

No inverno passado, vi o dono de uma loja encaixar com força uma nova punção de estilo americano no seu punção, limpar as mãos e dizer: “Aço é aço. Serve. Vamos trabalhar.”
As primeiras peças pareciam boas.
Na terceira troca de trabalho do dia, o operador já estava a calçar, bater, voltar a zerar a profundidade, a perseguir meio graus como se fossem moscas. Ninguém culpou as ferramentas. Encaixava no punção. O que mais havia para pensar?
Caminha por qualquer oficina e vais ouvir isto: Europeia, Americana, New Standard — é tudo apenas aço endurecido que empurra chapa para dentro de uma matriz. Se a lingueta encaixa no punção e a matriz em V fica plana sobre a mesa, a decisão parece mecânica, não estratégica.
Esse é o engano.
Uma punção que encaixa no teu sistema de fixação prova apenas uma coisa: a geometria coincide. Não diz nada sobre como a força viaja do punção à ponta da punção, quanta deflexão aparece ao longo de uma mesa de 3 metros, ou quão repetível será a tua configuração na quarta troca de turno. Compatibilidade parece equivalência porque a máquina faz o ciclo. As peças saem dobradas.
Até deixarem de sair.
Por isso, quando dizes “serve”, estás a falar de encaixe físico — ou de desempenho de produção, sim ou não?

Já adaptei quinadeiras onde o dono me disse orgulhosamente que tinha padronizado em ferramentas americanas porque eram “simples e resistentes”. E não estava errado quanto à resistência. As ferramentas de estilo americano são como um camião diesel pesado feito para transportar cascalho o dia todo — espessas, robustas, tolerantes a força bruta.
Mas esse camião em trânsito urbano, com pára-arranca? É outra história.
As ferramentas americanas geralmente dependem de parafusos de fixação e tolerâncias mais largas na interface entre o suporte e a punção. Isso significa que a transferência de força depende mais da pressão da fixação e menos da geometria de autoalinhamento, retificada com precisão. Em trabalhos de alta tonelagem e pouca variação — chapa grossa, tarefas repetitivas — aguenta e continua a puxar. Em produção de alta diversidade, onde trocas de ferramenta dez vezes por turno e se espera precisão já na primeira peça, essas pequenas variações de alinhamento acumulam-se.
Eis o que o catálogo de ferramentas não te diz: a forma como a força é introduzida no corpo da punção afeta o quão consistentemente essa força chega à ponta — e à tua peça.
Se duas ferramentas “servem”, mas uma repete dentro de alguns milésimos após cada mudança e a outra precisa de pancadinhas e ajustes, serão realmente intercambiáveis num horário de produção variada?
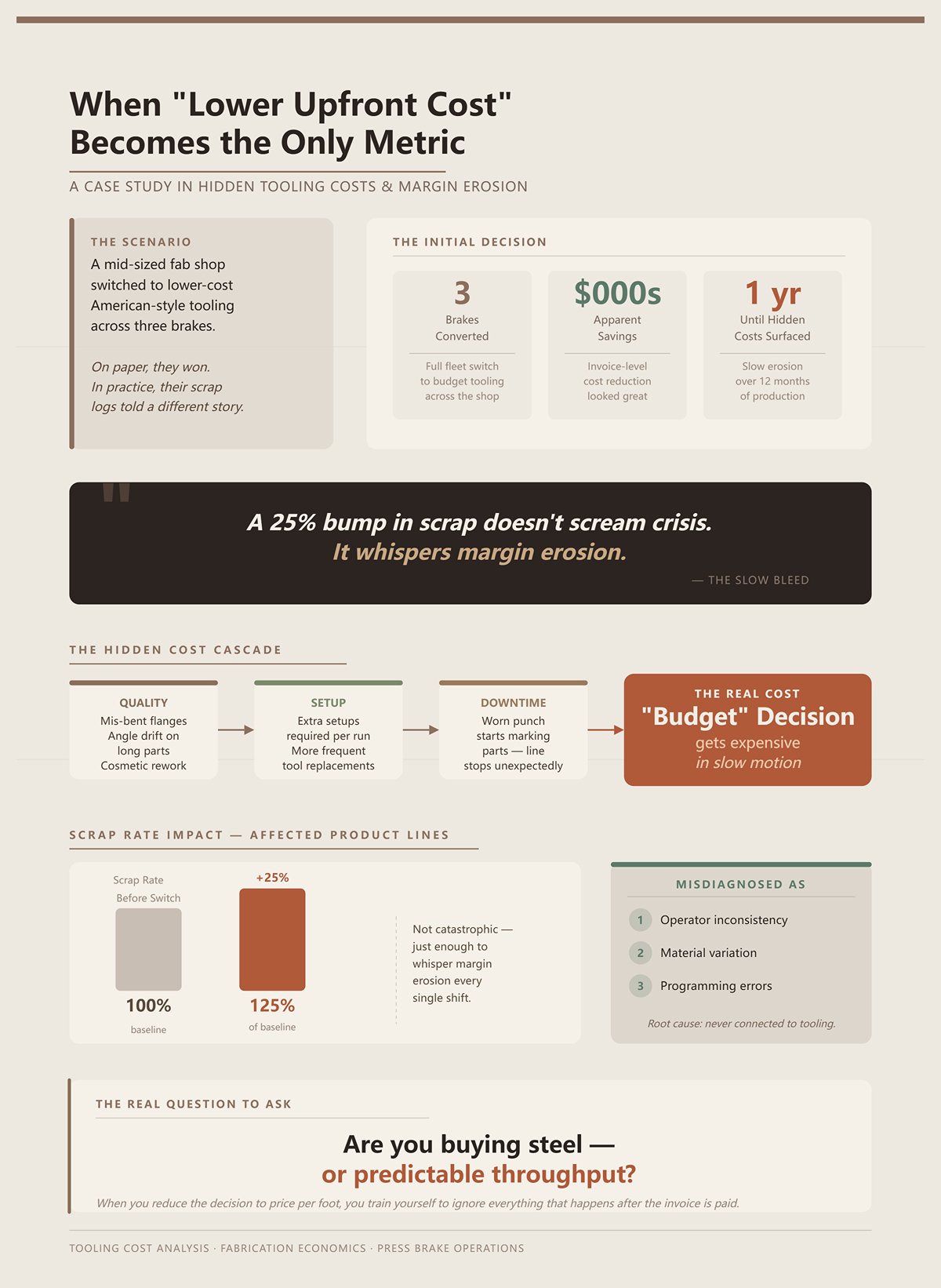
Uma vez analisei registos de compras de uma oficina de fabrico de tamanho médio que se gabava de poupar milhares ao mudar para ferramentas de estilo americano mais baratas em três quinadeiras. No papel, venceram.
