

Прошлой зимой я наблюдал, как владелец мастерской вбил новый американский пуансон в ползун, вытер руки и сказал: “Сталь есть сталь. Подходит. Погнали.”
Первые детали выглядели отлично.
К третьей смене задания за день оператор уже подкладывал шайбы, постукивал, заново выставлял глубину, гонялся за половинными градусами, как за мухами. Никто не винил инструмент. Он подходил к ползуну. Что ещё тут можно было подумать?
Пройдитесь по любому цеху — услышите: европейский, американский, новый стандарт — всё это просто закалённая сталь, которая вдавливает лист в матрицу. Если шип фиксируется в ползуне, а V-матрица лежит ровно на столе, решение кажется механическим, а не стратегическим.
Вот в этом и ловушка.
Фиксация пуансона в вашей системе зажима доказывает лишь одно: геометрия совпадает. Это ничего не говорит о том, как сила передаётся от ползуна к кончику пуансона, сколько прогиба появляется на 10-футовом столе или насколько повторяемой будет ваша наладка на четвёртой смене задания за смену. Совместимость кажется равнозначностью, потому что машина работает. Детали выходят согнутыми.
Пока они не перестают выходить.
Так что, когда вы говорите “подходит”, вы имеете в виду физическое крепление — или производительность, да или нет?

Я модернизировал листогибы, где владелец с гордостью говорил, что стандартизировал на американском инструменте, потому что он “простой и прочный”. И он не ошибался насчёт прочности. Американский стиль инструмента — как тяжёлый дизельный грузовик, созданный для перевозки гравия весь день — толстый, надёжный, прощающий грубую силу.
Но этот грузовик в городских пробках? Другая история.
Американский инструмент обычно полагается на установочные винты и более широкие допуски в интерфейсе держатель-пуансон. Это значит, что передача силы зависит больше от давления зажима и меньше от точно шлифованной, самопозиционирующейся геометрии. При высоких нагрузках и низкой вариативности — тяжёлые листы, повторяющиеся задания — он просто тянет дальше. При высоком разнообразии производства, когда вы меняете инструмент десять раз за смену и ожидаете точности с первой детали, эти маленькие переменные в выравнивании накапливаются.
Вот что вам не скажет каталог инструментов: способ, которым сила вводится в тело пуансона, влияет на то, насколько стабильно эта сила достигает кончика — и вашей детали.
Если два инструмента оба “подходят”, но один повторяет точность в пределах нескольких тысячных после каждой переналадки, а другой требует постукивания и подгонки, действительно ли они взаимозаменяемы при высоком разнообразии заказов?
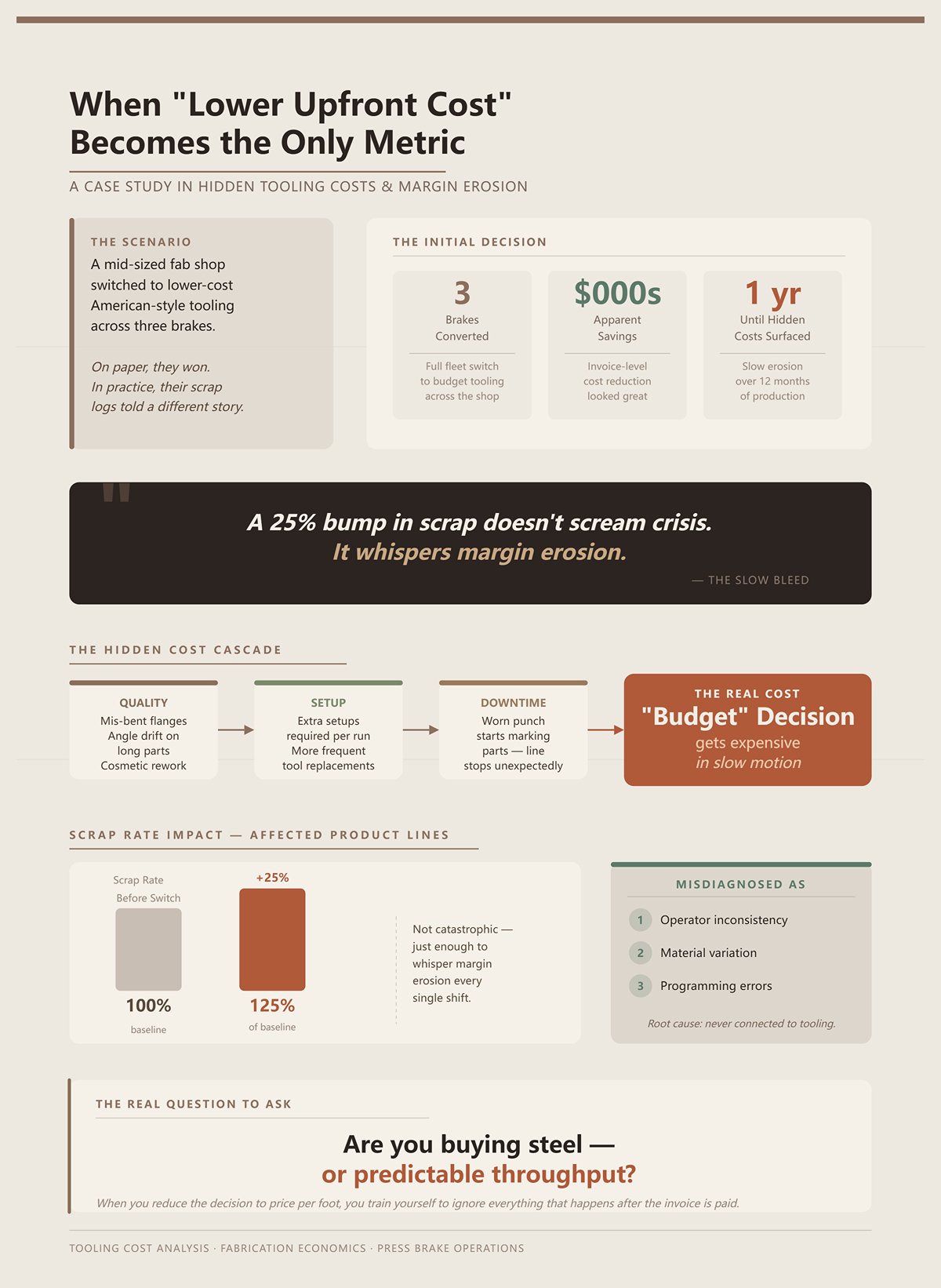
Однажды я изучал закупочные записи среднего цеха, который гордился тем, что сэкономил тысячи, перейдя на более дешёвый американский инструмент на трёх листогибах. На бумаге они выиграли.
