

Musim dingin lalu saya melihat seorang pemilik toko memasukkan punch baru bergaya Amerika ke mesin presnya, mengusap tangannya, dan berkata, “Baja ya baja. Pas. Mari kita jalankan.”
Bagian pertama terlihat baik-baik saja.
Pada pergantian pekerjaan ketiga hari itu, operator mulai memberi shim, mengetuk, mengatur ulang kedalaman, mengejar setengah derajat seperti mengejar lalat. Tidak ada yang menyalahkan peralatan. Itu pas dengan ram. Apa lagi yang perlu dipikirkan?
Berjalanlah di lantai bengkel mana pun dan Anda akan mendengarnya: Eropa, Amerika, Standar Baru — semuanya hanya baja keras yang mendorong lembaran ke dalam die. Jika tang terkunci ke ram dan V-die duduk rata di atas meja, keputusan terasa mekanis, bukan strategis.
Itulah jebakannya.
Punch yang terkunci pada sistem penjepit Anda hanya membuktikan satu hal: geometrinya cocok. Itu tidak mengatakan apa-apa tentang bagaimana gaya berpindah dari ram ke ujung punch, seberapa banyak defleksi muncul di sepanjang meja 10 kaki, atau seberapa konsisten pengaturan Anda akan terjadi pada pergantian pekerjaan keempat di shift. Kecocokan terasa seperti kesetaraan karena mesin berputar. Bagian keluar dalam keadaan bengkok.
Sampai tidak lagi.
Jadi ketika Anda mengatakan “itu pas,” apakah Anda berbicara tentang keterikatan fisik — atau kinerja produksi, ya atau tidak?

Saya pernah memodifikasi mesin rem di mana pemiliknya dengan bangga mengatakan ia menstandarkan peralatan gaya Amerika karena “sederhana dan tangguh.” Dan dia tidak salah tentang ketangguhannya. Peralatan gaya Amerika seperti truk diesel tugas berat yang dibuat untuk mengangkut kerikil sepanjang hari — tebal, kokoh, toleran terhadap tonase besar secara kasar.
Tetapi truk itu di lalu lintas kota stop-and-go? Cerita yang berbeda.
Peralatan gaya Amerika biasanya mengandalkan baut set dan toleransi lebih lebar dalam antarmuka holder-to-punch. Itu berarti transfer gaya lebih bergantung pada tekanan penjepit dan kurang pada geometri presisi yang digiling dan mengunci sendiri. Dalam pekerjaan dengan tonase tinggi dan variasi rendah — pelat berat, pekerjaan berulang — ia tetap bekerja. Dalam produksi high-mix, di mana Anda mengganti alat sepuluh kali per shift dan mengharapkan akurasi pada bagian pertama, variabel alignment kecil itu bertumpuk.
Inilah yang tidak akan diberitahukan oleh katalog peralatan: cara gaya dimasukkan ke dalam tubuh punch mempengaruhi seberapa konsisten gaya itu mencapai ujungnya — dan produk Anda.
Jika dua alat sama-sama “pas,” tetapi satu menghasilkan pengulangan dalam beberapa ribuan inci setelah setiap pergantian dan yang lainnya membutuhkan ketukan dan penyesuaian, apakah mereka benar-benar dapat dipertukarkan pada jadwal produksi yang high-mix?
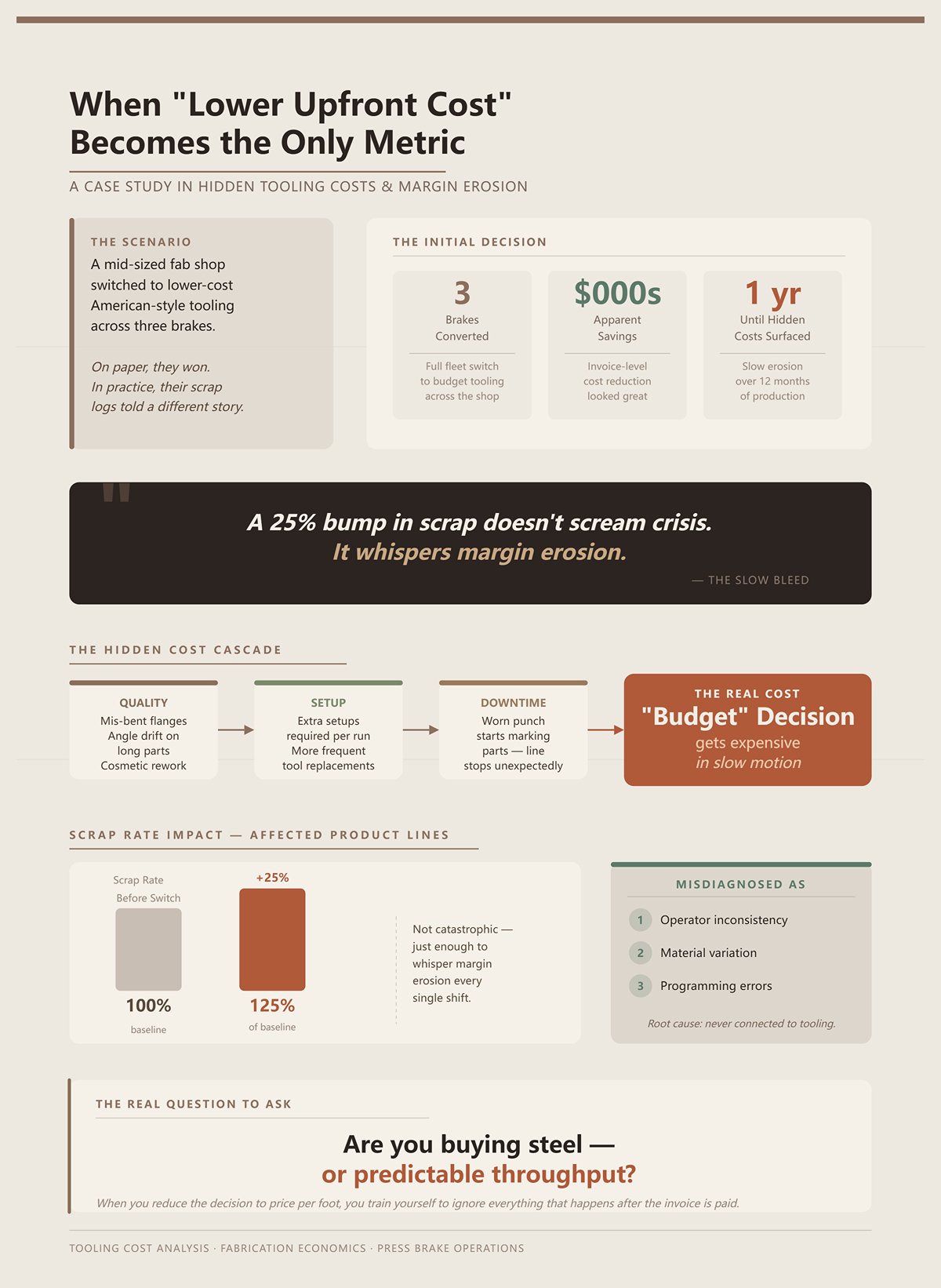
Saya pernah meninjau catatan pembelian di sebuah bengkel fabrikasi ukuran menengah yang membanggakan penghematan ribuan dolar dengan beralih ke peralatan gaya Amerika berbiaya lebih rendah di tiga mesin rem. Di atas kertas, mereka menang.
