ظاهريًا بحالة جيدة. بلا شظايا. ولكن على طوله، وجدت تفاوتًا ببضعة أجزاء من الألف من البوصة في الارتفاع — البصمة الهادئة للتسوية والتآكل الطويل المدى.
تُنتج التسوية سطحًا وظيفيًا. إنها سريعة. واقتصادية. وللعمل الثقيل المخصص، فهي كافية. لكن نعومة السطح والتسامحات البعدية تكون أضعف مقارنة بالطحن الدقيق، حيث تُطحن أسطح التلامس لتكون أكثر تسطحًا وتوازيًا.
لماذا يهم ذلك في الإنتاج المتنوع؟
لأنك في كل مرة تثبت فيها أداة مسطحة منسوّاة، فأنت تكدس التسامحات: استقامة مكبس الضغط، تآكل الحامل، تباين لسان الثقب، تباين ارتفاع القالب. كل منها على حدة صغير. لكن معًا، تظهر كنقص في ثبات الزاوية، خصوصًا في الثني الهوائي حيث تكون الحساسية بين العمق والزاوية عالية. بضعة أجزاء من الألف عند المقعد يمكن أن تترجم إلى أعشار الدرجة في الجزء النهائي.
إليك ما لن يخبرك به كتالوج الأدوات: طريقة التصنيع تحدد مقدار عمل المحاذاة الذي سيتعين على المشغل القيام به طوال عمر الأداة.
الأنظمة الدقيقة المصقولة والمتمركزة ذاتيًا تكلف أكثر في البداية لأن الشكل الهندسي يقوم بعملية المحاذاة نيابةً عنك. أما الأدوات الأمريكية المسطحة الناتجة عن التسوية، فتجعل المشغل هو نظام المحاذاة نفسه. في عمل ثقيل وبطيء، يمكن التعامل مع ذلك. لكن مع عشر عمليات تبديل في اليوم، يكون مكلفًا بالدقائق والهدر والإحباط.
لذا قبل أن تعتمد على مبدأ “يكفي الغرض”، اسأل نفسك: هل تدير عملية نقل حمولات كبيرة — أم عملية تسليم متكررة تتطلب نفس الدقة في كل مرة؟
| القسم | المحتوى |
|---|---|
| الملاحظة الميدانية | لقد قمت مرة بقياس قالب أمريكي بطول ستة أقدام كان في الخدمة لسنوات. بدا ظاهريًا بحالة جيدة. بلا شظايا. ولكن على طوله، وجدت تفاوتًا ببضعة أجزاء من الألف من البوصة في الارتفاع — البصمة الهادئة للتسوية والتآكل الطويل المدى. |
| خصائص التخطيط | تُنتج التسوية سطحًا وظيفيًا. إنها سريعة. واقتصادية. وللعمل الثقيل المخصص، فهي كافية. لكن نعومة السطح والتسامحات البعدية تكون أضعف مقارنة بالطحن الدقيق، حيث تُطحن أسطح التلامس لتكون أكثر تسطحًا وتوازيًا. |
| لماذا يهم في الإنتاج عالي التنوع | في كل مرة تقوم فيها بتثبيت أداة ذات مقعد مسطح مخطط، فإنك تجمع الاحتمالات المتفاوتة: استقامة الكباس، تآكل الحامل، اختلاف لسان اللكمة، اختلاف ارتفاع القالب. كل منها صغير على حدة، لكنها مجتمعة تؤدي إلى عدم اتساق في الزاوية — خاصة في الثني الهوائي حيث تكون الحساسية بين العمق والزوايا عالية. بضع آلاف من البوصة عند المقعد يمكن أن تتحول إلى أعشار الدرجة في الجزء. |
| التكلفة الخفية | طريقة التصنيع تحدد مقدار العمل في المحاذاة الذي يجب على المشغل القيام به طوال عمر الأداة — وهو أمر نادراً ما تذكره كتالوجات الأدوات. |
| أنظمة مصقولة بدقة | تكلف أكثر في البداية لأن الهندسة تؤدي عملية المحاذاة تلقائياً. |
| أدوات ذات مقعد مسطح مخطط | تتطلب من المشغل أن يكون هو نظام المحاذاة. يمكن التعامل معها في الأعمال البطيئة والثقيلة، ولكنها مكلفة من حيث الدقائق، والخردة، والإحباط أثناء عمليات التبديل المتكررة. |
| سؤال استراتيجي | قبل أن تختار “جيدة بما فيه الكفاية”، اسأل نفسك: هل تدير عملية نقل حصى — أم مسار توصيل متكرر يتطلب دقة متسقة في كل محطة؟ |
في العام الماضي وقفت بجانب مكبح هوائي في مصنع للطيران تحوّل إلى نظام تثبيت مغناطيسي سريع التبديل. نفس المشغلين. نفس الأجزاء. ما تغيّر هو هذا: انخفض متوسط زمن التبديل لديهم بنسبة 68%، وارتفع الإنتاج بنسبة 22% خلال أشهر قليلة. وفورات العمالة وحدها غطّت تكلفة الترقية خلال حوالي سبعة أشهر.