На практике их журналы брака рассказали другую историю.
В течение следующего года уровень брака вырос — не катастрофически, но достаточно: неправильно согнутые фланцы, дрейф угла на длинных деталях, переделка декоративных панелей. Рост брака на 25% в определённых продуктовых линиях не кричит о кризисе. Он шепчет об эрозии маржи. Добавьте сюда дополнительные наладки, более частую замену инструмента и скрытые расходы на простой, когда изношенный пуансон начинает оставлять следы на деталях — и это “бюджетное” решение становится дорогим в замедленном действии.
Они никогда не связывали это со стилем оснастки. Они видели изолированные проблемы: непоследовательность оператора, вариации материала, ошибки программирования.
Когда вы сводите решение к цене за фут оснастки, вы приучаете себя игнорировать всё, что происходит после того, как счет оплачен.
Вы покупаете сталь — или вы покупаете предсказуемую производительность?
Перед тем как большинство мастерских размещают заказ на оснастку, они проверяют три вещи: подойдет ли она к ползуну, выдержит ли она нагрузку, и какова цена.
Они редко спрашивают, сколько установок в день этот инструмент сможет пережить.
Производство с большим разнообразием продукции — это не про максимальную нагрузку. Это про многократное, точное применение силы при постоянных переналадках. Именно здесь механизм передачи силы — как садится пуансон, как он самовыравнивается, как равномерно распределяется нагрузка — начинает иметь большее значение, чем просто прочность. Система, построенная для грубой долговечности, может стать громоздкой, когда ваша реальная потребность — это точность на высокой скорости.
И вот тот когнитивный сдвиг, который я хочу, чтобы вы сделали: перестаньте спрашивать, выдержит ли оснастка нагрузку, и начните спрашивать, выдержит ли ваш график работу с этой оснасткой.
Если ваша мастерская обрабатывает десятки разных деталей в день, с жесткими допусками и требованием точности первой детали, вы действительно сопоставили стиль вашей оснастки с моделью производства — да или нет?
Прошлой весной я стоял за 10-футовым прессом, гнувшим кронштейны из нержавейки толщиной 3/16 — ничего особенного. У оператора на панели был приклеен график нагрузок. Цифры были чистые. Настройка выглядела чисто. Первая деталь: 89,5 градусов. Вторая: 90,8. Третья: 89,2. Он дважды за десять минут корректировал глубину и бурчал о вариации материала.
Тот же лист. Та же программа. Тот же “совместимый” американский пуансон и матрица.
Когда вы видите такие колебания угла при воздушной гибке, инстинкт — винить упругий возврат. И да, воздушная гибка — формирование путем вдавливания пуансона в V-образную матрицу без осадки — зависит от упругого восстановления. Нержавейка усиливает этот эффект. Но вот что каталог оснастки вам не скажет: способ, которым сила входит в тело пуансона, определяет, насколько стабильно эта сила достигает его вершины, а системы с плоским посадочным местом в американском стиле создают вариативность еще до того, как металл успеет вернуться.
Сила не идет строго вниз, как шток поршня. Она распространяется через интерфейс зажима, в хвостовик пуансона, по поверхности контакта, которая фактически соприкасается внутри держателя. Если этот контакт зависит от установочных винтов и плоской посадки, а не от самоустанавливающейся геометрии, малейшие различия в давлении зажима меняют положение пуансона под нагрузкой. При тяжелой, стабильной работе это распределение предсказуемо. При постоянных сменах инструмента и разных радиусах оно меняется.
Вы не видите это глазами. Вы видите это в полградусах и повторных ударах.
Так что, когда ваш график требует десяти разных материалов, пяти разных V-отверстий и утверждения первой детали каждый раз, вы всё ещё думаете о силе как о прямой линии — да или нет?
Представьте заднюю часть пуансона американского типа: широкий хвостовик, плоское посадочное место, удерживаемое зажимным давлением и часто установочными винтами. Это просто. Это крепко. Много стали соприкасается с большой площадью стали.
