

Der Stößel lief ruhig. Der Hinteranschlag bewegte sich. Der Bildschirm leuchtete wie ein Weihnachtsbaum.
Dann legten wir einen sechs Fuß langen Teststreifen darunter. Linke Seite bog sich um 82°. Rechte Seite um 87°. Gleicher Hub. Gleiches Programm. Oberwerkzeug R-Ecke über 0,03 mm abgenutzt, Führungen locker, Rahmen nach dem letzten Umzug nie nivelliert. Die Erstteil-Durchlaufquote wäre an einem guten Tag unter 85% gewesen.
Aber hey – sie “startete”.”
Das ist die Lücke, die du schließen musst, bevor du überhaupt deinen Schieber ansiehst.
“Wie-ist-wo-ist” bedeutet nicht “billig”. Es bedeutet “du übernimmst die Geschichte”.”
Und die meisten dieser Geschichten beginnen mit einem Werkstattbesitzer, der die Zahlen schon durchgerechnet hat und die Antwort nicht mochte.
Ich habe gesehen, wie eine Werkstatt pleiteging, weil sie eine 200-Tonnen-Hydraulikmaschine bei einer Auktion kaufte, was sich wie ein Schnäppchen anfühlte, nur um festzustellen, dass der Rahmen über das Bett hinweg um 0,12 mm aus dem Lot war. Das klingt nicht nach viel, bis die Stempel-Fehlausrichtung über 0,1 mm anfängt, das Werkzeug zu zerstören und 25% deiner Teile zu verschrotten. Sie verbrachten sechs Monate damit, “Bedienfehler” zu suchen, bevor sie zugaben, dass die Maschine das Problem war. Der Cashflow versiegte, während sie mit sich selbst stritten.
Du glaubst, du kaufst Eisen. Du kaufst aufgeschobene Entscheidungen.
Also, warum verlassen diese Maschinen wirklich den Produktionsboden?

Stell dir eine profitable Werkstatt mit einer perfekt eingestellten Abkantpresse vor, die ±0,05° Genauigkeit über acht Fuß hält. Aufträge stabil. Bediener geschult.
Warum sollten sie sie bei einer Auktion abstoßen?
Sie würden es nicht tun.
Liquidationen geschehen aus drei Gründen: Insolvenz, Aufrüstungsdruck oder weil die Maschine die aktuelle Arbeit wirtschaftlich nicht mehr leisten kann. Insolvenz bedeutet, dass Wartung aufgeschoben wurde. Aufrüstungsdruck bedeutet, dass Kunden engere Toleranzen oder schnellere Rüstzeiten verlangten. “Kann aktuelle Arbeit nicht leisten” bedeutet in der Regel Drift, Wiederholungsverlust oder Steuerungsgrenzen, die moderne Programmierung zur Qual machen.
Jetzt kommt der Teil, den niemand laut sagt: Moderne Abkantpressen, selbst ältere mechanische oder elektrische Einheiten, können die Stößelposition unter Last innerhalb von 0.0005”–0.001” wiederholen, wenn die Führungen angezogen sind und die Maschine gesund ist. Wenn also die Genauigkeit zusammenbricht, liegt es selten daran, dass “alt gleich schlecht” ist. Es liegt daran, dass sich etwas abgenutzt, gelockert oder veraltet hat – und jemand entschieden hat, dass die Reparatur sich nicht rechnet.
Wenn es sich für sie nicht gerechnet hat, warum sollte es sich für dich rechnen?
Jede Auktionsanzeige prahlt: “Maschine schaltet sich ein.”
Natürlich tut sie das. Das ist die niedrigste Hürde im ganzen Gebäude.
Eine Abkantpresse kann den ganzen Tag laufen und dennoch eine systematische Winkelfehlerabweichung erzeugen – wegen Stempelverschleiß über 0,03 mm, nicht korrigierter Rückfederung im Programm oder weil der Stößel unter Last nicht parallel steht. Nichts davon ist auf Fotos zu sehen. Nichts davon in einem 30-Sekunden-Jog-Video.