Na prática, os registos de sucata contavam outra história.
No ano seguinte, as taxas de sucata subiram — não de forma catastrófica, apenas o suficiente: abas mal dobradas, desvio de ângulo em peças longas, retrabalho em painéis estéticos. Um aumento de 2,51% na sucata em certas linhas de produto não grita crise. Sussurra erosão de margem. Junta-se a isto mais configurações, substituições mais frequentes de ferramentas e o custo oculto do tempo de paragem quando uma punção gasta começa a marcar as peças, e essa decisão “económica” torna-se cara em câmara lenta.
Eles nunca associaram isso ao estilo de ferramental. Viram problemas isolados: inconsistência do operador, variação de material, erros de programação.
Quando reduz a decisão ao preço por pé de ferramental, treina-se para ignorar tudo o que acontece depois de a fatura ser paga.
Está a comprar aço — ou está a comprar rendimento previsível?
Antes de a maioria das oficinas fazer uma encomenda de ferramental, verificam três coisas: se cabe no carro do prensa, se aguenta a tonelagem e qual é o preço.
Raramente perguntam quantas configurações por dia essa ferramenta irá suportar.
Produção de alta variedade não se trata de tonelagem máxima. Trata-se de aplicação repetida e precisa de força durante constantes trocas. É aí que o mecanismo de transferência de força — como o punção encaixa, como se autoalinha, como o carregamento se distribui uniformemente — começa a importar mais do que a força bruta. Um sistema construído para durabilidade extrema pode tornar-se pesado quando a sua verdadeira necessidade é precisão com rapidez.
E essa é a mudança cognitiva que preciso que faça: pare de perguntar se o ferramental pode sobreviver à carga e comece a perguntar se o seu calendário pode sobreviver ao ferramental.
Se a sua oficina produz dezenas de peças diferentes por dia, com tolerâncias apertadas e expectativa de aprovação da primeira peça, ajustou realmente o seu estilo de ferramental ao seu modelo de produção — sim ou não?
Na primavera passada, fiquei atrás de uma dobradeira de 10 pés a trabalhar com suportes de aço inoxidável de 3/16 — nada de exótico. O operador tinha a tabela de tonelagem colada ao controlo. Os números estavam limpos. A configuração parecia limpa. Primeira peça: 89,5 graus. Segunda: 90,8. Terceira: 89,2. Ajustou a profundidade duas vezes em dez minutos e comentou sobre variação do material.
Mesma chapa. Mesmo programa. Mesmo punção e matriz “compatíveis” americanos.
Quando vê esse tipo de variação no ângulo em dobragem ao ar, o instinto é culpar o retorno elástico. E sim, dobragem ao ar — formar forçando o punção no V da matriz sem encostar no fundo — depende da recuperação elástica. O aço inoxidável exagera isso. Mas aqui está o que o catálogo de ferramentas não lhe vai dizer: a forma como a força entra no corpo do punção determina a consistência com que essa força chega à ponta, e sistemas americanos de assento plano introduzem variabilidade antes mesmo de o metal ter a chance de retornar.
A força não viaja diretamente para baixo como uma haste de pistão. Espalha-se pela interface de fixação, para o encaixe do punção, através de qualquer superfície de contacto que esteja efectivamente a tocar dentro do suporte. Se esse contacto depende de parafusos de fixação e assento plano em vez de geometria auto-centrante, pequenas diferenças na pressão de fixação mudam a forma como o punção fica sob carga. Em trabalho pesado e constante, essa distribuição é previsível. Com trocas constantes de ferramenta e variação de raios, muda.
Não vê isso com os olhos. Vê em meio grau e reapertos.
Portanto, quando o seu calendário exige dez materiais diferentes, cinco aberturas em V diferentes e aprovação da primeira peça sempre, ainda está a pensar na força como uma linha reta — sim ou não?
Imagine a parte traseira de um punção de estilo americano: encaixe largo, assento plano, mantido no lugar pela pressão de fixação e frequentemente por parafusos de ajuste. É simples. É resistente. Há muito aço em contacto com muito aço.