Эта простота — причина, по которой она выдерживает жесткие нагрузки на толстой плите. Это дизельный грузовик в мире оснастки — создан, чтобы таскать щебень весь день, не жалуясь. Огромная площадь контакта. Прощает мелкие зазубрины. Легко обрабатывается. Легко заменяется.
Но контакт «плоское на плоское» имеет неприятный секрет: он не самоустанавливается.
Если пуансон садится даже на несколько тысячных дюйма не по центру, потому что одна сторона зажимает сильнее, чем другая, путь нагрузки смещается. На 10-футовом инструменте это смещение усиливается прогибом станины и неоднородностью материала. Теперь добавьте реальность высоких смен: вы разжимаете, меняете сегменты, снова зажимаете — возможно, восемь раз за смену. Каждый раз вы полагаетесь на ручное выравнивание и равномерную силу зажима, чтобы воспроизвести точно тот же путь нагрузки.
Вот что вам не скажет каталог оснастки: системы с плоским посадочным местом получают свою прочность от площади поверхности, а не от геометрии. Площадь поверхности сопротивляется смятию под нагрузкой, но именно геометрия обеспечивает повторяемость положения.
При малых объемах тяжелых работ вы зажимаете один раз и запускаете 500 деталей. Система стабилизируется. При высоких сменах вы постоянно нарушаете этот интерфейс. Нестабильность — не дефект, она заложена в сам выбор конструкции.
Если ваша модель производства зависит от повторяемого переустановления несколько раз в день, звучит ли не самоустанавливающаяся зажимная поверхность как правильная основа?

Теперь давайте поговорим о том, куда на самом деле стремится сила.
В центрированной системе пуансон расположен так, что геометрия зажима выравнивает путь нагрузки через центр инструмента. Под нагрузкой вектор силы остается симметричным относительно корпуса пуансона. Держатель помогает направлять его.
В нецентрированной американской конфигурации, особенно с более широкими V-образными отверстиями и сегментированной оснасткой, нагрузка может смещаться в сторону с большей силой зажима или с небольшими различиями в посадке. При легкой работе вы этого никогда не заметите. При тяжелой нагрузке или больших радиусах — заметите.
Рассмотрим гипотетический пример: вы формируете изгиб большого радиуса, где отношение диаметра к ширине превышает примерно одну треть. Стандартные таблицы тоннажа могут недооценивать необходимую силу по сравнению с более точными расчетами статического равновесия. Вы выставляете значение по таблице. Машина дает больше фактического сопротивления, чем предсказано. Пуансон получает большую нагрузку, чем ожидалось, и поскольку посадка не самоустанавливающаяся, эта перегрузка распределяется неравномерно.
Один край хвостовика получает больше напряжения. Одна сторона держателя несет большую нагрузку. Со временем появляется неравномерный износ. На высокосменном прессе этот износ проявляется как непостоянная высота закрытия и дрейф угла между установками — не катастрофическая поломка, а постепенное отклонение.
Вот что вам не скажет каталог оснастки: перегрузка в нецентрированной системе не только угрожает поломкой; она меняет то, как сила будет распределяться на следующей работе.
Мастерские, которые успешно работают с американской оснасткой при умеренно высоких сменах, делают одну вещь правильно: они тщательно подбирают тоннаж, материал и V-образное отверстие и избегают приближения к пограничным нагрузкам. Они управляют физикой, а не предполагают, что прочность равна точности.
Вы активно контролируете, как сила центрируется через вашу оснастку — или предполагаете, что масса сама сохранит честность?
Однажды я измерял микрометром 6-футовую американскую матрицу, которая была в эксплуатации много лет. Визуально — в порядке. Без сколов. Но по всей длине я обнаружил несколько тысячных дюйма вариации по высоте — тихий отпечаток строгания и долгосрочного износа.
Строгание оставляет функциональную поверхность. Это быстро. Это экономично. Для тяжелых индивидуальных работ этого достаточно. Но качество поверхности и допуски по размерам менее строгие, чем при прецизионном шлифовании, где контактные поверхности шлифуются до более строгой плоскости и параллельности.
Почему это важно при высоких сменах?
Потому что каждый раз, когда вы зажимаете строганную, плоскую посадочную оснастку, вы складываете допуски: прямолинейность ползуна, износ держателя, вариацию хвостовика пуансона, вариацию высоты матрицы. По отдельности каждый мал. В совокупности они проявляются как непостоянство угла, особенно при воздушном гибе, где чувствительность глубины к углу высока. Несколько тысячных на посадке могут преобразоваться в десятые градуса на детали.
Вот что вам не скажет каталог оснастки: метод изготовления определяет, сколько работы по выравниванию должен выполнять ваш оператор за срок службы инструмента.
Прецизионно шлифованные, самоустанавливающиеся системы стоят дороже на старте, потому что геометрия выполняет выравнивание за вас. Строганая, плоская посадочная американская оснастка требует, чтобы оператор был системой выравнивания. На медленной, тяжелой работе это управляемо. При десяти переналадках в день это дорого в минутах, браке и раздражении.