Schlimmer noch: Eine Maschine kann “funktionsfähig” sein und trotzdem gefährlich. Hochfeste Bleche speichern erhebliche Rückfederungsenergie. Wenn der Stempelradius falsch ist und die Steuerung die Tonnage nicht präzise regelt, haben Sie eine Stahlkatapulte gebaut. Dieses Risiko kündigt sich während eines Leerlaufs nicht an.
Wenn also “sie schaltet sich ein” Ihnen nichts über Präzision oder Sicherheit sagt – was bewegt dann tatsächlich die Kosten?
Nicht der Zuschlagspreis.
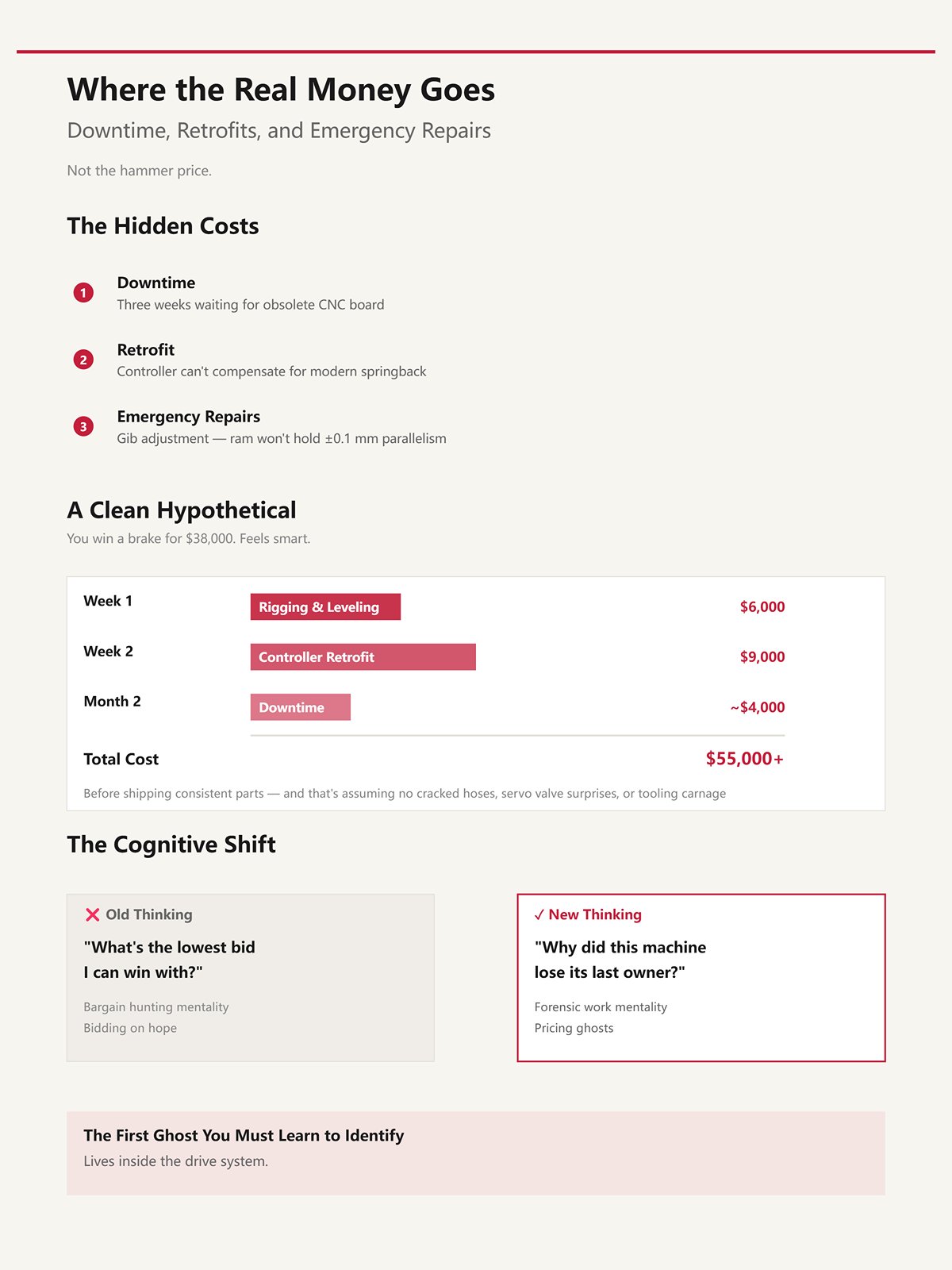
Stillstandszeit, während Sie drei Wochen auf ein veraltetes CNC-Board warten. Eine Nachrüstung, weil der Controller keine modernen Rückfederungstabellen kompensieren kann. Notfallhafte Führungseinstellung, weil der Stößel die Parallelität nicht besser als ±0,1 mm über das Bett halten kann.