Essa simplicidade é o que lhe permite sobreviver a tonelagem brutal em chapa grossa. É o camião diesel do ferramental — construído para transportar cascalho todo o dia sem reclamar. Área de contacto maciça. Tolerante a pequenas lascas. Fácil de maquinar. Fácil de substituir.
Mas o contacto plano com plano tem um segredo sujo: não se auto-posiciona.
Se o punção assentar mesmo que apenas alguns milésimos fora do centro, porque um dos lados aperta mais do que o outro, o caminho da carga desloca-se. Numa ferramenta de 10 pés, esse desvio complica-se com a deflexão da mesa e a inconsistência do material. Agora, acrescenta a realidade de alta mistura: desapertas, trocas segmentos, voltas a apertar — talvez oito vezes num turno. De cada vez, dependes do alinhamento manual e da força de aperto uniforme para recriar exatamente o mesmo caminho de carga.
Eis o que o catálogo de ferramentas não te vai dizer: os sistemas de assento plano obtêm a sua resistência da área de superfície, não da geometria. A área de superfície resiste ao esmagamento sob carga, mas é a geometria que repete a posição.
Em trabalhos pesados de baixo volume, apertas uma vez e produzes 500 peças. O sistema estabiliza. Em alta mistura, estás constantemente a perturbar essa interface. A instabilidade não é um defeito; está incorporada na escolha de design.
Se o teu modelo de produção depende de reinstalações repetíveis várias vezes por dia, uma superfície de aperto que não se auto-centraliza parece-te a base certa?

Agora vamos falar sobre para onde a força realmente quer ir.
Num sistema alinhado ao centro, o punção é posicionado de forma que a geometria de fixação alinhe o caminho da carga através do centro da ferramenta. Sob carga, o vetor de força mantém-se simétrico em relação ao corpo do punção. O suporte ajuda a guiá-lo.
Num sistema americano não alinhado ao centro, especialmente com aberturas em V mais largas e ferramentas segmentadas, a carga pode desviar-se para o lado com maior pressão de fixação ou pequenas diferenças de assentamento. Em trabalhos leves, nunca notarás. Sob carga pesada ou com grandes raios, notarás.
Considera esta hipótese: estás a formar uma dobra de grande raio em que a relação diâmetro/largura excede aproximadamente um terço. Os gráficos de tonagem padrão podem subestimar a força necessária comparada com cálculos de equilíbrio estático mais exatos. Defines o valor do gráfico. A máquina oferece mais resistência real do que o previsto. O punção recebe uma carga superior à esperada e, porque o assentamento não é auto-centrante, esse excesso de carga não é distribuído de forma uniforme.
Uma aresta da lingueta suporta mais tensão. Um lado do suporte aguenta mais. Com o tempo, obténs desgaste desigual. Numa prensa de alta mistura, esse desgaste manifesta-se como altura de fecho inconsistente e desvio de ângulo entre configurações — não uma falha catastrófica, apenas variação crescente.
Eis o que o catálogo de ferramentas não te vai dizer: a sobrecarga num sistema não alinhado ao centro não ameaça apenas a quebra; muda a forma como a força flui no trabalho seguinte.
As oficinas que têm sucesso com ferramentas americanas em produção de alta mistura moderada fazem uma coisa bem: combinam cuidadosamente tonagem, material e abertura em V e evitam flertar com essas cargas de limite. Gerem a física em vez de assumirem que robustez equivale a precisão.
Estás a controlar ativamente como a força é centrada através da tua ferramenta — ou assumes que a massa por si só manterá tudo correto?
Uma vez medi com micrómetro uma matriz americana de 6 pés que esteve em serviço durante anos. Visualmente estava bem. Sem lascas. Mas ao longo do seu comprimento, medi uma variação de alguns milésimos na altura — a discreta impressão digital do aplainamento e do desgaste a longo prazo.
O aplainamento deixa uma superfície funcional. É rápido. É económico. Para trabalhos pesados personalizados, é suficiente. Mas o acabamento superficial e a tolerância dimensional são mais frouxos do que na retificação de precisão, onde as faces de contacto são rectificadas com maior planicidade e paralelismo.
Por que é que isso importa em alta mistura?
Porque cada vez que apertas uma ferramenta aplainada de assento plano, estás a acumular tolerâncias: retidão do martelo, desgaste do suporte, variação da lingueta do punção, variação da altura da matriz. Isoladamente, cada uma é pequena. Em conjunto, manifestam-se como inconsistência de ângulo, especialmente no ar, onde a sensibilidade profundidade–ângulo é elevada. Alguns milésimos no assento podem traduzir-se em décimos de grau na peça.
Eis o que o catálogo de ferramentas não te vai dizer: o método de fabrico dita quanto trabalho de alinhamento o teu operador terá de fazer ao longo da vida útil da ferramenta.
Os sistemas retificados de precisão e auto-centrantes custam mais à partida porque a geometria faz o alinhamento por ti. As ferramentas americanas aplainadas e de assento plano pedem ao operador que seja o sistema de alinhamento. Num trabalho pesado e lento, é gerível. Em dez trocas por dia, é caro em minutos, sucata e frustração.