Так что прежде чем довольствоваться “достаточно хорошо”, спросите себя: вы ведёте операцию по перевозке гравия — или маршрут с частыми остановками, где требуется одинаковая точность на каждой остановке?
| Раздел | Содержание |
|---|---|
| Полевое наблюдение | Однажды я измерял микрометром 6-футовую американскую матрицу, которая была в эксплуатации много лет. Визуально — в порядке. Без сколов. Но по всей длине я обнаружил несколько тысячных дюйма вариации по высоте — тихий отпечаток строгания и долгосрочного износа. |
| Характеристики строгания | Строгание оставляет функциональную поверхность. Это быстро. Это экономично. Для тяжелых индивидуальных работ этого достаточно. Но качество поверхности и допуски по размерам менее строгие, чем при прецизионном шлифовании, где контактные поверхности шлифуются до более строгой плоскости и параллельности. |
| Почему это важно в производстве с высоким разнообразием | Каждый раз, когда вы зажимаете строганный инструмент с плоским посадочным местом, вы складываете допуски: прямолинейность ползуна, износ держателя, вариацию хвостовика пуансона, вариацию высоты матрицы. По отдельности они малы, но вместе приводят к несоответствию углов — особенно при воздушном гибе, где чувствительность глубины к углу высока. Несколько тысячных на посадочном месте могут привести к десятым градуса на детали. |
| Скрытая стоимость | Метод изготовления определяет, сколько работы по выравниванию должен выполнить ваш оператор за весь срок службы инструмента — о чём каталоги оснастки редко упоминают. |
| Системы с прецизионным шлифованием | Стоят дороже изначально, потому что геометрия автоматически выполняет выравнивание. |
| Строганная оснастка с плоским посадочным местом | Требует, чтобы оператор выступал в роли системы выравнивания. Управляемо для медленных, тяжёлых работ, но дорого по времени, браку и раздражению при частых переналадках. |
| Стратегический вопрос | Прежде чем выбрать “достаточно хорошо”, спросите: вы ведёте операцию по перевозке гравия — или маршрут с частыми остановками, где требуется одинаковая точность на каждой остановке? |
В прошлом году я стоял рядом с авиационным прессом, который перешёл на магнитное быстрое зажимное крепление. Те же операторы. Те же детали. Изменилось вот что: их среднее время переналадки серии снизилось на 68%, а выпуск вырос на 22% за несколько месяцев. Экономия на труде сама окупила модернизацию примерно за семь месяцев.
Сталь не изменилась. Изменилась геометрия и зажим.
Вы уже видели, как геометрия силового выравнивания обеспечивает повторяемость. Теперь добавьте частоту. Если вы нарушаете этот интерфейс четыре, шесть, восемь раз в день, вопрос перестаёт быть “Выдерживает ли он усилие?” и становится “Как быстро и насколько стабильно я могу воссоздать тот же путь нагрузки?”
Вот что вам не скажет каталог оснастки: время переналадки — это не просто потерянные минуты, это умноженная вариативность. Каждый разжим и повторная установка — это ещё одна возможность сместить центр силы, который вы только что стабилизировали.
Американская оснастка вполне может гнуть тяжёлые листы весь день без малейшего напряжения. Это дизельный грузовик, который будет возить гравий с рассвета до заката. Но если пустить этот же грузовик на 20 коротких городских доставок с постоянными остановками, счёт за топливо и износ тормозов начнёт рассказывать другую историю.
Если ваш график предполагает четыре смены инструмента до обеда, вы измеряете скорость зажима секундомером — или предполагаете, что “достаточно хорошо” всё ещё достаточно хорошо?
Представьте себе 10‑футовый американский пуансон с предохранительным выступом. Вы открываете ползун, ослабляете зажимы, поддерживаете вес обеими руками, двигаете его вбок, освобождаете выступ, опускаете вниз. Затем повторяете тот же танец с новым инструментом, удостоверяясь, что выступ правильно сел, прежде чем затянуть.
Первые детали выглядели отлично.
О чём ещё нужно было думать?
Теперь сравните это с гидравлическим или магнитным зажимом с кнопочным управлением. Вы поднимаете сегментированный пуансон на место — он защёлкивается в самопозиционирующееся гнездо. Сила зажима равномерна по всей длине. Освободить — значит нажать выключатель, а не крутить ключ.
В контролируемых тестах и отчётах с производств ручная переналадка часто занимает 15–30 минут на смену инструмента. Модульные стандартизированные системы укладываются в 6–8 минут. Магнитные системы могут сократить это до 2–3 минут. На бумаге разница выглядит незначительно — пока не умножишь её на четыре смены в день, пять дней в неделю.
Вот что не расскажет вам каталог оснастки: предохранительные выступы были придуманы, чтобы предотвращать падение инструмента, а не выигрывать гонку переналадки. Они повышают безопасность, но добавляют операции, а дополнительные операции — это потеря времени.
При работе с крупными и редкими партиями вы зажимаете инструмент один раз и выпускаете 500 деталей. Тогда выступ исчезает из экономического расчёта. При выпуске ассортимента разных изделий он превращается в регулярный трудоемкий фактор.
Когда конкурент через дорогу может переналадиться за три минуты, а вы всё ещё возитесь с установочными винтами, кто к концу смены выставит дополнительный час в счёт?
Я наблюдал, как опытный оператор выравнивал 4‑футовый американский пуансон с помощью киянки без отдачи. Ослабить. Подвинуть. Затянуть. Проверить щупом. Повторить с другого конца.
Он не был медленным. Он был осторожным.