لم يتغير شيء في الفولاذ. الذي تغيّر هو الهندسة وآلية التثبيت.
لقد رأيت بالفعل كيف تدفع هندسة محاذاة القوة إلى التكرار الدقيق. الآن أضف التكرار. إذا كنت تزعج تلك الواجهة أربع أو ست أو ثمان مرات في اليوم، فالسؤال لم يعد “هل تتحمل الحمولة؟” بل أصبح “كم بسرعة وبأي اتساق يمكنني إعادة خلق نفس مسار الحمل؟”
ما لن يخبرك به كتالوج الأدوات هو أن وقت التبديل ليس مجرد دقائق ضائعة — بل هو تفاوت مضاعف. كل فك وإعادة تثبيت هو فرصة أخرى لتغيير مركز القوة الذي حاولت للتو تثبيته.
الأدوات الأمريكية يمكنها بالتأكيد ثني الصفائح الثقيلة طوال اليوم دون تردد. إنها شاحنة الديزل التي ستنقل الحصى من الفجر حتى الغسق. ولكن قم بتشغيل تلك الشاحنة نفسها في 20 رحلة توصيل قصيرة في المدينة مع توقفات دائمة، وستبدأ فاتورة الوقود وتآكل المكابح بسرد قصة مختلفة.
إذا كان جدولك يتطلب أربع عمليات تبديل للأدوات قبل الغداء، فهل تقيس سرعة التثبيت بالساعة — أم تفترض أن “جيد بما فيه الكفاية” لا يزال جيداً بما فيه الكفاية؟
تخيل لكمة أمريكية بطول 10 أقدام مزودة بلسان أمان. تفتح الكباس قليلاً، وتفك المشابك، وتدعم الوزن بكلتا يديك، وتنزلقها جانباً، وتفصل اللسان، وتنزلها. ثم تعكس الخطوات مع الأداة التالية، متأكداً من أن اللسان يجلس بشكل صحيح قبل الشد.
بدت الأجزاء الأولى جيدة.
ما الذي كان هناك للتفكير فيه أيضًا؟
قارن ذلك الآن بمشبك هيدروليكي أو مغناطيسي يعمل بزر ضغط. ترفع الثاقب المجزأ إلى الموضع، فينغلق في مقعد ذاتي التموضع. تكون قوة التثبيت موحدة على طول القطعة. الفك يتم عبر مفتاح، وليس مفتاح ربط.
في الاختبارات المنضبطة والتقارير الميدانية، غالبًا ما تستغرق الإعدادات اليدوية من 15 إلى 30 دقيقة لكل تغيير. الأنظمة القياسية المعيارية تستغرق حوالي 6 إلى 8 دقائق. الأنظمة المغناطيسية يمكن أن تنخفض إلى 2–3 دقائق. يبدو هذا الفارق غير مثير على الورق — حتى تضاعفه بأربع تغييرات في اليوم، خمسة أيام في الأسبوع.
إليك ما لن يخبرك به كتالوج الأدوات، صممت الأسنان الآمنة لمنع الأدوات من السقوط، وليس لتحقيق أسرع تغيير. إنها تضيف أمانًا، لكنها تضيف خطوات في المناولة، وخطوات المناولة تضيف وقتًا.
في الأعمال الثقيلة منخفضة الحجم، تثبت الأداة مرة وتنتج 500 قطعة. تختفي تلك السنّة من المعادلة الاقتصادية. في الإنتاج المتنوع عالي التكرار، تصبح حدثًا عماليًا متكررًا.
عندما يتمكن المنافس في الجهة الأخرى من إعادة الضبط خلال ثلاث دقائق بينما ما زلت تفك البراغي، من الذي سيقوم بإصدار فاتورة الساعة الإضافية في نهاية الدوام؟
شاهدت عاملًا ماهرًا يطرق ثاقبًا أمريكيًا بطول أربعة أقدام حتى يصطف باستخدام مطرقة مطاطية. فك. دفع. شد. فحص بمقياس الفجوة. وكرر العملية على الطرف الآخر.
لم يكن بطيئًا. كان دقيقًا.
“إذا تم إغلاق السن في الكباس وكان قالب V مسطحًا على السرير، فإن القرار يبدو ميكانيكيًا، وليس استراتيجيًا.” هذه هي المصيدة. الأنظمة ذات المقعد المسطح تعتمد على الاحتكاك وإحساس العامل لإعادة إنشاء الموضع. لا يوجد ميزة ذاتية التمركز هندسية تُعيد مسار الحمل إلى نفس الموضع في كل مرة.
