

El invierno pasado vi a un dueño de tienda golpear un nuevo punzón de estilo americano en su ariete, limpiarse las manos y decir: “El acero es acero. Encaja. Corramos.”
Las primeras piezas se veían bien.
En el tercer cambio de trabajo de ese día, el operador estaba calzando, golpeando, reajustando la profundidad, persiguiendo medio grados como si fueran moscas. Nadie culpó a las herramientas. Encajaban en el ariete. ¿Qué más había que pensar?
Camina por cualquier taller y lo escucharás: europeo, americano, nuevo estándar — todo es solo acero endurecido que empuja chapa dentro de una matriz. Si la lengüeta se bloquea en el ariete y la matriz en V se asienta plana sobre la cama, la decisión parece mecánica, no estratégica.
Esa es la trampa.
Que un punzón se bloquee en tu sistema de sujeción demuestra solo una cosa: la geometría coincide. No dice nada sobre cómo viaja la fuerza desde el ariete hasta la punta del punzón, cuánta desviación aparece a lo largo de una cama de 10 pies, o cuán repetible será tu configuración en el cuarto cambio de trabajo del turno. La compatibilidad parece equivalencia porque la máquina cicla. Las piezas salen dobladas.
Hasta que no lo hacen.
Entonces, cuando dices “encaja”, ¿hablas de la unión física —o del rendimiento de producción, sí o no?

He adaptado prensas donde el dueño me decía orgullosamente que había estandarizado la herramienta americana porque era “simple y resistente”. Y no se equivocaba respecto a resistente. Las herramientas de estilo americano son como un camión diésel pesado construido para transportar grava todo el día — grueso, robusto, tolerante bajo toneladas de fuerza bruta.
Pero ese camión en el tráfico urbano de parar y arrancar? Otra historia.
El utillaje americano normalmente depende de tornillos de fijación y tolerancias más amplias en la interfaz de soporte a punzón. Eso significa que la transferencia de fuerza depende más de la presión de sujeción y menos de la geometría de asiento autoguiada y rectificada con precisión. Bajo alta tonelada, trabajo de poca variación — placas gruesas, trabajos repetitivos — se encoge de hombros y sigue funcionando. En producción de alta mezcla, donde cambias herramientas diez veces por turno y esperas precisión desde la primera pieza, esas diminutas variables de alineación se acumulan.
Esto es lo que el catálogo de herramientas no te dirá: la forma en que se introduce la fuerza en el cuerpo del punzón afecta cuán consistentemente esa fuerza llega a la punta — y a tu pieza.
Si dos herramientas ambas “encajan”, pero una repite dentro de unas milésimas tras cada cambio y la otra necesita golpecitos y ajustes, ¿son realmente intercambiables en un programa de alta mezcla?
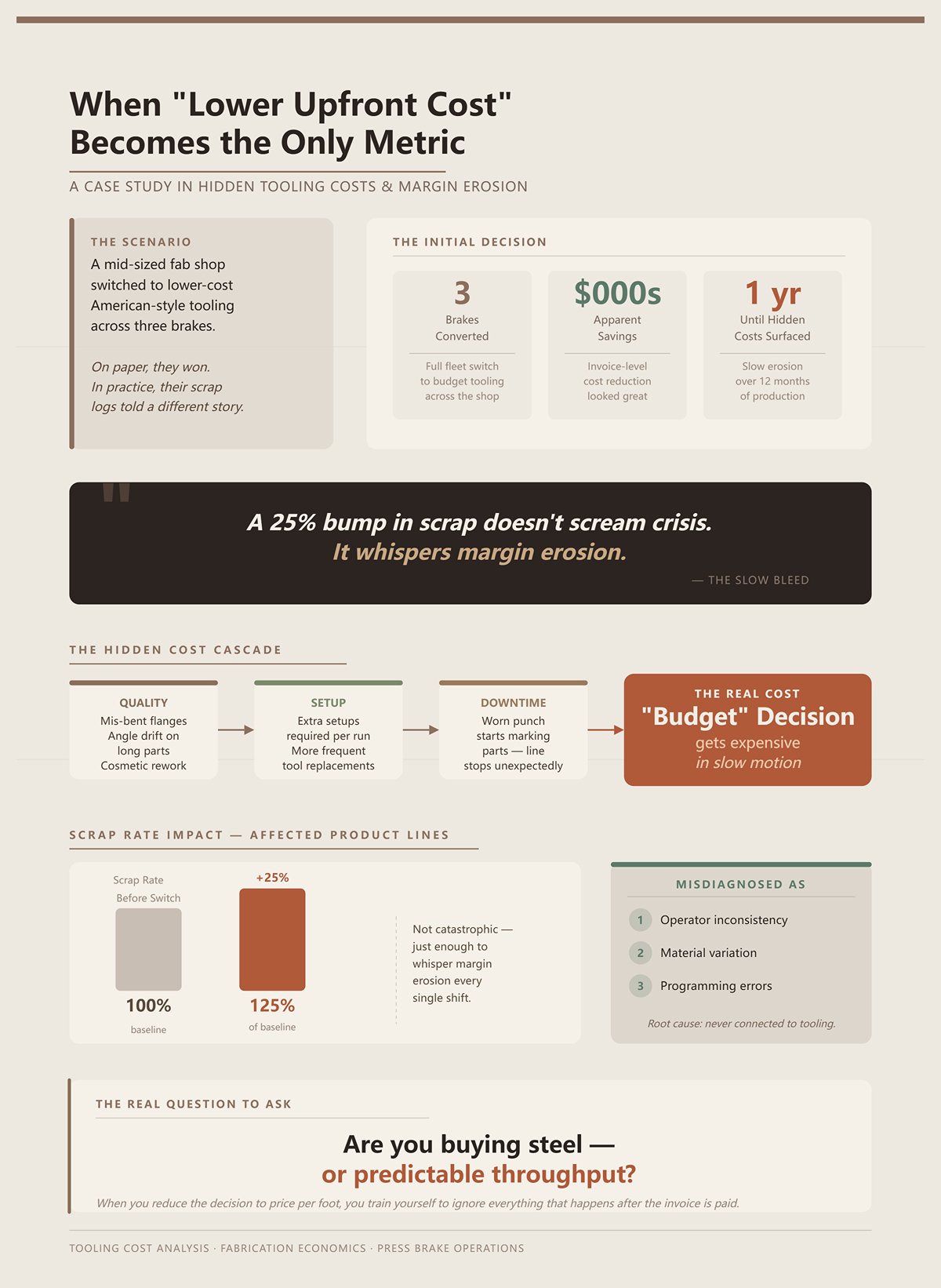
Una vez revisé los registros de compras de un taller mediano que se jactaba de ahorrar miles al cambiar a herramientas americanas de menor costo en tres prensas. En los papeles, ganaron.
