

昨冬、私は店主が新しいアメリカ式パンチをラムに叩き込み、手を拭いて「鋼は鋼だ。合うさ。やってみよう」と言うのを見た。“
最初の部品は問題なく見えた。.
その日の3回目のジョブ変更あたりで、オペレーターはシムを入れ、軽く叩き、深さを再ゼロ設定し、半度の誤差をハエを追うように追いかけていた。誰も工具のせいにはしなかった。それはラムに合っていた。では、他に何を考える必要があったのだろう?
どの工場の床を歩いてもこう聞こえるだろう:「ヨーロッパ式、アメリカ式、ニュースタンダード — どれも硬化鋼で、板材を型に押し込むだけのものだ。」タンがラムにロックし、V型ダイがベッドに平らに置ければ、その判断は戦略ではなく機械的なものに感じられる。.
それが罠だ。.
クランプシステムにパンチがロックされることが証明するのはただ一つ、幾何学的形状が一致しているということだ。それは、ラムからパンチ先端に力がどのように伝達されるか、10フィートのベッド全体でどれほどたわみが生じるか、またシフト中の4回目のジョブ変更でセットアップがどのくらい再現性を保てるかについては何も示していない。互換性が同等性に感じられるのは、機械が動き、部品が曲がって出てくるからだ。.
それが出てこなくなるまでは。.
だからあなたが「合う」と言うとき、それは物理的な取り付けの話ですか?それとも生産性能の話ですか、イエスかノーか?

私はブレーキの後付け改造をしたことがあるが、そこでオーナーは誇らしげに言った。「アメリカ式工具に統一したんだ。シンプルで頑丈だからね。」そして、頑丈さについては間違っていなかった。アメリカ式工具は、一日中砂利を運ぶために作られたヘビーデューティーなディーゼルトラックのようなもので、厚く、頑健で、過大トン数の下でも寛容だ。.
でもそのトラックが市街地のストップ&ゴー交通に入ったら?話は別だ。.
アメリカ式工具は通常、セットスクリューとホルダーからパンチへの接合に広い公差を採用している。つまり、力の伝達は高精度の自己整合幾何学よりも、クランプ圧力に多く依存する。高トン数・低バリエーションの作業 — 重板材やリピートジョブ — では何事もなく荷を運び続ける。だが高混合生産で、一日に10回工具を入れ替え、初回から精度を期待するような現場では、その小さな位置合わせ誤差が積み重なる。.
工具カタログには載っていないが、パンチ本体に力が加えられる方法が、その力が先端 — そして部品 — にどれだけ安定して届くかに影響する。.
2つの工具がどちらも「合う」としても、1つが毎回の交換後に数千分の数インチ以内で再現し、もう1つが叩いたり微調整が必要だったりするなら、高混合生産スケジュール上では本当に互換と言えるだろうか?
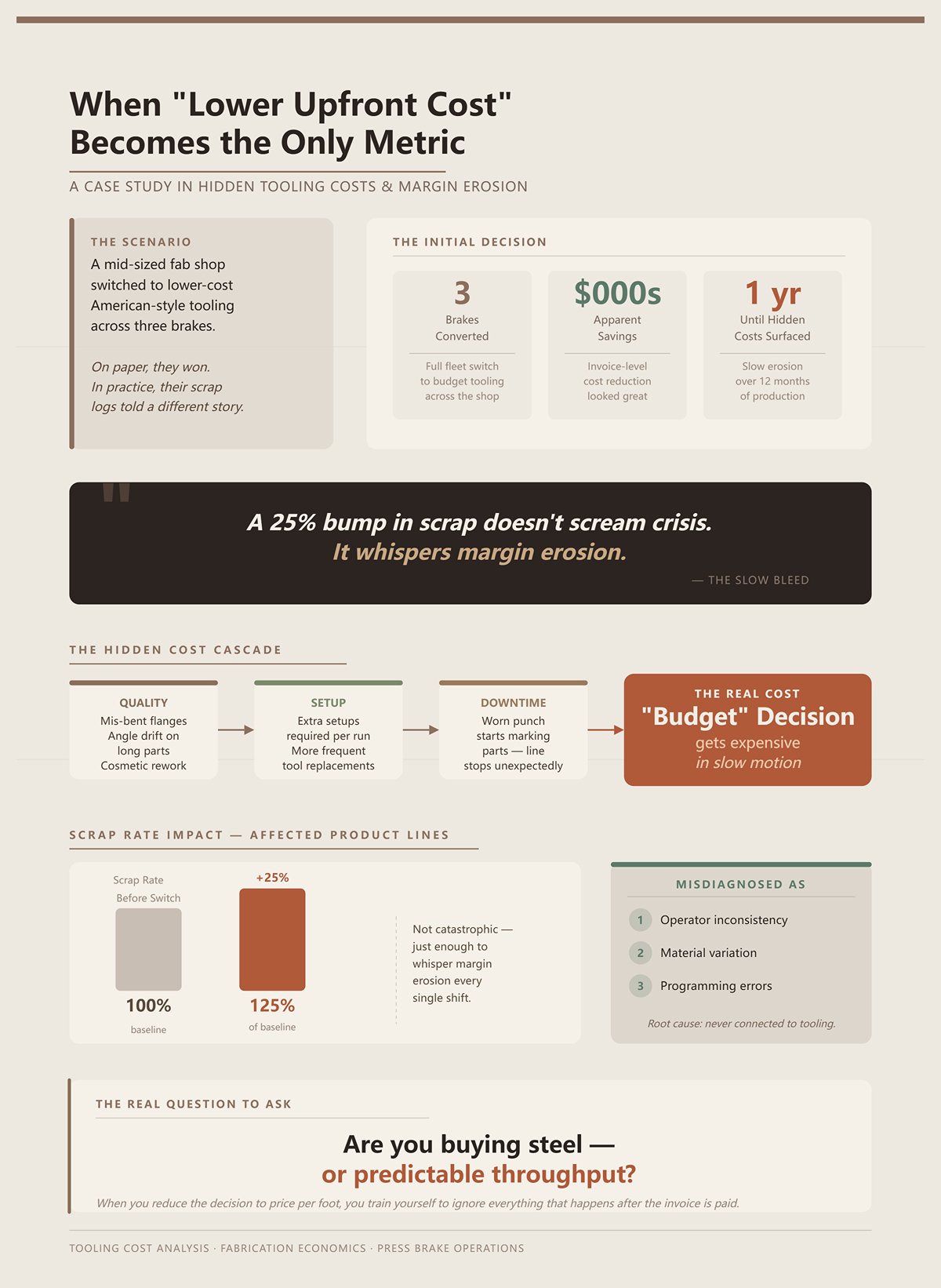
私はかつて、中規模の板金加工工場の購買記録を見たことがある。そこでは、3台のブレーキ全てに低コストなアメリカ式工具を導入して数千ドルの節約を誇っていた。紙の上では、彼らは勝っていた。.
