

Last winter I watched a shop owner slam a new American-style punch into his ram, wipe his hands, and say, “Steel’s steel. It fits. Let’s run.”
The first parts looked fine.
By the third job change that day, the operator was shimming, tapping, re-zeroing depth, chasing half-degrees like they were flies. No one blamed the tooling. It fit the ram. What else was there to think about?
Walk any shop floor and you’ll hear it: European, American, New Standard — it’s all just hardened steel that pushes sheet into a die. If the tang locks into the ram and the V-die sits flat on the bed, the decision feels mechanical, not strategic.
That’s the trap.
A punch locking into your clamping system proves only one thing: geometry matches. It says nothing about how force travels from ram to punch tip, how much deflection shows up across a 10-foot bed, or how repeatable your setup will be on the fourth job change of the shift. Compatibility feels like equivalence because the machine cycles. Parts come out bent.
Until they don’t.
So when you say “it fits,” are you talking about physical attachment — or production performance, yes or no?

I’ve retrofitted brakes where the owner proudly told me he standardized on American tooling because it was “simple and tough.” And he wasn’t wrong about tough. American-style tooling is like a heavy-duty diesel truck built to haul gravel all day — thick, robust, forgiving under brute tonnage.
But that truck in stop-and-go city traffic? Different story.
American tooling typically relies on set screws and wider tolerances in the holder-to-punch interface. That means force transfer depends more on clamping pressure and less on precision-ground, self-seating geometry. Under high tonnage, low variation work — heavy plate, repeat jobs — it shrugs and keeps hauling. Under high-mix production, where you swap tools ten times a shift and expect first-part accuracy, those tiny alignment variables stack up.
Here is what the tooling catalog won’t tell you, the way force is introduced into the punch body affects how consistently that force reaches the tip — and your part.
If two tools both “fit,” but one repeats within a few thousandths after every changeover and the other needs tapping and tweaking, are they really interchangeable on a high-mix schedule?
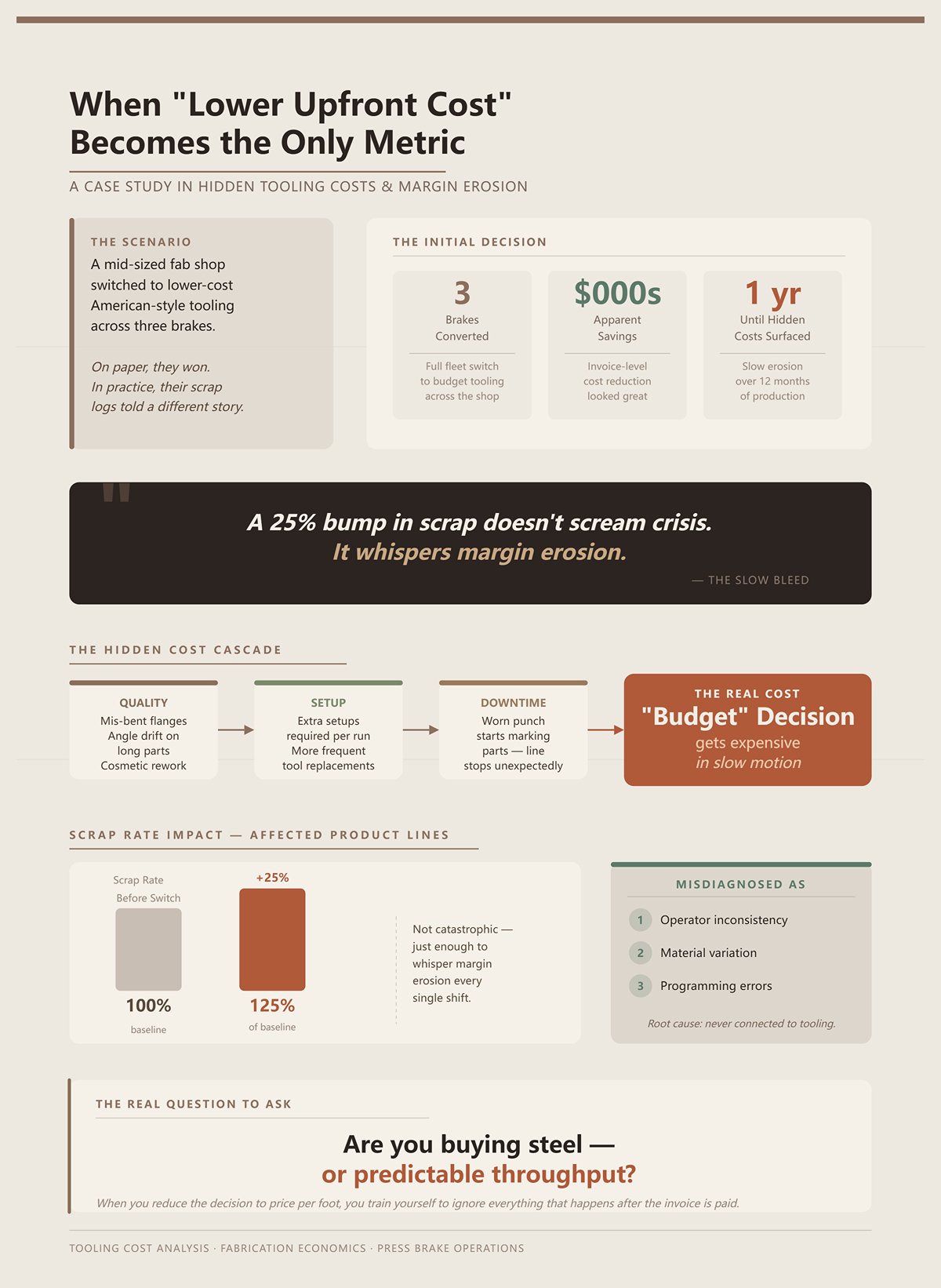