Dalam praktiknya, catatan scrap mereka menunjukkan cerita yang berbeda.
Dalam setahun berikutnya, tingkat scrap meningkat — tidak secara drastis, hanya sedikit: flensa salah bengkok, drift sudut pada bagian panjang, pengerjaan ulang pada panel kosmetik. Kenaikan 25% dalam scrap pada lini produk tertentu tidak terdengar seperti krisis. Ia berbisik tentang erosi margin. Ditambah pengaturan ekstra, penggantian alat yang lebih sering, dan biaya tersembunyi downtime ketika punch yang aus mulai meninggalkan bekas pada produk, keputusan “hemat anggaran” itu menjadi mahal secara perlahan.
Mereka tidak pernah menghubungkannya dengan gaya peralatan. Mereka melihat masalah yang terisolasi: ketidakkonsistenan operator, variasi material, kesalahan pemrograman.
Ketika Anda mengurangi keputusan menjadi harga per kaki peralatan, Anda melatih diri untuk mengabaikan segala sesuatu yang terjadi setelah faktur dibayar.
Apakah Anda membeli baja — atau apakah Anda membeli kelancaran throughput yang dapat diprediksi?
Sebelum sebagian besar bengkel melakukan pemesanan peralatan, mereka memeriksa tiga hal: apakah cocok dengan ram, apakah dapat menangani tonase, dan berapa harganya.
Mereka jarang bertanya berapa banyak setup per hari yang dapat dijalani alat itu.
Produksi dengan variasi tinggi bukan tentang tonase maksimum. Ini tentang penerapan gaya yang berulang dan akurat di tengah pergantian set yang konstan. Di situlah mekanisme transfer gaya — bagaimana punch duduk, bagaimana ia menyelaraskan diri, bagaimana beban terdistribusi merata — mulai lebih penting daripada kekuatan mentah. Sistem yang dibangun untuk ketahanan kasar bisa menjadi rumit ketika kebutuhan nyata Anda adalah presisi dengan kecepatan.
Dan inilah pergeseran kognitif yang saya butuhkan dari Anda: berhentilah bertanya apakah peralatan bisa bertahan terhadap beban, dan mulailah bertanya apakah jadwal Anda bisa bertahan terhadap peralatan itu.
Jika bengkel Anda mengerjakan puluhan bagian berbeda setiap hari, dengan toleransi ketat dan ekspektasi hasil sempurna sejak bagian pertama, apakah Anda benar-benar sudah menyesuaikan gaya peralatan Anda dengan model produksi Anda — ya atau tidak?
Musim semi lalu saya berdiri di belakang mesin press brake sepanjang 10 kaki yang menjalankan braket stainless 3/16 — bukan sesuatu yang istimewa. Operator menempelkan bagan tonase di kontrol. Angka-angkanya rapi. Pengaturan terlihat bersih. Bagian pertama: 89,5 derajat. Kedua: 90,8. Ketiga: 89,2. Ia menyesuaikan kedalaman dua kali dalam sepuluh menit dan bergumam tentang variasi material.
Lembaran yang sama. Program yang sama. Punch dan die “kompatibel” gaya Amerika yang sama.
Ketika Anda melihat ayunan sudut seperti itu pada penekukan udara, instingnya adalah menyalahkan pegas balik. Dan ya, penekukan udara — membentuk dengan menekan punch ke V-die tanpa menyentuh dasar — memang bergantung pada pemulihan elastis. Stainless membuatnya lebih jelas. Tetapi inilah yang tidak akan diberitahu oleh katalog peralatan kepada Anda: cara gaya masuk ke badan punch menentukan seberapa konsisten gaya itu mencapai ujungnya, dan sistem dudukan datar ala Amerika memperkenalkan variabilitas bahkan sebelum logam punya kesempatan untuk memantul kembali.
Gaya tidak bergerak lurus ke bawah seperti batang piston. Ia menyebar melalui antarmuka penjepit, masuk ke tang punch, melintasi permukaan kontak apa pun yang benar-benar bersentuhan di dalam dudukan. Jika kontak itu bergantung pada sekrup pengatur dan dudukan datar daripada geometri yang menyejajarkan diri, perbedaan kecil dalam tekanan penjepit mengubah bagaimana punch duduk di bawah beban. Dalam pekerjaan berat dan stabil, sebaran itu dapat diprediksi. Dalam pergantian alat yang konstan dan variasi radius, ia bergeser.
Anda tidak melihatnya dengan mata telanjang. Anda melihatnya pada perbedaan setengah derajat dan pukulan ulang.
Jadi ketika jadwal Anda memanggil sepuluh jenis material berbeda, lima bukaan V berbeda, dan persetujuan bagian pertama setiap kali, apakah Anda masih memikirkan gaya sebagai garis lurus — ya atau tidak?
Bayangkan bagian belakang punch gaya Amerika: tang lebar, dudukan datar, ditahan oleh tekanan penjepit dan sering kali sekrup pengatur. Sederhana. Kuat. Banyak baja bersentuhan dengan banyak baja.
Kesederhanaan itulah yang membuatnya mampu bertahan pada tonase brutal di pelat tebal. Ia adalah truk diesel dari dunia peralatan — dibangun untuk mengangkut kerikil sepanjang hari tanpa mengeluh. Area kontak yang masif. Toleran terhadap goresan kecil. Mudah dikerjakan. Mudah diganti.
Namun kontak datar-ke-datar memiliki rahasia kotor: ia tidak menyesuaikan posisi sendiri.