En la práctica, sus registros de desperdicio contaban otra historia.
Durante el siguiente año, las tasas de desperdicio aumentaron — no de forma catastrófica, solo lo suficiente: pestañas mal dobladas, desviación de ángulo en piezas largas, retrabajos en paneles cosméticos. Un aumento de 25% en desperdicio en ciertas líneas de productos no grita crisis. Susurra erosión del margen. Agrega más configuraciones, reemplazos de herramientas más frecuentes y el costo oculto del tiempo de inactividad cuando un punzón desgastado comienza a marcar piezas, y esa decisión “económica” se vuelve costosa a cámara lenta.
Nunca lo relacionaron con el estilo de herramienta. Vieron problemas aislados: inconsistencia del operador, variación del material, errores de programación.
Cuando reduces la decisión al precio por pie del utillaje, te entrenas para ignorar todo lo que sucede después de que se paga la factura.
¿Estás comprando acero — o estás comprando un rendimiento predecible?
Antes de que la mayoría de los talleres realice un pedido de utillaje, revisan tres cosas: si encajará en el ariete, si puede manejar el tonelaje y cuál es el precio.
Rara vez preguntan cuántos montajes por día podrá soportar esa herramienta.
La producción de alta mezcla no trata sobre el tonelaje máximo. Se trata de una aplicación de fuerza repetida y precisa a través de constantes cambios. Ahí es donde el mecanismo de transferencia de fuerza —cómo se asienta el punzón, cómo se autoalinea, cómo se distribuye uniformemente la carga— comienza a importar más que la fuerza bruta. Un sistema construido para la durabilidad extrema puede volverse engorroso cuando tu verdadera demanda es precisión a alta velocidad.
Y ese es el cambio cognitivo que necesito que hagas: deja de preguntar si el utillaje puede sobrevivir a la carga, y empieza a preguntar si tu calendario puede sobrevivir al utillaje.
Si tu taller trabaja con docenas de piezas diferentes al día, con tolerancias ajustadas y expectativas de primera pieza, ¿has igualado realmente tu estilo de utillaje con tu modelo de producción — sí o no?
La primavera pasada me paré detrás de una prensa plegadora de 10 pies trabajando con soportes de acero inoxidable de 3/16 —nada exótico—. El operador tenía la tabla de tonelaje pegada al control. Los números eran claros. El montaje se veía limpio. Primera pieza: 89,5 grados. Segunda: 90,8. Tercera: 89,2. Ajustó la profundidad dos veces en diez minutos y murmuró algo sobre la variación del material.
La misma lámina. El mismo programa. El mismo punzón y matriz “compatibles” del sistema americano.
Cuando ves ese tipo de variación de ángulo en el doblado al aire, el instinto es culpar al resorteo. Y sí, el doblado al aire —formar forzando el punzón en la matriz en V sin llegar al fondo— depende de la recuperación elástica. El acero inoxidable la exagera. Pero aquí está lo que el catálogo de utillajes no te dirá: la forma en que la fuerza entra en el cuerpo del punzón determina cuán consistentemente esa fuerza llega a la punta, y los sistemas de asiento plano estadounidenses introducen variabilidad antes de que el metal siquiera tenga la oportunidad de rebotar.
La fuerza no viaja en línea recta como una varilla de pistón. Se dispersa a través de la interfaz de sujeción, hacia la espiga del punzón, a través de cualquier superficie de contacto que realmente toque dentro del portaherramientas. Si ese contacto depende de tornillos de fijación y asiento plano en lugar de geometría autocentrada, pequeñas diferencias en la presión de sujeción cambian la forma en que el punzón se asienta bajo carga. Bajo trabajo pesado y constante, esa dispersión es predecible. Bajo cambios de herramienta constantes y radios variables, cambia.
No lo ves con los ojos. Lo ves en medios grados y en retrabajos.
Entonces, cuando tu calendario requiere diez materiales diferentes, cinco aberturas de V distintas y aprobación de primera pieza cada vez, ¿sigues pensando en la fuerza como una línea recta — sí o no?
Imagina la parte trasera de un punzón de estilo americano: amplia espiga, asiento plano, mantenido en su lugar por la presión de sujeción y, a menudo, tornillos de fijación. Es simple. Es resistente. Hay mucho acero en contacto con mucho acero.