I once reviewed purchasing records for a mid-sized fab shop that bragged about saving thousands by switching to lower-cost American-style tooling across three brakes. On paper, they won.
In practice, their scrap logs told a different story.
Over the next year, scrap rates climbed — not catastrophic, just enough: mis-bent flanges, angle drift on long parts, rework on cosmetic panels. A 25% bump in scrap on certain product lines doesn’t scream crisis. It whispers margin erosion. Add in extra setups, more frequent tool replacements, and the hidden cost of downtime when a worn punch starts marking parts, and that “budget” decision gets expensive in slow motion.
They never connected it to tooling style. They saw isolated problems: operator inconsistency, material variation, programming errors.
When you reduce the decision to price per foot of tooling, you train yourself to ignore everything that happens after the invoice is paid.
Are you buying steel — or are you buying predictable throughput?
Before most shops place a tooling order, they check three things: will it fit the ram, can it handle the tonnage, and what’s the price.
They rarely ask how many setups per day that tool will live through.
High-mix production is not about maximum tonnage. It’s about repeated, accurate force application across constant changeovers. That’s where the mechanism of force transfer — how the punch seats, how it self-aligns, how evenly load distributes — starts to matter more than raw strength. A system built for brute durability can become cumbersome when your real demand is precision at speed.
And that’s the cognitive shift I need you to make: stop asking whether the tooling can survive the load, and start asking whether your schedule can survive the tooling.
If your shop runs dozens of different parts a day, with tight tolerances and first-part expectations, have you actually matched your tooling style to your production model — yes or no?
Last spring I stood behind a 10-foot brake running 3/16 stainless brackets — nothing exotic. The operator had the tonnage chart taped to the control. Numbers were clean. Setup looked clean. First part: 89.5 degrees. Second: 90.8. Third: 89.2. He adjusted depth twice in ten minutes and muttered about material variation.
Same sheet. Same program. Same “compatible” American punch and die.