Então, antes de aceitar “suficientemente bom” como padrão, pergunte a si mesmo: está a gerir uma operação de transporte de cascalho — ou uma rota de entregas com paragens frequentes que exige a mesma precisão em cada paragem?
| Secção | Conteúdo |
|---|---|
| Observação no terreno | Uma vez medi com micrómetro uma matriz americana de 6 pés que esteve em serviço durante anos. Visualmente estava bem. Sem lascas. Mas ao longo do seu comprimento, medi uma variação de alguns milésimos na altura — a discreta impressão digital do aplainamento e do desgaste a longo prazo. |
| Características de aplainamento | O aplainamento deixa uma superfície funcional. É rápido. É económico. Para trabalhos pesados personalizados, é suficiente. Mas o acabamento superficial e a tolerância dimensional são mais frouxos do que na retificação de precisão, onde as faces de contacto são rectificadas com maior planicidade e paralelismo. |
| Porque é que isto é importante na produção de alta variedade | Cada vez que fixa uma ferramenta plana e aplainada, está a acumular tolerâncias: retidão do êmbolo, desgaste do suporte, variação da lingueta do punção, variação da altura da matriz. Individualmente pequenas, em conjunto resultam em inconsistência de ângulo — especialmente no dobramento ao ar onde a sensibilidade da profundidade para o ângulo é elevada. Alguns milésimos na base podem traduzir-se em décimos de grau na peça. |
| Custo oculto | O método de fabrico determina quanto trabalho de alinhamento o operador tem de realizar ao longo da vida útil da ferramenta — algo que os catálogos de ferramentas raramente mencionam. |
| Sistemas de precisão aplainada | Custam mais à partida porque a geometria realiza o alinhamento automaticamente. |
| Ferramentas planas e aplainadas | Exige que o operador funcione como sistema de alinhamento. Gerível para trabalhos lentos e pesados, mas dispendioso em minutos, desperdício e frustração durante mudanças frequentes. |
| Questão estratégica | Antes de optar por “suficientemente bom”, pergunte: está a gerir uma operação de transporte de cascalho — ou uma rota de entregas com paragens frequentes que exige precisão consistente em cada paragem? |
No ano passado, fiquei junto a uma prensa de travagem aeroespacial que passou para fixação rápida magnética. Mesmos operadores. Mesmas peças. O que mudou foi isto: o tempo médio de mudança de série caiu 68%, e a produção subiu 22% em poucos meses. Só as poupanças de mão-de-obra pagaram o investimento em cerca de sete meses.
Nada no aço mudou. A geometria e a fixação mudaram.
Já viu como a geometria de alinhamento por força impulsiona a repetibilidade. Agora adicione a frequência. Se perturbar essa interface quatro, seis, oito vezes por dia, a questão deixa de ser “Aguenta a tonelagem?” e passa a ser “Quão rápido e quão consistentemente consigo recriar o mesmo caminho de carga?”
Aqui está algo que o catálogo de ferramentas não lhe dirá: o tempo de mudança não são apenas minutos perdidos — é variabilidade multiplicada. Cada desaperto e re-fixação é outra oportunidade para deslocar o centro de força que acabou de estabilizar.
As ferramentas americanas podem absolutamente dobrar chapa pesada o dia inteiro sem hesitar. É o camião diesel que transporta cascalho do amanhecer ao anoitecer. Mas ponha esse mesmo camião a fazer 20 pequenas entregas urbanas com paragens constantes, e a conta de combustível e o desgaste dos travões começam a contar uma história diferente.
Se o seu horário implica quatro trocas de ferramenta antes do almoço, está a medir a velocidade de fixação com um cronómetro — ou a assumir que “suficientemente bom” ainda é suficientemente bom?
Imagine um punção americano de 10 pés com uma lingueta de segurança. Abre o martelo, solta as braçadeiras, sustenta o peso com ambas as mãos, desliza-o lateralmente, liberta a lingueta, baixa-o. Depois faz o movimento inverso com a ferramenta seguinte, certificando-se de que a lingueta encaixa corretamente antes de apertar.
As primeiras peças pareciam boas.
O que mais havia para pensar?
Agora compare isso com uma braçadeira hidráulica ou magnética de botão. Levanta o punção segmentado para a posição; ele encaixa numa sede autolocalizável. A força de fixação é uniforme ao longo do comprimento. A libertação é feita com um interruptor, não com uma chave.
Em testes controlados e relatórios de campo, as montagens manuais demoram frequentemente 15–30 minutos por troca. Os sistemas modulares padronizados ficam entre 6–8 minutos. Os sistemas magnéticos podem reduzir para 2–3. Essa diferença não parece dramática no papel — até multiplicar por quatro trocas por dia, cinco dias por semana.
Aqui está o que o catálogo de ferramentas não diz: as linguetas de segurança foram concebidas para evitar que as ferramentas caiam, não para vencer corridas de troca. Acrescentam segurança, mas também acrescentam passos de manuseamento, e esses passos acrescentam tempo.
Em trabalhos pesados de baixo volume, prende-se uma vez e executam-se 500 peças. A lingueta desaparece da equação económica. Em produção de alta diversidade, torna-se um evento laboral recorrente.
Quando o concorrente do outro lado da cidade consegue reiniciar em três minutos enquanto ainda está a afrouxar parafusos de fixação, quem é que está a faturar a hora extra no final do turno?
Observei um operador experiente bater num punção americano de 4 pés para alinhá-lo com um martelo de borracha. Afrouxa. Ajusta. Aperta. Verifica com um calibrador de folgas. Repete na outra extremidade.
Ele não era lento. Era cuidadoso.
“Se a lingueta se tranca no martelo e o V-die assenta plano na base, a decisão parece mecânica, não estratégica.” Esse é o engodo. Os sistemas de assento plano confiam no atrito e na sensibilidade do operador para recriar a posição. Não há nenhuma função geométrica de autocentragem que obrigue o caminho de carga a voltar ao mesmo local.
