

L’hiver dernier, j’ai vu un propriétaire d’atelier enfoncer un nouveau poinçon de style américain dans son coulisseau, s’essuyer les mains et dire : “ L’acier, c’est l’acier. Ça s’adapte. Allons-y. ”
Les premières pièces semblaient correctes.
Au troisième changement de travail ce jour-là, l’opérateur calait, tapotait, recalait la profondeur, poursuivant des demi-degrés comme s’il chassait des mouches. Personne n’a blâmé l’outillage. Il s’adaptait au coulisseau. Quoi d’autre à penser ?
Parcourez n’importe quel atelier et vous l’entendrez : Européen, Américain, Nouveau Standard — ce n’est que de l’acier trempé qui pousse la tôle dans une matrice. Si la languette se verrouille dans le coulisseau et que la matrice en V repose bien à plat sur le lit, la décision semble mécanique, pas stratégique.
C’est là le piège.
Un poinçon qui se verrouille dans votre système de serrage ne prouve qu’une seule chose : la géométrie correspond. Cela ne dit rien sur la façon dont la force se transmet du coulisseau à la pointe du poinçon, sur la quantité de flexion qui apparaît sur un lit de 3 m, ou sur la répétabilité de votre réglage lors du quatrième changement de travail du poste. La compatibilité donne l’impression d’équivalence parce que la machine fonctionne. Les pièces sortent pliées.
Jusqu’à ce qu’elles ne le soient plus.
Alors, quand vous dites “ ça s’adapte ”, parlez-vous d’attache physique — ou de performance de production, oui ou non ?

J’ai modernisé des presses plieuses où le propriétaire m’a fièrement dit qu’il avait standardisé sur l’outillage américain parce que c’était “ simple et robuste ”. Et il n’avait pas tort sur le côté robuste. L’outillage de style américain, c’est comme un camion diesel lourd conçu pour transporter du gravier toute la journée — épais, robuste, tolérant sous une force brute.
Mais ce camion dans le trafic urbain en stop-and-go ? Autre histoire.
L’outillage américain repose généralement sur des vis de réglage et des tolérances plus larges dans l’interface porte-poinçon/poinçon. Cela signifie que le transfert de force dépend davantage de la pression de serrage et moins d’une géométrie auto-centrée, rectifiée avec précision. Sous forte tonnage et faible variation — plaques épaisses, travaux répétitifs — il encaisse et continue de transporter. En production à forte diversité, où vous échangez les outils dix fois par poste et attendez une précision dès la première pièce, ces petites variables d’alignement s’accumulent.
Voici ce que le catalogue d’outillage ne vous dira pas : la façon dont la force est introduite dans le corps du poinçon affecte la constance avec laquelle cette force atteint la pointe — et votre pièce.
Si deux outils “ s’adaptent ” tous deux, mais que l’un répète à quelques millièmes près après chaque changement et que l’autre nécessite des coups et des ajustements, sont-ils vraiment interchangeables dans un planning à forte diversité ?
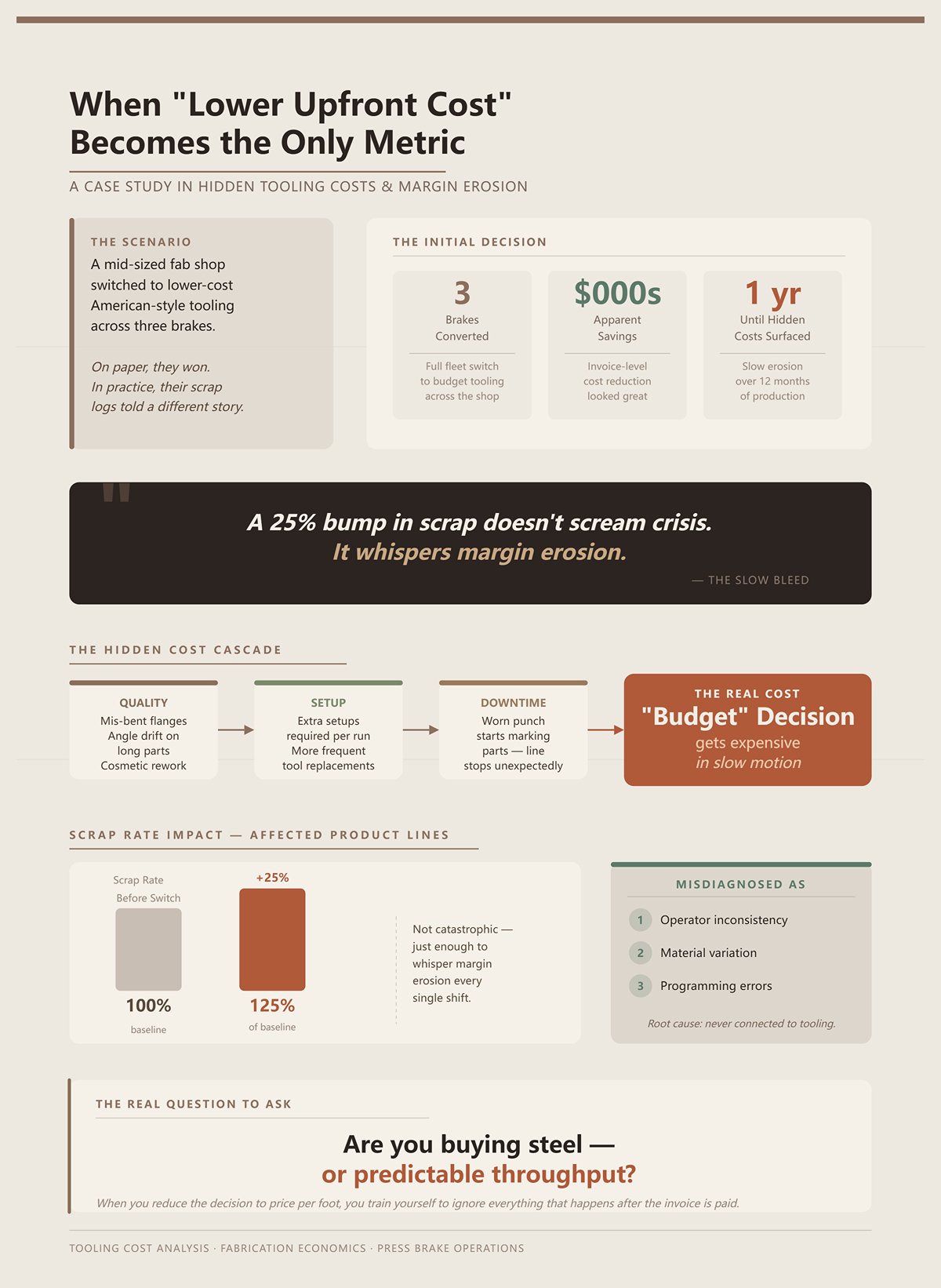
J’ai déjà examiné les dossiers d’achat d’un atelier de taille moyenne qui se vantait d’avoir économisé des milliers en passant à un outillage de style américain moins cher sur trois presses plieuses. Sur le papier, ils avaient gagné.