Esa simplicidad es la razón por la que sobrevive a tonelajes brutales en placas gruesas. Es el camión diésel del utillaje —construido para transportar grava todo el día sin quejarse—. Área de contacto masiva. Tolerante a pequeños golpes. Fácil de mecanizar. Fácil de reemplazar.
Pero el contacto plano contra plano tiene un secreto sucio: no se autocentra.
Si el punzón se asienta apenas unas milésimas descentrado porque un lado sujeta más fuerte que el otro, la trayectoria de la carga se desplaza. En una herramienta de 10 pies, ese desplazamiento se agrava con la deflexión de la cama y la inconsistencia del material. Ahora añade la realidad de la alta mezcla: sueltas la sujeción, cambias segmentos, vuelves a sujetar —quizás ocho veces en un turno—. Cada vez, dependes de la alineación manual y de una fuerza de sujeción uniforme para recrear exactamente la misma trayectoria de carga.
Aquí está lo que el catálogo de herramientas no te dirá: los sistemas de asiento plano obtienen su resistencia del área de superficie, no de la geometría. El área de superficie resiste el aplastamiento bajo carga, pero la geometría es lo que repite la posición.
En trabajos pesados de bajo volumen, sujetas una vez y ejecutas 500 piezas. El sistema se asienta. En producciones de alta mezcla, estás perturbando esa interfaz constantemente. La inestabilidad no es un defecto; está integrada en la elección del diseño.
Si tu modelo de producción depende de volver a asentar de forma repetible varias veces al día, ¿te suena adecuada una superficie de sujeción que no se autocentra como base?

Ahora hablemos de hacia dónde realmente quiere ir la fuerza.
En un sistema alineado al centro, el punzón se ubica de modo que la geometría de sujeción alinee la trayectoria de carga a través del centro de la herramienta. Bajo carga, el vector de fuerza se mantiene simétrico con respecto al cuerpo del punzón. El portaherramientas ayuda a guiarlo.
En una configuración americana no alineada al centro, especialmente con aberturas en V más anchas y herramientas segmentadas, la carga puede desplazarse hacia el lado con mayor presión de sujeción o con diferencias mínimas de asiento. En trabajos ligeros, nunca lo notarás. Bajo carga pesada o radios grandes, sí lo harás.
Considera este hipotético: estás formando una curva de gran radio donde la relación diámetro-ancho supera aproximadamente un tercio. Las tablas de tonelaje estándar pueden subestimar la fuerza requerida en comparación con cálculos más exactos de equilibrio estático. Ajustas el valor de la tabla. La máquina entrega más resistencia real de la prevista. El punzón recibe una carga mayor de la esperada y, debido a que el asiento no se autocentra, esa sobrecarga no se distribuye uniformemente.
Un borde del espigón soporta más esfuerzo. Un lado del portaherramientas soporta más carga. Con el tiempo, obtienes un desgaste desigual. En una prensa de alta mezcla, ese desgaste se manifiesta como altura de cierre inconsistente y deriva de ángulo entre configuraciones — no una falla catastrófica, sino una variación progresiva.
Aquí está lo que el catálogo de herramientas no te dirá: la sobrecarga en un sistema no alineado al centro no solo amenaza con una rotura; cambia cómo fluye la fuerza en el siguiente trabajo.
Los talleres que tienen éxito con herramientas americanas en producción moderada de alta mezcla hacen una cosa bien: combinan cuidadosamente tonelaje, material y abertura en V, y evitan coquetear con esos casos límite de carga. Gestionan la física en lugar de asumir que la robustez equivale a precisión.
¿Estás controlando activamente cómo se centra la fuerza a través de tus herramientas, o asumes que la masa por sí sola mantendrá la honestidad?
Una vez medí con micrómetro una matriz americana de 6 pies que había estado en servicio durante años. Visualmente bien. Sin astillas. Pero a lo largo de su longitud, medí unas pocas milésimas de variación en altura — la huella silenciosa del cepillado y del desgaste a largo plazo.
El cepillado deja una superficie funcional. Es rápido. Es económico. Para trabajos pesados y personalizados, es suficiente. Pero el acabado superficial y la tolerancia dimensional son más amplios que en el rectificado de precisión, donde las caras de contacto se muelen con un plano y paralelismo más ajustados.
¿Por qué importa eso en alta mezcla?
Porque cada vez que sujetas una herramienta cepillada con asiento plano, estás acumulando tolerancias: rectitud del ariete, desgaste del portaherramientas, variación del espigón del punzón, variación de altura de la matriz. Aisladas, cada una es pequeña. En conjunto, se manifiestan como inconsistencia de ángulo, especialmente en el doblado al aire, donde la sensibilidad profundidad-ángulo es alta. Unas pocas milésimas en el asiento pueden traducirse en décimas de grado en la pieza.
Aquí está lo que el catálogo de herramientas no te dirá: el método de fabricación dicta cuánta labor de alineación deberá realizar tu operador durante la vida útil de la herramienta.
Los sistemas autocentrantes y rectificados con precisión cuestan más al principio porque la geometría hace la alineación por ti. Las herramientas americanas cepilladas con asiento plano le piden al operador que sea el sistema de alineación. En un trabajo lento y pesado, eso es manejable. En diez cambios diarios, eso cuesta minutos, desperdicio y frustración.