Lassen Sie uns ein sauberes Gedankenexperiment machen. Sie ersteigern eine Abkantpresse für $38.000. Fühlt sich clever an.
Woche eins: $6.000 für Transport und Ausrichtung. Woche zwei: $9.000 für Controller-Nachrüstung, weil Teile abgekündigt sind. Monat zwei: zwei Tage Stillstand wegen Winkelabweichungen, zurückzuführen auf Führungsspiel.
Sie liegen bei über $55.000, bevor Sie gleichbleibend gute Teile liefern – und das unter der Annahme: keine geplatzten Schläuche, keine Überraschungen mit Servoventilen, kein Werkzeugschaden durch Tonnage-Drift.
Der mentale Wechsel, den Sie brauchen, ist einfach: Hören Sie auf zu fragen: “Mit welchem niedrigsten Gebot kann ich gewinnen?”
Fangen Sie an zu fragen: “Warum hat der vorige Besitzer diese Maschine aufgegeben – und was wird es mich kosten, diese Geschichte zu reparieren?”
Denn sobald Sie Auktionen als forensische Arbeit und nicht als Schnäppchenjagd sehen, hören Sie auf, auf Hoffnung zu bieten, und beginnen, auf Geister zu kalkulieren.
Und den ersten Geist, den Sie unbedingt identifizieren sollten, finden Sie im Antriebssystem.
Sie stehen auf kaltem Beton um 9:12 Uhr morgens. Der Auktionator schwitzt bereits durch sein Hemd. Vor Ihnen: eine 12-Fuß-Hydraulik, eine elektrische aus den 2000ern und ein alter mechanischer Schwungrad-Koloss, der aussieht, als hätte er früher Panzerteile gestanzt. Alle drei “laufen”. Alle drei sehen aus zehn Fuß Entfernung ordentlich aus.
Wie erkennen Sie also, welche davon ein wiedergewinnbarer Wert ist – und welche eine tägliche Steuer auf jeden gebogenen Teil?
Du beginnst damit zu beobachten, wie jedes Antriebssystem altert und ausfällt. Nicht die Broschüre. Das Verschleißmuster. Die Hydraulik driftet. Mechanische Teile lockern sich. Elektrische Komponenten werden still, kurz bevor sie teuer werden. Unterschiedliche Geister. Unterschiedliche Rechnungen. Und wenn du diese Anzeichen nicht lesen kannst, schiebst du einfach Chips in den Pot und hoffst, dass die Karten dich mögen.
Lass uns das so aufschlüsseln, wie es ein Makler tun würde, der gezwungen war, seine eigenen Fehler wieder zu verkaufen.