En pratique, leurs journaux de rebut racontaient une autre histoire.
Au cours de l’année suivante, les taux de rebut ont augmenté — pas de façon catastrophique, juste assez : brides mal pliées, dérive d’angle sur les pièces longues, retouches sur les panneaux esthétiques. Une augmentation de 25% du rebut sur certaines lignes de produits ne crie pas à la crise. Elle murmure l’érosion des marges. Ajoutez les réglages supplémentaires, les remplacements d’outils plus fréquents, et le coût caché des arrêts quand un poinçon usé commence à marquer les pièces, et cette décision “ budgétaire ” devient coûteuse au ralenti.
Ils ne l’ont jamais relié au style d’outillage. Ils voyaient des problèmes isolés : incohérence des opérateurs, variation des matériaux, erreurs de programmation.
Lorsque vous réduisez la décision au prix par pied d’outillage, vous vous entraînez à ignorer tout ce qui se passe après que la facture soit payée.
Achetez-vous de l’acier — ou achetez-vous un débit prévisible ?
Avant que la plupart des ateliers ne passent une commande d’outillage, ils vérifient trois choses : cela s’adaptera-t-il au vérin, pourra-t-il supporter le tonnage, et quel est le prix.
Ils demandent rarement combien de montages par jour cet outil pourra supporter.
La production à forte variété n’est pas une question de tonnage maximal. Il s’agit d’une application répétée et précise de la force à travers des changements constants. C’est là que le mécanisme de transfert de force — comment le poinçon s’installe, comment il s’auto-aligne, comment la charge se répartit uniformément — commence à compter davantage que la force brute. Un système conçu pour une durabilité brute peut devenir encombrant lorsque votre véritable besoin est la précision à grande vitesse.
Et c’est le changement cognitif que je veux que vous fassiez : cessez de demander si l’outillage peut supporter la charge, et commencez à demander si votre planning peut supporter l’outillage.
Si votre atelier fabrique des dizaines de pièces différentes par jour, avec des tolérances serrées et des attentes sur la première pièce, avez-vous réellement adapté votre style d’outillage à votre modèle de production — oui ou non ?
Le printemps dernier, je me suis tenu derrière une presse plieuse de 3 mètres travaillant sur des supports en inox de 3/16 — rien d’exotique. L’opérateur avait le tableau de tonnage scotché sur le contrôle. Les chiffres étaient propres. La configuration semblait propre. Première pièce : 89,5 degrés. Deuxième : 90,8. Troisième : 89,2. Il a ajusté la profondeur deux fois en dix minutes et a marmonné à propos de la variation du matériau.
Même tôle. Même programme. Même poinçon et matrice “compatibles” de style américain.
Lorsque vous voyez ce type de variation d’angle en pliage à l’air, le réflexe est de blâmer le retour élastique. Et oui, le pliage à l’air — formage en forçant le poinçon dans la matrice en V sans aller au fond — dépend de la récupération élastique. L’inox l’exagère. Mais voici ce que le catalogue d’outillage ne vous dira pas : la manière dont la force pénètre dans le corps du poinçon détermine la constance avec laquelle cette force atteint la pointe, et les systèmes à siège plat américains introduisent une variabilité avant même que le métal ait la chance de revenir.
La force ne se déplace pas droit vers le bas comme une tige de piston. Elle se diffuse à travers l’interface de serrage, dans la languette du poinçon, sur toute surface de contact réellement en contact à l’intérieur du porte-outil. Si ce contact dépend de vis de réglage et d’un siège plat plutôt que d’une géométrie auto-centrante, de petites différences de pression de serrage modifient la manière dont le poinçon se positionne sous charge. Sous un travail lourd et constant, cette diffusion est prévisible. Sous des échanges d’outils constants et des rayons variables, elle change.
Vous ne le voyez pas à l’œil nu. Vous le voyez en demi-degrés et en reprises.
Alors, lorsque votre planning prévoit dix matériaux différents, cinq ouvertures en V différentes, et une validation de la première pièce à chaque fois, pensez-vous encore à la force comme à une ligne droite — oui ou non ?
Imaginez l’arrière d’un poinçon de style américain : large languette, siège plat, maintenu en place par la pression de serrage et souvent des vis de réglage. C’est simple. C’est robuste. Il y a beaucoup d’acier en contact avec beaucoup d’acier.
Cette simplicité est la raison pour laquelle il résiste à un tonnage brutal sur des plaques épaisses. C’est le camion diesel de l’outillage — conçu pour transporter du gravier toute la journée sans se plaindre. Surface de contact massive. Tolérant aux petites entailles. Facile à usiner. Facile à remplacer.