Así que antes de quedarte con “suficientemente bueno”, pregúntate: ¿estás operando un camión de carga de grava o una ruta de entregas con paradas constantes que exige la misma precisión en cada parada?
| Sección | Contenido |
|---|---|
| Observación de campo | Una vez medí con micrómetro una matriz americana de 6 pies que había estado en servicio durante años. Visualmente bien. Sin astillas. Pero a lo largo de su longitud, medí unas pocas milésimas de variación en altura — la huella silenciosa del cepillado y del desgaste a largo plazo. |
| Características del cepillado | El cepillado deja una superficie funcional. Es rápido. Es económico. Para trabajos pesados y personalizados, es suficiente. Pero el acabado superficial y la tolerancia dimensional son más amplios que en el rectificado de precisión, donde las caras de contacto se muelen con un plano y paralelismo más ajustados. |
| Por qué importa en la producción de alta mezcla | Cada vez que sujetas una herramienta con asiento plano cepillado, estás acumulando tolerancias: rectitud del ariete, desgaste del soporte, variación del tang del punzón, variación de la altura de la matriz. Individualmente son pequeñas, pero en conjunto resultan en inconsistencias de ángulo, especialmente en el doblado en aire donde la sensibilidad de profundidad a ángulo es alta. Unas milésimas en el asiento pueden traducirse en décimas de grado en la pieza. |
| Costo oculto | El método de fabricación dicta cuánto trabajo de alineación debe realizar tu operador a lo largo de la vida de la herramienta, algo que los catálogos de herramientas rara vez mencionan. |
| Sistemas rectificados de precisión | Cuestan más al inicio porque la geometría realiza la alineación automáticamente. |
| Herramental con asiento plano cepillado | Requiere que el operador actúe como el sistema de alineación. Es manejable para trabajos lentos y pesados, pero costoso en minutos, desperdicio y frustración durante los cambios frecuentes. |
| Pregunta estratégica | Antes de elegir “suficientemente bueno”, pregúntate: ¿estás operando un transporte de grava, o una ruta de entregas con paradas frecuentes que exige precisión constante en cada parada? |
El año pasado estuve junto a una prensa de frenos aeroespacial que cambió a sujeción magnética de cambio rápido. Los mismos operadores. Las mismas piezas. Lo que cambió fue esto: su tiempo promedio de cambio de serie se redujo en 68%, y la producción aumentó 22% en cuestión de meses. Solo el ahorro en mano de obra pagó la mejora en unos siete meses.
Nada cambió en el acero. Lo que cambió fue la geometría y la sujeción.
Ya has visto cómo la geometría de alineación de fuerza impulsa la repetibilidad. Ahora añade la frecuencia. Si interrumpes esa interfaz cuatro, seis, ocho veces al día, la pregunta deja de ser “¿Aguanta el tonelaje?” y pasa a ser “¿Con qué rapidez y consistencia puedo recrear la misma trayectoria de carga?”
Esto es lo que el catálogo de herramientas no te dirá: el tiempo de cambio no son solo minutos perdidos, es variabilidad multiplicada. Cada desencaje y nuevo asiento es otra oportunidad de desplazar el centro de fuerza que acabas de estabilizar.
El herramental estadounidense puede sin duda doblar placas pesadas todo el día sin inmutarse. Es el camión diésel que transportará grava desde el amanecer hasta el anochecer. Pero si haces correr ese mismo camión en 20 entregas cortas por la ciudad con paradas constantes, la factura de combustible y el desgaste de frenos comienzan a contar una historia diferente.
Si tu programación requiere cuatro cambios de herramienta antes del almuerzo, ¿estás midiendo la velocidad de sujeción con un cronómetro, o asumiendo que “suficientemente bueno” sigue siendo suficientemente bueno?
Imagina un punzón estadounidense de 10 pies con una tanga de seguridad. Abres el ariete, aflojas las abrazaderas, sostienes el peso con ambas manos, lo deslizas lateralmente, despejas la tanga y lo bajas. Luego inviertes el proceso con la siguiente herramienta, asegurándote de que la tanga se asiente correctamente antes de apretar.
Las primeras piezas se veían bien.
¿Qué más había en lo que pensar?
Ahora compara eso con una abrazadera hidráulica o magnética de botón. Levantas el punzón segmentado en posición; encaja en un asiento autoalineante. La fuerza de sujeción es uniforme a lo largo de la pieza. La liberación es un interruptor, no una llave.
En pruebas controladas e informes de campo, los ajustes manuales a menudo tardan de 15 a 30 minutos por cambio. Los sistemas modulares estandarizados rondan los 6 a 8 minutos. Los sistemas magnéticos pueden reducirlo a 2 o 3. Esa diferencia puede no parecer dramática sobre el papel — hasta que la multiplicas por cuatro cambios al día, cinco días a la semana.
Aquí tienes lo que el catálogo de herramientas no te dirá: las lengüetas de seguridad se diseñaron para evitar que las herramientas se cayeran, no para ganar carreras de cambio. Añaden seguridad, pero también añaden pasos de manipulación, y esos pasos de manipulación suman tiempo.
En trabajos pesados de bajo volumen, sujetas una vez y produces 500 piezas. La lengüeta desaparece de la ecuación económica. En producción de alta variedad, se convierte en un evento laboral recurrente.
Cuando el competidor del otro lado de la ciudad puede reajustar en tres minutos mientras tú aún estás aflojando tornillos de fijación, ¿quién está facturando la hora extra al final del turno?
Vi a un operador experto golpear un punzón americano de 1,2 metros para alinearlo con un martillo de golpe muerto. Aflojar. Empujar. Apretar. Comprobar con una galga. Repetir en el otro extremo.
No es que fuera lento. Era cuidadoso.