Em oficinas de alta diversidade, a Mac-Tech registou que até 25 % do tempo de preparação pode ser perdido apenas à procura e organização de ferramentas em ambientes desordenados. Adicione o alinhamento manual — bater, verificar, reapertar — e o seu equipamento “económico” está silenciosamente a consumir a folha de pagamento.
Aqui está o que o catálogo de ferramentas não diz: cada minuto que um operador experiente de prensa dobra passa a alinhar aço é um minuto pelo qual se está a pagar salário de profissional para uma tarefa que a geometria poderia ter resolvido automaticamente.
Os sistemas de autocentragem e retificados com precisão reduzem a necessidade desse ritual de batidas. O suporte guia o punção para uma linha central repetível. A força de fixação é consistente. O operador verifica, não negocia.
Se o seu melhor operador está a atuar como mecanismo de alinhamento quatro vezes por dia, está a fazer produção — ou a subsidiar o atrito com habilidade?
As ferramentas americanas são frequentemente vendidas em comprimentos sólidos: secções de 2 pés, 4 pés, 8 pés. Para cobrir uma peça de 10 pés com um recorte de janela, pode empilhar múltiplas peças, misturar pescoços de ganso, deixar espaços para alívio.
Cada junta é outra interface. Cada interface é outra oportunidade para desnível ou ligeiro desalinhamento.
Os sistemas modulares padronizados — devidamente organizados — podem atingir trocas de 6–8 minutos com retorno razoável. Mas exigem manutenção e disciplina. Os sistemas magnéticos e hidráulicos são ainda mais rápidos, e os trocadores automáticos de ferramentas podem reduzir a troca de séries para 1–2 minutos no ambiente certo.
Agora veja a abordagem americana na realidade de alta variedade: comprimentos sólidos armazenados onde quer que caibam, operadores à procura do segmento certo, calçando uma peça curta porque a longa está a ser usada noutro travão.
Eis o que o catálogo de ferramentas não lhe vai dizer, flexibilidade sem normalização torna-se entropia. Quanto mais combinações permitir, mais variáveis de alinhamento cria.
Na quinagem personalizada pesada e de baixo volume — chapa espessa, geometria única, longas séries — as ferramentas americanas sólidas destacam-se. Ajusta uma vez. Apoia-se nela. Comporta-se como um camião a diesel numa longa viagem de autoestrada: constante, previsível, feito para carga.
Mas a produção de alta variedade é tráfego urbano de pára‑arranca. Séries curtas. Trocas constantes. Prazos de entrega apertados. Nesse ambiente, o custo não é o preço da ferramenta; é o tempo acumulado de preparação e a variabilidade de alinhamento composta.
Por isso deixo-lhe a realidade operacional, não a promessa do folheto: se está a trocar ferramentas quatro vezes por dia, está a conduzir um camião de gravilha pelo centro da cidade — sim ou não?
No inverno passado entrei numa oficina com dois travões de 10 pés lado a lado. Um tinha ferramentas tradicionais com encaixe americano. O outro tinha um sistema europeu de fixação rápida. O proprietário tinha acabado de comprar uma placa adaptadora grossa para poder usar os seus punções “razoáveis” americanos na máquina mais recente.
As primeiras peças pareciam boas.
Três semanas depois estava a perseguir deriva de ângulo ao longo de 8 pés de chapa de 11 gauge. Não era excesso de toneladas. Não era deflexão. Era deriva. Ao usar essa placa adaptadora tinha acrescentado meia polegada de aço entre o ramo e o punção. O curso mudou. A altura de fecho mudou. O caminho de carga mudou. Cada preparação significava agora recalibrar o ponto morto inferior e reprogramar as dobras.
Esse é o momento em que o retorno dos sistemas mais rápidos e autocentrados se torna óbvio — quando os operadores passam mais tempo a voltar a zero a máquina do que a dobrar peças.
Eis o que o catálogo de ferramentas não lhe vai dizer, uma placa adaptadora não elimina a incompatibilidade. Transfere-a para um conjunto de interfaces que não consegue ver durante a preparação.
Se a produção de alta variedade já o penaliza por cada minuto extra de preparação, porque haveria de acrescentar outra variável entre o ramo e a ferramenta?
Coloque um encaixe americano de 0,500 polegadas ao lado de um encaixe europeu de 13 mm num banco. Tão parecidos que um comprador otimista pensa, Quão diferente pode ser?
Diferente o suficiente.
As ferramentas americanas foram concebidas para carga em linha reta num aperto simples ou parafusos de fixação. As ferramentas europeias estilo Promecam usam um encaixe mais estreito com um ombro de referência definido que assenta num suporte correspondente. Uma confia em fricção e pressão do parafuso. A outra confia na geometria para localizar a linha central.
Ambas conseguem suportar tonelagem. Isso não é o problema.
O problema é onde vive a superfície de referência. Em muitos sistemas europeus, a altura de trabalho do punção é controlada pelo suporte e pelo ombro de encaixe retificado com precisão. Nos sistemas americanos, a altura de trabalho é frequentemente recriada cada vez pela força de fixação e alinhamento manual.
Quando as mistura, não está apenas a trocar formatos. Está a empilhar duas filosofias de referência diferentes uma sobre a outra.