Mais le contact plat sur plat a un secret inavoué : il ne s’auto-positionne pas.
Si le poinçon s’installe même à quelques millièmes de pouce hors du centre parce qu’un côté serre plus fort que l’autre, le chemin de charge se déplace. Sur un outil de 10 pieds, ce déplacement se combine avec la flexion du lit et l’inconstance du matériau. Ajoutez maintenant la réalité du haut-mix : vous desserrez, échangez des segments, resserrez — peut-être huit fois par poste. À chaque fois, vous comptez sur l’alignement manuel et une force de serrage uniforme pour recréer exactement le même chemin de charge.
Voici ce que le catalogue d’outillage ne vous dira pas : les systèmes à siège plat tirent leur résistance de la surface, pas de la géométrie. La surface résiste à l’écrasement sous charge, mais c’est la géométrie qui répète la position.
Lors de travaux lourds à faible volume, vous serrez une fois et produisez 500 pièces. Le système se stabilise. En haut-mix, vous perturbez constamment cette interface. L’instabilité n’est pas un défaut ; elle est intégrée au choix de conception.
Si votre modèle de production dépend d’un repositionnement répétable plusieurs fois par jour, une surface de serrage non auto-centrante vous semble-t-elle être une bonne base ?

Parlons maintenant de l’endroit où la force veut réellement aller.
Dans un système à ligne centrée, le poinçon est positionné de sorte que la géométrie de serrage aligne le chemin de charge au centre de l’outil. Sous charge, le vecteur de force reste symétrique par rapport au corps du poinçon. Le porte-poinçon aide à le guider.
Dans un montage américain non centré, surtout avec des ouvertures en V plus larges et un outillage segmenté, la charge peut dériver vers le côté ayant plus de pression de serrage ou de petites différences d’assise. Pour un travail léger, vous ne le remarquerez jamais. Sous forte charge ou grands rayons, vous le remarquerez.
Considérez cet exemple hypothétique : vous formez un pli à grand rayon où le rapport diamètre/largeur dépasse environ un tiers. Les tableaux de tonnage standard peuvent sous-estimer la force requise par rapport à des calculs plus précis d’équilibre statique. Vous réglez la valeur du tableau. La machine fournit plus de résistance réelle que prévu. Le poinçon subit une charge plus élevée que prévu, et comme l’assise n’est pas auto-centrante, cette surcharge ne se répartit pas uniformément.
Un bord de la languette subit plus de contrainte. Un côté du porte-poinçon supporte plus fort. Avec le temps, vous obtenez une usure inégale. Sur une presse plieuse haut-mix, cette usure se manifeste par une hauteur de fermeture et une dérive d’angle incohérentes entre les configurations — pas une défaillance catastrophique, juste une variation progressive.
Voici ce que le catalogue d’outillage ne vous dira pas : la surcharge dans un système non centré ne menace pas seulement la rupture ; elle modifie la façon dont la force circule lors du prochain travail.
Les ateliers qui réussissent avec l’outillage américain en haut-mix modéré font une chose correctement : ils associent soigneusement tonnage, matériau et ouverture en V et évitent de flirter avec ces charges limites. Ils gèrent la physique au lieu de supposer que la robustesse équivaut à la précision.
Contrôlez-vous activement la manière dont la force est centrée à travers votre outillage — ou supposez-vous que la masse seule la maintiendra honnête ?
J’ai une fois mesuré au micromètre une matrice américaine de 6 pieds qui avait été en service pendant des années. Visuellement impeccable. Pas d’éclats. Mais sur toute sa longueur, j’ai relevé quelques millièmes de variation en hauteur — l’empreinte discrète du rabotage et de l’usure à long terme.
Le rabotage laisse une surface fonctionnelle. C’est rapide. C’est économique. Pour un travail lourd sur mesure, c’est suffisant. Mais la finition de surface et la tolérance dimensionnelle sont plus lâches que la rectification de précision, où les faces de contact sont meulées pour une meilleure planéité et parallélisme.
Pourquoi cela importe-t-il en haut-mix ?
Parce qu’à chaque fois que vous serrez un outil raboté à siège plat, vous empilez les tolérances : rectitude du coulisseau, usure du porte-poinçon, variation de la languette du poinçon, variation de hauteur de la matrice. Pris isolément, chacun est petit. Combinés, ils se manifestent par une incohérence d’angle, surtout en pliage à l’air où la sensibilité profondeur-angle est élevée. Quelques millièmes à l’assise peuvent se traduire par des dixièmes de degré sur la pièce.
Voici ce que le catalogue d’outillage ne vous dira pas : la méthode de fabrication dicte la quantité de travail d’alignement que votre opérateur devra effectuer sur la durée de vie de l’outil.
Les systèmes auto-centrants rectifiés avec précision coûtent plus cher au départ parce que la géométrie fait l’alignement pour vous. L’outillage américain raboté à siège plat demande à l’opérateur d’être le système d’alignement. Sur un travail lent et lourd, c’est gérable. Sur dix changements par jour, c’est coûteux en minutes, en rebut et en frustration.