“Si la lengüeta encaja en el carro y la matriz en V se asienta plana sobre la cama, la decisión parece mecánica, no estratégica.” Esa es la trampa. Los sistemas de asiento plano dependen de la fricción y del tacto del operador para recrear la posición. No existe una característica geométrica de autocentrado que obligue a la trayectoria de carga a volver al mismo lugar.
En talleres de alta variedad, Mac-Tech ha documentado que hasta un 25% del tiempo de preparación puede perderse simplemente buscando y preparando herramientas en entornos desorganizados. Añade alineación manual encima de eso — golpear, comprobar, volver a apretar — y tu herramienta “económica” está consumiendo silenciosamente la nómina.
Aquí tienes lo que el catálogo de herramientas no te dirá: cada minuto que un operador experimentado de prensa plegadora pasa alineando acero es un minuto por el que estás pagando salario de oficial especializado para una tarea que la geometría podría haber manejado automáticamente.
Los sistemas de precisión rectificada y autocentrado reducen la necesidad de ese ritual de golpeteo. El soporte guía el punzón hacia una línea central repetible. La fuerza de sujeción es consistente. El operador verifica, no negocia.
Si tu mejor operador actúa como el mecanismo de alineación cuatro veces al día, ¿estás ejecutando producción o subsidiando la fricción con habilidad?
Las herramientas americanas suelen venderse en longitudes sólidas: secciones de 0,6 m, 1,2 m, 2,4 m. Para cubrir una pieza de 3 m con una abertura de ventana, podrías apilar múltiples piezas, mezclar cuellos de ganso, dejar huecos para alivios.
Cada unión es otra interfaz. Cada interfaz es otra oportunidad para una diferencia de altura o un ligero desalineamiento.
Los sistemas modulares estandarizados — correctamente organizados — pueden lograr cambios de herramienta en 6–8 minutos con un retorno de inversión razonable. Pero requieren mantenimiento y disciplina. Los sistemas magnéticos e hidráulicos son aún más rápidos, y los cambiadores de herramientas automatizados pueden reducir el cambio de serie a 1–2 minutos en el entorno adecuado.
Ahora observa el enfoque americano en la realidad de alta variedad: longitudes sólidas almacenadas donde quepan, operadores buscando el segmento correcto, calzando una pieza corta porque la larga está en uso en otra prensa.
Aquí tienes lo que el catálogo de herramientas no te dirá: la flexibilidad sin estandarización se convierte en entropía. Cuantas más combinaciones permitas, más variables de alineación creas.
En el doblado pesado y de bajo volumen —placa gruesa, geometría única, corridas largas— el utillaje sólido estadounidense sobresale. Lo ajustas una vez. Confías en él. Se comporta como ese camión diésel en un largo viaje por autopista: estable, predecible, diseñado para la carga.
Pero la producción de alta mezcla es tráfico urbano de parar y arrancar. Corridas cortas. Cambios constantes. Plazos de entrega ajustados. En ese entorno, el costo no es el precio de la herramienta; son los minutos acumulados de configuración y la variabilidad compuesta de alineación.
Así que te dejaré con la realidad operativa, no con la promesa del folleto: si cambias herramientas cuatro veces al día, ¿estás conduciendo un camión de grava por el centro de la ciudad —sí o no?
El invierno pasado entré a un taller que operaba dos prensas plegadoras de 10 pies lado a lado. Una tenía utillaje tradicional con lengüeta estadounidense. La otra tenía una abrazadera rápida de estilo europeo. El propietario acababa de comprar una placa adaptadora gruesa para poder usar sus punzones estadounidenses “suficientes” en la máquina más nueva.
Las primeras piezas se veían bien.
Tres semanas después estaba persiguiendo desviaciones de ángulo a lo largo de 8 pies de calibre 11. No toneladas. No deflexión. Desviación. Había añadido media pulgada de acero entre el pistón y el punzón con esa placa adaptadora. Cambió la carrera. Cambió la altura de cierre. Cambió la ruta de carga. Cada configuración ahora requería recalibrar el punto muerto inferior y volver a enseñar los programas de doblado.
Ese es el momento en que el retorno de los sistemas más rápidos y autocentrantes se vuelve evidente —cuando tus operarios pasan más tiempo reponiendo el cero de la máquina que doblando piezas.
Esto es lo que el catálogo de utillajes no te dirá: una placa adaptadora no elimina la incompatibilidad. La reubica en una pila de interfaces que no puedes ver durante la configuración.
Si la producción de alta mezcla ya te castiga por cada minuto extra de preparación, ¿por qué añadir otra variable entre el pistón y la herramienta?
Coloca una lengüeta estadounidense de 0,500 pulgadas junto a una lengüeta europea de 13 mm en un banco. Suficientemente cerca para que un comprador optimista piense: ¿Qué tan diferente puede ser?
Lo suficientemente diferente.
El utillaje estadounidense fue diseñado alrededor de una carga en línea recta dentro de abrazaderas simples o tornillos de fijación. El utillaje europeo estilo Promecam utiliza una lengüeta más estrecha con un hombro de referencia definido que se asienta en un soporte a juego. Uno depende de la fricción y de la presión del perno. El otro depende de la geometría para localizar la línea central.
Ambos pueden soportar tonelaje. Ese no es el problema.
El problema es dónde se encuentra la superficie de referencia. En muchos sistemas europeos, la altura de trabajo del punzón se controla mediante el soporte y el hombro de la lengüeta rectificado con precisión. En los sistemas estadounidenses, la altura de trabajo se recrea cada vez mediante la fuerza de sujeción y la alineación manual.
Cuando los mezclas, no solo estás intercambiando formas. Estás apilando dos filosofías de referencia diferentes una encima de la otra.