Já vi oficinas calçarem ferramentas americanas dentro de fixações europeias para atingir a altura nominal. Funciona — até mudar de uma secção de 4 pés para peças segmentadas e descobrir que os calços não estão perfeitamente correspondentes. Agora o ângulo de dobra muda nas juntas, não porque o aço se mexeu, mas porque o seu conjunto de referências mudou.
Se o encaixe prende no ramo e a matriz em V assenta plana na cama, a decisão parece mecânica, não estratégica.
Mas quando a geometria da lingueta nunca foi concebida para esse suporte, o que está exatamente a controlar a linha central do teu punção — a máquina ou o atrito?
Existem travões CNC modernos construídos com fixação híbrida que aceitam verdadeiramente tanto ferramentas americanas como europeias. Assentos integrados. Faces de referência engenheiradas. Nenhum aço “misterioso” pelo meio.
Essas máquinas são concebidas para isso.
Uma placa de adaptação aftermarket não é a mesma coisa. Acrescenta espessura entre o carro e a ferramenta. A espessura altera a folga. A folga altera os requisitos de curso. O curso altera a proximidade com que operas face aos limites mecânicos da máquina. Num chão de fábrica movimentado, isso traduz-se em mais reprogramações e mais risco de alarmes de sobrecurso.
Agora acrescenta as tolerâncias.
A planicidade do carro da máquina tem uma tolerância. O desbaste da placa de adaptação tem uma tolerância. A interface entre a adaptação e o carro tem uma. Entre a adaptação e o punção, outra. Soma-as e obténs uma acumulação de tolerâncias — desvio cumulativo criado por múltiplas superfícies de acoplamento.
Individualmente, cada uma pode estar dentro de alguns milésimos. Ao longo de 3 metros, elas acumulam-se.
Em trabalho de alta variedade, desmontas e voltas a montar essa pilha várias vezes por turno. Cada desmontagem é uma oportunidade para aparas, rebarbas ou torque desigual dos parafusos alterarem ligeiramente o caminho da carga. A inconsistência não se manifesta como uma falha catastrófica. Surge sob a forma de desvio de ângulo, marcações nos ombros ou a necessidade silenciosa de mais dobras de teste.
Eis o que o catálogo de ferramentas não te dirá: cada interface adicional é mais um local onde a variação pode esconder-se, e a produção de alta variedade expõe a variação mais depressa do que a chapa grossa alguma vez o fará.
As placas de adaptação fazem sentido quando estás a executar trabalhos pesados e de baixo volume e queres reutilizar ferramentas antigas num novo travão. Prende uma vez. Ajusta. Produz durante dias.
Mas se estás a trocar de ferramentas quatro vezes antes do almoço, sentes-te confortável em reconstruir uma pilha de referências multicamada todas as vezes?
Abre o manual da máquina. Procura três números: tipo de interface do carro, curso máximo e gama de altura de fecho.
Estive com um supervisor que tinha comprado ferramentas americanas para uma fixação hidráulica de estilo europeu porque eram mais baratas por pé. Não reparou que adicionar um adaptador reduzia o curso disponível em quase uma polegada. Em dobras de ar rasas, sem problema. Em caixas profundas com punções altos, ficaram sem folga e tiveram de dividir as operações em duas configurações.
A ferramenta era mais barata. A mão-de-obra não.
Verifica se o carro da tua máquina é retificado com precisão para aceitar um determinado perfil de lingueta. Verifica se o suporte inferior da matriz é autocentrante ou simplesmente de assento plano. Verifica se o controlo armazena os desvios de altura das ferramentas por estação ou se assume uma geometria padronizada.
Se a tua máquina foi projetada em torno de um sistema europeu retificado com precisão, forçar a utilização de ferramentas americanas através de adaptadores significa que estás a anular a própria repetibilidade pela qual pagaste. Se o teu travão for uma máquina norte-americana mais antiga, com fixações simples e sem suportes, as ferramentas americanas encaixam no seu ADN. Carga em linha reta. Hardware mínimo. Construída para aguentar.
Como um camião a gasóleo de serviço pesado: dá-lhe uma autoestrada e 18 toneladas, e funcionará o dia inteiro sem reclamar. Manda-o para entregas na cidade com trânsito e curvas apertadas, e sentirás cada escolha de conceção.
Eis o que o catálogo de ferramentas não te dirá: as ferramentas não são um acessório universal. São parte do sistema de transferência de força da máquina, e incompatibilizar esse sistema por uma poupança a curto prazo costuma refletir-se na mão-de-obra, não no aço partido.
Antes de misturares estilos no mesmo aríete, responde a isto sem hesitar: estás a configurar a tua prensa para o trabalho que realmente executas — ou para as ferramentas que já possuis?
Então, como deve uma oficina decidir qual o sistema de ferramentas a padronizar para o seu mix de produção específico?
Deixa de pensar em marcas. Começa a pensar em percursos de carga e frequência de configuração.
Já viste que misturar sistemas é uma escolha estrutural, não uma solução neutra. Ótimo. Agora vamos afunilar. A ferramenta americana não é “má”. É brutalmente honesta quanto ao que foi feita para fazer. Quando a manténs dentro desse limite, não pede desculpa.
Mas tens de saber onde esse limite termina.
Se estás a dobrar chapa de meia polegada o dia todo, não te preocupas em poupar 30 segundos numa troca de ferramenta.
Preocupas-te em aguentar 200 toneladas sem hesitar.