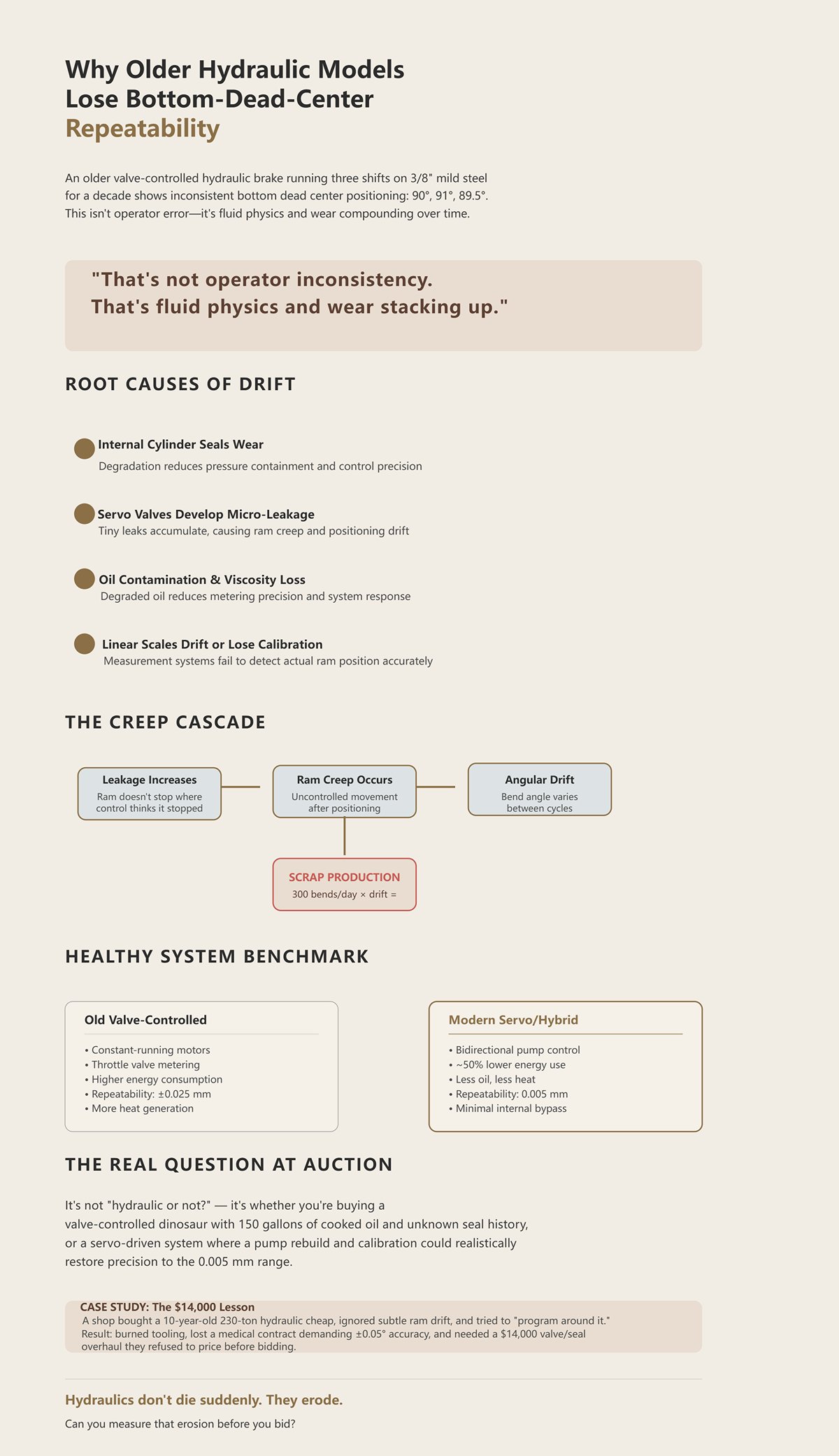
Stell dir eine ältere, ventilgesteuerte Hydraulikpresse vor, die seit zehn Jahren auf drei Schichten 3/8″ Baustahl läuft. Du fährst den Stößel bis zum unteren Totpunkt — das ist der tiefste Punkt des Hubs, an dem der Winkel gebildet wird. Erster Schlag: 90°. Zweiter Schlag: 91°. Dritter: 89,5°. Ohne Programmänderungen.