Jika punch duduk bahkan beberapa ribu inci tidak sejajar karena satu sisi terjepit lebih keras dari sisi lainnya, jalur beban bergeser. Pada alat sepanjang 10 kaki, pergeseran itu bertambah dengan defleksi meja dan ketidakkonsistenan material. Sekarang tambahkan kenyataan produksi campuran tinggi: Anda membuka penjepit, mengganti segmen, menjepit kembali — mungkin delapan kali dalam satu shift. Setiap kali, Anda mengandalkan penyelarasan manual dan tekanan penjepit yang seragam untuk mereplikasi jalur beban yang persis sama.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda, sistem dudukan datar mendapatkan kekuatannya dari luas permukaan, bukan dari geometri. Luas permukaan menahan tekanan saat beban diberikan, tetapi geometri adalah yang mengulang posisi.
Dalam pekerjaan berat dengan volume rendah, Anda menjepit sekali dan menjalankan 500 bagian. Sistemnya menjadi stabil. Dalam produksi dengan campuran tinggi, Anda mengganggu antarmuka itu terus menerus. Ketidakstabilan bukanlah cacat; itu sudah tertanam dalam pilihan desain.
Jika model produksi Anda bergantung pada pengaturan ulang yang dapat diulang beberapa kali sehari, apakah permukaan penjepit yang tidak memusatkan sendiri terdengar seperti fondasi yang tepat?

Sekarang mari kita bicarakan tentang ke mana sebenarnya gaya ingin pergi.
Dalam sistem beralur tengah, punch ditempatkan sehingga geometri penjepit menyelaraskan jalur beban melalui pusat perkakas. Saat diberi beban, vektor gaya tetap simetris terhadap badan punch. Holder membantu mengarahkannya.
Dalam pengaturan Amerika yang tidak beralur tengah, terutama dengan bukaan V yang lebih lebar dan perkakas tersegmentasi, beban dapat bergeser ke sisi dengan tekanan penjepit lebih besar atau perbedaan pengaturan kecil. Dalam pekerjaan ringan, Anda mungkin tidak pernah menyadarinya. Dalam beban berat atau radius besar, Anda akan merasakannya.
Pertimbangkan hipotetis ini: Anda membentuk tekukan radius besar di mana rasio diameter terhadap lebar melebihi kira-kira sepertiga. Grafik tonase standar dapat meremehkan gaya yang diperlukan dibandingkan perhitungan keseimbangan statis yang lebih akurat. Anda mengatur nilai dari grafik. Mesin memberikan resistensi nyata lebih besar dari yang diprediksi. Punch menerima beban lebih tinggi dari yang diharapkan, dan karena pengaturannya tidak memusatkan sendiri, kelebihan beban itu tidak terdistribusi merata.
Satu sisi tang menerima lebih banyak tegangan. Satu sisi holder menanggung lebih berat. Seiring waktu, Anda mendapatkan keausan yang tidak merata. Pada rem dengan campuran tinggi, keausan itu muncul sebagai tinggi tutup yang tidak konsisten dan arah sudut yang bergeser antar pengaturan — bukan kegagalan besar, hanya variasi yang merayap.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda, kelebihan beban dalam sistem yang tidak beralur tengah tidak hanya mengancam kerusakan; itu mengubah bagaimana aliran gaya pada pekerjaan berikutnya.
Bengkel yang berhasil dengan perkakas Amerika dalam campuran tinggi sedang melakukan satu hal dengan benar: mereka menyesuaikan tonase, material, dan bukaan V dengan cermat serta menghindari beban kasus tepi tersebut. Mereka mengelola fisika daripada mengasumsikan bahwa kekuatan berarti presisi.
Apakah Anda secara aktif mengendalikan bagaimana gaya dipusatkan melalui perkakas Anda — atau mengasumsikan bahwa massa saja akan membuatnya jujur?
Saya pernah mengukur sebuah die Amerika sepanjang 6 kaki yang telah digunakan selama bertahun-tahun. Secara visual tampak baik. Tidak ada serpihan. Tetapi di sepanjang panjangnya, saya mengukur variasi beberapa ribuan inci pada tinggi — jejak halus dari proses perata dan keausan jangka panjang.
Perata menghasilkan permukaan fungsional. Cepat. Ekonomis. Untuk pekerjaan kustom berat, itu sudah cukup. Tetapi hasil akhir permukaan dan toleransi dimensi lebih longgar dibandingkan penggilingan presisi, di mana permukaan kontak digiling dengan kerataan dan kesebjajaran yang lebih ketat.
Mengapa itu penting dalam campuran tinggi?
Karena setiap kali Anda menjepit perkakas dudukan datar hasil perata, Anda menumpuk toleransi: kelurusan ram, keausan holder, variasi tang punch, variasi tinggi die. Secara terpisah, masing-masing kecil. Bersama-sama, mereka muncul sebagai ketidakkonsistenan sudut, terutama pada pembengkokan udara di mana sensitivitas kedalaman terhadap sudut tinggi. Beberapa ribuan inci di dudukan dapat diterjemahkan menjadi sepersepuluh derajat pada bagian.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda, metode manufaktur menentukan seberapa banyak pekerjaan penyelarasan yang harus dilakukan oleh operator Anda selama masa pakai perkakas.
Sistem yang digiling presisi dan memusatkan sendiri lebih mahal di awal karena geometrinya yang melakukan penyelarasan untuk Anda. Perkakas Amerika dudukan datar hasil perata meminta operator menjadi sistem penyelarasan. Pada pekerjaan berat yang lambat, itu bisa diatur. Pada sepuluh pergantian dalam sehari, itu mahal dalam menit, limbah, dan frustrasi.