しかし実際には、スクラップ記録が別の物語を語っていた。.
翌年、スクラップ率は上昇した — 壊滅的なほどではなく、だが確実に:曲がり不良のフランジ、長尺部品での角度ずれ、化粧パネルの再作業。ある製品ラインでの25%のスクラップ増加は危機を叫ぶものではない。それは利益率の浸食をささやく。そこに追加のセットアップ、より頻繁な工具交換、摩耗したパンチが部品に跡をつけ始めたときの隠れたダウンタイムコストを加えれば、その「予算」判断はゆっくりと高額化していく。.
彼らはそれを工具のスタイルに結びつけて考えることはなかった。孤立した問題と見ていたのだ:オペレーターのばらつき、素材の変動、プログラムの誤り。.
工具の1フィートあたりの単価だけで判断するようになると、請求書を支払った後に起こるすべてのことを無視するよう、自分を訓練してしまう。.
あなたは鋼材を買っているのか — それとも予測可能なスループットを買っているのか?
ほとんどの工場が工具の注文を出す前に確認することは3つあります:ラムに適合するか、加圧力に耐えられるか、そして価格はいくらか。.
1日にどれだけ多くの段取り替えにその工具が耐えられるかを尋ねることはほとんどありません。.
多品種生産は最大加圧力のことではありません。それは、絶え間ない段取り替えの中で繰り返し正確に力を加えることに関するのです。ここで重要になるのが力の伝達メカニズム――パンチがどのようにシートし、どのようにセルフアライメントし、荷重がどれほど均等に分散するか――であり、純粋な強度よりもそれらの方が重要になってきます。頑丈さを追求して作られたシステムは、実際に必要なのがスピードと精度である場合、かえって扱いにくくなることがあります。.
ここであなたにしてほしい認識の転換はこうです:その工具が荷重に耐えられるかではなく、あなたのスケジュールがその工具に耐えられるかを問うようにしてください。.
もしあなたの工場が1日に何十種類もの部品を厳しい公差と初品良品の前提で生産しているなら、その工具スタイルを生産モデルに本当に適合させていますか? ― はい、またはいいえ。
昨春、私は長さ10フィートのベンダーの後ろに立っていました。3/16インチのステンレス製ブラケットを成形していて、特別なものではありません。オペレーターは加圧力チャートをコントロールに貼っていました。数値は正確で、段取りもきれいでした。最初の部品:89.5度。次:90.8度。3番目:89.2度。彼は10分の間に2回深さを調整し、材料のばらつきだとつぶやきました。.
同じ板。同じプログラム。同じ「互換性のある」アメリカンスタイルのパンチとダイ。.
そのような角度のばらつきをエアーベンディングで見たとき、多くの人は反発(スプリングバック)を原因にします。確かにエアーベンディング――パンチをVダイに完全に押し込まずに曲げる成形方法――は弾性回復に依存しています。ステンレスはそれをより顕著にします。しかしカタログには書かれていませんが、力がパンチ本体にどのように伝わるかが、先端に一貫して力が届くかどうかを決定します。そしてアメリカンタイプのフラットシートシステムは、金属がスプリングバックする前の段階で変動を生じさせるのです。.
力はピストンロッドのようにまっすぐ下に伝わるわけではありません。力はクランプ面からパンチのタング、実際にホルダー内で接触している部分へと拡散します。その接触がセルフセンタリング形状ではなく、セットスクリューや平面の当たりに依存している場合、クランプ圧のわずかな違いでも荷重時のパンチの位置が変わります。重く安定した作業ではその拡散は予測可能ですが、頻繁な工具交換や異なるRを扱う際には変化します。.
それは目では見えません。0.5度のずれや再曲げで見えるのです。.
だから、あなたのスケジュールが10種類の材料、5種類のV開口、そして毎回の初品承認を要求しているとき、まだ力を一直線に考えていますか ― はい、またはいいえ?