“Если выступ защёлкивается в ползуне, а матрица‑V лежит ровно на станине, решение кажется механическим, а не стратегическим”. В этом и ловушка. Системы с плоским посадочным местом полагаются на трение и ощущение оператора для восстановления положения. Нет геометрического механизма самовыравнивания, который возвращал бы нагрузку в одно и то же место.
В цехах с широким ассортиментом продукции компания Mac‑Tech зафиксировала, что до 25 % времени настройки теряется только на поиск и подготовку инструмента в неорганизованных условиях. Добавьте сюда ручное выравнивание — подгонку, проверку, повторное затягивание — и ваша “бюджетная” оснастка тихо пожирает фонд оплаты труда.
Вот что не расскажет вам каталог оснастки: каждая минута, которую опытный оператор листогиба тратит на выравнивание стали, — это минута, за которую вы платите ставку мастера за работу, которую геометрия могла бы выполнять автоматически.
Высокоточные системы с самовыравниванием уменьшают необходимость в этой ритуальной подгонке. Держатель направляет пуансон в воспроизводимую центрирующую линию. Сила зажима постоянна. Оператор проверяет, а не добивается.
Если ваш лучший оператор четыре раза в день выступает в роли механизма выравнивания, вы ведёте производство — или субсидируете трение за счёт квалификации?
Американскую оснастку часто продают цельными секциями: по 2, 4 и 8 футов. Чтобы обработать деталь длиной 10 футов с вырезом‑окном, приходится составлять комплект из нескольких частей, комбинировать гусиные шейки, оставлять зазоры для освобождения.
Каждое соединение — ещё один стык. Каждый стык — ещё один шанс на разницу по высоте или небольшое несоосность.
Модульные стандартизированные системы — при правильной организации — позволяют достичь переналадки за 6–8 минут с достойной окупаемостью. Но они требуют обслуживания и дисциплины. Магнитные и гидравлические системы работают ещё быстрее, а автоматизированные сменщики инструмента могут снизить время переналадки серии до 1–2 минут в подходящей среде.
Теперь взгляните на американский подход в условиях высокоразнообразного производства: цельные сегменты хранятся там, где они помещаются, операторы ищут нужный участок, подкладывают короткий кусок, потому что длинный используется на другом прессе.
Вот чего не скажет вам каталог оснастки: гибкость без стандартизации превращается в энтропию. Чем больше комбинаций вы допускаете, тем больше переменных для выравнивания вы создаёте.
В тяжёлом, малосерийном индивидуальном гибе — толстая плита, уникальная геометрия, длинные партии — цельная американская оснастка блестяще проявляет себя. Вы настраиваете её один раз. Вы полагаетесь на неё. Она ведёт себя как дизельный грузовик на длинном шоссе: стабильный, предсказуемый, рассчитанный на нагрузку.
Но высокоразнообразное производство — это городское движение с остановками и стартами. Короткие партии. Постоянные замены. Жёсткие сроки поставки. В таких условиях стоимость — это не цена инструмента, а накопленные минуты наладки и нарастающая вариативность выравнивания.
Так что оставлю вам операционную реальность, а не рекламное обещание: если вы меняете инструмент четыре раза в день, вы ведёте гравийный самосвал через центр города — да или нет?
Прошлой зимой я зашёл в цех, где рядом работали два 10-футовых пресса. Один имел традиционную американскую оснастку с хвостовиком. Другой — европейский стиль с быстрозажимным механизмом. Владелец только что купил толстую переходную плиту, чтобы использовать свои “достаточно хорошие” американские пуансоны на новом станке.
Первые детали выглядели отлично.
Через три недели он гонялся за дрейфом угла на протяжении 8 футов листа толщиной 11 калибра. Не тоннаж. Не прогиб. Дрейф. Он добавил полдюйма стали между ползуном и пуансоном с этой переходной плитой. Ход изменился. Высота закрытия изменилась. Путь нагрузки изменился. Каждая наладка теперь означала перенастройку нижней мёртвой точки и повторное обучение программ гиба.
Именно в этот момент становится очевидной отдача от более быстрых, самоустанавливающихся систем — когда ваши операторы тратят больше времени на повторное обнуление станка, чем на гибку деталей.
Вот чего не скажет вам каталог оснастки: переходная плита не устраняет несовместимость. Она перемещает её в стопку интерфейсов, которые вы не видите во время наладки.
Если высокоразнообразное производство уже наказывает вас за каждую лишнюю минуту наладки, зачем добавлять ещё одну переменную между ползуном и инструментом?
Положите 0,500-дюймовый американский хвостовик рядом с 13-миллиметровым европейским на верстаке. Достаточно близко, чтобы оптимистичный покупатель подумал: «Насколько они могут отличаться?»
Достаточно, чтобы отличаться.
Американская оснастка была разработана для прямой передачи нагрузки в простые зажимы или установочные винты. Европейская оснастка в стиле Promecam использует более узкий хвостовик с определённым опорным уступом, который садится в соответствующий держатель. Один полагается на трение и давление болта. Другой — на геометрию для определения центральной линии.
Они оба могут выдерживать тоннаж. Это не проблема.
Проблема в том, где находится опорная поверхность. Во многих европейских системах рабочая высота пуансона контролируется держателем и точно шлифованным опорным уступом хвостовика. В американских системах рабочая высота часто воссоздаётся каждый раз за счёт силы зажима и ручного выравнивания.