Jadi sebelum Anda default ke “cukup baik,” tanyakan pada diri Anda: apakah Anda menjalankan operasi pengangkutan kerikil — atau rute pengiriman berhenti-dan-jalan yang menuntut akurasi yang sama di setiap pemberhentian?
| Bagian | Konten |
|---|---|
| Pengamatan Lapangan | Saya pernah mengukur sebuah die Amerika sepanjang 6 kaki yang telah digunakan selama bertahun-tahun. Secara visual tampak baik. Tidak ada serpihan. Tetapi di sepanjang panjangnya, saya mengukur variasi beberapa ribuan inci pada tinggi — jejak halus dari proses perata dan keausan jangka panjang. |
| Karakteristik Perencanaan | Perata menghasilkan permukaan fungsional. Cepat. Ekonomis. Untuk pekerjaan kustom berat, itu sudah cukup. Tetapi hasil akhir permukaan dan toleransi dimensi lebih longgar dibandingkan penggilingan presisi, di mana permukaan kontak digiling dengan kerataan dan kesebjajaran yang lebih ketat. |
| Mengapa Ini Penting dalam Produksi Campuran Tinggi | Setiap kali Anda menjepit alat dengan dudukan datar yang telah diratakan, Anda menumpuk toleransi: kelurusan ram, keausan pemegang, variasi tang punch, variasi tinggi die. Masing-masing kecil, tetapi secara kolektif menghasilkan ketidakkonsistenan sudut — terutama pada proses air bending di mana sensitivitas kedalaman terhadap sudut sangat tinggi. Beberapa ribuan inci pada dudukan dapat berubah menjadi sepersepuluh derajat pada bagian benda kerja. |
| Biaya Tersembunyi | Metode manufaktur menentukan seberapa banyak pekerjaan penyelarasan yang harus dilakukan operator Anda sepanjang umur alat — sesuatu yang jarang disebutkan dalam katalog perkakas. |
| Sistem Gerinda Presisi | Lebih mahal di awal karena geometri yang digunakan melakukan penyelarasan secara otomatis. |
| Peralatan Dudukan Datar yang Diratakan | Mengharuskan operator berperan sebagai sistem penyelarasan. Masih dapat dikelola untuk pekerjaan lambat dan berat, tetapi mahal dalam hal waktu, limbah, dan frustrasi selama pergantian alat yang sering. |
| Pertanyaan Strategis | Sebelum memilih yang “cukup baik,” tanyakan: apakah Anda menjalankan operasi pengangkutan kerikil — atau rute pengiriman berhenti-sebentar yang menuntut akurasi konsisten di setiap pemberhentian? |
Tahun lalu saya berdiri di samping mesin pengereman dirgantara yang beralih ke sistem penjepit cepat magnetik. Operatornya sama. Bagian yang dikerjakan sama. Yang berubah adalah ini: waktu rata-rata pergantian seri mereka turun sebesar 68 %, dan output meningkat 22 % dalam beberapa bulan. Penghematan tenaga kerja saja menutupi biaya peningkatan dalam sekitar tujuh bulan.
Tidak ada yang berubah dari baja tersebut. Geometri dan sistem penjepitlah yang berbeda.
Anda sudah melihat bagaimana geometri penyelarasan gaya mendorong keterulangan. Sekarang tambahkan frekuensi. Jika Anda mengganggu antarmuka itu empat, enam, delapan kali sehari, pertanyaannya tidak lagi “Apakah ini menahan tonase?” melainkan “Seberapa cepat dan seberapa konsisten saya dapat menciptakan kembali jalur beban yang sama?”
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda, waktu pergantian bukan hanya menit yang hilang — melainkan variabilitas yang berlipat ganda. Setiap kali melepas dan menjepit ulang adalah kesempatan lain untuk menggeser pusat gaya yang baru saja Anda stabilkan.
Perkakas buatan Amerika benar-benar dapat menekuk pelat tebal sepanjang hari tanpa gentar. Ia seperti truk diesel yang akan mengangkut kerikil dari fajar hingga senja. Tetapi jalankan truk yang sama untuk 20 pengiriman kota pendek dengan pemberhentian konstan, dan tagihan bahan bakar serta keausan rem akan menceritakan kisah yang berbeda.
Jika jadwal Anda mengharuskan empat kali pergantian alat sebelum makan siang, apakah Anda mengukur kecepatan penjepitan dengan stopwatch — atau menganggap “cukup baik” masih cukup baik?
Bayangkan sebuah punch Amerika sepanjang 10 kaki dengan tang keselamatan. Anda membuka ram, mengendurkan penjepit, menahan bobot dengan kedua tangan, menggesernya ke samping, melewati tang, lalu menurunkannya. Kemudian Anda membalik proses itu dengan alat berikutnya, memastikan tang duduk dengan benar sebelum dikencangkan.
Bagian pertama terlihat baik-baik saja.
Apa lagi yang perlu dipikirkan?
Sekarang bandingkan dengan penjepit hidrolik atau magnetik dengan tombol tekan. Anda mengangkat punch tersegmentasi ke posisi; alat itu mengunci ke dudukannya yang dapat menyelaraskan sendiri. Gaya penjepit merata di seluruh panjangnya. Pelepasannya menggunakan sakelar, bukan kunci pas.
Dalam pengujian terkontrol dan laporan lapangan, penyiapan manual biasanya memakan waktu 15–30 menit setiap kali pergantian. Sistem modular yang distandardisasi berada di kisaran 6–8 menit. Sistem magnetik bisa turun menjadi 2–3 menit. Selisih itu tampak tidak dramatis di atas kertas — sampai Anda mengalikannya dengan empat pergantian per hari, lima hari seminggu.
Inilah yang tidak diceritakan katalog perkakas: tang keselamatan dirancang untuk mencegah alat jatuh, bukan untuk memenangkan perlombaan pergantian. Mereka menambah keamanan, tetapi juga menambah langkah penanganan, dan langkah penanganan menambah waktu.
Dalam pekerjaan berat dengan volume rendah, Anda menjepit sekali dan menjalankan 500 bagian. Tang menghilang dari persamaan ekonomi. Dalam produksi campuran tinggi, tang menjadi kegiatan kerja berulang.
Ketika pesaing di seberang kota dapat mengatur ulang dalam tiga menit sementara Anda masih membuka sekrup set, siapa yang menagih satu jam ekstra di akhir shift?
Saya melihat seorang operator terampil mengetuk punch Amerika sepanjang 4 kaki agar sejajar dengan palu lembut. Kendurkan. Geser sedikit. Kencangkan. Periksa dengan pengukur celah. Ulangi di ujung satunya.
Dia tidak lambat. Dia berhati-hati.
“Jika tang mengunci ke ram dan V-die duduk rata di tempat tidur, keputusan terasa mekanis, bukan strategis.” Itulah jebakannya. Sistem dudukan rata bergantung pada gesekan dan kepekaan operator untuk mengembalikan posisi. Tidak ada fitur penyelarasan otomatis geometris yang memaksa jalur beban kembali ke tempat yang sama.