Alors, avant de vous contenter de “ assez bon ”, demandez-vous : dirigez-vous une opération de transport de gravier — ou un itinéraire de livraison avec arrêts fréquents qui exige la même précision à chaque arrêt ?
| Section | Contenu |
|---|---|
| Observation sur le terrain | J’ai une fois mesuré au micromètre une matrice américaine de 6 pieds qui avait été en service pendant des années. Visuellement impeccable. Pas d’éclats. Mais sur toute sa longueur, j’ai relevé quelques millièmes de variation en hauteur — l’empreinte discrète du rabotage et de l’usure à long terme. |
| Caractéristiques du rabotage | Le rabotage laisse une surface fonctionnelle. C’est rapide. C’est économique. Pour un travail lourd sur mesure, c’est suffisant. Mais la finition de surface et la tolérance dimensionnelle sont plus lâches que la rectification de précision, où les faces de contact sont meulées pour une meilleure planéité et parallélisme. |
| Pourquoi c’est important dans une production à forte diversité | Chaque fois que vous serrez un outil raboté à siège plat, vous empilez les tolérances : rectitude du coulisseau, usure du porte-outil, variation de la languette du poinçon, variation de la hauteur de la matrice. Individuellement petites, collectivement elles entraînent une incohérence d’angle — surtout en pliage à l’air où la sensibilité profondeur-angle est élevée. Quelques millièmes au siège peuvent se traduire par des dixièmes de degré sur la pièce. |
| Coût caché | La méthode de fabrication détermine la quantité de travail d’alignement que votre opérateur devra effectuer sur la durée de vie de l’outil — chose que les catalogues d’outillage mentionnent rarement. |
| Systèmes rectifiés de précision | Coûtent plus cher au départ car la géométrie effectue automatiquement l’alignement. |
| Outils rabotés à siège plat | Exigent que l’opérateur agisse comme système d’alignement. Gérable pour des travaux lents et lourds, mais coûteux en minutes, en rebut et en frustration lors de changements fréquents. |
| Question stratégique | Avant de choisir “ assez bon ”, demandez : dirigez-vous une opération de transport de gravier — ou un itinéraire de livraison avec arrêts fréquents qui exige une précision constante à chaque arrêt ? |
L’an dernier, je me suis tenu à côté d’une presse plieuse aéronautique qui est passée au serrage magnétique à changement rapide. Même opérateurs. Même pièces. Ce qui a changé : leur temps moyen de changement de série a chuté de 68%, et la production a augmenté de 22% en quelques mois. Les économies de main-d’œuvre à elles seules ont payé la mise à niveau en environ sept mois.
Rien n’a changé concernant l’acier. La géométrie et le serrage ont changé.
Vous avez déjà vu comment la géométrie d’alignement par force entraîne la répétabilité. Ajoutez maintenant la fréquence. Si vous perturbez cette interface quatre, six, huit fois par jour, la question cesse d’être “ Est-ce que ça tient la tonnage ? ” pour devenir “ À quelle vitesse et avec quelle constance puis-je recréer le même chemin de charge ? ”
Voici ce que le catalogue d’outillage ne vous dira pas : le temps de changement n’est pas seulement des minutes perdues — c’est une variabilité multipliée. Chaque desserrage et remise en place est une nouvelle occasion de déplacer le centre de force que vous venez de stabiliser.
L’outillage américain peut absolument plier de la tôle lourde toute la journée sans broncher. C’est le camion diesel qui transportera du gravier de l’aube au crépuscule. Mais faites rouler ce même camion sur 20 courtes livraisons en ville avec arrêts constants, et la facture de carburant et l’usure des freins racontent une autre histoire.
Si votre programme prévoit quatre changements d’outil avant le déjeuner, mesurez-vous la vitesse de serrage avec un chronomètre — ou supposez-vous que “ assez bon ” est toujours assez bon ?
Imaginez un poinçon américain de 10 pieds avec un tang de sécurité. Vous ouvrez le coulisseau, desserrez les brides, soutenez le poids avec les deux mains, le faites glisser sur le côté, dégagez le tang, puis le descendez. Ensuite, vous inversez la danse avec l’outil suivant, en vous assurant que le tang s’insère correctement avant de serrer.
Les premières pièces semblaient correctes.
Qu’y avait-il d’autre à penser ?
Comparez maintenant cela à une bride hydraulique ou magnétique à bouton-poussoir. Vous soulevez le poinçon segmenté en position ; il s’enclenche dans un siège auto-positionnant. La force de serrage est uniforme sur toute la longueur. Le relâchement se fait par un interrupteur, pas par une clé.
Dans des tests contrôlés et des rapports de terrain, les montages manuels prennent souvent 15 à 30 minutes par changement. Les systèmes modulaires standardisés tournent autour de 6 à 8 minutes. Les systèmes magnétiques peuvent descendre à 2 à 3 minutes. Cette différence ne semble pas spectaculaire sur le papier — jusqu’à ce que vous la multipliiez par quatre changements par jour, cinq jours par semaine.
Voici ce que le catalogue d’outillage ne vous dira pas : les tangs de sécurité ont été conçus pour empêcher les outils de tomber, pas pour gagner des courses de changement. Ils ajoutent de la sécurité, mais aussi des étapes de manipulation, et ces étapes ajoutent du temps.
Dans les travaux lourds à faible volume, vous serrez une fois et produisez 500 pièces. Le tang disparaît de l’équation économique. Dans la production à forte variété, il devient un événement de main-d’œuvre récurrent.
Quand le concurrent de l’autre côté de la ville peut réinitialiser en trois minutes pendant que vous êtes encore en train de desserrer des vis de réglage, qui facture l’heure supplémentaire à la fin du quart ?
J’ai vu un opérateur expérimenté aligner un poinçon américain de 4 pieds avec un marteau à inertie. Desserrer. Pousser légèrement. Resserrer. Vérifier avec une jauge d’épaisseur. Répéter de l’autre côté.
Il n’était pas lent. Il était prudent.
“ Si le tang s’enclenche dans le coulisseau et que la matrice en V repose bien à plat sur le lit, la décision semble mécanique, pas stratégique. ” C’est le piège. Les systèmes à siège plat reposent sur la friction et le ressenti de l’opérateur pour recréer la position. Il n’y a pas de fonction géométrique d’auto-centrage qui force le chemin de charge à revenir au même endroit.