When you see that kind of angle swing on air bending, the instinct is to blame springback. And yes, air bending — forming by forcing the punch into the V-die without bottoming — depends on elastic recovery. Stainless exaggerates it. But here is what the tooling catalog won’t tell you, the way force enters the punch body determines how consistently that force reaches the tip, and American flat-seat systems introduce variability before the metal even has a chance to spring back.
Force does not travel straight down like a piston rod. It spreads through the clamping interface, into the punch tang, across whatever contact surface is actually touching inside the holder. If that contact depends on set screws and flat seating rather than self-centering geometry, tiny differences in clamping pressure change how the punch sits under load. Under heavy, steady work, that spread is predictable. Under constant tool swaps and varying radii, it shifts.
You don’t see it with your eyes. You see it in half-degrees and re-hits.
So when your schedule calls for ten different materials, five different V openings, and first-part approval every time, are you still thinking of force as a straight line — yes or no?
Picture the back of an American-style punch: broad tang, flat seat, held in place by clamping pressure and often set screws. It’s simple. It’s tough. There’s a lot of steel in contact with a lot of steel.
That simplicity is why it survives brutal tonnage on thick plate. It’s the diesel truck of tooling — built to haul gravel all day without complaining. Massive contact area. Forgiving to small nicks. Easy to machine. Easy to replace.
But flat-on-flat contact has a dirty secret: it does not self-locate.
If the punch seats even a few thousandths off center because one side clamps harder than the other, the load path shifts. On a 10-foot tool, that shift compounds with bed deflection and material inconsistency. Now add high-mix reality: you unclamp, swap segments, reclamp — maybe eight times in a shift. Each time, you rely on manual alignment and uniform clamping force to recreate the exact same load path.
Here is what the tooling catalog won’t tell you, flat-seat systems get their strength from surface area, not geometry. Surface area resists crushing under load, but geometry is what repeats position.
Under low-volume heavy jobs, you clamp once and run 500 parts. The system settles in. Under high-mix, you disturb that interface constantly. Instability isn’t a flaw; it’s baked into the design choice.
If your production model depends on repeatable reseating multiple times per day, does a non-self-centering clamping surface sound like the right foundation?

Now let’s talk about where the force actually wants to go.
In a center-lined system, the punch is located so that the clamping geometry aligns the load path through the center of the tool. Under load, the force vector stays symmetrical relative to the punch body. The holder helps guide it.
In a non-center-lined American setup, especially with wider V openings and segmented tooling, the load can drift toward the side with greater clamping pressure or minute seating differences. Under light work, you’ll never notice. Under heavy load or large radii, you will.
Consider this hypothetical: you’re forming a large-radius bend where the diameter-to-width ratio exceeds roughly one-third. Standard tonnage charts can underestimate required force compared to more exact static equilibrium calculations. You dial in the chart value. The machine delivers more actual resistance than predicted. The punch sees higher load than expected, and because the seating isn’t self-centering, that overload does not distribute evenly.
One edge of the tang takes more stress. One side of the holder bears harder. Over time, you get uneven wear. On a high-mix brake, that wear shows up as inconsistent shut height and angle drift between setups — not catastrophic failure, just creeping variation.
Here is what the tooling catalog won’t tell you, overload in a non-center-lined system doesn’t just threaten breakage; it changes how force flows on the next job.
Shops that succeed with American tooling in moderate high-mix do one thing right: they match tonnage, material, and V opening carefully and avoid flirting with those edge-case loads. They manage the physics instead of assuming robustness equals precision.
Are you actively controlling how force is centered through your tooling — or assuming mass alone will keep it honest?
I once mic’d a 6-foot American die that had been in service for years. Visually fine. No chips. But along its length, I measured a few thousandths variation in height — the quiet fingerprint of planing and long-term wear.
Planing leaves a functional surface. It’s fast. It’s economical. For heavy custom work, it’s enough. But the surface finish and dimensional tolerance are looser than precision grinding, where the contact faces are ground to tighter flatness and parallelism.
Why does that matter in high-mix?