Когда вы смешиваете их, вы не просто меняете формы. Вы складываете две разные философии опорных поверхностей друг на друга.
Я видел цеха, которые подкладывали шимы под американскую оснастку внутри европейских зажимов, чтобы достичь номинальной высоты. Это работает — пока вы не переходите от 4-футового сегмента к секционированным кускам и не обнаружите, что шимы не идеально совпадают. Теперь угол гиба меняется на стыках не потому, что сталь сместилась, а потому, что сместился ваш опорный пакет.
Если хвостовик фиксируется в ползуне, а V-матрица лежит ровно на станине, решение кажется механическим, а не стратегическим.
Но когда геометрия хвостовика изначально не предназначена для этого держателя, что именно контролирует вашу центральную линию пуансона — машина или трение?
Существуют современные листогибы с ЧПУ, оснащённые гибридным зажимом, которые действительно принимают как американский, так и европейский инструмент. Интегрированные посадочные места. Спроектированные опорные поверхности. Никакой загадочной стали между ними.
Эти машины спроектированы для этого.
Послепродажная переходная плита — это не то же самое. Она добавляет толщину между ползуном и инструментом. Толщина изменяет световой зазор. Световой зазор изменяет требования к ходу. Ход изменяет то, насколько близко вы работаете к механическим пределам машины. В условиях загруженного цеха это означает больше перепрограммирования и больший риск срабатывания сигналов о превышении хода.
Теперь добавьте допуски.
Плоскостность ползуна машины имеет допуск. Шлифовка переходной плиты имеет допуск. Интерфейс между переходником и ползуном — свой допуск. Между переходником и пуансоном — ещё один. Сложите их вместе, и вы получите накопление допусков — суммарное отклонение, создаваемое несколькими сопрягаемыми поверхностями.
По отдельности каждый может быть в пределах нескольких тысячных дюйма. На протяжении 10 футов они суммируются.
В условиях высокоразнообразной работы вы разбираете и собираете этот пакет несколько раз за смену. Каждая разборка — это возможность для попадания стружки, заусенцев или неравномерного момента затяжки болтов, что слегка изменит путь нагрузки. Несогласованность проявляется не как катастрофическая поломка, а как дрейф угла, следы на плечах или тихая необходимость в большем количестве пробных гибов.
Вот что вам не скажет каталог инструмента: каждый дополнительный интерфейс — это ещё одно место, где может скрываться вариация, а высокоразнообразное производство выявляет вариацию быстрее, чем тяжёлые листы.
Переходные плиты имеют смысл, когда вы выполняете тяжёлые, малосерийные работы и хотите использовать старый инструмент на новом листогибе. Закрепили один раз. Настроили. Работаете днями.
Но если вы меняете инструмент четыре раза до обеда, комфортно ли вам каждый раз заново собирать многослойную опорную систему?
Откройте руководство по машине. Найдите три числа: тип интерфейса ползуна, максимальный ход и диапазон высоты закрытия.
Я стоял рядом с начальником, который купил американский инструмент для гидравлического зажима европейского типа, потому что он был дешевле за фут. Он не заметил, что добавление переходника уменьшило доступный ход почти на дюйм. При неглубоких воздушных гибах — нет проблем. При глубоких коробчатых формах с высокими пуансонами — они исчерпали световой зазор и были вынуждены разделить операции на два этапа.
Инструмент был дешевле. Рабочая сила — нет.
Проверьте, является ли ваш ползун прецизионно шлифованным для приёма определённого профиля хвостовика. Проверьте, является ли ваш нижний держатель матрицы самоустанавливающимся или просто плоским посадочным местом. Проверьте, сохраняет ли ваш контроллер смещения по высоте инструмента для каждой станции или предполагает стандартизированную геометрию.
Если ваша машина была спроектирована вокруг прецизионно шлифованной европейской системы, установка американского инструмента через переходники означает, что вы отменяете ту самую повторяемость, за которую заплатили. Если ваш листогиб — старый североамериканский с простыми зажимами и без держателей, американский инструмент соответствует его «ДНК». Прямая линия нагрузки. Минимум оборудования. Построен для тяжёлой работы.
Как тяжёлый дизельный грузовик: дайте ему шоссе и 40 000 фунтов — он будет работать весь день без жалоб. Отправьте его в городские доставки с частыми остановками и поворотами — и вы почувствуете каждое конструктивное решение.
Вот что вам не скажет каталог инструмента: инструмент — это не универсальный аксессуар. Он является частью системы передачи усилия машины, и несоответствие этой системы ради краткосрочной экономии обычно проявляется в затратах на рабочую силу, а не в сломанной стали.
Прежде чем смешивать стили на одной балке, ответьте на это без колебаний: вы настраиваете свой пресс-тормоз под работу, которую действительно выполняете — или под имеющийся у вас инструмент?
Так как же цеху решить, на какой системе инструмента стандартизироваться для своего конкретного производственного набора?
Перестаньте думать в категориях брендов. Начните думать о путях нагрузки и частоте переналадок.
Вы уже заметили, что смешивание систем — это конструктивный выбор, а не нейтральный обходной путь. Хорошо. Теперь мы сузим вопрос. Американский инструмент не “плохой”. Он беспощадно честен в отношении того, для чего был создан. Когда вы держите его в рамках этого назначения, он не извиняется.
Но вы должны знать, где заканчиваются эти рамки.