Dans les ateliers à forte variété, Mac-Tech a documenté que jusqu’à 25 % du temps de configuration peut être perdu simplement à chercher et préparer les outils dans des environnements désorganisés. Ajoutez l’alignement manuel par-dessus — taper, vérifier, resserrer — et votre outillage “ économique ” consomme discrètement la masse salariale.
Voici ce que le catalogue d’outillage ne vous dira pas : chaque minute qu’un opérateur de presse plieuse expérimenté passe à aligner de l’acier est une minute où vous payez un salaire de compagnon pour une tâche que la géométrie aurait pu gérer automatiquement.
Les systèmes auto-centrants rectifiés avec précision réduisent le besoin de ce rituel de tapotement. Le porte-outil guide le poinçon vers une ligne centrale reproductible. La force de serrage est constante. L’opérateur vérifie, il ne négocie pas.
Si votre meilleur opérateur agit comme mécanisme d’alignement quatre fois par jour, faites-vous de la production — ou subventionnez-vous la friction avec du savoir-faire ?
L’outillage américain est souvent vendu en longueurs solides : sections de 2 pieds, 4 pieds, 8 pieds. Pour couvrir une pièce de 10 pieds avec une découpe de fenêtre, vous pourriez empiler plusieurs pièces, mélanger des cols de cygne, laisser des espaces pour les dégagements.
Chaque joint est une autre interface. Chaque interface est une autre chance de décalage de hauteur ou de léger désalignement.
Les systèmes modulaires standardisés — correctement organisés — peuvent atteindre des changements de 6 à 8 minutes avec un retour sur investissement raisonnable. Mais ils exigent de la maintenance et de la discipline. Les systèmes magnétiques et hydrauliques vont encore plus vite, et les changeurs d’outils automatisés peuvent réduire le changement de série à 1 à 2 minutes dans le bon environnement.
Regardez maintenant l’approche américaine dans la réalité à haute variété : longueurs solides stockées là où elles rentrent, opérateurs à la recherche du bon segment, calant une pièce courte parce que la longue est utilisée sur un autre frein.
Voici ce que le catalogue d’outillage ne vous dira pas : la flexibilité sans standardisation devient de l’entropie. Plus vous autorisez de combinaisons, plus vous créez de variables d’alignement.
Pour le cintrage lourd et personnalisé à faible volume — plaque épaisse, géométrie unique, longues séries — l’outillage américain solide brille. Vous le réglez une fois. Vous vous appuyez dessus. Il se comporte comme ce camion diesel sur une longue route : stable, prévisible, conçu pour la charge.
Mais la production à haute variété, c’est le trafic urbain stop-and-go. Séries courtes. Échanges constants. Délais de livraison serrés. Dans cet environnement, le coût n’est pas le prix de l’outil ; ce sont les minutes de réglage cumulées et la variabilité d’alignement qui s’accumule.
Alors je vous laisse avec la réalité opérationnelle, pas la promesse du prospectus : si vous changez d’outils quatre fois par jour, conduisez-vous un camion de gravier en centre-ville — oui ou non ?
L’hiver dernier, je suis entré dans un atelier faisant tourner deux freins de 10 pieds côte à côte. L’un avait un outillage à tenon traditionnel américain. L’autre avait un système de serrage rapide de style européen. Le propriétaire venait d’acheter une épaisse plaque adaptatrice pour pouvoir utiliser ses poinçons américains “ assez bons ” sur la machine plus récente.
Les premières pièces semblaient correctes.
Trois semaines plus tard, il traquait une dérive d’angle sur 8 pieds de tôle de calibre 11. Pas des tonnes. Pas une flexion. Une dérive. Il avait ajouté un demi-pouce d’acier entre le vérin et le poinçon avec cette plaque. La course avait changé. La hauteur de fermeture avait changé. Le trajet de charge avait changé. Chaque réglage signifiait désormais recalibrer le point mort bas et réenseigner les programmes de pliage.
C’est à ce moment-là que le rendement des systèmes plus rapides et auto-centrants devient évident — quand vos opérateurs passent plus de temps à remettre à zéro une machine qu’à plier des pièces.
Voici ce que le catalogue d’outillage ne vous dira pas : une plaque adaptatrice n’élimine pas l’incompatibilité. Elle la déplace dans une pile d’interfaces que vous ne voyez pas lors du réglage.
Si la production à haute variété vous pénalise déjà pour chaque minute de réglage supplémentaire, pourquoi ajouter une autre variable entre le vérin et l’outil ?
Placez un tenon américain de 0,500 pouce à côté d’un tenon européen de 13 mm sur un établi. Assez proches pour qu’un acheteur optimiste pense : En quoi cela peut-il être si différent ?
Assez différents.
L’outillage américain a été conçu autour d’une charge en ligne droite dans des pinces simples ou des vis de serrage. L’outillage européen de style Promecam utilise un tenon plus étroit avec un épaulement de référence défini qui s’insère dans un support assorti. L’un repose sur la friction et la pression des boulons. L’autre repose sur la géométrie pour localiser la ligne centrale.
Ils peuvent tous deux supporter la tonnage. Ce n’est pas le problème.
Le problème est l’emplacement de la surface de référence. Sur de nombreux systèmes européens, la hauteur de travail du poinçon est contrôlée par le porte-outil et l’épaulement de tenon rectifié avec précision. Sur les systèmes américains, la hauteur de travail est souvent recréée à chaque fois par la force de serrage et l’alignement manuel.
Lorsque vous les mélangez, vous ne faites pas que changer de formes. Vous empilez deux philosophies de référence différentes l’une sur l’autre.
J’ai vu des ateliers caler l’outillage américain dans des pinces européennes pour atteindre la hauteur nominale. Ça marche — jusqu’à ce que vous passiez d’une section de 4 pieds à des pièces segmentées et découvriez que les cales ne sont pas parfaitement assorties. Maintenant, votre angle de pliage change aux jonctions, non pas parce que l’acier a bougé, mais parce que votre pile de références a changé.