He visto talleres calzar herramientas estadounidenses dentro de abrazaderas europeas para alcanzar la altura nominal. Funciona —hasta que cambias de una sección de 4 pies a piezas segmentadas y descubres que las calzas no están perfectamente igualadas. Ahora tu ángulo de doblado cambia a través de las uniones, no porque el acero se haya movido, sino porque tu pila de referencias lo hizo.
Si la lengüeta se bloquea en el pistón y la matriz en V se asienta plana sobre la bancada, la decisión parece mecánica, no estratégica.
Pero cuando la geometría de la lengüeta nunca fue pensada para ese soporte, ¿qué está controlando exactamente la línea central de tu punzón —la máquina o la fricción?
Existen frenos CNC modernos construidos con sujeción híbrida que realmente aceptan tanto herramientas estadounidenses como europeas. Asientos integrados. Caras de referencia diseñadas. Sin acero misterioso en medio.
Esas máquinas están diseñadas para ello.
Una placa adaptadora del mercado secundario no es lo mismo. Añade grosor entre el ariete y la herramienta. El grosor cambia la luz libre. La luz libre cambia los requisitos de carrera. La carrera cambia lo cerca que trabajas de los límites mecánicos de la máquina. En un taller con mucho movimiento, eso se traduce en más reprogramación y mayor riesgo de alarmas por sobre recorrido.
Ahora añade las tolerancias.
La planitud del ariete de la máquina tiene una tolerancia. El rectificado de la placa adaptadora tiene otra. La interfaz entre adaptador y ariete tiene una. Entre adaptador y punzón, otra más. Súmalas y obtendrás una acumulación de tolerancias: una desviación acumulativa creada por múltiples superficies de acoplamiento.
Individualmente, cada una puede estar dentro de unas pocas milésimas. A lo largo de 3 metros, se acumulan.
En trabajos de alta mezcla, desmontas y reconstruyes esa pila varias veces por turno. Cada desmontaje es una oportunidad para que virutas, rebabas o un torque desigual de los pernos alteren ligeramente la trayectoria de la carga. La inconsistencia no se manifiesta como una falla catastrófica. Aparece como deriva en el ángulo, marcas en los hombros o la silenciosa necesidad de más doblados de prueba.
He aquí lo que el catálogo de herramientas no te dirá: cada interfaz adicional es otro lugar donde puede ocultarse la variación, y la producción de alta mezcla expone la variación más rápido que las planchas pesadas.
Las placas adaptadoras tienen sentido cuando ejecutas trabajos pesados de bajo volumen y quieres reutilizar herramientas heredadas en una prensa nueva. Sujeta una vez. Ajusta. Y trabaja durante días.
Pero si estás cambiando herramientas cuatro veces antes del almuerzo, ¿te sientes cómodo reconstruyendo una pila de referencias multicapa cada vez?
Abre el manual de la máquina. Busca tres números: tipo de interfaz del ariete, carrera máxima y rango de altura de cierre.
Estuve con un supervisor que había comprado herramientas estadounidenses para una sujeción hidráulica de estilo europeo porque eran más económicas por pie. No se dio cuenta de que al añadir un adaptador redujo la carrera disponible casi en una pulgada. En dobleces de aire poco profundos, sin problema. En cajas profundas con punzones altos, se quedaron sin luz libre y tuvieron que dividir las operaciones en dos configuraciones.
Las herramientas eran más baratas. La mano de obra no.
Verifica si tu ariete está rectificado con precisión para aceptar un perfil de lengüeta específico. Verifica si tu portamatriz inferior es autocentrante o simplemente de asiento plano. Verifica si tu control guarda compensaciones de altura de herramienta por estación o asume una geometría estandarizada.
Si tu máquina fue diseñada en torno a un sistema europeo rectificado con precisión, forzarle herramientas americanas mediante adaptadores significa que estás anulando la misma repetibilidad por la que pagaste. Si tu prensa es una máquina norteamericana más antigua con mordazas simples y sin portamatrices, las herramientas americanas se ajustan a su ADN. Carga en línea recta. Mínimo hardware. Construida para resistir.
Como un camión diésel pesado: dale una autopista y 18 toneladas, y funcionará todo el día sin quejarse. Envíalo a repartos urbanos con tráfico constante y giros cerrados, y sentirás cada elección de diseño.
He aquí lo que el catálogo de herramientas no te dirá: las herramientas no son un accesorio universal. Son parte del sistema de transferencia de fuerza de la máquina, y desajustar ese sistema por ahorros a corto plazo generalmente se refleja en la mano de obra, no en el acero roto.
Antes de mezclar estilos en el mismo ariete, responde sin titubear: ¿estás configurando tu prensa para el trabajo que realmente realizas, o para las herramientas que ya posees?
Entonces, ¿cómo debería una tienda decidir en qué sistema de herramientas estandarizar para su mezcla de producción específica?
Deja de pensar en marcas. Empieza a pensar en rutas de carga y frecuencia de configuración.
Ya viste que mezclar sistemas es una elección estructural, no una solución neutral. Bien. Ahora lo reducimos. Las herramientas americanas no son “malas”. Son brutalmente honestas acerca de para qué fueron hechas. Cuando las mantienes dentro de ese carril, no se disculpan.
Pero tienes que saber dónde termina ese carril.
Si estás doblando chapa de media pulgada todo el día, no te preocupa ahorrar 30 segundos en un cambio de herramienta.
Te preocupa sobrevivir a 200 toneladas sin inmutarte.