Das ist keine “Bedienerinkonsistenz”. Das ist Fluidphysik und sich aufaddierender Verschleiß.
Hydraulische Systeme hängen von Ölvolumen, Druck und der präzisen Dosierung dieses Öls durch Servos oder Proportionalventile ab. Mit der Zeit:
Unter Last komprimiert sich das Öl leicht. Wenn Dichtungen und Ventile dicht sind, kompensiert das Steuerungssystem und du kannst beeindruckende Stößelpositionierungen halten — ich habe gesunde Hydrauliken gesehen, die Wiederholungen innerhalb von ±0,025 mm am Stößel erreichen. Aber wenn die Leckagen zunehmen, hält der Stößel nicht genau dort an, wo die Steuerung “denkt”, dass er angehalten hat. Er kriecht.
Dieses Kriechen zeigt sich als Variation des unteren Totpunkts. Was sich als Winkeldrift zeigt. Was sich als Ausschuss zeigt.
Multipliziert das mit 300 Biegungen am Tag.
Eine billige Hydraulikpresse mit driftendem unteren Totpunkt ist kein Schnäppchen — sie ist ein dosiertes Leck in deine Marge.
Hier verbrennen sich unerfahrene Käufer: Sie gehen davon aus, dass “alte Hydraulik” automatisch gleichbedeutend mit Schlampigkeit ist. Nicht immer. Moderne Servopumpen- oder Hybridsysteme nutzen eine bidirektionale Pumpensteuerung anstelle von ständig laufenden Motoren und Drosselventilen. Sie können den Energieverbrauch im Vergleich zu klassischen Ventilhydrauliken ungefähr halbieren und bei guter Wartung Wiederholgenauigkeiten im Bereich von 0,005 mm erreichen. Weniger Öl. Weniger Wärme. Weniger interner Bypass.
Die eigentliche Frage bei einer Auktion lautet also nicht “Hydraulik oder nicht?”
Sondern: ventilgesteuerter Dinosaurier mit 150 Gallonen verbranntem Öl und unbekannter Dichtungshistorie — oder servogetriebenes System, bei dem eine Pumpenüberholung und Kalibrierung realistisch die Präzision wiederherstellen könnten?
Ich habe gesehen, wie ein Betrieb pleiteging, weil er eine zehn Jahre alte 230-Tonnen-Hydraulik billig gekauft, subtile Stößeldrift ignoriert und versucht hat, sie “wegzuprogrammieren”. Sie verschlissen Werkzeuge, verloren einen Medizinauftrag, der verlangte ±0,05° Genauigkeit, Und sie gaben ihrem Abkantpressenbediener die Schuld, bis er kündigte. Die Maschine brauchte eine $14.000-Ventil- und Dichtungsüberholung, deren Preis sie vor der Angebotsabgabe zu nennen verweigerten.
Hydrauliksysteme sterben nicht plötzlich. Sie erodieren.
Kannst du diese Erosion vor dem Bieten messen?
Geh jetzt rüber zur Mechanik.
Großes Schwungrad. Kupplung. Fester Hub. Wenn sie auslöst, tut sie es jedes Mal gleich. Keine Ölkompressibilität. Kein Servo-Ventil-Flattern. Nur Rotationsenergie, umgewandelt in lineare Kraft. Der Stößel fährt gleich tief herunter, vorausgesetzt, die Verbindungen und Führungen sind nicht durch Spiel abgenutzt.
Du wirst Leute höhnisch sagen hören: “Nur ±0,5° bis ±1° Genauigkeit.”