アメリカンスタイルのパンチの背面を思い浮かべてください。広いタング、平らな接地面、クランプ圧としばしばセットスクリューで保持されています。シンプルです。頑丈です。多くの鋼が多くの鋼に接しています。.
この単純さこそが、厚板での過酷な加圧にも耐える理由です。それはツール界のディーゼルトラック――一日中砂利を運んでも文句を言わない設計です。広い接触面。小さな傷にも寛容。加工しやすく、交換もしやすい。.
しかしフラット同士の接触には隠された欠点があります:それは自動位置決めをしません。.
もしパンチがわずか数千分の数インチだけでも一方のクランプ圧が強いために中心からずれると、荷重経路が変わります。長さ10フィートの工具では、そのずれがベッドのたわみや材料のばらつきと重なって増幅されます。そこに多品種生産の現実を加えてください。クランプを緩め、セグメントを交換し、再クランプ――1シフトで8回は行うでしょう。そのたびに、手動での位置合わせと均一なクランプ力によって同一の荷重経路を再現しなければなりません。.
カタログには書かれていませんが、フラットシートシステムは形状ではなく、接触面積にその強度を頼っています。接触面積は荷重下での潰れには耐えますが、位置の再現性を保証するのは形状なのです。.
低ボリュームのヘビージョブでは、一度クランプして500個の部品を連続で加工することになります。システムは安定します。 一方で、多品種生産では、その接触面を常に乱すことになります。不安定さは欠陥ではなく、その設計選択に組み込まれている要素なのです。.
もしあなたの生産モデルが、1日に何度も繰り返しシートを再装着することに依存しているなら、「自動芯出し機能のないクランプ面」は正しい基盤に思えますか?

では、実際に力がどこへ向かおうとしているのかを見ていきましょう。.
センターライン方式のシステムでは、パンチが配置され、クランプ形状が工具の中心を通る荷重経路と一致するようになっています。荷重下では、力のベクトルはパンチ本体に対して対称性を保ち、ホルダーがその流れを導きます。.
非センターラインのアメリカ式セットアップでは、特にV溝が広い場合やセグメント化された工具を用いる場合、荷重がクランプ圧の高い側やわずかな装着差のある側に流れてしまうことがあります。軽作業では気づきませんが、重負荷や大きな半径では明確に現れます。.
仮に次のような状況を考えてみましょう。大きな半径の曲げを行う際、直径と幅の比が約1/3を超える場合です。標準トン数チャートでは、より正確な静的平衡計算に比べて必要な力を過小評価することがあります。あなたはチャート値を設定します。すると、マシンは予想よりも大きな抵抗を実際に発生させます。パンチには予想以上の荷重がかかり、しかも装着が自動芯出しでないため、その過負荷は均等に分散されません。.
タンの片側がより大きな応力を受け、ホルダーの一方がより強く負担します。時間が経つと、偏った摩耗が発生します。多品種対応のブレーキでは、この摩耗が異なるセットアップ間でのシャットハイトや角度のずれとして現れます――致命的な破損ではなく、徐々に広がるばらつきとして。.
工具カタログには書かれていませんが、非センターラインシステムでのオーバーロードは、破損を引き起こすだけでなく、次の加工時に力の流れ自体を変化させます。.
多品種中負荷レベルでアメリカ式工具を成功裏に運用している工場が共通して行っていること、それはトン数、材料、V溝サイズを慎重にマッチングさせ、限界負荷近くの運用を避けることです。つまり、頑丈さ=精度だと決めつけず、物理現象を制御しているのです。.
あなたは工具を通じて力の中心を積極的に制御していますか? それとも、質量に任せて「ずれないだろう」と思い込んでいますか?
かつて私は、何年も使用されてきた6フィートのアメリカン・ダイをマイクロメータで測定したことがあります。見た目は問題なし。欠けもなし。しかし全長にわたり、高さに数千分の数インチのばらつきがありました――これはプレーニング加工と長期使用による静かな痕跡です。.
プレーニング加工は機能的な表面を作り出します。速く、経済的で、重加工には十分です。しかし、その表面仕上げと寸法公差は精密研削加工よりも緩く、後者では接触面がより高い平面度と平行度に研磨されています。.
それが多品種生産でなぜ重要なのでしょうか?
それは、プレーニングされた平面座工具をクランプするたびに、トレランスが積み重なるからです。ラムの直線性、ホルダーの摩耗、パンチタンのばらつき、ダイ高さの変動。個別では小さくても、組み合わさると角度の不一致として現れます。特にエアベンディングでは、深さと角度の感度が高いため、シート面での数千分の数インチのずれが製品角度で0.1度単位の差に変わります。.
工具カタログには書かれていませんが、製造方法によって、工具の寿命を通じてオペレーターが行わなければならない芯合わせ作業の量が決まります。.
精密研削された自動芯出しシステムは、初期コストが高いのは、幾何形状が自動で芯合わせを行うからです。プレーニング加工の平面座アメリカ式工具では、オペレーター自身が「芯出しシステム」となる必要があります。遅い重作業では問題ありませんが、1日に10回の段取り替えがある場合、それは時間、スクラップ、そしてストレスという形で高くつきます。.