Las herramientas americanas conducen la fuerza directamente hacia abajo a través de la punta del punzón hasta la matriz. Sin soporte desplazado. Sin hombro de lengüeta estrecha que se ubique en una abrazadera de precisión. Es una ruta de carga directa. En el doblado inferior y el acuñado, donde el material se fuerza dentro del radio de la matriz y el punzón hace un verdadero trabajo de deformación plástica, esa compresión en línea recta es simple y fuerte.
Por cada doblado, es un caballo de batalla.
Aquí está lo que el catálogo de herramientas no te dirá: esa misma fuerza concentrada que hace que las herramientas americanas se sientan indestructibles bajo tonelajes pesados solo es una ventaja cuando no estás desarmando la configuración cada pocas horas. En una sola corrida larga, sujétala una vez, apriétala correctamente, ajusta tu profundidad y déjala devorar acero.
Ahí es donde brilla.
Piensa en ello como un camión diésel de servicio pesado que transporta grava por la autopista. Engancha el remolque, asegúralo y recorre kilómetros constantes bajo carga. Superará a los equipos más ligeros diseñados para maniobrabilidad. Pero no vas a estacionar en paralelo un diésel con un remolque de 40 pies en el tráfico del centro.
Si tu día consiste en un soporte grueso personalizado tras otro, misma configuración, mismo tonelaje, ¿realmente necesitas un sistema de cambio rápido de precisión para sobrevivirlo?
Ahora separamos tonelaje de tolerancia a lo largo del tiempo.
Las herramientas americanas a menudo dependen de la alineación manual y de la presión de sujeción para establecer la altura de trabajo. Eso significa que el operador es parte del sistema de ubicación. En la primera configuración de un trabajo pesado personalizado, un operador hábil puede barrer el punzón, alinearlo, bloquearlo y obtener ángulos repetibles todo el día.
“Las primeras piezas se veían bien.”
Por supuesto que sí. Nada se movió.
El problema aparece cuando lo desmontas y lo vuelves a montar. Cada nueva sujeción es una recreación de la geometría. En una pieza personalizada única en chapa gruesa, puede que nunca necesites recrearla. Doblaste el lote, lo envías y sigues adelante. Sin cambios de segmentación. Sin reemplazos de matriz a mediodía. Sin acumulación de tolerancias a través de múltiples reconfiguraciones.
En ese contexto, las herramientas americanas no son descuidadas. Son suficientes.
Aquí está lo que el catálogo de herramientas no te dirá: las herramientas americanas no recompensan el desmontaje frecuente. Su economía asume estabilidad. En el momento en que le pides que se comporte como un sistema modular y de alta variedad—con repetibilidad constante de altura a lo largo de docenas de reinicios—estás luchando contra su diseño, no utilizándolo.
Si tu trabajo típico es un componente de soldadura pesada que se ejecuta una vez al mes en material grueso, ¿importa que un sistema europeo pueda repetir a media milésima a través de diez cambios de configuración?
Ahora llegamos a la verdadera línea de decisión.
Las herramientas americanas son invictas por doblez bajo carga pesada y estable. Los sistemas europeos ganan a lo largo de los ciclos de producción.
Ese cruce no se trata de lealtad a la marca. Se trata de cuántas veces perturba la configuración. Ejemplo hipotético: si ejecutas un lote de 300 piezas de placa de 3/8 en dos días sin cambios de herramienta, el menor costo inicial y la simplicidad robusta de las herramientas americanas tienen sentido. Tu mano de obra se amortiza en toda la ejecución. La alineación ocurre una sola vez.
Pero si ejecutas diez trabajos diferentes de 30 piezas en material más delgado, cada uno requiriendo punzones segmentados, cuellos de ganso y aperturas en V variadas, estás pagando por la alineación manual diez veces. Esa mano de obra se acumula. También lo hace la variabilidad.
¿Qué más había en qué pensar?.
Aquí está lo que el catálogo de herramientas no te dirá: el punto de cruce no es un número fijo de piezas por año. Es el número de configuraciones por turno. Cuando las configuraciones se multiplican, los sistemas que se posicionan por geometría y hombros tang estandarizados empiezan a pagarse en minutos ahorrados y en desperdicio evitado.
Las herramientas americanas son un camión diésel construido para transportar cargas pesadas de manera constante. Las herramientas europeas están construidas para posicionamiento controlado y repetible en producción de arranque y parada. Ninguno está equivocado.
Pero no puedes pretender que cuesten lo mismo una vez que tu mezcla de producción cambie.
Así que revisa los trabajos del último trimestre, cuenta el promedio de cambios de herramienta por día, y responde de manera sencilla: ¿estás transportando grava toda la semana o haciendo entregas en la ciudad cada hora?
Quieres el punto de cruce. No filosofía. Un número que puedas rodear en una pizarra y defender en una reunión de presupuesto.
Bien.
Porque una vez que aceptas que la frecuencia de configuración impulsa la economía, la decisión deja de ser sobre lo que tu prensa puede sujetar y empieza a ser sobre lo que tu modelo de producción puede soportar.
Aquí está lo que el catálogo de herramientas no te dirá: el verdadero costo de las herramientas americanas en trabajo de alta variedad no es la fuerza o precisión en el primer golpe. Es el costo de recreación. Cada vez que desmontas y reconstruyes un sistema alineado manualmente, estás pagando de nuevo por la geometría que ya compraste una vez.
Las primeras piezas se veían bien.
Siempre lo hacen.
La pregunta es cuánto te cuesta hacer que la quincuagésima configuración de la semana se vea igual de bien que la primera del lunes por la mañana.