في الورش عالية التنوع، وثّقت شركة Mac-Tech أن ما يصل إلى 25٪ من وقت الإعداد يمكن أن يُفقد فقط في البحث عن الأدوات وترتيبها في بيئات غير منظمة. أضف المحاذاة اليدوية إلى ذلك — الطرق، الفحص، إعادة الشد — وستجد أن أدواتك “الاقتصادية” تستهلك الرواتب بصمت.
إليك ما لن يخبرك به كتالوج الأدوات، كل دقيقة يقضيها عامل مكبح متمرس في محاذاة الفولاذ هي دقيقة تدفع فيها أجور الحرفيين مقابل مهمة يمكن للهندسة أن تنفذها آليًا.
الأنظمة المصقولة بدقة ذاتية التمركز تقلل الحاجة لذلك الطقس من الطرق. الحامل يوجّه الثاقب إلى خط مركزي قابل للتكرار. تكون قوة التثبيت متسقة. العامل يتحقق، لا يساوم.
إذا كان أفضل عامل لديك يعمل كآلية محاذاة أربع مرات يوميًا، فهل أنت تدير إنتاجًا — أم أنك تدعم الاحتكاك بالمهارة؟
تُباع الأدوات الأمريكية غالبًا بأطوال صلبة: قطعتان، أربع، ثماني أقدام. لتغطية جزء بطول عشرة أقدام مع فتحة نافذة، قد تضطر إلى تكديس عدة قطع، أو مزج أشكال منحنية، أو ترك فجوات للتفريغ.
كل وصلة هي واجهة إضافية. كل واجهة فرصة إضافية لاختلاف في الارتفاع أو انحراف طفيف في المحاذاة.
الأنظمة المعيارية القياسية — عند تنظيمها بشكل صحيح — يمكنها تحقيق تغييرات إعداد خلال 6–8 دقائق بعائد استثمار معقول. لكنها تتطلب صيانة وانضباطًا. الأنظمة المغناطيسية والهيدروليكية أسرع من ذلك، ومبدلات الأدوات الآلية يمكن أن تقلل زمن التغيير المتسلسل إلى 1–2 دقيقة في البيئة المناسبة.
الآن انظر إلى النهج الأمريكي في واقع الإنتاج المتنوع: أطوال صلبة مخزنة أينما وجدت مساحة، وعمال يبحثون عن القطعة المناسبة، ويضيفون بطانات إلى قطعة قصيرة لأن الطويلة مستخدمة في مكبح آخر.
إليك ما لن يخبرك به كتالوج الأدوات، المرونة من دون توحيد تصبح فوضى. كلما زادت التركيبات الممكنة، زادت متغيرات المحاذاة التي تنشئها.
في عمليات الثني المخصصة ذات الحجم المنخفض والحمولات الثقيلة — صفائح سميكة، هندسة فريدة، تشغيلات طويلة — يتألق العَدَد الأمريكي الصلب. تضبطه مرة واحدة. تعتمد عليه. يتصرف مثل شاحنة ديزل على طريق سريع طويل: ثابت، يمكن التنبؤ به، ومصمم لتحمل الحمولة.
أما الإنتاج المتنوع بكثرة فهو أشبه بحركة المرور المتقطعة في المدينة. تشغيلات قصيرة. تبديلات مستمرة. جداول تسليم ضيقة. في هذا السياق، الكلفة ليست سعر الأداة، بل دقائق الإعداد المتراكمة وتفاوت المحاذاة المتضاعف.
لذا سأتركك مع الواقع التشغيلي، وليس الوعد التسويقي: إذا كنت تغيّر الأدوات أربع مرات يومياً، فهل تقود شاحنة نقل حصى عبر وسط المدينة — نعم أم لا؟
في الشتاء الماضي دخلت ورشة تشغيل فيها مكبسان بطول 10 أقدام جنباً إلى جنب. أحدهما مزوّد بأدوات تقليدية بنمط اللسان الأمريكي. والآخر به مشبك أوروبي سريع. كان المالك قد اشترى للتو صفيحة محول سميكة كي يتمكن من تشغيل أدوات التثقيب “الجيدة بما يكفي” الأمريكية على الماكينة الأحدث.
بدت الأجزاء الأولى جيدة.
بعد ثلاثة أسابيع، كان يطارد انحراف الزاوية عبر 8 أقدام من صفيحة بقياس 11-gauge. ليس أطناناً. وليس انحناءً. بل انحراف. لقد أضاف نصف بوصة من الفولاذ بين المكبس والأداة بذلك المحول. تغير مدى الشوط. تغير الارتفاع الأدنى. تغير مسار الحمل. كل إعداد أصبح يعني إعادة معايرة نقطة السفلى وإعادة برمجة أوضاع الثني.