Verglichen mit einer fein abgestimmten CNC-Hydraulik, die ±0,05°, hält, klingt das urzeitlich.
Aber werden wir konkret.
Angenommen, du biegst 1/4″ A36-Halterungen für landwirtschaftliche Geräte. Toleranzangabe auf der Zeichnung: ±1°. Großserie. Gleicher Biegevorgang, den ganzen Tag. Mechanische, gleichmäßige Kraftübertragung kann für diese Art von Arbeit gnadenlos konstant sein. Weniger elektronische Ebenen. Einfachere Wartung. Leichter Kupplungsneubau. Keine hydraulischen Lecks, die man verfolgen muss.
In dieser Umgebung ist das Streben nach elektrischer Präzision einfach übertrieben und Geldverschwendung.
Wo mechanische Pressen gefährlich werden, ist bei der Vielseitigkeit. Fester Hub bedeutet, dass du keine feine programmierbare Tiefensteuerung ohne mechanische Anpassung erhältst. Komplexe mehrstufige Luftbiegungen? Enge Rückfederungskompensation? Vergiss es. Und wenn die Gelenkbolzen und Buchsen verschleißen, entsteht ein Winkelabweichung, die digital schwerer zu kompensieren ist, weil keine ausgefeilte Ausgleichsschicht vorhanden ist.
Spiel im Antriebsstrang wird zu Winkelabweichung am Werkstück. Das ist mechanische Geometrie, keine Software.
Hier ist der versteckte Geisterkostenfaktor: Wenn sich dein Auftragsmix ändert — sagen wir, du erhältst Luft- und Raumfahrt-Halterungen mit ±0,25° — ist dieselbe mechanische Presse nicht “billig”. Sie ist eine Kapazitätsgrenze. Du wirst entweder überbiegen und Matrizen unterlegen wie 1987, oder du verlierst den Auftrag.
Auch der sogenannte Tonnage Creep spielt hier eine Rolle. Mechanische Pressen liefern ihre Spitzenkraft an einem bestimmten Punkt des Hubs. Wenn Ihre Materialstärke schwankt und Sie nahe an der Kapazitätsgrenze arbeiten, erhalten Sie nicht die adaptive Druckregelung, die Hydrauliksysteme bieten. So entstehen Werkzeugabplatzungen – und die Bediener werden nervös.
Also nein, ±0,5° bis ±1° wird Sie nicht automatisch ruinieren.
Aber wenn Ihr Umsatz von Aufträgen mit engen Toleranzen abhängt, ist die Begrenzung einer mechanischen Presse keine theoretische Größe. Sie ist bereits in die Angebote eingepreist, die Sie gar nicht erst abgeben können.
Kaufen Sie für die Arbeit, die Sie haben – oder für die Aufträge, die Sie gewinnen wollen?
Kommen wir nun zu den elektrischen Pressen.
Kugelgewindetriebe oder riemengetriebene Servosysteme. Kein Hydrauliköl. Direktantrieb mit Präzision. Leise. Sauber. Energieeffizient. Für leichte bis mittlere Tonnagen sind sie, wenn sie in gutem Zustand sind, hervorragend.
Ich habe gesehen, wie eine elektrische Presse aus den mittleren 2010er-Jahren den ganzen Vormittag 14-Gauge-Edelstahl bearbeitete. Der Stößel stoppte, als hätte er einen Granitblock getroffen. Der Hinteranschlag rastete präzise ein. Der Winkelunterschied über ein 6-Fuß-Teil blieb innerhalb von ±0,1° ohne jegliches Drama. Diese Art von Wiederholgenauigkeit reduziert die Zeit für die Erstteilprüfung, Nachbiegungen und das ständige Überwachen durch den Bediener.
Das ist bares Geld.