Si le tenon se verrouille dans le vérin et que la matrice en V repose à plat sur le lit, la décision paraît mécanique, pas stratégique.
Mais lorsque la géométrie de la soie n’a jamais été conçue pour ce porte-outil, qu’est-ce qui contrôle exactement la ligne centrale de votre poinçon — la machine ou la friction ?
Il existe des presses plieuses CNC modernes construites avec un serrage hybride qui acceptent réellement à la fois les outils américains et européens. Sièges intégrés. Faces de référence conçues. Aucun acier mystérieux entre les deux.
Ces machines sont conçues pour cela.
Une plaque adaptatrice du marché secondaire n’est pas la même chose. Elle ajoute de l’épaisseur entre le coulisseau et l’outil. L’épaisseur modifie la lumière. La lumière modifie les exigences de course. La course modifie la proximité avec les limites mécaniques de la machine. Dans un atelier occupé, cela se traduit par plus de reprogrammation et plus de risque d’alarmes de dépassement de course.
Ajoutez maintenant les tolérances.
La planéité du coulisseau de la machine a une tolérance. La rectification de la plaque adaptatrice a une tolérance. L’interface entre l’adaptateur et le coulisseau en a une. Entre l’adaptateur et le poinçon, une autre. Additionnez-les et vous obtenez une accumulation de tolérances — déviation cumulative créée par plusieurs surfaces d’accouplement.
Individuellement, chacune peut être dans quelques millièmes. Sur 3 mètres, elles se cumulent.
Dans un travail à forte diversité, vous démontez et reconstruisez cet empilement plusieurs fois par poste. Chaque démontage est une occasion pour des copeaux, des bavures ou un couple de boulons inégal de modifier légèrement le chemin de charge. L’incohérence ne se manifeste pas comme une défaillance catastrophique. Elle apparaît sous forme de dérive d’angle, de marques sur l’épaulement ou du besoin discret de plus de pliages d’essai.
Voici ce que le catalogue d’outillage ne vous dira pas : chaque interface supplémentaire est un endroit où la variation peut se cacher, et la production à forte diversité révèle la variation plus rapidement que la tôle épaisse ne le fera jamais.
Les plaques adaptatrices ont du sens lorsque vous exécutez des travaux lourds et à faible volume et que vous souhaitez réutiliser des outils hérités sur une nouvelle presse plieuse. Fixez une fois. Réglez. Faites tourner pendant des jours.
Mais si vous changez d’outil quatre fois avant le déjeuner, êtes-vous à l’aise de reconstruire une pile de références à plusieurs couches à chaque fois ?
Ouvrez le manuel de la machine. Cherchez trois chiffres : type d’interface du coulisseau, course maximale et plage de hauteur de fermeture.
Je me suis tenu aux côtés d’un superviseur qui avait acheté des outils américains pour un serrage hydraulique de style européen parce qu’ils étaient moins chers au pied. Il n’avait pas remarqué que l’ajout d’un adaptateur réduisait la course disponible de près d’un pouce. Sur des pliages à l’air peu profonds, pas de problème. Sur des formes de boîte profondes avec des poinçons hauts, ils ont manqué de lumière et ont dû diviser les opérations en deux configurations.
L’outillage était moins cher. La main-d’œuvre ne l’était pas.
Vérifiez si votre coulisseau est rectifié avec précision pour accepter un profil de soie spécifique. Vérifiez si votre porte-matrice inférieur est auto-centreur ou simplement à siège plat. Vérifiez si votre commande enregistre les décalages de hauteur d’outil par station ou suppose une géométrie standardisée.
Si votre machine a été conçue autour d’un système européen rectifié avec précision, forcer l’outillage américain dedans via des adaptateurs signifie que vous contournez la répétabilité même pour laquelle vous avez payé. Si votre presse plieuse est une ancienne machine nord-américaine avec des serrages simples et sans porte-outils, l’outillage américain correspond à son ADN. Charge en ligne droite. Matériel minimal. Conçue pour transporter.
Comme un camion diesel lourd : donnez-lui une autoroute et 20 tonnes, et il fonctionnera toute la journée sans se plaindre. Envoyez-le dans des livraisons urbaines avec arrêts fréquents, stationnements serrés et virages constants, et vous ressentirez chaque choix de conception.
Voici ce que le catalogue d’outillage ne vous dira pas : l’outillage n’est pas un accessoire universel. Il fait partie du système de transfert de force de la machine, et le fait de mal assortir ce système pour des économies à court terme se traduit généralement par de la main-d’œuvre, pas par de l’acier cassé.
Avant de mélanger les styles sur le même vérin, répondez à ceci sans hésiter : configurez-vous votre presse plieuse pour le travail que vous effectuez réellement — ou pour les outils que vous possédez déjà ?
Alors, comment un atelier devrait-il décider sur quel système d’outillage se standardiser pour son mélange de production spécifique ?
Arrêtez de penser en marques. Commencez à penser en chemins de charge et en fréquence de réglage.
Vous avez déjà vu que mélanger les systèmes est un choix structurel, pas une solution neutre. Bien. Maintenant, nous allons préciser. L’outillage américain n’est pas “ mauvais ”. Il est brutalement honnête sur ce pour quoi il a été conçu. Quand vous le gardez dans sa voie, il ne s’excuse pas.
Mais vous devez savoir où cette voie se termine.
Si vous pliez en fond des plaques d’un demi-pouce toute la journée, vous ne vous souciez pas de gagner 30 secondes sur un changement d’outil.
Vous vous souciez de résister à 200 tonnes sans broncher.