Di bengkel campuran tinggi, Mac-Tech telah mendokumentasikan bahwa sebanyak 25 % waktu penyiapan dapat hilang hanya karena mencari dan menyiapkan alat di lingkungan yang tidak tertata. Tambahkan penyelarasan manual di atasnya — mengetuk, memeriksa, mengencangkan kembali — dan perkakas “hemat” Anda diam-diam menghabiskan gaji.
Inilah yang tidak diceritakan katalog perkakas: setiap menit seorang operator press rem berpengalaman menghabiskan waktu untuk menyelaraskan baja adalah satu menit Anda membayar upah tenaga ahli untuk tugas yang seharusnya dapat diatur secara otomatis oleh geometri.
Sistem presisi dengan penghalusan dan penyelarasan otomatis mengurangi kebutuhan terhadap ritual mengetuk itu. Dudukan memandu punch ke garis tengah yang dapat diulang. Gaya penjepit konsisten. Operator memverifikasi, bukan menegosiasikan.
Jika operator terbaik Anda berperan sebagai mekanisme penyelarasan empat kali sehari, apakah Anda menjalankan produksi — atau mensubsidi gesekan dengan keterampilan?
Perkakas Amerika sering dijual dalam panjang padat: 2 kaki, 4 kaki, 8 kaki. Untuk menutupi bagian 10 kaki dengan potongan jendela, Anda mungkin menumpuk beberapa bagian, mencampurkan gooseneck, meninggalkan celah untuk relief.
Setiap sambungan adalah satu antarmuka lagi. Setiap antarmuka adalah peluang lain untuk ketidaksesuaian tinggi atau sedikit salah sejajar.
Sistem modular yang distandardisasi — jika diatur dengan benar — dapat mencapai waktu pergantian 6–8 menit dengan ROI yang wajar. Tetapi mereka menuntut perawatan dan disiplin. Sistem magnetik dan hidrolik lebih cepat lagi, dan pengubah alat otomatis dapat menurunkan pergantian seri menjadi 1–2 menit dalam lingkungan yang tepat.
Sekarang lihat pendekatan Amerika dalam realitas produksi campuran tinggi: panjang padat disimpan di mana saja yang muat, operator mencari segmen yang tepat, menyelipkan potongan pendek karena yang panjang sedang digunakan di press lain.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda: fleksibilitas tanpa standarisasi menjadi entropi. Semakin banyak kombinasi yang Anda izinkan, semakin banyak variabel keselarasan yang Anda ciptakan.
Pada pembengkokan khusus yang berat dan berjumlah rendah — pelat tebal, geometri unik, panjang — perkakas Amerika yang solid benar-benar menonjol. Anda setel sekali. Anda andalkan itu. Ia berperilaku seperti truk diesel di perjalanan jauh di jalan raya: stabil, dapat diprediksi, dibuat untuk beban berat.
Namun produksi dengan variasi tinggi adalah lalu lintas kota yang berhenti dan jalan kembali. Produksi singkat. Pergantian konstan. Tenggat pengiriman ketat. Dalam lingkungan tersebut, biayanya bukan pada harga perkakas; melainkan pada akumulasi menit pengaturan dan variasi keselarasan yang berlipat.
Jadi saya akan tinggalkan Anda dengan realitas operasional, bukan janji brosur: jika Anda mengganti perkakas empat kali sehari, apakah Anda sedang mengemudikan truk pengangkut kerikil di lalu lintas pusat kota — ya atau tidak?
Musim dingin lalu saya masuk ke bengkel yang menjalankan dua mesin rem tekan 10 kaki berdampingan. Yang satu menggunakan perkakas tang gaya Amerika tradisional. Yang lainnya memiliki penjepit cepat gaya Eropa. Pemilik baru saja membeli pelat adaptor tebal agar dapat menggunakan pukulan “cukup baik” Amerika miliknya pada mesin yang lebih baru.
Bagian pertama terlihat baik-baik saja.
Tiga minggu kemudian dia mengejar penyimpangan sudut di sepanjang 8 kaki pelat 11-gauge. Bukan tonase. Bukan defleksi. Penyimpangan. Ia telah menambahkan setengah inci baja antara ram dan pukulan dengan adaptor itu. Langkah (stroke) berubah. Tinggi tutup berubah. Jalur beban berubah. Setiap pengaturan sekarang berarti harus mengkalibrasi ulang titik mati bawah dan mengajarkan kembali program pembengkokan.
Itulah saat di mana pengembalian dari sistem yang lebih cepat dan berpusat sendiri menjadi jelas — ketika operator Anda menghabiskan lebih banyak waktu untuk mengatur ulang nol mesin daripada membengkokkan bagian.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda: pelat adaptor tidak menghilangkan ketidakcocokan. Ia memindahkannya ke tumpukan antarmuka yang tidak dapat Anda lihat selama pengaturan.
Jika produksi dengan variasi tinggi sudah menghukum Anda untuk setiap menit pengaturan tambahan, mengapa Anda menambahkan variabel lain antara ram dan perkakas?
Letakkan tang Amerika 0,500 inci di samping tang Eropa 13 mm di bangku kerja. Cukup mirip hingga pembeli yang optimis berpikir, Seberapa berbeda bisa jadi?
Cukup berbeda.
Perkakas Amerika dirancang untuk menyalurkan beban garis lurus ke penjepit atau sekrup pengatur sederhana. Perkakas gaya Promecam Eropa menggunakan tang yang lebih sempit dengan bahu referensi yang jelas yang duduk di dalam dudukan yang serasi. Yang satu bergantung pada gesekan dan tekanan baut. Yang lainnya bergantung pada geometri untuk menentukan garis tengah.
Keduanya bisa menahan tonase. Itu bukan masalahnya.
Masalahnya adalah di mana permukaan referensi berada. Pada banyak sistem Eropa, tinggi kerja pukulan dikendalikan oleh dudukan dan bahu tang yang digiling presisi. Pada sistem Amerika, tinggi kerja sering kali dibuat ulang setiap kali oleh tekanan penjepit dan penyelarasan manual.
Saat Anda mencampurnya, Anda tidak hanya menukar bentuk. Anda menumpuk dua filosofi referensi yang berbeda satu di atas yang lain.
Saya telah melihat bengkel menambahkan ganjal pada perkakas Amerika di dalam penjepit Eropa untuk mencapai tinggi nominal. Itu berhasil — sampai Anda mengganti dari bagian 4 kaki menjadi bagian tersegmentasi dan menyadari bahwa ganjalnya tidak sepenuhnya serasi. Sekarang sudut tekukan Anda berubah di seluruh sambungan, bukan karena baja yang bergeser, tetapi karena tumpukan referensi Anda yang berubah.