Aber alternde elektrische Pressen haben ihre eigenen Geister. Kugelgewindetriebe verschleißen. Servomotoren verlieren ihre Encoder-Genauigkeit. Antriebe werden obsolet. Und wenn eine proprietäre Steuerplatine ausfällt, reparieren Sie kein $600-Hydraulikventil – Sie hoffen, dass der OEM noch ans Telefon geht.
Wann lohnt es sich also, aggressiv zu bieten?
Wenn drei Bedingungen zusammentreffen:
Wenn das Spiel minimal ist und die Steuerung lebendig und aktuell, kann ein gealterter elektrischer Antrieb einen älteren hydraulischen Ventilantrieb in Präzision und Energiekosten übertreffen – mit weniger Variablen, denen man nachjagen muss. In Umgebungen mit hoher Variantenvielfalt und engen Toleranzen führt diese Stabilität direkt zu höherer Erstdurchlaufquote und geringerer Einrichtzeit.
Dann ist ein Bietkrieg nicht emotional. Er ist strategisch.
Aber hier kommt der Haken – und genau hier sprengen Auszubildende das Budget – die Antriebsart allein entscheidet heutzutage nicht mehr über die Überlebensfähigkeit. Hybride Elektrohydrauliken verbinden Servopräzision mit hydraulischer Kraft. Einige übertreffen reine Elektriken in Vielseitigkeit und reine Hydrauliken in Effizienz.
Wenn sich also Antriebssysteme auf vorhersehbare Weise verändern – Drift, Spiel, Rückstoß – und Hybride die Grenzen verwischen, welches ist dann die eine Komponente, die letztlich bestimmt, ob diese mechanischen Sünden korrigiert werden können … oder für immer eingeschlossen bleiben?
Die einzige Komponente, die entscheidet, ob Alterungsfehler korrigiert werden können oder für immer eingebrannt sind?
Der Controller.
Mir ist egal, ob er hydraulisch, elektrisch, hybrid oder von einem Hamster auf Espresso angetrieben ist. Wenn die CNC kein Feedback lesen, keine proportionale Korrektur ausführen und nicht in fünf Jahren noch gewartet werden kann, kaufst du keine Abkantpresse – du kaufst einen Meinungs-Pressstempel mit fester Tiefe.
Ich stand letzten Frühling in einem Lagerhaus und starrte auf eine 175-Tonnen-Europapresse. Lack noch glänzend. Führungen sauber. Der Stößel lief ruhig. Der Bildschirm leuchtete. Aber hey – sie “fuhr hoch”. Das ist die Lüge, auf die Leute hereinfallen. Der Besitzer flüsterte: “Controller ist etwas fehlerhaft.” Übersetzung: intermittierende Startausfälle, Hinteranschlag verliert während des Laufs die Kommunikation, Winkelkorrektur deaktiviert, weil die Encoder-Platine umgangen wurde.
Die Antriebsart spielte keine Rolle mehr. Ohne eine gesunde Steuerung konnten keine mechanischen Sünden korrigiert werden. Die Zukunft der Maschine war nicht in Ölverlusten oder Kugelgewindespindelverschleiß geschrieben – sie war in Silizium geschrieben.
Also fragst du nicht: “Ist sie hydraulisch oder elektrisch?”
Du fragst: “Ist das Gehirn lebendig – und kann ich es am Leben erhalten?”
Lassen Sie uns konkret werden.
Ein 15 Jahre altes CybTouch 15-Motherboard ist immer noch neu erhältlich für etwa $1.375. Bildschirme und Frontplatten kosten über zweitausend Euro. Das überrascht Auszubildende. Sie nehmen an, “proprietär” bedeute „ausgestorben“. Manchmal stimmt das nicht.
Jetzt die Falle: Teileverfügbarkeit bedeutet nicht Systemüberlebensfähigkeit.
Wenn dieser Controller sauber mit ±10VDC-Servoventilen kommuniziert, lineare Maßstäbe liest und die Schleife schnell genug schließt, um aufrechtzuerhalten ±0,05° Genauigkeit, hast du etwas, das es wert ist, erhalten zu werden. Tausche eine Platine, kalibriere neu, und du bist wieder im Geschäft.