A ferramenta americana direciona a força diretamente através da ponta do punção para a matriz. Sem suporte descentrado. Sem ombro estreito de espigão a posicionar-se num grampo de precisão. É um caminho de carga direta. Em dobragem de fundo e cunhagem, onde o material é forçado contra o raio da matriz e o punção realiza trabalho real de deformação plástica, essa compressão em linha reta é simples e robusta.
Por dobra, é um cavalo de trabalho.
Eis o que o catálogo de ferramentas não te diz: essa mesma força concentrada que faz a ferramenta americana parecer indestrutível sob alta tonnagem só é uma vantagem quando não estás a desmontar a configuração a cada poucas horas. Numa única produção longa, fixa uma vez, aperta corretamente, ajusta a profundidade e deixa-a comer aço.
É aí que ela brilha.
Pensa nela como um camião pesado a gasóleo a transportar brita na autoestrada. Engata o reboque, trava-o, e faz quilómetros constantes sob carga. Vai durar mais do que veículos leves feitos para manobrabilidade. Mas não estás a estacionar um camião a gasóleo com um reboque de 12 metros no trânsito do centro da cidade.
Se o teu dia consiste em um suporte grosso personalizado após outro, mesma configuração, mesma tonnagem, precisas mesmo de um sistema de troca rápida de precisão para aguentar isso?
Agora vamos separar tonnagem de tolerância ao longo do tempo.
A ferramenta americana depende frequentemente de alinhamento manual e pressão de fixação para estabelecer a altura de trabalho. Isso significa que o operador faz parte do sistema de posicionamento. Na primeira configuração de um trabalho pesado personalizado, um operador experiente pode alinhar o punção, ajustá-lo em linha, fixá-lo e obter ângulos repetíveis o dia todo.
“As primeiras peças ficaram bem.”
Claro que ficaram. Nada se mexeu.
O problema surge quando o desmontas e voltas a montar. Cada novo aperto é uma recriação de geometria. Numa peça personalizada única de chapa grossa, podes nunca precisar de a recriar. Dobra o lote, envia-o, segue em frente. Sem trocas de segmentos. Sem mudanças de matriz a meio do dia. Sem acumulação de tolerâncias através de múltiplas reconfigurações.
Nesse contexto, as ferramentas americanas não são descuidadas. São suficientes.
Eis o que o catálogo de ferramentas não te vai dizer: as ferramentas americanas não recompensam a desmontagem frequente. A sua economia assume estabilidade. No momento em que lhes pedes para se comportarem como um sistema modular de alta variedade — repetibilidade de altura constante em dezenas de reconfigurações — estás a lutar contra o seu design, não a utilizá-lo.
Se o teu trabalho típico é um componente de soldadura pesado executado uma vez por mês em material espesso, importa que um sistema europeu consiga repetir com metade de um milésimo ao longo de dez trocas?
Agora chegamos à verdadeira linha de decisão.
As ferramentas americanas são imbatíveis por dobra sob carga pesada e estável. Os sistemas europeus vencem ao longo dos ciclos de produção.
Esse ponto de cruzamento não tem a ver com lealdade à marca. Tem a ver com a frequência com que perturbas a configuração. Exemplo hipotético: se executas um lote de 300 peças de chapa de 3/8 em dois dias, sem trocas de ferramenta, o menor custo inicial e a simplicidade robusta das ferramentas americanas fazem sentido. O teu trabalho é amortizado ao longo de todo o lote. O alinhamento acontece uma vez.
Mas se executas dez trabalhos diferentes de 30 peças em material mais fino, cada um exigindo punções segmentados, gargantas e aberturas em V variadas, estás a pagar pelo alinhamento manual dez vezes. Esse trabalho acumula-se. A variabilidade também.
O que mais havia para pensar.
Eis o que o catálogo de ferramentas não te vai dizer: o ponto de cruzamento não é um número fixo de peças por ano. É o número de configurações por turno. Quando as configurações se multiplicam, os sistemas que se posicionam por geometria e ombros de encaixe padronizados começam a compensar-se em minutos poupados e desperdício evitado.
As ferramentas americanas são um camião a gasóleo construído para transportar cargas pesadas de forma constante. As ferramentas europeias são construídas para posicionamento controlado e repetível numa produção com paragens e arranques. Nenhuma está errada.
Mas não podes fingir que custam o mesmo quando a tua mistura de produção muda.
Por isso, analisa os trabalhos do último trimestre, conta a média de trocas de ferramenta por dia e responde com clareza: estás a transportar brita toda a semana ou a fazer entregas na cidade a cada hora?
Queres o ponto de cruzamento. Não filosofia. Um número que possas circular num quadro branco e defender numa reunião de orçamento.
Bom.
Porque assim que aceitas que a frequência de configuração determina a economia, a decisão deixa de ser sobre o que o teu martelo pode prender e passa a ser sobre o que o teu modelo de produção pode suportar.
Eis o que o catálogo de ferramentas não te vai dizer: o verdadeiro custo das ferramentas americanas em trabalho de alta variedade não é força ou precisão na primeira pancada. É o custo de recriação. Cada vez que desmontas e reconstróis um sistema alinhado manualmente, estás a pagar novamente pela geometria que já compraste uma vez.
As primeiras peças pareciam boas.
Eles fazem-no sempre.
A questão é quanto lhe custa fazer com que a quinquagésima configuração da semana fique tão boa como a primeira numa manhã de segunda-feira.