Entonces dejamos de discutir americano contra europeo como marcas. Medimos lo que pierdes cuando eliges un compromiso sobre otro. ¿Estás dispuesto a perder la simplicidad de tonelaje bruto o estás dispuesto a perder la repetibilidad de configuración con el tiempo?
Extrae tus últimos 90 días de trabajos.
No ingresos. No tonelaje. Cambios de herramientas por turno.
Cuenta cuántas veces los operadores desarmaron y reconstruyeron combinaciones de punzón y matriz. Ese número es tu índice de fricción. Si promedias una configuración completa por turno, estás en territorio de transporte diésel. Si promedias seis, estás en tráfico de paradas y arranques, lo admitas o no.
Ahora añade el espesor del material. Si el 60 por ciento de tu trabajo supera las 1/4 de pulgada y se ejecuta en lotes de más de 200 piezas por configuración, la trayectoria de carga directa y la masa de las herramientas americanas te favorecen. Sujeta una vez. Ajusta la profundidad. Ejecuta. La mano de obra se amortiza limpiamente.
Pero si la mayoría de tus trabajos son de 20 a 50 piezas en calibres 10 a 14, con cuellos de ganso segmentados cambiados a mitad del día, esa trayectoria de fuerza en línea recta se vuelve irrelevante. Tu cuello de botella ya no es la capacidad de tonelaje. Es la recreación de la alineación.
Esto es lo que el catálogo de herramientas no te dirá: la simplicidad de inversión de las herramientas americanas puede atraparte en geometrías de punzón limitadas. Cuando comienzas a afilar a medida para alcanzar pestañas estrechas o bolsillos de holgura, estás convirtiendo silenciosamente un sistema “económico” en un sistema personalizado, sin las ventajas de localización repetible de los hombros europeos y alturas estandarizadas.
Así es como los talleres derivan hacia configuraciones híbridas y se convencen de que está funcionando.
Y a veces sí lo está.
He visto operadores usar herramientas superiores europeas con matrices inferiores americanas en prensas mecánicas antiguas y lograr buenos ángulos todo el día. Las manos hábiles pueden compensar mucho. Pero la habilidad no es un sistema. En el momento en que ese operador llama para reportarse enfermo, ¿tu proceso sigue manteniendo la tolerancia sin golpear los punzones en su sitio?
Pongamos números al punto de cruce.
Hipotético. Tu tarifa de taller para un operador de prensa es de $75 por hora cargada. Una configuración manual completa de estilo americano —extraer, alinear, ajustar, apretar, doblar de prueba— toma 25 minutos. Una configuración de cambio rápido de precisión estilo europeo toma 10 minutos porque el hombro del vástago se ubica en una abrazadera estandarizada y la altura es repetible.
Diferencia: 15 minutos.
Con una configuración por turno, cinco días a la semana, eso son 75 minutos ahorrados semanalmente. Alrededor de 65 horas por año. Aproximadamente $4,875 en mano de obra.
Ahora no cambies nada salvo la frecuencia de configuración. Cinco configuraciones por turno en lugar de una. La misma diferencia de 15 minutos. Ahora estás en 325 horas por año. Más de $24,000.
Esa es tu matemática de punto de cruce.
Si la diferencia de precio entre sistemas de herramientas es de $15,000, la recuperaste en menos de un año a alta frecuencia de mezcla. A baja frecuencia, puede tomar de tres a cinco años, o nunca.
¿Qué más había en qué pensar?.
Esto es lo que el catálogo de herramientas no te dirá: la fricción se agrava en desperdicio y retrabajo. Cada recreación de geometría introduce pequeñas diferencias de altura o centrado. En piezas tolerantes no lo notarás. En trabajos de tolerancia estrecha, perseguirás desviaciones de ángulo y culparás a la variación del lote de material. No facturarás ese tiempo.
La decisión no trata de cuál sistema de herramientas es “mejor”. Se trata de qué pérdida puedes permitirte: capital inmovilizado en hardware de precisión, o mano de obra y variabilidad que se escapan por configuraciones repetidas.
Si multiplicaras tus configuraciones diarias promedio por 15 minutos, ¿el número anual de mano de obra te incomodaría?
Antes de aprobar la próxima compra de herramientas, formula esta pregunta en un lenguaje sencillo:
¿Reducirá este sistema de herramientas la cantidad de minutos que le toma a mi taller recrear geometría a lo largo de un año de producción real?
No por doblez.
No por pieza.
A lo largo de un año.
Si la respuesta es no—porque trabajas con placas gruesas en tandas largas y estables—entonces las herramientas de estilo americano están haciendo exactamente lo que fueron diseñadas para hacer. Como un camión diésel de gran capacidad que transporta grava todo el día, es brutalmente eficiente cuando la carga es constante y la ruta es recta.
Pero si tu jornada se parece más a paradas constantes, tiradas cortas, dobleces de holgura, cambios segmentados y acumulación de tolerancias en varios trabajos, ese mismo diésel se vuelve sobredimensionado e ineficiente para entregas en ciudad. La fuerza ya no es el factor limitante. La agilidad lo es.
La verdad no tan obvia que debes recordar es esta: las herramientas no son una decisión de hardware. Es una decisión de supervivencia ligada a la frecuencia con la que alteras tu propia geometría.
Así que observa tus configuraciones promedio por turno, multiplícalas por la diferencia de tiempo entre sistemas, proyéctalas a lo largo de un año y luego respóndeme sin orgullo ni lealtad de marca:
¿Puede tu modelo de producción permitirse seguir pagando por reconstruir la misma geometría una y otra vez, sí o no?


