تلك هي اللحظة التي تصبح فيها العائدات من الأنظمة الأسرع والمركّزة ذاتياً واضحة — عندما يقضي الفنيون وقتاً أطول في إعادة تصفير الماكينة من الوقت الذي يقضونه في ثني القطع.
إليك ما لن يخبرك به كتالوج الأدوات، صفيحة المحول لا تلغي عدم التوافق. إنها تنقل المشكلة إلى مجموعة من الواجهات المخفية التي لا تراها أثناء الإعداد.
إذا كان الإنتاج المتنوع بالفعل يعاقبك على كل دقيقة إعداد إضافية، فلماذا تضيف متغيراً آخر بين المكبس والأداة؟
ضع لساناً أمريكياً بقياس 0.500 بوصة بجانب لسان أوروبي بقياس 13 مم على الطاولة. قريبان بما يكفي ليفكر المشتري المتفائل: ما مدى الاختلاف الممكن؟
الاختلاف كافٍ.
صُممت الأدوات الأمريكية حول تحميل خطي مباشر في مشابك بسيطة أو مسامير تثبيت. بينما تستخدم أدوات النمط الأوروبي (Promecam) لساناً أضيق مع كتف مرجعي محدد يتموضع في حامل متطابق. أحد النظامين يعتمد على الاحتكاك وضغط البراغي. والآخر يعتمد على الهندسة لتحديد خط المركز.
كلاهما قادر على تحمل الحمولة. هذه ليست القضية.
القضية هي موقع السطح المرجعي. في العديد من الأنظمة الأوروبية، يتم التحكم في ارتفاع العمل للثاقب بواسطة الحامل وكتف اللسان المشغول بدقة. أما في الأنظمة الأمريكية، فعادة ما يُعاد إنشاء ارتفاع العمل في كل مرة بقوة التثبيت والمحاذاة اليدوية.
عند خلطهما، لا تستبدل الأشكال فحسب. بل تكدّس فلسفتين مرجعيتين مختلفتين فوق بعضهما.
لقد رأيت ورشاً تضع بطانات تحت أدوات أمريكية داخل مشابك أوروبية للوصول إلى الارتفاع الاسمي. تعمل — إلى أن تستبدل مقطعاً بطول 4 أقدام بأجزاء مقسّمة وتكتشف أن البطانات ليست متطابقة تماماً. الآن يتغير زاوية الثني عبر الوصلات، ليس لأن الفولاذ تحرك، بل لأن طبقة المراجع لديك تغيّرت.
إذا كان اللسان يُثبت داخل المكبس وكان قالب V مستوياً على السرير، يبدو القرار ميكانيكياً لا استراتيجياً.
لكن عندما تكون هندسة اللسان لم تُصمم أصلاً لذلك الحامل، ما الذي يتحكم فعلياً بخط مركز الأداة — الماكينة أم الاحتكاك؟
توجد مكابح CNC حديثة مبنية بعملية تثبيت هجينة تقبل فعليًا كلًّا من الأدوات الأمريكية والأوروبية. مقاعد مدمجة. وجوه مرجعية مُهندسة. ولا توجد أي طبقة فولاذ غامضة بينهما.
تلك الآلات مصممة لذلك الغرض.
لوحة المحول التي تُضاف بعد البيع ليست الشيء نفسه. فهي تضيف سماكة بين الكباس والأداة. السماكة تغيّر المسافة المفتوحة. والمسافة المفتوحة تغيّر متطلبات الشوط. والشوط يغيّر مدى اقترابك من الحدود الميكانيكية للآلة. في ورشة مزدحمة، يُترجم ذلك إلى المزيد من إعادة البرمجة ومزيد من خطر الإنذارات بسبب تجاوز المسار.
الآن أضف طبقة من التسامحات.
استواء كباس الآلة له تسامح. وطحن لوحة المحول له تسامح. وواجهة التماس بين المحول والكباس لها تسامح. وبين المحول واللكمة، تسامح آخر. اجمعها معًا وستحصل على تراكم في التسامح — انحراف تراكمي ينتج عن أسطح متزاوجة متعددة.
كل منها على حدة قد يكون ضمن بضعة آلاف من البوصة. ولكن عبر عشرة أقدام، تتراكم الانحرافات.
في أعمال متغيرة التطبيقات، تقوم بتفكيك وإعادة بناء ذلك التراكم عدة مرات في كل نوبة عمل. كل عملية تفكيك هي فرصة لدخول رقائق معدنية أو نتوءات أو شد غير متساوٍ للمسامير مما يغيّر مسار الحمل قليلًا. هذا التباين لا يظهر على شكل عطل كارثي، بل يتجلى في انحراف الزاوية، أو علامات على الكتف، أو الحاجة الهادئة لإجراء المزيد من الانحناءات التجريبية.