Because every time you clamp a planed, flat-seat tool, you are stacking tolerances: ram straightness, holder wear, punch tang variation, die height variation. In isolation, each is small. In combination, they show up as angle inconsistency, especially in air bending where depth-to-angle sensitivity is high. A few thousandths at the seat can translate to tenths of a degree at the part.
Here is what the tooling catalog won’t tell you, manufacturing method dictates how much alignment work your operator must do over the life of the tool.
Precision-ground, self-centering systems cost more upfront because the geometry does the alignment for you. Planed, flat-seat American tooling asks the operator to be the alignment system. On a slow, heavy job, that’s manageable. On ten changeovers a day, that’s expensive in minutes, scrap, and frustration.
So before you default to “good enough,” ask yourself: are you running a gravel-hauling operation — or a stop-and-go delivery route that demands the same accuracy at every stop?
| Section | Content |
|---|---|
| Field Observation | I once mic’d a 6-foot American die that had been in service for years. Visually fine. No chips. But along its length, I measured a few thousandths variation in height — the quiet fingerprint of planing and long-term wear. |
| Planing Characteristics | Planing leaves a functional surface. It’s fast. It’s economical. For heavy custom work, it’s enough. But the surface finish and dimensional tolerance are looser than precision grinding, where the contact faces are ground to tighter flatness and parallelism. |
| Why It Matters in High-Mix Production | Every time you clamp a planed, flat-seat tool, you are stacking tolerances: ram straightness, holder wear, punch tang variation, die height variation. Individually small, collectively they result in angle inconsistency — especially in air bending where depth-to-angle sensitivity is high. A few thousandths at the seat can translate to tenths of a degree at the part. |
| Hidden Cost | Manufacturing method dictates how much alignment work your operator must do over the life of the tool — something tooling catalogs rarely mention. |
| Precision-Ground Systems | Cost more upfront because the geometry performs the alignment automatically. |
| Planed Flat-Seat Tooling | Requires the operator to act as the alignment system. Manageable for slow, heavy jobs, but costly in minutes, scrap, and frustration during frequent changeovers. |
| Strategic Question | Before choosing “good enough,” ask: are you running a gravel-hauling operation — or a stop-and-go delivery route that demands consistent accuracy at every stop? |
Last year I stood next to an aerospace brake that switched to magnetic quick-change clamping. Same operators. Same parts. What changed was this: their average series changeover dropped by 68%, and output climbed 22% within months. Labor savings alone paid for the upgrade in about seven months.
Nothing about the steel changed. The geometry and the clamping did.
You’ve already seen how force alignment geometry drives repeatability. Now add frequency. If you disturb that interface four, six, eight times a day, the question stops being “Does it hold tonnage?” and becomes “How fast and how consistently can I recreate the same load path?”
Here is what the tooling catalog won’t tell you, changeover time is not just lost minutes — it is multiplied variability. Every unclamp and reseat is another opportunity to shift the force center you just fought to stabilize.
American tooling can absolutely bend heavy plate all day without flinching. It is the diesel truck that will haul gravel from dawn to dusk. But run that same truck on 20 short city deliveries with constant stops, and the fuel bill and brake wear start telling a different story.
If your schedule calls for four tool swaps before lunch, are you measuring clamping speed with a stopwatch — or assuming “good enough” is still good enough?
Picture a 10-foot American punch with a safety tang. You crack the ram open, loosen the clamps, support the weight with both hands, slide it sideways, clear the tang, lower it out. Then you reverse the dance with the next tool, making sure the tang seats correctly before tightening.
The first parts looked fine.
What else was there to think about?
Now compare that to a push-button hydraulic or magnetic clamp. You lift the segmented punch into position; it snaps into a self-locating seat. The clamping force is uniform across the length. Release is a switch, not a wrench.
In controlled tests and field reports, manual setups often run 15–30 minutes per change. Modular standardized systems land around 6–8 minutes. Magnetic systems can drop to 2–3. That delta doesn’t look dramatic on paper — until you multiply it by four changes per day, five days a week.