L’outillage américain transmet la force directement du bout du poinçon dans la matrice. Pas de porte-outil décalé. Pas d’épaulement étroit de tenon se logeant dans une pince de précision. C’est un chemin de charge direct. En pliage en fond et en matriçage, où le matériau est forcé dans le rayon de la matrice et où le poinçon effectue un véritable travail de déformation plastique, cette compression en ligne droite est simple et solide.
Par pliage, c’est un cheval de trait.
Voici ce que le catalogue d’outillage ne vous dira pas : cette même force concentrée qui rend l’outillage américain indestructible sous un tonnage élevé n’est un avantage que lorsque vous ne démontez pas le réglage toutes les quelques heures. Sur une longue série unique, fixez-le une fois, serrez-le correctement, réglez votre profondeur, et laissez-le manger de l’acier.
C’est là qu’il brille.
Pensez-y comme un camion diesel lourd transportant du gravier sur l’autoroute. Accrochez la remorque, verrouillez-la, et parcourez des kilomètres réguliers sous charge. Il durera plus longtemps que des engins plus légers conçus pour la maniabilité. Mais vous ne garez pas en parallèle un diesel avec une remorque de 12 mètres dans le trafic du centre-ville.
Si votre journée consiste en une pièce épaisse sur mesure après l’autre, même réglage, même tonnage, avez-vous vraiment besoin d’un système de changement rapide de précision pour y survivre ?
Maintenant, nous séparons le tonnage de la tolérance dans le temps.
L’outillage américain repose souvent sur l’alignement manuel et la pression de serrage pour établir la hauteur de travail. Cela signifie que l’opérateur fait partie du système de positionnement. Lors du premier réglage d’un travail lourd sur mesure, un opérateur qualifié peut balayer le poinçon, le pousser en ligne, le verrouiller, et obtenir des angles répétables toute la journée.
“ Les premières pièces avaient l’air correctes. ”
Bien sûr qu’elles l’étaient. Rien n’a bougé.
Le problème apparaît lorsque vous démontez et reconstruisez. Chaque re-serrage est une recréation de la géométrie. Sur une pièce unique sur mesure en plaque épaisse, vous n’aurez peut-être jamais besoin de la recréer. Vous pliez le lot, l’expédiez, et passez à autre chose. Pas d’échanges de segments. Pas de changements de matrice en milieu de journée. Pas d’empilement de tolérances sur plusieurs reconfigurations.
Dans ce contexte, l’outillage américain n’est pas bâclé. Il est suffisant.
Voici ce que le catalogue d’outillage ne vous dira pas : l’outillage américain ne récompense pas les démontages fréquents. Sa rentabilité suppose la stabilité. Dès que vous lui demandez de se comporter comme un système modulaire à forte variété — répétabilité constante en hauteur sur des dizaines de réinstallations — vous luttez contre sa conception, vous ne l’utilisez pas.
Si votre travail typique est un composant lourd soudé, exécuté une fois par mois dans un matériau épais, est-ce important qu’un système européen puisse répéter à un demi-millième sur dix changements ?
Nous arrivons maintenant à la véritable ligne de décision.
L’outillage américain est imbattable par pli sous charge lourde et stable. Les systèmes européens gagnent sur les cycles de production.
Ce croisement n’a rien à voir avec la fidélité à une marque. Il concerne la fréquence à laquelle vous perturbez le réglage. Exemple hypothétique : si vous exécutez un lot de 300 pièces en plaque de 3/8 sur deux jours sans aucun changement d’outil, le coût initial plus faible et la simplicité robuste de l’outillage américain ont du sens. Votre main-d’œuvre est amortie sur l’ensemble du lot. L’alignement se fait une seule fois.
Mais si vous exécutez dix travaux différents de 30 pièces dans un matériau plus fin, chacun nécessitant des poinçons segmentés, des cols de cygne et des ouvertures en V variées, vous payez pour l’alignement manuel dix fois. Cette main-d’œuvre s’accumule. La variabilité aussi.
Qu’y avait-il d’autre à réfléchir.
Voici ce que le catalogue d’outillage ne vous dira pas : le point de croisement n’est pas un nombre fixe de pièces par an. C’est le nombre de réglages par poste. Lorsque les réglages se multiplient, les systèmes qui se positionnent par géométrie et épaulements tang standardisés commencent à s’amortir en minutes gagnées et en rebuts évités.
L’outillage américain est un camion diesel conçu pour transporter de lourdes charges de manière constante. L’outillage européen est conçu pour un positionnement contrôlé et répétable dans une production en arrêt-démarrage. Aucun n’a tort.
Mais vous ne pouvez pas prétendre qu’ils coûtent la même chose une fois que votre mix de production change.
Alors examinez les travaux du dernier trimestre, comptez le nombre moyen de changements d’outil par jour, et répondez clairement : transportez-vous du gravier toute la semaine ou faites-vous des livraisons en ville toutes les heures ?
Vous voulez le point de croisement. Pas la philosophie. Un chiffre que vous pouvez entourer sur un tableau blanc et défendre lors d’une réunion budgétaire.
Bien.
Parce qu’une fois que vous acceptez que la fréquence des réglages détermine l’économie, la décision cesse de porter sur ce que votre presse peut serrer et commence à porter sur ce que votre modèle de production peut supporter.
Voici ce que le catalogue d’outillage ne vous dira pas : le véritable coût de l’outillage américain dans un travail à forte variété n’est pas la force ou la précision au premier coup. C’est le coût de recréation. Chaque fois que vous démontez et reconstruisez un système aligné manuellement, vous payez à nouveau pour une géométrie que vous avez déjà achetée une fois.
Les premières pièces semblaient correctes.
Ils le font toujours.
La question est de savoir combien il vous en coûte pour que le cinquantième montage de la semaine soit aussi soigné que le premier du lundi matin.