إليك ما لن يخبرك به كتالوج الأدوات: كل واجهة إضافية هي مكان آخر يختبئ فيه التباين، والإنتاج ذو التنوع العالي يكشف التباين أسرع بكثير مما تفعل ألواح المعدن الثقيلة.
تُعد لوحات المحول منطقية عندما تُشغِّل أعمالًا ثقيلة ومنخفضة الحجم وتريد إعادة استخدام أدوات قديمة على مكبح جديد. ثبّت مرة واحدة. اضبط الإعداد. وشغّل لأيام.
لكن إذا كنت تبدّل الأدوات أربع مرات قبل الغداء، فهل تشعر بالراحة عند إعادة بناء مجموعة مراجع متعددة الطبقات في كل مرة؟
افتح دليل الآلة. وابحث عن ثلاثة أرقام: نوع واجهة الكباس، الحد الأقصى للشوط، ونطاق ارتفاع الإغلاق.
وقفت مع مشرف اشترى أدوات أمريكية لمشبك هيدروليكي بنمط أوروبي لأنها كانت أرخص لكل قدم. لم يلاحظ أن إضافة المحول قللت الشوط المتاح بما يقارب بوصة كاملة. في الانحناءات الهوائية الضحلة، لا مشكلة. لكن في تشكيل الصناديق العميقة ذات اللكمات الطويلة، نفدوا من المسافة المفتوحة واضطروا لتقسيم العملية على إعدادين.
كانت الأدوات أرخص. لكن الأيدي العاملة لم تكن كذلك.
تحقق مما إذا كان كباسك مصقولًا بدقة لقبول شكل معين من الحافة. تحقق مما إذا كان حامل القالب السفلي ذاتي التمركز أو مقعدًا بسيطًا مستويًا. تحقق مما إذا كان التحكم في الآلة يخزن إزاحات ارتفاع الأداة لكل محطة أو يفترض هندسة موحدة.
إذا كانت آلتك مُهندسة بناءً على نظام أوروبي مصقول بدقة، فإن فرض أدوات أمريكية عليها عبر محولات يعني أنك تتجاوز قابلية التكرار التي دفعت ثمنها. أما إذا كان مكبحك آلة قديمة من أمريكا الشمالية بمشابك بسيطة ودون حوامل، فإن الأدوات الأمريكية تتناسب مع بنيتها الأصلية. حمل خطي مباشر. مكونات قليلة. مصممة للتحمل.
مثل شاحنة ديزل قوية: أعطها طريقًا سريعًا وحمولة 40,000 رطل، وستعمل طوال اليوم دون شكوى. لكن أرسلها لتوصيل الطلبات داخل المدينة المزدحمة بالوقوف المتكرر والمنعطفات الضيقة، وستشعر بكل خيار تصميم فيها.
إليك ما لن يخبرك به كتالوج الأدوات: الأدوات ليست ملحقًا عالميًا، إنها جزء من نظام نقل القوة في الآلة، وعدم التوافق بين هذا النظام لأجل توفير مؤقت غالبًا ما يظهر في العمالة وليس في الفولاذ المكسور.
قبل أن تخلط بين الأساليب على نفس الكباس، أجب دون تردد: هل تقوم بضبط مكبحك من أجل العمل الذي تنفذه فعليًا — أم من أجل الأدوات التي تمتلكها بالفعل؟
إذًا كيف يجب أن يقرر المتجر أي نظام أدوات يعتمد عليه لمزيجه الإنتاجي المحدد؟
توقف عن التفكير في العلامات التجارية. ابدأ في التفكير في مسارات التحميل وتكرار إعداد التشغيل.
لقد رأيت بالفعل أن مزج الأنظمة هو خيار هيكلي، وليس حلاً محايدًا. جيد. الآن نضيّق النطاق. الأدوات الأمريكية ليست “سيئة”. إنها صادقة تمامًا بشأن ما صُممت للقيام به. وعندما تُبقيها ضمن هذا الإطار، فإنها لا تعتذر.
لكن يجب أن تعرف أين ينتهي هذا الإطار.
إذا كنت تقوم بانحناء صفائح بسماكة نصف بوصة طوال اليوم، فلن تقلق بشأن توفير 30 ثانية من وقت تغيير الأداة.
بل تقلق بشأن تحمّل 200 طن دون أن ترتجف.