ですから、「これで十分」と思う前に自問してみてください。あなたの現場は砂利を運ぶ長距離トラック運行ですか? それとも停車ごとに同じ精度が求められる、頻繁な配達ルートですか?
| セクション | 内容 |
|---|---|
| 現場観察 | かつて私は、何年も使用されてきた6フィートのアメリカン・ダイをマイクロメータで測定したことがあります。見た目は問題なし。欠けもなし。しかし全長にわたり、高さに数千分の数インチのばらつきがありました――これはプレーニング加工と長期使用による静かな痕跡です。. |
| 平削りの特性 | プレーニング加工は機能的な表面を作り出します。速く、経済的で、重加工には十分です。しかし、その表面仕上げと寸法公差は精密研削加工よりも緩く、後者では接触面がより高い平面度と平行度に研磨されています。. |
| 多品種生産で重要な理由 | 平削りされたフラットシート工具をクランプするたびに、ラムの直線性、ホルダーの摩耗、パンチのタングのばらつき、ダイの高さのばらつきなど、複数の公差を積み重ねています。個々では微小でも、積み重なることで角度の不一致が生じます。特にエアベンディングでは深さと角度の関係が敏感であるため、シート部で数千分の数インチの誤差が、部品では〇・数度の角度差に変換されることがあります。. |
| 隠れたコスト | 製造方法は、工具寿命の間にオペレーターがどれだけ位置合わせを行わなければならないかを左右します。これは工具カタログではほとんど言及されません。. |
| 精密研削システム | 初期費用は高くなりますが、ジオメトリが自動的に位置合わせを行うためです。. |
| 平削りされたフラットシート工具 | オペレーターが位置合わせシステムの役割を果たす必要があります。ゆっくりした重作業では管理可能ですが、頻繁な段取り替えでは時間、廃棄、そしてストレスの面で高くつきます。. |
| 戦略的な問い | 「十分良い」を選ぶ前に自問してください。あなたの作業は砂利運搬のような連続運転ですか?それとも、各停車ごとに確実な精度を求められる配送ルートでしょうか? |
昨年、私は磁気式クイックチェンジクランプに切り替えた航空機用ブレーキの隣に立っていました。オペレーターも部品も同じです。変わったのはこれです:平均的なシリーズ段取り替え時間が68%短縮し、数か月で生産量が22%増加しました。労働コストの削減だけで、約7か月でアップグレード費用を回収できました。.
鋼材自体は何も変わっていません。変わったのはジオメトリとクランプ方式です。.
すでに力の位置合わせ形状が再現性を生むことを見てきました。ここに頻度を加えてみましょう。1日に4回、6回、8回その接触面を乱すと、問いは「それがトン数に耐えられるか?」ではなく「どれだけ速く、どれだけ一貫して同じ荷重経路を再現できるか?」になります。“
工具カタログには記載されていませんが、段取り替え時間は単に失われた数分ではなく、変動の増幅です。クランプ解除と再固定のたびに、安定化させたばかりの力の中心をずらす可能性が生まれます。.
アメリカ製工具は一日中厚板を曲げ続けてもまったく問題ありません。それは夜明けから夕暮れまで砂利を運ぶディーゼルトラックです。しかし、その同じトラックで20回の市内短距離配送を行い、頻繁に停止すれば、燃料代やブレーキ摩耗が全く違う話をし始めます。.
昼食前に4回工具交換が予定されているなら、クランプ速度をストップウォッチで測っていますか?それとも「十分良い」が本当にまだ十分だと仮定していますか?
セーフティタング付きの10フィートのアメリカ製パンチを想像してください。ラムを開き、クランプを緩め、両手で重量を支えながら横にスライドし、タングを外し、下ろす。その後、次の工具で逆の手順を行い、タングが正しく座っていることを確認してから締め付けます。.
最初の部品は問題なく見えた。.
他に何を考える必要があっただろうか?
では、プッシュボタン式の油圧または磁気クランプと比較してみよう。分割されたパンチを持ち上げて所定の位置にセットすると、それが自己位置決めシートに「パチン」と収まる。クランプ力は全長にわたって均一だ。解除はレンチではなくスイッチ操作だけ。.
制御試験や現場報告では、手動の段取り替えは1回の変更に15〜30分かかることが多い。モジュール型の標準化システムなら約6〜8分。磁気システムなら2〜3分にまで短縮できる。この差は紙の上ではそれほど劇的に見えないが、1日に4回、週5日それを繰り返すと話は変わってくる。.
ツーリングカタログでは教えてくれないが、安全タングは工具が落下しないように設計されたものであり、段取り替え競争に勝つためのものではない。安全性を高める反面、取り扱い工程が増える。そしてその工程の追加は時間の追加につながる。.
低生産量で重量物を扱う場合は、一度クランプして500個の部品を加工する。するとタングは経済計算からほぼ消える。だが高混合生産では、それが繰り返される労働イベントになる。.
町の向こうの競合が3分でリセットできるのに、あなたがまだセットスクリューを緩めているとしたら、シフト終わりにはその1時間の差を誰が請求しているのだろう?
私は熟練したオペレーターが、4フィートのアメリカ製パンチをデッドブローハンマーで位置合わせするのを見た。緩める。少し動かす。締める。フィーラーゲージで確認。反対側も同じことを繰り返す。.
彼は遅かったわけではない。慎重だったのだ。.