Jika tang terkunci ke dalam ram dan cetakan V duduk rata di atas meja, keputusan itu terasa mekanis, bukan strategis.
Namun ketika geometri tang tidak pernah dimaksudkan untuk dudukan tersebut, apa sebenarnya yang mengendalikan garis tengah pukulan Anda — mesin, atau gesekan?
Ada mesin rem CNC modern yang dibangun dengan penjepit hibrida yang benar-benar dapat menerima perkakas gaya Amerika maupun Eropa. Dudukan terintegrasi. Bidang referensi yang direkayasa. Tidak ada baja misterius di antaranya.
Mesin-mesin itu memang dirancang untuk itu.
Pelat adaptor pasar purna jual tidak sama. Ia menambah ketebalan antara ram dan alat. Ketebalan mengubah jarak terbuka (daylight). Jarak terbuka mengubah kebutuhan langkah (stroke). Langkah mengubah seberapa dekat Anda beroperasi dengan batas mekanis mesin. Di lantai produksi yang sibuk, itu berarti lebih banyak pemrograman ulang dan risiko lebih tinggi akan alarm overtravel.
Sekarang tambahkan toleransi.
Kedataran ram mesin memiliki toleransi. Penggilingan pelat adaptor memiliki toleransi. Antarmuka antara adaptor dan ram punya satu. Antara adaptor dan punch, satu lagi. Gabungkan semuanya dan Anda mendapatkan penumpukan toleransi — deviasi kumulatif yang muncul dari beberapa permukaan yang saling bertemu.
Masing-masing mungkin hanya dalam beberapa ribuan inci. Namun di sepanjang 10 kaki, mereka terakumulasi.
Dalam pekerjaan campuran tinggi, Anda membongkar dan membangun ulang tumpukan itu beberapa kali per shift. Setiap pembongkaran adalah kesempatan bagi serpihan, gerinda, atau torsi baut yang tidak merata untuk sedikit mengubah jalur beban. Ketidakkonsistenan itu tidak tampak sebagai kegagalan besar. Ia muncul sebagai penyimpangan sudut, bekas pada bahu, atau kebutuhan diam-diam untuk lebih banyak pengujian tekukan.
Inilah yang tidak dikatakan oleh katalog perkakas, setiap antarmuka tambahan merupakan tempat lain bagi variasi untuk bersembunyi, dan produksi campuran tinggi mengungkap variasi itu lebih cepat daripada lembaran berat mana pun.
Pelat adaptor masuk akal bila Anda menjalankan pekerjaan berat dengan volume rendah dan ingin menggunakan kembali perkakas lama pada rem baru. Jepit sekali. Setel dengan saksama. Jalankan selama berhari-hari.
Namun jika Anda mengganti alat empat kali sebelum makan siang, apakah Anda nyaman membangun ulang tumpukan referensi berlapis setiap kali?
Buka manual mesin. Cari tiga angka: jenis antarmuka ram, langkah maksimum, dan kisaran tinggi tutup (shut height).
Saya berdiri bersama seorang supervisor yang membeli perkakas Amerika untuk penjepit hidrolik bergaya Eropa karena harganya lebih murah per kaki. Ia tidak menyadari bahwa menambahkan adaptor mengurangi langkah yang tersedia hampir satu inci. Pada tekukan udara dangkal, tidak masalah. Pada bentuk kotak dalam dengan punch tinggi, mereka kehabisan jarak terbuka dan harus membagi operasi menjadi dua setelan.
Perkakasnya lebih murah. Tenaganya tidak.
Periksa apakah ram Anda digiling presisi untuk menerima profil tang tertentu. Periksa apakah dudukan cetakan bagian bawah Anda bersifat self-centering atau hanya dudukan datar sederhana. Periksa apakah kontrol Anda menyimpan offset tinggi alat per stasiun atau mengasumsikan geometri yang terstandarisasi.
Jika mesin Anda direkayasa berdasarkan sistem Eropa yang digiling presisi, memaksakan perkakas Amerika ke dalamnya melalui adaptor berarti Anda meniadakan keterulangan yang Anda bayar. Jika rem Anda adalah mesin Amerika Utara lama dengan penjepit sederhana dan tanpa dudukan, perkakas Amerika cocok dengan “DNA”-nya. Jalur beban lurus. Perangkat keras minimal. Dibangun untuk beban berat.
Seperti truk diesel tugas berat: beri jalan raya dan beban 40.000 pon, ia akan berjalan sepanjang hari tanpa keluhan. Kirim ke pengantaran dalam kota dengan berhenti-jalan dan belokan sempit, Anda akan merasakan setiap pilihan desainnya.
Inilah yang tidak dikatakan oleh katalog perkakas, perkakas bukan aksesori universal. Itu adalah bagian dari sistem transfer gaya mesin, dan ketidaksesuaian sistem tersebut demi penghematan jangka pendek biasanya muncul dalam bentuk biaya tenaga kerja, bukan baja yang patah.
Sebelum Anda mencampur gaya pada ram yang sama, jawab pertanyaan ini tanpa ragu: apakah Anda mengonfigurasi rem Anda untuk pekerjaan yang benar-benar Anda jalankan — atau untuk perkakas yang sudah Anda miliki?
Jadi bagaimana sebuah bengkel harus memutuskan sistem perkakas mana yang akan distandarkan untuk campuran produksinya yang spesifik?
Berhentilah berpikir dalam merek. Mulailah berpikir dalam jalur beban dan frekuensi pengaturan.
Anda sudah melihat bahwa mencampur sistem adalah sebuah pilihan struktural, bukan solusi netral. Bagus. Sekarang kita persempit pilihan. Perkakas Amerika bukanlah hal yang “buruk.” Ia sangat jujur tentang apa yang dibangun untuk dilakukan. Ketika Anda menjaganya tetap dalam jalurnya, ia tidak meminta maaf.
Namun, Anda harus tahu di mana jalur itu berakhir.
Jika Anda menekuk pelat setengah inci sepanjang hari, Anda tidak khawatir tentang menghemat 30 detik waktu penggantian perkakas.
Anda khawatir tentang bertahan menghadapi 200 ton tanpa gentar.