Alors nous arrêtons de discuter Américain contre Européen en tant que marques. Nous mesurons ce que vous perdez lorsque vous choisissez un compromis plutôt qu’un autre. Êtes-vous prêt à perdre la simplicité du tonnage brut, ou êtes-vous prêt à perdre la répétabilité des montages dans le temps ?
Récupérez vos 90 derniers jours de travaux.
Pas le chiffre d’affaires. Pas le tonnage. Les changements d’outils par équipe.
Comptez combien de fois les opérateurs ont démonté et reconstruit des combinaisons poinçon-matrice. Ce nombre est votre indice de friction. Si vous faites en moyenne un montage complet par équipe, vous êtes dans le domaine du transport diesel longue distance. Si vous en faites six en moyenne, vous êtes dans le trafic stop-and-go, que vous l’admettiez ou non.
Ajoutez maintenant l’épaisseur du matériau. Si 60 % de votre travail se situe au-dessus de 1/4 de pouce et se fait en lots de plus de 200 pièces par montage, le chemin de charge direct et la masse de l’outillage américain jouent en votre faveur. Serrez une fois. Réglez la profondeur. Lancez la production. La main-d’œuvre s’amortit proprement.
Mais si la plupart de vos travaux sont de 20 à 50 pièces en acier de 10 à 14 gauge avec des cols de cygne segmentés échangés en milieu de journée, ce chemin de force en ligne droite devient sans importance. Votre goulot d’étranglement n’est plus la capacité de tonnage. C’est la recréation de l’alignement.
Voici ce que le catalogue d’outillage ne vous dira pas : la simplicité de retournement de l’outillage américain peut vous piéger dans des géométries de poinçon limitées. Lorsque vous commencez à meuler sur mesure pour atteindre des brides étroites ou des poches de dégagement, vous transformez discrètement un système “ économique ” en système personnalisé sans les avantages de localisation répétable des épaulements européens et des hauteurs standardisées.
C’est ainsi que les ateliers dérivent vers des montages hybrides et se convainquent que cela fonctionne.
Et parfois, c’est le cas.
J’ai vu des opérateurs utiliser des outils supérieurs européens avec des matrices inférieures américaines sur de vieilles presses mécaniques et obtenir de bons angles toute la journée. Des mains expertes peuvent compenser beaucoup de choses. Mais la compétence n’est pas un système. Au moment où cet opérateur est absent pour maladie, votre processus maintient-il encore la tolérance sans devoir ajuster les poinçons à coups de marteau ?
Mettons des chiffres sur le point de bascule.
Hypothèse. Le taux horaire de votre atelier pour un opérateur de presse plieuse est de $75 par heure chargé. Un montage manuel complet de style américain — extraction, alignement, ajustement, serrage, test de pliage — prend 25 minutes. Un montage de précision à changement rapide de style européen prend 10 minutes car l’épaulement de la languette se positionne dans un serre-outil standardisé et la hauteur est répétable.
Différence : 15 minutes.
À raison d’un montage par équipe, cinq jours par semaine, cela représente 75 minutes économisées par semaine. Environ 65 heures par an. Environ $4,875 en main-d’œuvre.
Maintenant, ne changez rien sauf la fréquence des montages. Cinq montages par équipe au lieu d’un. Même delta de 15 minutes. Vous êtes maintenant à 325 heures par an. Plus de $24,000.
C’est votre calcul de point de bascule.
Si l’écart de prix entre les systèmes d’outillage est de $15,000, vous l’avez amorti en moins d’un an à fréquence élevée de mélange. À faible fréquence, cela peut prendre de trois à cinq ans — ou jamais.
Qu’y avait-il d’autre à réfléchir.
Voici ce que le catalogue d’outillage ne vous dira pas : les composés de friction dans les rebuts et retouches. Chaque recréation de géométrie introduit de petites différences de hauteur ou d’alignement. Sur des pièces tolérantes, vous ne le verrez pas. Sur des travaux à tolérances strictes, vous poursuivrez une dérive d’angle et blâmerez la variation de lot de matériau. Vous ne facturerez pas ce temps.
La décision ne porte pas sur quel outillage est “ meilleur ”. Elle porte sur la perte que vous pouvez vous permettre : un capital immobilisé dans du matériel de précision, ou de la main-d’œuvre et de la variabilité qui se perdent à travers des réglages répétés.
Si vous multipliez votre moyenne quotidienne de réglages par 15 minutes, le chiffre annuel de main-d’œuvre vous met-il mal à l’aise ?
Avant d’approuver le prochain achat d’outillage, posez cette question en langage simple :
Ce système d’outillage réduira-t-il le nombre de minutes qu’il faut à mon atelier pour recréer la géométrie sur une année de production réelle ?
Pas par pli.
Pas par pièce.
Sur une année.
Si la réponse est non — parce que vous travaillez de la tôle épaisse en longues séries stables — alors l’outillage américain fait exactement ce pour quoi il a été conçu. Comme un camion diesel lourd transportant du gravier toute la journée, il est d’une efficacité brutale lorsque la charge est stable et la route droite.
Mais si votre journée ressemble à des arrêts constants, des petites séries, des plis de dégagement, des échanges segmentés et un empilement de tolérances sur plusieurs travaux, ce même diesel devient surdimensionné et inefficace pour des livraisons en ville. La force n’est plus le facteur limitant. C’est l’agilité.
La vérité non évidente que vous emportez est celle-ci : l’outillage n’est pas une décision matérielle. C’est une décision de survie liée à la fréquence à laquelle vous perturbez votre propre géométrie.
Alors regardez votre moyenne de réglages par poste, multipliez par la différence de temps entre les systèmes, projetez sur une année, et répondez-moi ensuite sans fierté ni loyauté de marque —
Votre modèle de production peut-il se permettre de continuer à payer pour reconstruire la même géométrie encore et encore, oui ou non ?


