“「タングがラムにロックされ、Vダイがベッドにフラットに座れば、その判断は戦略的というより機械的なものに感じられる。」それが罠だ。フラットシートシステムは摩擦とオペレーターの感覚に頼って位置を再現する。荷重経路を同じ場所に戻す自動的な自己センタリング機構は存在しない。.
高混合の工場では、Mac-Tech社の調査によると、無秩序な環境で工具を探したり準備したりするだけで設定時間の最大25%が失われることがあるという。そこに手動位置合わせ—叩き、確認、再締め—が加わると、「予算内」のツーリングが知らぬ間に人件費を食いつぶしている。.
ツーリングカタログでは教えてくれないが、熟練したブレーキオペレーターが鋼材を位置合わせするために費やす1分1分は、本来ならジオメトリーが自動で処理できたはずの作業に職人賃金を支払っている時間でもある。.
精密研磨された自己センタリングシステムは、その「叩く儀式」の必要性を軽減する。ホルダーがパンチを再現可能なセンターラインに導き、クランプ力は一定に保たれる。オペレーターは確認するだけで、駆け引きする必要はない。.
もしあなたの最も優秀なオペレーターが1日に4回、位置合わせメカニズムの代わりをしているなら、それは生産をしているのか、それとも摩擦を技術で補助しているのか?
アメリカ製ツーリングはしばしば一体長さで販売される。2フィート、4フィート、8フィートのセクションだ。10フィートの窓付き部品を処理するには、複数のピースを積み重ね、グースネックを混ぜ、逃げのために隙間を残さなければならない。.
各継ぎ目は新たな接点であり、各接点は高さの不一致やわずかなずれを生む機会でもある。.
適切に整理されたモジュール標準化システムなら、6〜8分の段取り替えで合理的なROIを実現できる。しかし、それには保守と規律が必要だ。磁気および油圧システムはさらに速く、適切な環境では自動工具交換機がシリーズ切替を1〜2分に短縮できる。.
高混合現場におけるアメリカ式アプローチを見ると、一体長さの部材が場所を選ばず保管され、オペレーターが正しいセグメントを探し、長尺部材が他のブレーキで使われているため短尺をシムで調整する、といった状況になっている。.
ツーリングカタログでは教えてくれないが、標準化されていない柔軟性はエントロピーになる。組み合わせが増えるほど、位置合わせの変数も増えるのだ。.
重く、少量のカスタムベンディング — 厚板、ユニークな形状、長い連続作業 — においては、堅牢なアメリカ製ツーリングが輝きを放つ。一度セットすれば、あとは頼るだけ。それは長い高速道路を走るディーゼルトラックのように、安定的で予測可能、荷重向けに造られている。.
しかし、多品種生産はストップ&ゴーの都市交通のようなものだ。短いロット、絶え間ない交換、タイトな納期。そうした環境では、コストはツーリング価格ではなく、積み重なるセットアップ時間と増幅する位置決め誤差だ。.
だから私はカタログの約束ではなく、現場の現実を伝えたい。もしあなたが一日に四回ツールを交換しているなら、ダンプトラックで市街地を走っているのと同じではないか —— そうか、違うか。
昨冬、私は10フィートのブレーキを2台並べて稼働している工場に入った。一方は伝統的なアメリカ式タングツーリング、もう一方はヨーロッパ式のクイッククランプだった。オーナーは「十分良い」と考えたアメリカ製パンチを新しい機械で使うため、厚いアダプタープレートを購入したばかりだった。.
最初の部品は問題なく見えた。.
3週間後、彼は11ゲージ板8フィートにわたる角度のズレを追いかけていた。大量ではない。たわみでもない。ズレだ。アダプターを入れたことでラムとパンチの間に半インチの鋼板を追加した。ストロークが変わり、シャットハイトが変わり、荷重経路が変わった。すべてのセットアップでボトムデッドセンターの再較正と曲げプログラムの再設定が必要になった。.
その瞬間こそ、より速く自己位置決めするシステムの投資効果が明らかになる時だ —— オペレーターが部品を曲げるより、機械のゼロ合わせに時間を費やすようになった時に。.
ツーリングカタログには書かれていないことがある。アダプタープレートは非互換性を排除するわけではない。それをセットアップ中に見えないインターフェースの積層の中に移すだけだ。.
多品種生産がすでに余分なセットアップ時間ごとにあなたにペナルティを課しているのなら、なぜラムとツールの間にもうひとつ変数をボルトで加えるのか?
ベンチの上に0.500インチのアメリカ式タングと13mmのヨーロッパ式タングを並べてみる。楽観的な購入者なら「どれほど違うというんだ?」と思うだろう。
それだけ違うのだ。.
アメリカ製ツーリングは、単純なクランプやセットスクリューへの直線的荷重を前提に設計されている。ヨーロッパのプロメカムスタイルツーリングは、定義された基準ショルダーを持つより狭いタングを使用し、それが一致するホルダーに正しく嵌合する。片方は摩擦とボルト圧力に依存し、もう片方は幾何学的な中心線の位置決めに依存している。.
どちらも耐荷重性能は持っている。それが問題なのではない。.
問題は基準面がどこにあるかだ。多くのヨーロッパ式システムでは、パンチの作業高さはホルダーと精密研削されたタングショルダーで制御される。アメリカ式では作業高さが毎回クランプ力と手作業による位置合わせによって再現されることが多い。.
それらを混ぜ合わせると、単に形状を入れ替えるだけではなく、2種類の異なる基準哲学を積み重ねることになる。.