Perkakas Amerika menyalurkan gaya lurus ke bawah melalui ujung punch ke dalam die. Tidak ada dudukan offset. Tidak ada bahu tang sempit yang terletak di dalam penjepit presisi. Itu adalah jalur beban langsung. Dalam penekukan dasar dan penempaan, di mana material dipaksa masuk ke radius die dan punch melakukan pekerjaan deformasi plastik yang sesungguhnya, kompresi garis lurus tersebut sederhana dan kuat.
Per setiap tekukan, ini adalah kuda beban.
Inilah yang tidak akan Anda temukan di katalog perkakas: gaya terkonsentrasi yang membuat perkakas Amerika terasa tak bisa dihancurkan di bawah tonnase berat hanya menjadi keunggulan ketika Anda tidak membongkar pengaturan itu setiap beberapa jam. Dalam satu sesi produksi panjang, jepit sekali, kencangkan dengan torsi yang tepat, atur kedalamannya, dan biarkan ia melahap baja.
Di situlah ia bersinar.
Bayangkan seperti truk diesel tugas berat yang menarik kerikil di jalan raya. Kaitkan trailernya, kunci, dan jalankan stabil bermil-mil di bawah beban. Ia akan bertahan lebih lama daripada kendaraan ringan yang dibuat untuk kelincahan. Tapi Anda tidak akan memarkir truk diesel dengan trailer 40 kaki di lalu lintas pusat kota.
Jika hari Anda diisi dengan satu braket tebal kustom demi satu lagi, dengan pengaturan yang sama, tonnase yang sama, apakah Anda benar-benar membutuhkan sistem perubahan cepat yang presisi untuk menjalaninya?
Sekarang kita pisahkan tonnase dari toleransi sepanjang waktu.
Perkakas Amerika sering bergantung pada penyelarasan manual dan tekanan penjepit untuk menentukan tinggi kerja. Itu berarti operator adalah bagian dari sistem penentuan posisi. Pada pengaturan pertama pekerjaan kustom berat, operator terampil dapat menyapu punch, menyentuhnya agar sejajar, menguncinya, dan mencapai sudut-sudut berulang sepanjang hari.
“Bagian-bagian pertama terlihat baik.”
Tentu saja begitu. Tidak ada yang bergerak.
Masalah muncul ketika Anda membongkarnya dan merakit ulang. Setiap penjepitan ulang adalah penciptaan ulang geometri. Pada satu bagian kustom dari pelat tebal, Anda mungkin tidak pernah perlu menciptakannya kembali. Anda menekuk batch-nya, kirim, dan lanjut. Tidak ada pertukaran segmen. Tidak ada perubahan die di tengah hari. Tidak ada akumulasi toleransi dari berbagai konfigurasi ulang.
Dalam konteks itu, perkakas Amerika tidak ceroboh. Itu sudah memadai.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda: perkakas Amerika tidak memberikan keuntungan pada pembongkaran yang sering. Ekonominya mengasumsikan kestabilan. Begitu Anda memintanya untuk berperilaku seperti sistem modular dengan variasi tinggi—dengan pengulangan tinggi konstan di antara puluhan penyetelan ulang—Anda sedang melawan desainnya, bukan menggunakannya.
Jika pekerjaan khas Anda adalah komponen hasil pengelasan berat yang dijalankan sebulan sekali pada material tebal, apakah penting bahwa sistem Eropa dapat mengulang hingga setengah seperseribu inci di sepuluh kali pergantian?
Sekarang kita sampai pada garis keputusan yang sebenarnya.
Perkakas Amerika tak terkalahkan per tekukan di bawah beban berat dan stabil. Sistem Eropa menang dalam siklus produksi.
Titik peralihan itu bukan soal kesetiaan merek. Ini tentang seberapa sering Anda mengganggu penyetelan. Contoh hipotetis: jika Anda menjalankan satu batch 300 bagian dari plat 3/8 selama dua hari tanpa pergantian alat, biaya awal yang lebih rendah dan kesederhanaan kokoh dari perkakas Amerika masuk akal. Tenaga kerja Anda disebar ke seluruh batch. Penyelarasan dilakukan sekali saja.
Namun jika Anda menjalankan sepuluh pekerjaan berbeda masing-masing 30 bagian dengan material lebih tipis, masing-masing memerlukan pukulan tersegmentasi, leher angsa, dan variasi bukaan V, Anda membayar penyelarasan manual sepuluh kali. Biaya tenaga kerja itu akan bertambah. Begitu juga dengan variabilitasnya.
Apalagi yang perlu dipikirkan.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda: titik peralihan bukanlah jumlah bagian tetap per tahun. Itu adalah jumlah penyetelan per shift. Ketika jumlah penyetelan meningkat, sistem yang berpatokan pada geometri dan bahu tang standar mulai membayar dirinya sendiri dalam menit yang dihemat dan cacat yang dihindari.
Perkakas Amerika adalah truk diesel yang dibuat untuk mengangkut beban berat secara stabil. Perkakas Eropa dibuat untuk posisi terkendali dan dapat diulang dalam produksi yang berhenti-jalan. Tidak ada yang salah.
Namun Anda tidak bisa berpura-pura bahwa biayanya sama begitu campuran produksi Anda berubah.
Jadi lihat pekerjaan kuartal lalu, hitung rata-rata pergantian alat per hari, dan jawab pertanyaan ini dengan jujur: apakah Anda mengangkut kerikil sepanjang minggu, atau mengirim barang di kota setiap jam?
Anda menginginkan titik peralihan itu. Bukan filosofi. Angka yang bisa Anda lingkari di papan tulis dan pertahankan dalam rapat anggaran.
Bagus.
Karena setelah Anda menerima bahwa frekuensi penyetelan menentukan ekonomi, keputusan itu berhenti menjadi tentang apa yang dapat dijepit oleh ram Anda dan mulai menjadi tentang apa yang dapat bertahan dari model produksi Anda.
Inilah yang tidak akan diberitahukan oleh katalog perkakas kepada Anda: biaya sebenarnya dari perkakas Amerika dalam pekerjaan dengan variasi tinggi bukanlah kekuatan atau presisi pada pukulan pertama. Itu adalah biaya rekreasi. Setiap kali Anda membongkar dan membangun kembali sistem dengan penyelarasan manual, Anda membayar lagi untuk geometri yang sudah pernah Anda beli.
Bagian pertama terlihat baik-baik saja.
Mereka selalu demikian.
Pertanyaannya adalah berapa biaya yang Anda keluarkan agar penyetelan ke-50 dalam seminggu terlihat sama baiknya dengan yang pertama di Senin pagi.