Portanto, deixamos de discutir marcas americanas versus europeias. Medimos o que perde quando escolhe uma compensação em detrimento de outra. Está disposto a perder simplicidade de tonelagem bruta ou está disposto a perder repetibilidade de configuração ao longo do tempo?
Puxe os últimos 90 dias de trabalhos.
Não receitas. Não tonelagem. Mudanças de ferramentas por turno.
Conte quantas vezes os operadores desmontaram e reconstruíram combinações punção–matriz. Esse número é o seu índice de fricção. Se fizer em média uma configuração completa por turno, está no território do transporte de longo curso. Se fizer em média seis, está em trânsito "stop-and-go" quer admita ou não.
Agora adicione a espessura do material. Se 60 por cento do seu trabalho está acima de 1/4 de polegada e corre em lotes de mais de 200 peças por configuração, o caminho de carga direta e a massa das ferramentas americanas jogam a seu favor. Fixe uma vez. Ajuste a profundidade. Execute. O trabalho amortiza-se de forma limpa.
Mas, se a maioria dos seus trabalhos são de 20–50 peças em calibre 10–14 com pescoços de ganso segmentados trocados a meio do dia, esse caminho de força em linha reta torna-se irrelevante. O seu gargalo deixa de ser a capacidade de tonelagem. Passa a ser recriação de alinhamento.
Aqui está algo que o catálogo de ferramentas não lhe vai dizer: a simplicidade de inversão das ferramentas americanas pode aprisioná-lo em geometrias limitadas de punção. Quando começa a afiar à medida para alcançar flanges apertados ou bolsões de folga, está silenciosamente a converter um sistema “económico” num sistema personalizado sem as vantagens de posicionamento repetível das ombreiras europeias e das alturas padronizadas.
É assim que as oficinas derivam para configurações híbridas e convencem-se de que está a funcionar.
E às vezes funciona.
Já vi operadores a usar ferramentas superiores europeias com matrizes inferiores americanas em velhos travões mecânicos e a conseguir bons ângulos o dia inteiro. Mãos experientes podem compensar muita coisa. Mas habilidade não é sistema. No momento em que esse operador falta ao trabalho, o seu processo mantém tolerância sem bater punções para os colocar no lugar?
Vamos colocar números na interseção.
Hipotético. A tarifa da sua oficina para um operador de travão é de $75 por hora com encargos incluídos. Uma configuração manual completa ao estilo americano — puxar, alinhar, ajustar, apertar, teste de dobra — leva 25 minutos. Uma configuração de precisão de troca rápida ao estilo europeu leva 10 minutos porque a ombreira do encaixe se posiciona numa fixação padronizada e a altura é repetível.
Diferença: 15 minutos.
A uma configuração por turno, cinco dias por semana, isso equivale a 75 minutos poupados semanalmente. Cerca de 65 horas por ano. Aproximadamente $4,875 em mão-de-obra.
Agora não mude nada, exceto a frequência de configuração. Cinco configurações por turno em vez de uma. Mesma diferença de 15 minutos. Agora está em 325 horas por ano. Mais de $24,000.
Esse é o seu cálculo de interseção.
Se a diferença de preço entre sistemas de ferramentas for de $15,000, recuperou o investimento em menos de um ano numa frequência de alta mistura. Com baixa frequência, pode levar de três a cinco anos — ou nunca.
O que mais havia para pensar.
Eis o que o catálogo de ferramentas não lhe vai dizer: os compostos de fricção em desperdício e retrabalho. Cada reconstrução de geometria introduz pequenas diferenças de altura ou de centragem. Em peças tolerantes, não se nota. Em trabalhos de tolerância apertada, vai andar a corrigir desvios de ângulo e culpar variações no lote de material. Não vai faturar esse tempo.
A decisão não é sobre qual ferramenta é “melhor”. É sobre qual perda consegue suportar: capital imobilizado em hardware de precisão, ou mão de obra e variabilidade a esvair-se em configurações repetidas.
Se multiplicasse as suas configurações diárias médias por 15 minutos, o valor anual de mão de obra deixá-lo-ia desconfortável?
Antes de aprovar a próxima compra de ferramentas, pergunte o seguinte, em linguagem simples:
Este sistema de ferramentas vai reduzir o número de minutos que a minha oficina leva a recriar geometria ao longo de um ano de produção real?
Não por dobra.
Não por peça.
Ao longo de um ano.
Se a resposta for não — porque trabalha com chapa grossa em lotes longos e estáveis — então as ferramentas americanas estão a fazer exatamente aquilo para que foram concebidas. Como um camião diesel pesado a transportar brita o dia todo, é brutalmente eficiente quando a carga é constante e o percurso é direto.
Mas se o seu dia se parece com paragens constantes, séries curtas, dobras de folga, trocas segmentadas e acumulação de tolerâncias em vários trabalhos, esse mesmo diesel torna-se sobredimensionado e ineficiente para entregas urbanas. A força deixa de ser o fator limitante. A agilidade passa a ser.
A verdade não óbvia que deve reter é esta: a ferramenta não é uma decisão de hardware. É uma decisão de sobrevivência ligada à frequência com que perturba a sua própria geometria.
Portanto, observe o seu número médio de configurações por turno, multiplique pela diferença de tempo entre sistemas, projete ao longo de um ano e depois responda-me sem orgulho nem lealdade de marca—
O seu modelo de produção pode continuar a pagar para reconstruir a mesma geometria repetidamente, sim ou não?


