Here is what the tooling catalog won’t tell you, safety tangs were designed to prevent tools from falling, not to win changeover races. They add security, but they add handling steps, and handling steps add time.
In low-volume heavy work, you clamp once and run 500 parts. The tang disappears from the economic equation. In high-mix production, it becomes a recurring labor event.
When the competitor across town can reset in three minutes while you’re still cracking set screws, who is billing the extra hour by the end of the shift?
I watched a skilled operator tap a 4-foot American punch into alignment with a dead-blow hammer. Loosen. Nudge. Tighten. Check with a feeler gauge. Repeat on the other end.
He wasn’t slow. He was careful.
“If the tang locks into the ram and the V-die sits flat on the bed, the decision feels mechanical, not strategic.” That’s the trap. Flat-seat systems rely on friction and operator feel to recreate position. There is no geometric self-centering feature forcing the load path back to the same place.
In high-mix shops, Mac-Tech has documented that as much as 25% of setup time can be lost just searching for and staging tools in disorganized environments. Add manual alignment on top of that — tapping, checking, retightening — and your “budget” tooling is quietly consuming payroll.
Here is what the tooling catalog won’t tell you, every minute an experienced brake operator spends aligning steel is a minute you’re paying journeyman wages for a task geometry could have handled automatically.
Precision-ground, self-centering systems reduce the need for that tapping ritual. The holder guides the punch into a repeatable centerline. Clamping force is consistent. The operator verifies, not negotiates.
If your best operator is acting as the alignment mechanism four times a day, are you running production — or subsidizing friction with skill?
American tooling is often sold in solid lengths: 2-foot, 4-foot, 8-foot sections. To cover a 10-foot part with a window cutout, you might stack multiple pieces, mix in goosenecks, leave gaps for reliefs.
Each joint is another interface. Each interface is another chance for height mismatch or slight misalignment.
Modular standardized systems — properly organized — can hit 6–8 minute changeovers with reasonable ROI. But they demand maintenance and discipline. Magnetic and hydraulic systems go faster still, and automated tool changers can drop series changeover to 1–2 minutes in the right environment.
Now look at the American approach in high-mix reality: solid lengths stored wherever they fit, operators hunting for the right segment, shimming a short piece because the long one is in use on another brake.
Here is what the tooling catalog won’t tell you, flexibility without standardization becomes entropy. The more combinations you allow, the more alignment variables you create.
On heavy, low-volume custom bending — thick plate, unique geometry, long runs — solid American tooling shines. You set it once. You lean on it. It behaves like that diesel truck on a long highway haul: steady, predictable, built for load.
But high-mix production is stop-and-go city traffic. Short runs. Constant swaps. Tight delivery windows. In that environment, the cost is not tool price; it is cumulative setup minutes and compounded alignment variability.
So I’ll leave you with the operational reality, not the brochure promise: if you’re changing tools four times a day, are you driving a gravel hauler through downtown traffic — yes or no?
Last winter I walked into a shop running two 10-foot brakes side by side. One had traditional American tang tooling. The other had a European-style quick clamp. The owner had just bought a thick adapter plate so he could run his “good enough” American punches on the newer machine.
The first parts looked fine.
Three weeks later he was chasing angle drift across 8 feet of 11-gauge. Not tons. Not deflection. Drift. He had added a half-inch of steel between ram and punch with that adapter. Stroke changed. Shut height changed. The load path changed. Every setup now meant recalibrating bottom dead center and re-teaching bend programs.
That is the moment the return on faster, self-centering systems becomes obvious — when your operators spend more time re-zeroing a machine than bending parts.
Here is what the tooling catalog won’t tell you, an adapter plate does not eliminate incompatibility. It relocates it into a stack of interfaces you can’t see during setup.
If high-mix production already punishes you for every extra setup minute, why would you bolt on another variable between ram and tool?
Put a 0.500-inch American tang next to a 13 mm European tang on a bench. Close enough that an optimistic buyer thinks, How different can it be?
Different enough.