Если вы весь день гнете пластину толщиной полдюйма, вас не беспокоит экономия 30 секунд на смене инструмента.
Вас беспокоит выдержка 200 тонн без малейшего дрожания.
Американский инструмент передает усилие прямо вниз — от кончика пуансона в матрицу. Без смещённого держателя. Без узкого плеча хвостовика, фиксирующегося в прецизионном зажиме. Это прямой путь нагрузки. При нижнем гибе и чеканке, когда материал вдавливается в радиус матрицы и пуансон выполняет настоящую работу по пластической деформации, эта прямолинейная компрессия проста и прочна.
На один гиб — это рабочая лошадь.
Вот что вам не скажет каталог инструмента: то же концентрированное усилие, которое делает американский инструмент кажущимся неразрушимым при высоком тоннаже, является преимуществом только тогда, когда вы не разбираете установку каждые несколько часов. При одной длинной партии — закрепите один раз, затяните правильно, выставите глубину и пусть он «ест» сталь.
Вот там он раскрывается.
Подумайте о нём как о тяжёлой дизельной машине, перевозящей гравий по шоссе. Прицепили трейлер, зафиксировали и идёте ровными километрами под нагрузкой. Он переживёт лёгкие установки, созданные для маневренности. Но вы же не будете параллельно парковать дизель с 40-футовым прицепом в центре города.
Если ваш день — это один за другим толстые индивидуальные кронштейны, одинаковая установка, одинаковый тоннаж, действительно ли вам нужна прецизионная система быстрого изменения инструмента, чтобы выжить?
Теперь мы отделим тоннаж от допуска во времени.
Американский инструмент часто опирается на ручное совмещение и силу зажима для установки рабочей высоты. Это значит, что оператор — часть системы позиционирования. При первой установке тяжёлого индивидуального заказа опытный оператор может провести выравнивание пуансона, подвести его в линию, зафиксировать и весь день получать повторяющиеся углы.
“Первые детали выглядели нормально”.”
Конечно, выглядели. Ничего не двигалось.
Проблема возникает, когда вы разбираете и собираете систему заново. Каждое повторное зажимание — это воссоздание геометрии. На уникальной детали из толстой пластины вам, возможно, никогда не придется её воссоздавать. Вы гнёте партию, отправляете её, двигаетесь дальше. Без смены сегментов. Без смены матриц посреди дня. Без накопления допусков через несколько перенастроек.
В этом контексте американский инструмент — не небрежный. Он достаточен.
Вот что вам не скажет каталог инструмента: американский инструмент не поощряет частую разборку. Его экономика предполагает стабильность. В тот момент, когда вы пытаетесь заставить его работать как модульная система с высоким разнообразием — с постоянной повторяемостью высоты при десятках перенастроек — вы боретесь с его конструкцией, а не используете её.
Если ваша типичная работа — это тяжёлый сварной компонент, выполняемый раз в месяц из толстого материала, имеет ли значение, что европейская система может повторить до половины тысячной дюйма при десяти сменах?
Теперь мы переходим к настоящей линии принятия решения.
Американский инструмент непобедим на изгиб при тяжёлой, стабильной нагрузке. Европейские системы выигрывают на протяжении производственных циклов.
Это пересечение не связано с приверженностью бренду. Оно связано с тем, как часто вы нарушаете настройку. Гипотетический пример: если вы выполняете одну партию из 300 деталей из пластины 3/8 за два дня без смены инструмента, более низкая начальная стоимость и прочая простота американского инструмента имеют смысл. Ваш труд распределяется на весь цикл. Выравнивание происходит один раз.
Но если вы выполняете десять разных партий по 30 деталей из более тонкого материала, каждая из которых требует сегментированных пуансонов, гусинных шеек и различных V-отверстий, вы платите за ручное выравнивание десять раз. Этот труд накапливается. Так же, как и вариативность.
Что ещё тут было подумать.
Вот что вам не скажет каталог инструмента: точка пересечения — это не фиксированное количество деталей в год. Это количество настроек за смену. Когда настройки множатся, системы, которые фиксируются по геометрии и стандартизированным плечам, начинают окупаться за счёт сэкономленных минут и предотвращённого брака.
Американский инструмент — это дизельный грузовик, созданный для стабильной перевозки тяжёлых грузов. Европейский инструмент создан для контролируемого, повторяемого позиционирования в прерывистом производстве. Ни один из них не является неправильным.
Но нельзя притворяться, что они стоят одинаково, когда ваш производственный микс меняется.
Так что посмотрите на работы за последний квартал, посчитайте среднее количество смен инструмента в день и ответьте прямо: вы возите щебень всю неделю или делаете городские доставки каждый час?
Вам нужна точка пересечения. Не философия. Число, которое можно обвести на доске и защитить на бюджетном совещании.
Хорошо.
Потому что как только вы принимаете, что частота настроек определяет экономику, решение перестаёт быть о том, что ваш ползун может зажать, и становится о том, что ваша производственная модель может выдержать.
Вот что вам не скажет каталог инструмента: реальная стоимость американского инструмента в работе с высоким разнообразием — это не сила или точность при первом ударе. Это стоимость воссоздания. Каждый раз, когда вы разбираете и собираете систему с ручным выравниванием, вы снова платите за геометрию, которую уже однажды купили.
Первые детали выглядели отлично.
Они всегда так делают.