توجّه الأدوات الأمريكية القوة مباشرة إلى الأسفل عبر رأس المثقب إلى القالب. لا يوجد حامل إزاحة، ولا كتف مشبك ضيق يتموضع داخل مشبك دقيق. إنها مسار تحميل مباشر. في الانحناء القاعي والسكّ، حيث يُجبر المعدن على اتخاذ نصف قطر القالب ويقوم المثقب بعمل تشوّه بلاستيكي حقيقي، يكون هذا الضغط الخطي المباشر بسيطًا وقويًا.
لكل انحناءة، إنها فرس العمل.
إليك ما لن يخبرك به كتالوج الأدوات: تلك القوة المركزة نفسها التي تجعل الأدوات الأمريكية تبدو غير قابلة للتدمير تحت الحمولة العالية ليست ميزة إلا عندما لا تفكك الإعداد كل بضع ساعات. في تشغيل طويل واحد، ثبّتها مرة واحدة، وشدّها بشكل صحيح، واضبط العمق، ودعها تأكل الفولاذ.
هناك تتألق.
فكر بها مثل شاحنة ديزل قوية تنقل الحصى على الطريق السريع. اربط المقطورة، ثبّتها جيدًا، وقُد أميالًا ثابتة تحت الحمولة. ستتفوّق في الصمود على الشاحنات الأخف المصممة للمناورة. لكنك لن تقوم بركن شاحنة ديزل بمقطورة طولها 40 قدمًا في زحمة المدينة.
إذا كان يومك عبارة عن أقواس مخصصة سميكة الواحدة تلو الأخرى، بنفس الإعداد ونفس الحمولة، فهل تحتاج حقًا إلى نظام تبديل سريع ودقيق لتنجو من ذلك؟
الآن نفصل بين الحمولة والسماحية عبر الزمن.
غالبًا ما تعتمد الأدوات الأمريكية على المحاذاة اليدوية وضغط التثبيت لتحديد ارتفاع العمل. وهذا يعني أن المشغّل جزء من نظام التمركز. في أول إعداد لعمل مخصص ثقيل، يمكن للمشغّل الماهر أن يمسح المثقب، ويضبطه في الخط، ويثبته، ويحصل على زوايا متكررة طوال اليوم.
“كانت الأجزاء الأولى تبدو جيدة.”
بالطبع كانت كذلك. لم يتحرك شيء.
تظهر المشكلة عندما تفك الإعداد وتعيد تركيبه. كل عملية تثبيت جديدة هي إعادة إنشاء للهندسة. في قطعة مخصصة وحيدة من صفيحة سميكة، قد لا تحتاج أبدًا لإعادة إنشائها. تقوم بالانحناءات، تشحنها، وتنتقل إلى التالي. لا تبديل للتقسيمات، لا تغييرات قوالب منتصف اليوم، ولا تراكم للتفاوتات عبر إعادة التكوين المتعددة.
في هذا السياق، الأدوات الأمريكية ليست فوضوية. إنها كافية.
إليك ما لن يخبرك به كتالوج العدد، العدد الأمريكي لا يكافئ التفكيك المتكرر. اقتصاده يفترض الاستقرار. في اللحظة التي تطلب منه أن يتصرف كنظام معياري عالي التغيير — أي تكرار ثابت للارتفاع عبر عشرات عمليات إعادة الإعداد — تكون حينها تقاتل تصميمه، لا تستخدمه.
إذا كان عملك المعتاد هو تشغيل مكون لحام ثقيل مرة واحدة في الشهر على مادة سميكة، فهل يهم أن النظام الأوروبي يمكنه التكرار إلى نصف ألف من البوصة عبر عشر عمليات تبديل؟
الآن نصل إلى خط القرار الحقيقي.
العدد الأمريكي لا يُهزم في كل انحناءة تحت حمل ثقيل ومستقر. الأنظمة الأوروبية تفوز عبر دورات الإنتاج.
ذلك التقاطع لا يتعلق بالولاء للعلامة التجارية. إنه يتعلق بمدى تكرار إزعاج الإعداد. مثال افتراضي: إذا كنت تشغل دفعة من 300 قطعة من صفائح 3/8 خلال يومين دون أي تغييرات في الأدوات، فإن تكلفة العدد الأمريكي المنخفضة وسهولته الخشنة تكون منطقية. يتم توزيع أجور العمالة على كامل التشغيل. يحدث المحاذاة مرة واحدة.
لكن إذا كنت تشغل عشرة أعمال مختلفة تحتوي على 30 قطعة في مواد أرق، كل منها يتطلب لكمات مقسمة وأذرع منحنية وفتحات V متنوعة، فأنت تدفع مقابل المحاذاة اليدوية عشر مرات. تلك العمالة تتضاعف. وكذلك التفاوت.
ما الذي كان هناك لتفكر فيه بعد.