American tooling was designed around straight-line load into simple clamps or set screws. European Promecam-style tooling uses a narrower tang with a defined reference shoulder that seats into a matched holder. One relies on friction and bolt pressure. The other relies on geometry to locate centerline.
They can both hold tonnage. That is not the issue.
The issue is where the reference surface lives. On many European systems, the punch’s working height is controlled by the holder and the precision-ground tang shoulder. On American systems, working height is often recreated each time by clamping force and manual alignment.
When you mix them, you’re not just swapping shapes. You’re stacking two different reference philosophies on top of each other.
I have seen shops shim American tooling inside European clamps to hit nominal height. It works — until you swap from a 4-foot section to segmented pieces and discover the shims aren’t perfectly matched. Now your bend angle changes across joints, not because the steel moved, but because your reference stack did.
If the tang locks into the ram and the V-die sits flat on the bed, the decision feels mechanical, not strategic.
But when the tang geometry was never meant for that holder, what exactly is controlling your punch centerline — the machine, or friction?
There are modern CNC brakes built with hybrid clamping that truly accept both American and European tooling. Integrated seats. Engineered reference faces. No mystery steel in between.
Those machines are designed for it.
An aftermarket adapter plate is not the same thing. It adds thickness between ram and tool. Thickness changes daylight. Daylight changes stroke requirements. Stroke changes how close you run to the machine’s mechanical limits. On a busy floor, that translates to more reprogramming and more risk of overtravel alarms.
Now layer in tolerances.
Machine ram flatness has a tolerance. Adapter plate grinding has a tolerance. The interface between adapter and ram has one. Between adapter and punch, another. Add them together and you have a tolerance stack-up — cumulative deviation created by multiple mating surfaces.
Individually, each may be within a few thousandths. Across 10 feet, they compound.
In high-mix work, you break down and rebuild that stack multiple times per shift. Every disassembly is an opportunity for chips, burrs, or uneven bolt torque to slightly alter the load path. The inconsistency doesn’t show up as catastrophic failure. It shows up as angle drift, shoulder marking, or the quiet need for more test bends.
Here is what the tooling catalog won’t tell you, every extra interface is another place for variation to hide, and high-mix production exposes variation faster than heavy plate ever will.
Adapter plates make sense when you’re running heavy, low-volume jobs and want to reuse legacy tooling on a new brake. Clamp once. Dial it in. Run for days.
But if you are swapping tools four times before lunch, are you comfortable rebuilding a multi-layer reference stack every single time?
Open the machine manual. Look for three numbers: ram interface type, maximum stroke, and shut height range.
I stood with a supervisor who had bought American tooling for a European-style hydraulic clamp because it was cheaper per foot. He didn’t notice that adding an adapter reduced available stroke by nearly an inch. On shallow air bends, no issue. On deep box forms with tall punches, they ran out of daylight and had to split operations across two setups.
The tooling was cheaper. The labor was not.
Check whether your ram is precision-ground to accept a specific tang profile. Check whether your lower die holder is self-centering or simple flat-seat. Check if your control stores tool height offsets per station or assumes standardized geometry.
If your machine was engineered around a precision-ground European system, forcing American tooling into it via adapters means you’re overriding the very repeatability you paid for. If your brake is an older North American machine with simple clamps and no holders, American tooling fits its DNA. Straight-line load. Minimal hardware. Built to haul.
Like a heavy-duty diesel truck: give it a highway and 40,000 pounds, and it will run all day without complaint. Send it into stop-and-go city deliveries with tight parking and constant turns, and you’ll feel every design choice.
Here is what the tooling catalog won’t tell you, tooling is not a universal accessory. It is part of the machine’s force-transfer system, and mismatching that system for the sake of short-term savings usually shows up in labor, not in broken steel.
Before you mix styles on the same ram, answer this without flinching: are you configuring your brake for the work you actually run — or for the tooling you already own?
So how should a shop decide which tooling system to standardize on for its specific production mix?
Stop thinking in brands. Start thinking in load paths and setup frequency.