Вопрос в том, сколько вам стоит сделать пятидесятый наладочный процесс за неделю таким же качественным, как первый в понедельник утром.
Так что мы перестаём спорить о том, что лучше — американские или европейские бренды. Мы измеряем, что вы теряете, когда выбираете один компромисс вместо другого. Готовы ли вы потерять простоту в плане тоннажа, или готовы потерять повторяемость наладок со временем?
Возьмите последние 90 дней ваших заказов.
Не выручка. Не тоннаж. Замены инструмента за смену.
Посчитайте, сколько раз операторы разбирали и собирали комбинации пуансон-матрица. Это число — ваш индекс трения. Если в среднем у вас одна полная наладка за смену, вы находитесь в режиме «дизельной перевозки». Если в среднем шесть — вы в режиме «стоп-старт», признаёте вы это или нет.
Теперь добавьте толщину материала. Если 60 процентов вашей работы приходится на толщину более 1/4 дюйма и выполняется партиями свыше 200 деталей на наладку, прямой путь нагрузки и масса американской оснастки работают в вашу пользу. Зажали один раз. Настроили глубину. Запустили. Трудовые затраты распределяются ровно.
Но если большинство ваших заказов — это 20–50 деталей из материала толщиной 10–14 калибр с сегментированными гусинами, которые меняются в середине дня, прямой путь силы становится неважен. Вашим узким местом больше не является тоннажная мощность. Это восстановление выравнивания.
Вот чего не скажет вам каталог оснастки: простота реверса американской оснастки может загнать вас в ограниченные геометрии пуансонов. Когда вы начинаете индивидуальную шлифовку, чтобы достичь узких фланцев или карманов для зазора, вы тихо превращаете “бюджетную” систему в индивидуальную, без преимуществ повторяемого позиционирования европейских плеч и стандартных высот.
Так мастерские постепенно переходят к гибридным наладкам и убеждают себя, что это работает.
И иногда это действительно так.
Я видел, как операторы используют европейские верхние инструменты с американскими нижними матрицами на старых механических прессах и весь день получают хорошие углы. Умелые руки могут компенсировать многое. Но умение — это не система. В тот момент, когда оператор заболеет, сохранит ли ваш процесс допуск без подгонки пуансонов на месте?
Давайте переведём точку пересечения в цифры.
Гипотетически. Ваша ставка для оператора пресса — $75 в час с учётом всех затрат. Полная ручная наладка в американском стиле — извлечение, выравнивание, подгонка, затяжка, пробный изгиб — занимает 25 минут. Точная быстрая наладка в европейском стиле занимает 10 минут, потому что плечо выступа фиксируется в стандартном зажиме, а высота повторяется.
Разница: 15 минут.
При одной наладке за смену, пять дней в неделю, это 75 минут экономии в неделю. Около 65 часов в год. Примерно $4,875 на оплату труда.
Теперь измените только частоту наладок. Пять наладок за смену вместо одной. Та же разница в 15 минут. Теперь это 325 часов в год. Более $24,000.
Это ваша математика точки пересечения.
Если разница в цене между системами оснастки составляет $15,000, вы окупите её менее чем за год при высокой частоте смены наладок. При низкой частоте это может занять от трёх до пяти лет — или никогда.
Что ещё тут было подумать.
Вот что каталог оснастки вам не расскажет — трение, возникающее при браке и переделке. Каждое повторное воспроизведение геометрии вносит небольшие различия по высоте или центровке. На прощающих деталях вы этого не заметите. На работах с жесткими допусками вы будете гоняться за дрейфом угла и обвинять вариации партии материала. За это время вы счет не выставите.
Решение заключается не в том, какая оснастка “лучше”. Оно заключается в том, какую потерю вы можете себе позволить: капитал, вложенный в высокоточное оборудование, или труд и вариативность, утечка которых происходит через повторные наладки.
Если умножить среднее количество ваших ежедневных наладок на 15 минут, заставит ли годовая цифра по труду вас почувствовать дискомфорт?
Прежде чем одобрить следующую покупку оснастки, задайте этот вопрос простыми словами:
Сократит ли эта система оснастки количество минут, которые мой цех тратит на воспроизведение геометрии в течение года реального производства?
Не за один изгиб.
Не за одну деталь.
За год.
Если ответ — нет, потому что вы обрабатываете толстый лист в длинных, стабильных партиях, то американская оснастка делает именно то, для чего была создана. Как тяжелый дизельный грузовик, весь день перевозящий гравий, она беспощадно эффективна, когда нагрузка стабильна и маршрут прямой.
Но если ваш день состоит из постоянных остановок, коротких серий, изгибов с зазорами, сегментированных смен и накопления допусков на нескольких работах, тот же дизель становится чрезмерным и неэффективным для городских доставок. Сила перестает быть ограничивающим фактором. Им становится маневренность.
Неочевидная истина, которую вы несете дальше, такова: оснастка — это не решение по оборудованию. Это решение о выживании, связанное с тем, как часто вы нарушаете собственную геометрию.
Так что посмотрите на среднее количество наладок за смену, умножьте на разницу во времени между системами, спроецируйте это на год, а затем ответьте мне без гордости или приверженности бренду —
Может ли ваша модель производства позволить себе продолжать платить за повторное восстановление одной и той же геометрии снова и снова, да или нет?


