私は、アメリカ製ツーリングをヨーロッパ式クランプにシム(スペーサー)を挟んで取り付け、名目高さを合わせている工場を見たことがある。それは動作する —— 4フィートのセクションから分割ピースに交換するまでは。しかしシムが完全に一致していないとわかったとき、曲げ角度がジョイントごとに変わってしまう。鋼材が動いたからではなく、基準の積層が変わったからだ。.
タングがラムに固定され、Vダイがベッドに平らに載っていれば、その判断は機械的なもののように感じるだろう、戦略的なものではなく。.
しかし、そのホルダー向けに設計されていないタング形状なら、パンチの中心線を実際に制御しているのは機械なのか、それとも摩擦なのか?
ハイブリッドクランプを備えた最新のCNCブレーキには、本当にアメリカ式とヨーロッパ式の両方の金型を受け入れられるものがあります。統合されたシート。精密に設計された基準面。その間に不明な鋼材はありません。.
これらの機械は、そのために設計されています。.
アフターマーケットのアダプタープレートは同じものではありません。それはラムと工具の間に厚みを加えます。厚みはデイライトを変えます。デイライトはストローク要件を変えます。ストロークは機械の機械的限界にどれだけ近づくかを変えます。忙しい作業現場では、それはより多くの再プログラミングとオーバートラベルアラームのリスク増加に直結します。.
ここに公差を加えてください。.
機械のラムの平坦度には公差があります。アダプタープレートの研削にも公差があります。アダプターとラムの間の接合部にも公差があります。アダプターとポンチの間にも別の公差があります。それらをすべて足し合わせると、「トレランススタックアップ」—複数の接合面によって生じる累積的な偏差—が発生します。.
個別に見れば、それぞれは数千分の数インチの範囲内かもしれません。しかし10フィートにわたれば、それらは積み重なります。.
多品種生産では、そのスタックをシフトごとに何度も分解・再組立します。分解ごとに、切粉・バリ・不均一なボルトの締め付けトルクといった要因が荷重経路をわずかに変化させる可能性があります。この不均一さは壊滅的な故障として現れるわけではありません。角度のずれや肩の跡、あるいは静かに増える試し曲げの必要性となって現れます。.
工具カタログには載っていませんが、接合部が1つ増えるごとに、ばらつきが潜む場所も1つ増えます。そして多品種生産では、厚板加工よりもはるかに早くそのばらつきが露呈します。.
アダプタープレートは、重い低頻度の仕事を行い、新しいブレーキで古い工具を再利用したい場合には理にかないます。一度クランプして調整し、数日間連続運転するのです。.
しかし午前中だけで工具を4回交換する場合、そのたびに多層の基準スタックを組み直すことに対して、本当に安心できますか?
機械のマニュアルを開き、3つの数字を探してください:ラムのインターフェースタイプ、最大ストローク、シャットハイト範囲です。.
私は、1フィートあたりの価格が安かったため、ヨーロッパ式油圧クランプ用の機械にアメリカ式工具を購入した監督者と一緒にいました。アダプターを追加したことで、使用可能なストロークがほぼ1インチ減ったことには気付いていませんでした。浅いエアベンドでは問題はありませんでしたが、背の高いポンチで深いボックス成形を行う際にはデイライトが不足し、工程を2つのセットアップに分割する必要がありました。.
工具は安かった。しかし労働コストは安くありませんでした。.
ラムが特定のタング形状に合わせて精密研磨されているかを確認してください。下型ホルダーがセルフセンタリング型かフラットシート型かを確認してください。コントロールがステーションごとに工具の高さオフセットを保存するのか、標準化された形状を前提にしているのかを確認してください。.
機械が精密研磨されたヨーロッパ式システムを基に設計されている場合、アダプターを介してアメリカ式工具を無理に使うということは、あなたが支払った再現性を自ら覆してしまうということです。一方、シンプルなクランプとホルダーなしの古い北米製ブレーキであれば、アメリカ式工具はそのDNAに合っています。直線荷重。最小限のハードウェア。耐久力重視の設計です。.
大型ディーゼルトラックのように、高速道路と40,000ポンドの荷を与えれば、一日中文句も言わずに走り続けます。しかし、狭い駐車場や頻繁な停止と発進を伴う市街地配送に送れば、すべての設計選択を体感することになるでしょう。.
工具カタログには載っていませんが、工具は汎用アクセサリではありません。それは機械の力伝達システムの一部であり、短期的な節約のためにそのシステムを不適切に組み合わせれば、通常それは折れた鋼材ではなく、労働コストとして現れます。.
同じラムで異なるスタイルを混在させる前に、正直に答えてください。あなたは本当に、今実際に行っている作業に合わせてブレーキを設定しているのですか?それとも、すでに持っている工具に合わせていますか?
では、店舗はどのようにして特定の生産ミックスに適した工具システムを標準化するかを決めればよいのでしょうか?
ブランドで考えるのをやめましょう。荷重経路とセットアップ頻度で考え始めましょう。.
システムを混在させることが構造的な選択であって、中立的な代替手段ではないということはもう理解していますね。よろしい。では絞り込みましょう。アメリカ製工具は「悪い」のではありません。それは、自分が何を目的に作られたのかを率直に示しています。その範囲内で使えば、謝る必要はありません。.
ただ、その範囲がどこまでなのかを知る必要があります。.