إليك ما لن يخبرك به كتالوج العدد، نقطة التقاطع ليست عددًا ثابتًا من الأجزاء في السنة. إنها عدد مرات الإعداد في كل وردية. عندما تتضاعف الإعدادات، تبدأ الأنظمة التي تعتمد على تحديد الموضع بالهندسة والأكتاف المعيارية في تعويض نفسها بدقائق يتم توفيرها وخردة يتم تجنبها.
العدد الأمريكي هو شاحنة ديزل مصممة لسحب الأحمال الثقيلة بثبات. العدد الأوروبي مصمم للتموضع المتحكم به والمتكرر في إنتاج متقطع. لا أحدهما خاطئ.
لكن لا يمكنك أن تتظاهر بأن تكلفتهما متساوية عندما يتغير مزيج إنتاجك.
لذا انظر إلى أعمال الربع الأخير، وعدد متوسط تغييرات الأدوات في اليوم، وأجب ببساطة: هل تنقل الحصى طوال الأسبوع أم تقوم بتوصيلات داخل المدينة كل ساعة؟
أنت تريد نقطة التقاطع. لا الفلسفة. رقم يمكنك أن تحدده على اللوح الأبيض وتدافع عنه في اجتماع الميزانية.
جيد.
لأنه بمجرد أن تقبل أن تكرار الإعداد هو ما يحرك الاقتصاديات، يتوقف القرار عن أن يكون متعلقًا بما يمكن لرأس المكبس أن يثبته ويبدأ في أن يكون متعلقًا بما يمكن لنموذج إنتاجك أن يتحمله.
إليك ما لن يخبرك به كتالوج العدد، التكلفة الحقيقية للعدد الأمريكي في العمل عالي التغيير ليست القوة أو الدقة في الضربة الأولى. إنها تكلفة الإعادة. في كل مرة تقوم فيها بتفكيك وإعادة بناء نظام محاذاة يدوي، تدفع مرة أخرى مقابل هندسة دفعت ثمنها مرة بالفعل.
بدت الأجزاء الأولى جيدة.
دائمًا ما يفعلون ذلك.
السؤال هو كم تكلفك لجعل الإعداد الخمسين في الأسبوع يبدو جيدًا تمامًا مثل الأول صباح الاثنين.
لذا نتوقف عن الجدال بين الأمريكي والأوروبي كعلامات تجارية. نقيس ما تخسره عندما تختار مقايضة على أخرى. هل أنت مستعد لخسارة البساطة الخام للقوة أم لخسارة قابلية تكرار الإعداد مع مرور الوقت؟
اسحب بيانات وظائفك خلال آخر 90 يومًا.
ليست الإيرادات. وليست الحمولة. عمليات تبديل الأدوات لكل وردية.
احسب عدد المرات التي قام فيها المشغلون بتفكيك وإعادة تركيب مجموعات السنخات والطوابع. ذلك الرقم هو مؤشر الاحتكاك لديك. إذا كان متوسطك إعدادًا كاملاً واحدًا لكل وردية، فأنت في نطاق العمل الثقيل المستمر. وإذا كان متوسطك ستة، فأنت في حركة مرور متقطعة سواء اعترفت بذلك أم لا.
الآن أضف سمك المادة إلى التحليل. إذا كان 60 بالمئة من عملك في سماكات تتجاوز 1/4 بوصة ويُنفذ على دفعات تزيد عن 200 قطعة لكل إعداد، فإن مسار التحميل المباشر والكتلة في الأدوات الأمريكية يعملان لصالحك. امسك مرة واحدة. اضبط العمق. شغّل. يتوزع الجهد بشكل واضح.
لكن إذا كانت معظم وظائفك بين 20 و50 قطعة بسماكة 10–14 قياسًا مع أعناق غوسن مقطّعة يتم استبدالها في منتصف اليوم، فإن مسار القوة المستقيم يصبح غير ذي صلة. لم يعد عنق الزجاجة هو سعة الحمولة. بل أصبح إعادة ضبط المحاذاة.
وهنا ما لن يخبرك به كتالوج الأدوات، إن بساطة الانقلاب في الأدوات الأمريكية يمكن أن تحاصرك في أشكال محدودة للطوابع. عندما تبدأ في طحن مخصص للوصول إلى حواف ضيقة أو تجاويف التصفية، تكون قد حوّلت نظام “اقتصادي” إلى نظام مخصص من دون مزايا التمركز القابل للتكرار في الأدوات الأوروبية ذات الأكتاف القياسية والارتفاعات الموحدة.
هكذا تنجرف الورش إلى إعدادات هجينة وتقنع نفسها بأنها تعمل.
وأحيانًا تعمل فعلاً.