You already saw that mixing systems is a structural choice, not a neutral workaround. Good. Now we narrow it down. American tooling is not “bad.” It is brutally honest about what it was built to do. When you keep it inside that lane, it does not apologize.
But you have to know where that lane ends.
If you are bottom bending half-inch plate all day, you are not worried about shaving 30 seconds off a tool change.
You are worried about surviving 200 tons without flinching.
American tooling drives force straight down through the punch tip into the die. No offset holder. No narrow tang shoulder locating in a precision clamp. It is a direct load path. In bottom bending and coining, where the material is forced into the die radius and the punch is doing real plastic deformation work, that straight-line compression is simple and strong.
Per bend, it is a workhorse.
Here is what the tooling catalog won’t tell you, that same concentrated force that makes American tooling feel indestructible under heavy tonnage is only an advantage when you are not breaking the setup apart every few hours. In a single long run, clamp it once, torque it properly, dial in your depth, and let it eat steel.
That is where it shines.
Think of it like a heavy-duty diesel truck hauling gravel on the highway. Hook up the trailer, lock it in, and run steady miles under load. It will outlast lighter rigs built for maneuverability. But you are not parallel parking a diesel with a 40-foot trailer in downtown traffic.
If your day is one thick custom bracket after another, same setup, same tonnage, do you really need a precision quick-change system to survive it?
Now we separate tonnage from tolerance across time.
American tooling often relies on manual alignment and clamping pressure to establish working height. That means the operator is part of the locating system. On the first setup of a heavy custom job, a skilled operator can sweep the punch, bump it into line, lock it down, and hit repeatable angles all day.
“The first parts looked fine.”
Of course they did. Nothing moved.
The problem shows up when you tear it down and rebuild it. Every re-clamp is a recreation of geometry. On a one-off custom part in thick plate, you may never need to recreate it. You bend the batch, ship it, move on. No segmentation swaps. No mid-day die changes. No stacking tolerances across multiple reconfigurations.
In that context, American tooling is not sloppy. It is sufficient.
Here is what the tooling catalog won’t tell you, American tooling does not reward frequent disassembly. Its economics assume stability. The moment you ask it to behave like a modular, high-mix system—constant height repeatability across dozens of re-setups—you are fighting its design, not using it.
If your typical job is a heavy weldment component run once a month in thick material, does it matter that a European system can repeat to half a thousandth across ten changeovers?
Now we get to the real decision line.
American tooling is undefeated per bend under heavy, stable load. European systems win across production cycles.
That crossover is not about brand loyalty. It is about how often you disturb the setup. Hypothetical example: if you run one 300-part batch of 3/8 plate over two days with zero tool changes, American tooling’s lower upfront cost and rugged simplicity make sense. Your labor is amortized over the whole run. Alignment happens once.
But if you run ten different 30-part jobs in thinner material, each requiring segmented punches, goosenecks, and varied V-openings, you are paying for manual alignment ten times. That labor compounds. So does variability.
What else was there to think about.
Here is what the tooling catalog won’t tell you, the crossover point is not a fixed number of parts per year. It is the number of setups per shift. When setups multiply, systems that locate by geometry and standardized tang shoulders begin to pay for themselves in minutes saved and scrap avoided.
American tooling is a diesel truck built to haul heavy loads steadily. European tooling is built for controlled, repeatable positioning in stop-and-go production. Neither is wrong.
But you cannot pretend they cost the same once your production mix shifts.
So look at last quarter’s jobs, count the average tool changes per day, and answer this plainly: are you hauling gravel all week, or making city deliveries every hour?
You want the crossover point. Not philosophy. A number you can circle on a whiteboard and defend in a budget meeting.
Good.
Because once you accept that setup frequency drives the economics, the decision stops being about what your ram can clamp and starts being about what your production model can survive.
Here is what the tooling catalog won’t tell you, the real cost of American tooling in high-mix work is not strength or precision on the first hit. It is recreation cost. Every time you tear down and rebuild a manually aligned system, you are paying again for geometry you already bought once.