厚さ半インチのプレートを一日中ボトム曲げしているなら、工具交換で30秒削減することなど気にしていません。.
気にするのは200トンを動じずに耐え抜くことです。.
アメリカ製工具は、パンチ先端からダイへ力を直に送り込みます。オフセットホルダーはなく、精密クランプ内の狭いタングショルダー定位もありません。直接的な荷重経路です。ボトム曲げやコイニングでは、材料をダイの半径に押し込み、パンチが実際に塑性変形を行う際、この直線的な圧縮は単純で強力です。.
一回の曲げごとに、頼れる働き者です。.
工具カタログには書かれていないこととして、その同じ集中荷重が、アメリカ製工具を高トン数下でも壊れないように感じさせる理由ですが、それはセットアップを数時間ごとに分解しない場合にのみ有利になります。長いランを一度のセットアップで行い、しっかりクランプし、適正にトルクをかけ、深さを調整して、あとは鋼を食わせ続けましょう。.
それが活躍する場です。.
高速道路で砂利を運ぶ大型ディーゼルトラックのように考えてください。トレーラーをつなぎ、固定し、負荷をかけながら、着実に距離を走ります。小回り用に作られた軽量リグより長持ちします。しかし、40フィートのトレーラー付きディーゼルを都会の交通の中で並列駐車するわけにはいきません。.
あなたの日常が同じセットアップ、同じトン数で厚いカスタムブラケットを次々に曲げることなら、それを耐えるために精密なクイックチェンジシステムは本当に必要でしょうか?
では、トン数と時間をかけた許容差を区別しましょう。.
アメリカ製工具は作業高さを確立するために、手動による位置合わせとクランプ圧に頼ることが多いです。つまり、操作者が位置決めシステムの一部となります。重いカスタムジョブの最初のセットアップでは、熟練のオペレーターがパンチをスイープし、位置に押し込み、固定し、一日中反復可能な角度を出すことができます。.
“「最初の部品は問題なかった。」”
もちろんです。何も動いていません。.
問題は、それを解体して再構築したときに現れます。毎回の再クランプは形状の再作成です。厚板の一品物のカスタム部品では、それを再作成する必要はほとんどありません。バッチを曲げ、出荷し、次に移ります。セグメント交換も、昼間のダイ変更も、複数の再構成による許容差積み重ねもありません。.
その文脈では、アメリカ製工具は粗いのではありません。十分なのです。.
これが工具カタログには書かれていないことです。アメリカ製工具は頻繁な分解に報いることはありません。その経済性は安定性を前提としています。モジュール式で多品種のシステムのように振る舞うよう求めた瞬間—何度も再セットアップしても高さが常に繰り返し再現される—あなたはその設計と戦っているのであって、使っているのではありません。.
あなたの通常の作業が、厚い材料を用いた重い溶接部品を月に一度だけ製作するケースだとしたら、ヨーロッパ製システムが10回の交換で半千分の一インチ単位まで繰り返せることは意味がありますか?
ここからが本当の決断ラインです。.
重く安定した負荷の下では、アメリカ製工具は一回の曲げごとに無敵です。ヨーロッパ製システムは生産サイクル全体で勝利します。.
その交差点はブランドへの忠誠心とは関係ありません。それはどのくらい頻繁にセットアップを崩すかということです。仮想例として、3/8インチの板材を使った300個のバッチを、工具の交換なしに2日間で加工する場合、アメリカ製工具の低い初期費用と堅牢なシンプルさは理にかなっています。あなたの作業時間は全体に均等に分散されます。位置合わせは一度だけです。.
しかし、薄い材料で30個の異なる作業を10回行い、それぞれに分割パンチ、グースネック、さまざまなV開口を必要とする場合、手動で位置合わせする費用を10回払うことになります。その作業時間は累積します。そして変動も同様です。.
他に考えることはありましたか。.
これが工具カタログには書かれていないことです。交差点は年間の固定部品数ではありません。それはシフトごとのセットアップ数です。セットアップが増えると、形状と標準化されたタンショルダーによって位置決めされるシステムは、節約した時間や廃棄回避によってすぐに費用を回収します。.
アメリカ製工具は重い荷物を安定して運ぶためのディーゼルトラックです。ヨーロッパ製工具は、停止と再開の多い生産で制御された再現可能な位置決めを行うために設計されています。どちらも間違ってはいません。.
しかし、生産の組み合わせが変わったら同じ費用だと装うことはできません。.
だから、直近四半期の作業を確認し、一日あたりの平均工具交換数を数えて、次の質問に率直に答えてください。週中ずっと砂利を運んでいるのか、それとも毎時間市街地への配送をしているのか。
必要なのは交差点です。哲学ではありません。予算会議でホワイトボードに丸を付けて守れる数字です。.
よろしい。.
セットアップ頻度が経済性を左右するという事実を受け入れれば、決断はラムが何をクランプできるかではなく、生産モデルが何に耐えられるかに関するものになります。.
これが工具カタログには書かれていないことです。多品種作業におけるアメリカ製工具の本当のコストは、初回の強度や精度ではありません。それは再セットアップコストです。手動で位置合わせされたシステムを分解して再構築するたびに、既に一度購入した形状に再び費用を払っているのです。.
最初の部品は問題なく見えた。.
彼らは必ずそうします。.
問題は、週の50回目のセットアップを、月曜朝の最初のセットアップと同じくらい美しくするために、いくら費用がかかるかということです。.