لقد رأيت مشغلين يستخدمون أدوات علوية أوروبية مع قوالب سفلية أمريكية على مكابح ميكانيكية قديمة ويحققون زوايا دقيقة طوال اليوم. الأيدي الماهرة يمكنها التعويض عن الكثير. لكن المهارة ليست نظامًا. في اللحظة التي يتغيب فيها ذلك المشغل بسبب المرض، هل يظل عمليتك ضمن التسامح من دون الطرق على الطوابع لتعديلها؟
دعنا نضع أرقامًا للتقاطع.
افتراضيًا. معدل الورشة لمشغل المكبح هو $75 دولار في الساعة شاملة التكاليف. إعداد يدوي كامل بنمط أمريكي — السحب، المحاذاة، الضبط، التثبيت، اختبار الثني — يستغرق 25 دقيقة. إعداد دقيق سريع التغيير بنمط أوروبي يستغرق 10 دقائق لأن كتف التانغ يتموضع في مشبك قياسي والارتفاع قابل للتكرار.
الفرق: 15 دقيقة.
عند إعداد واحد لكل وردية، خمسة أيام في الأسبوع، يتم توفير 75 دقيقة أسبوعيًا. حوالي 65 ساعة في السنة. تقريبًا $4,875 دولارًا من العمل.
الآن لا تغيّر شيئًا سوى عدد مرات الإعداد. خمس إعدادات لكل وردية بدلًا من واحدة. نفس فرق الـ15 دقيقة. الآن أنت عند 325 ساعة في السنة. أكثر من $24,000 دولار.
تلك هي معادلتك للتقاطع.
إذا كان فارق السعر بين أنظمة الأدوات هو $15,000 دولار، فقد استرددت التكلفة في أقل من عام عند معدل تنوع مرتفع. أما عند معدل منخفض فقد يستغرق من ثلاث إلى خمس سنوات — أو لا يُسترد إطلاقًا.
ما الذي كان هناك لتفكر فيه بعد.
وهنا ما لن يخبرك به كتالوج الأدوات، أن الاحتكاك يتضاعف في الهدر وإعادة العمل. كل إعادة إنشاء للهندسة تُدخل فروقًا صغيرة في الارتفاع أو التمركز. في الأجزاء المتسامحة لن تلاحظ ذلك، لكن في الأعمال ذات التسامح الضيق ستطارد انحرافات الزاوية وتلقي اللوم على اختلاف دفعات المواد. لن تفوتر الوقت لذلك.
القرار ليس حول أي نظام أدوات “أفضل”. بل حول أي خسارة يمكنك تحملها: رأس مال مربوط في أجهزة دقيقة، أم عمل وتفاوت ينزفان عبر الإعدادات المتكررة.
إذا ضربت متوسط إعداداتك اليومية في 15 دقيقة، هل سيجعل رقم العمالة السنوي ذلك غير مريح بالنسبة لك؟
قبل أن توافق على شراء أدوات التشكيل الجديدة، اطرح هذا السؤال بلغة بسيطة:
هل سيقلل نظام الأدوات هذا من عدد الدقائق التي يستغرقها المصنع لإعادة إنشاء الشكل الهندسي على مدار عام كامل من الإنتاج الفعلي؟
ليس لكل انحناء.
ليس لكل قطعة.
بل على مدار عام كامل.
إذا كانت الإجابة لا — لأنك تتعامل مع صفائح ثقيلة في دفعات طويلة ومستقرة — فالأدوات الأمريكية تقوم بالضبط بما صُممت من أجله. مثل شاحنة ديزل قوية تنقل الحصى طوال اليوم، فهي فعالة بشكل قاسٍ عندما يكون الحمل ثابتًا والطريق مستقيمًا.
لكن إذا كان يومك مليئًا بالتوقفات المستمرة، والتشغيلات القصيرة، والانحناءات ذات الخلوص المحدود، واستبدال الأدوات المجزأة، وتكدس التسامحات عبر وظائف متعددة، فإن نفس الديزل يصبح ضخمًا وغير فعّال لتوصيلات المدينة. لم تعد القوة هي العامل المحدِّد، بل أصبحت الرشاقة هي الأهم.
الحقيقة غير الواضحة التي يجب أن تدركها هي أن الأدوات ليست قرارًا متعلقًا بالأجهزة المادية فقط. إنها قرار بقاء مرتبط بمدى تكرارك لتغيير الأشكال الهندسية الخاصة بك.
لذا انظر إلى متوسط إعداداتك لكل وردية، واضربها في فرق الزمن بين الأنظمة، واحتسب النتائج على مدار عام، ثم أجبني دون غرور أو ولاء للعلامة التجارية—
هل يمكن لنموذج إنتاجك أن يتحمل الاستمرار في دفع تكاليف إعادة إنشاء نفس الشكل الهندسي مرارًا وتكرارًا؟ نعم أم لا؟


