The first parts looked fine.
They always do.
The question is what it costs you to make the fiftieth setup of the week look just as fine as the first one on Monday morning.
So we stop arguing American versus European as brands. We measure what you lose when you pick one trade-off over the other. Are you willing to lose raw tonnage simplicity, or are you willing to lose setup repeatability over time?
Pull your last 90 days of jobs.
Not revenue. Not tonnage. Tool changes per shift.
Count how many times operators broke down and rebuilt punch-die combinations. That number is your friction index. If you average one full setup per shift, you are in diesel-hauling territory. If you average six, you are in stop-and-go traffic whether you admit it or not.
Now layer in material thickness. If 60 percent of your work lives above 1/4 inch and runs in batches over 200 parts per setup, American tooling’s direct load path and mass work in your favor. Clamp once. Dial depth. Run. The labor amortizes cleanly.
But if most of your jobs are 20–50 parts in 10–14 gauge with segmented goosenecks swapped mid-day, that straight-line force path becomes irrelevant. Your bottleneck is no longer tonnage capacity. It is alignment recreation.
Here is what the tooling catalog won’t tell you, American tooling’s reversal simplicity can trap you in limited punch geometries. When you start custom grinding to reach tight flanges or clearance pockets, you are quietly converting a “budget” system into a custom system without the repeatable locating advantages of European shoulders and standardized heights.
That is how shops drift into hybrid setups and convince themselves it is working.
And sometimes it is.
I have seen operators run European top tools with American bottom dies on old mechanical brakes and hit good angles all day. Skilled hands can compensate for a lot. But skill is not a system. The moment that operator calls in sick, does your process still hold tolerance without tapping punches into place?
Let’s put numbers to the crossover.
Hypothetical. Your shop rate for a brake operator is $75 per hour burdened. A full manual American-style setup—pulling, aligning, bumping, tightening, test bending—takes 25 minutes. A precision quick-change European-style setup takes 10 minutes because the tang shoulder locates in a standardized clamp and height is repeatable.
Difference: 15 minutes.
At one setup per shift, five days a week, that is 75 minutes saved weekly. About 65 hours per year. Roughly $4,875 in labor.
Now change nothing but setup frequency. Five setups per shift instead of one. Same 15-minute delta. Now you are at 325 hours per year. Over $24,000.
That is your crossover math.
If the price gap between tooling systems is $15,000, you just paid it back in less than a year at high-mix frequency. At low frequency, it may take three to five years—or never.
What else was there to think about.
Here is what the tooling catalog won’t tell you, the friction compounds in scrap and rework. Each recreation of geometry introduces small height or centering differences. On forgiving parts, you will not see it. On tight-tolerance work, you will chase angle drift and blame material batch variation. You will not invoice for that time.
The decision is not about which tooling is “better.” It is about which loss you can afford: capital tied up in precision hardware, or labor and variability bleeding out through repeated setups.
If you multiplied your average daily setups by 15 minutes, would the annual labor number make you uncomfortable?
Before you approve the next tooling purchase, ask this in plain language:
Will this tooling system reduce the number of minutes it takes my shop to recreate geometry across a year of real production?
Not per bend.
Not per part.
Across a year.
If the answer is no—because you run heavy plate in long, stable batches—then American tooling is doing exactly what it was built to do. Like a heavy-duty diesel truck hauling gravel all day, it is brutally efficient when the load is steady and the route is straight.
But if your day looks like constant stops, short runs, clearance bends, segmented swaps, and tolerance stacking across multiple jobs, that same diesel becomes oversized and inefficient for city deliveries. Strength is no longer the limiting factor. Agility is.
The non-obvious truth you carry forward is this: tooling is not a hardware decision. It is a survival decision tied to how often you disturb your own geometry.
So look at your average setups per shift, multiply by the time delta between systems, project it across a year, and then answer me without pride or brand loyalty—
Can your production model afford to keep paying to rebuild the same geometry over and over, yes or no?


