だから、アメリカ製かヨーロッパ製かというブランド争いをやめます。どちらかのトレードオフを選ぶことで失うものを測定します。あなたは単純な生の荷重能力を失う覚悟があるのか、それとも時間が経つにつれセットアップの再現性を失う覚悟があるのか。
過去90日間の作業をすべて抽出してください。.
収益でもトン数でもありません。シフトごとの工具交換です。.
オペレーターがパンチとダイの組み合わせを分解して再構築した回数を数えてください。その数値があなたの摩擦指数です。平均でシフトあたり1回のフルセットアップなら、それはディーゼル輸送領域に入ります。平均で6回なら、認めなくてもストップ&ゴーの交通状態です。.
次に、材料の厚みを重ねて考えます。作業の60%が1/4インチ以上で、セットアップごとに200個以上のバッチで運用しているなら、アメリカ製ツーリングの直接荷重経路と質量が有利に働きます。1回クランプし、深さを調整して、稼働します。労働コストはきれいに均等化されます。.
しかし、ほとんどの作業が10~14ゲージの20~50パーツで、分割型グースネックを昼間に交換している場合、その直線的な力の伝達経路は意味を失います。ボトルネックはもはやトン数容量ではなく、位置合わせの再現です。.
ツーリングカタログには載っていないことですが、アメリカ製ツーリングの反転のシンプルさは、限られたパンチ形状にあなたを閉じ込めることがあります。狭いフランジやクリアランスポケットに届くようカスタム研削を始めると、繰り返し再現可能な位置決めを提供するヨーロッパ式のショルダーや標準化された高さの利点なしに、「低予算」システムを静かにカスタムシステムへと変えているのです。.
これが、工場がハイブリッドセットアップに流れて「うまくいっている」と思い込む仕組みです。.
そして、時にはそれでうまくいくこともあります。.
私は、熟練オペレーターが古い機械式プレスブレーキでヨーロッパ製の上部工具とアメリカ製の下型を組み合わせ、一日中良好な角度を出しているのを見たことがあります。熟練の手は多くの問題を補えます。しかし、スキルはシステムではありません。そのオペレーターが病欠の電話を入れた瞬間、パンチを叩いて位置合わせしなくても、あなたのプロセスは許容範囲を維持できますか?
クロスオーバーの数値を見てみましょう。.
仮定です。あなたの工場でのブレーキオペレーターのレートは、負担込みで$75/時間。完全手動のアメリカ式セットアップ(引き抜き、位置合わせ、調整、締め付け、テスト曲げ)には25分かかります。精密なクイックチェンジのヨーロッパ式セットアップでは、タンショルダーが標準化されたクランプにより位置決めされ、高さが再現可能なため10分で完了します。.
差:15分。.
シフトごとに1回セットアップし、週5日働く場合、週に75分の節約。年間約65時間、労働コストでおよそ$4,875。.
セットアップ頻度だけを変えてみましょう。1回ではなく、シフトあたり5回。同じ15分の差で、年間325時間。合計で$24,000を超えます。.
これがクロスオーバー計算です。.
ツーリングシステム間の価格差が$15,000なら、高ミックス頻度では1年以内に回収できるということです。低頻度では、3年から5年、または永遠に回収できない可能性もあります。.
他に考えることはありましたか。.
ツーリングカタログには載っていませんが、摩擦はスクラップや手直しで倍増します。形状を再現するたびに、わずかな高さや中心の差異が生じます。許容範囲が広い部品では気づきませんが、厳しい公差品では角度のズレを追いかけ、材料ロットの違いを原因と考えてしまいます。その時間を請求することはないでしょう。.
決断は「どちらのツーリングが優れているか」ではありません。どちらの損失を許容できるかの問題です。精密なハードウェアに結びついた資本か、繰り返しのセットアップによって失われる労働時間と変動か。.
平均的な1日のセットアップ回数に15分を掛け算したとき、その年間労働時間の数値に不安を感じますか?
次の金型購入を承認する前に、これを平易な言葉で問いかけてください:
この金型システムは、実際の生産1年間で、私の工場が形状を再現するのにかかる分数を減らしてくれるか?
1ベンドごとの話ではない。.
1部品ごとの話ではない。.
1年間全体を通しての話だ。.
もし答えが「いいえ」なら—それは厚板を長く安定したロットで加工しているからかもしれない—アメリカ式金型はまさにそのために作られたものです。砂利を一日中運ぶ大型ディーゼルトラックのように、荷が安定し道がまっすぐであれば非常に効率的です。.
しかし、あなたの一日が常に停止・短ロット・逃げ曲げ・分割交換・複数ジョブでの許容誤差の蓄積で成り立っているなら、そのディーゼルエンジンは市街地配達には大きすぎて効率が悪くなります。この場合、制約となるのは強度ではなく、機動性です。.
ここで知っておくべき意外な真実はこうです:金型はハードウェアの決定ではなく、自分の形状をどれだけ頻繁に乱すかに関わる生存の決定なのです。.
だから、1シフトあたりの平均セッティング回数を見て、システム間の時間差を掛け、それを1年間分に換算し、そして誇りやブランドへの忠誠心抜きで答えてください—
同じ形状を何度も作り直すためのコストを払い続けることを、あなたの生産モデルは許容できるのか、イエスかノーか?


