Jadi kita berhenti berdebat Amerika versus Eropa sebagai merek. Kita mengukur apa yang hilang ketika memilih satu kompromi dibanding yang lain. Apakah Anda rela kehilangan kesederhanaan tonase mentah, atau rela kehilangan pengulangan pengaturan seiring waktu?
Tarik data pekerjaan 90 hari terakhir Anda.
Bukan pendapatan. Bukan tonase. Pergantian alat per shift.
Hitung berapa kali operator membongkar dan membangun kembali kombinasi punch-die. Angka itu adalah indeks gesekan Anda. Jika rata-rata satu pengaturan penuh per shift, Anda berada di wilayah angkut-diesel. Jika rata-rata enam, Anda berada di lalu lintas berhenti-berjalan, mau mengakuinya atau tidak.
Sekarang tambahkan ketebalan material. Jika 60 persen pekerjaan Anda berada di atas 1/4 inci dan berjalan dalam batch lebih dari 200 bagian per pengaturan, jalur beban langsung dan massa peralatan Amerika bekerja untuk keuntungan Anda. Jepit sekali. Atur kedalaman. Jalankan. Tenaga kerja teramortisasi dengan bersih.
Namun jika sebagian besar pekerjaan Anda 20–50 bagian dalam 10–14 gauge dengan gooseneck tersegmentasi yang diganti di tengah hari, jalur gaya lurus itu menjadi tidak relevan. Hambatan Anda bukan lagi kapasitas tonase. Hambatan itu adalah pengulangan penyelarasan.
Inilah yang tidak akan diberitahukan katalog peralatan kepada Anda, kesederhanaan pembalikan peralatan Amerika dapat menjebak Anda dalam geometri punch yang terbatas. Saat Anda mulai menggiling khusus untuk mencapai flange sempit atau kantong clearance, Anda diam-diam mengubah sistem “hemat” menjadi sistem khusus tanpa keunggulan lokasi yang dapat diulang dari bahu Eropa dan tinggi standar.
Begitulah cara bengkel terjebak dalam pengaturan hibrid dan meyakinkan diri bahwa itu berhasil.
Dan kadang-kadang memang berhasil.
Saya pernah melihat operator menjalankan alat atas Eropa dengan dies bawah Amerika pada brake mekanik lama dan mendapatkan sudut bagus sepanjang hari. Tangan terampil bisa mengimbangi banyak hal. Namun keterampilan bukanlah sistem. Saat operator itu sakit, apakah proses Anda masih mempertahankan toleransi tanpa mengetuk punch ke tempatnya?
Mari kita tuangkan angka ke titik potong.
Hipotetis. Tarif bengkel Anda untuk operator brake adalah $75 per jam dengan beban. Pengaturan manual penuh gaya Amerika—menarik, menyelaraskan, memukul, mengencangkan, uji tekuk—memakan waktu 25 menit. Pengaturan presisi quick-change gaya Eropa memakan waktu 10 menit karena bahu tang berada pada penjepit standar dan tinggi dapat diulang.
Perbedaan: 15 menit.
Pada satu pengaturan per shift, lima hari seminggu, itu berarti 75 menit hemat mingguan. Sekitar 65 jam per tahun. Kira-kira $4,875 dalam tenaga kerja.
Sekarang ubah hanya frekuensi pengaturan. Lima pengaturan per shift daripada satu. Delta sama 15 menit. Sekarang Anda berada di 325 jam per tahun. Lebih dari $24,000.
Itulah matematika titik potong Anda.
Jika selisih harga antara sistem peralatan adalah $15,000, Anda baru saja mengembalikannya dalam waktu kurang dari setahun pada frekuensi campuran tinggi. Pada frekuensi rendah, mungkin butuh tiga hingga lima tahun—atau tidak pernah.
Apalagi yang perlu dipikirkan.
Inilah yang tidak akan diberitahukan katalog peralatan kepada Anda, gesekan bertambah menjadi scrap dan pengerjaan ulang. Setiap pengulangan geometri memperkenalkan perbedaan kecil pada tinggi atau penyelarasan. Pada bagian yang toleransinya longgar, Anda tidak akan melihatnya. Pada pekerjaan toleransi ketat, Anda akan mengejar drift sudut dan menyalahkan variasi batch material. Anda tidak akan menagih waktu itu.
Keputusan ini bukan tentang alat mana yang “lebih baik.” Ini tentang kehilangan mana yang bisa Anda tanggung: modal yang terikat pada perangkat keras presisi, atau tenaga kerja dan variabilitas yang terbuang melalui pengaturan ulang berulang kali.
Jika Anda mengalikan rata-rata jumlah pengaturan harian Anda dengan 15 menit, apakah angka tenaga kerja tahunan membuat Anda tidak nyaman?
Sebelum Anda menyetujui pembelian alat berikutnya, tanyakan hal ini dengan bahasa yang sederhana:
Apakah sistem alat ini akan mengurangi jumlah menit yang dibutuhkan bengkel saya untuk membuat ulang geometri sepanjang satu tahun produksi nyata?
Bukan per tekukan.
Bukan per bagian.
Sepanjang satu tahun.
Jika jawabannya tidak—karena Anda menangani pelat tebal dalam batch panjang dan stabil—maka alat Amerika melakukan persis apa yang dirancang untuk dilakukan. Seperti truk diesel tugas berat yang mengangkut kerikil sepanjang hari, alat ini sangat efisien ketika beban stabil dan rutenya lurus.
Namun jika hari Anda penuh dengan pemberhentian terus-menerus, produksi pendek, tekukan bebas, pergantian segmen, dan penumpukan toleransi di berbagai pekerjaan, diesel yang sama itu menjadi terlalu besar dan tidak efisien untuk pengiriman dalam kota. Kekuatan bukan lagi faktor pembatas. Kelincahanlah yang menjadi kuncinya.
Kebenaran yang tidak terlihat namun harus Anda bawa ke depan adalah ini: pemilihan alat bukanlah keputusan tentang perangkat keras. Ini adalah keputusan bertahan hidup yang terkait dengan seberapa sering Anda mengganggu geometri Anda sendiri.
Jadi lihat rata-rata jumlah pengaturan Anda per shift, kalikan dengan selisih waktu antara sistem, proyeksikan selama setahun, lalu jawab tanpa rasa bangga atau loyalitas merek—
Apakah model produksi Anda mampu terus membayar untuk membangun ulang geometri yang sama berulang kali, ya atau tidak?


