Aber nehmen wir an, der OEM hat den Servo-Verstärker eingestellt, der zwischen CNC und Ventilblock vermittelt. Das Motherboard könnte verfügbar sein – die Integrationsschicht aber nicht. Jetzt bist du im Retrofit-Bereich.
Ich habe gesehen, wie eine Werkstatt eine ausgefallene Automec-Hinteranschlagsteuerung mit einer $158-Laptop-und-Schrittmotor-Konfiguration ersetzt hat. Für die X-Positionierung funktionierte das. Günstiger Erfolg.
Dann versuchten sie dieselbe Logik auf einer Stößelachse, die analoge Ventilsteuerung und Encoder-Feedback benötigte. Mach3 spricht kein industrielles Servo fließend. Die Presse verwandelte sich in eine Rate-Maschine. Winkeldrift. Inkonsistentes Niederdrücken. Ausschuss häufte sich. Plötzlich erforderte dieses “günstige Retrofit” ein $15.000 Closed-Loop-Kit mit neuen Antrieben und Maßstäben, um es produktionstauglich zu machen.
Ich habe gesehen, wie ein Betrieb pleiteging, weil er in den 1990ern eine 200-Tonnen-Presse billig gekauft hat – in der Annahme, man könne “einfach die Steuerung nachrüsten”. Nachdem sie Servos, Messsysteme und den Schaltschrank ersetzt hatten, steckten sie $28.000 in eine Maschine, die an einem guten Tag $35.000 wert war. Sie jagten acht Monate lang Phantomfehlern hinterher, während ihre Wettbewerber Teile auslieferten.
Die Frage ist nicht, ob es ein Motherboard gibt.
Sondern ob das gesamte Rückmeldesystem – Messsysteme, Antriebe, Ventilschnittstellen, Firmware – unterstützt werden kann, ohne die Maschine in ein Wissenschaftsprojekt zu verwandeln.
Wenn die Steuerung den Verschleiß nicht ausgleichen kann, bist du auf die mechanische Realität angewiesen, die das Gusseisen dir vorgibt. Das führt uns zu der Zahl, die Anfänger bei Auktionen verführt: Tonnage.
Ein Schild zeigt: 230 Tonnen, 12 Fuß.
Klingt nach Autorität.
Stell dir jetzt vor, du biegst 1/2″ AR400 über 10 Fuß. Hohe Zugfestigkeit. Kaum Fehlertoleranz. Du arbeitest nahe der Nennkapazität. Auf dem Papier decken dich 230 Tonnen ab.
Aber die Nenn-Tonnage wird bei einem bestimmten Abstand vom unteren Totpunkt berechnet – oft 1/2″ über der Mitte – und geht normalerweise von Baustahl aus. Änderst du die V-Matrizenbreite, die Zugfestigkeit des Materials oder die Biegelänge, verschiebt sich diese Zahl schnell.
Hier schleichen sich die versteckten Kosten ein.
Wenn deine Steuerung die Durchbiegung über das Maschinenbett nicht ausgleichen kann – keine Bombierung, kein Echtzeit-Winkel-Feedback – liefert deine “230-Tonnen”-Presse vielleicht nur über 8 Fuß eines 10-Fuß-Teils konstante Ergebnisse. Der Rest wird zur Unterlegscheiben-Orgie. Das ist Tonnage-Drift: das ständige Hinterherjagen theoretischer Kraft, weil deine Steuerung sie nicht richtig verteilen oder überwachen kann.
Stell dir eine profitable Werkstatt mit einer perfekt eingestellten Abkantpresse vor, die ±0,25° Genauigkeit über 10 Fuß. Sie prahlen nicht mit der Tonnage. Sie prahlen mit Wiederholgenauigkeit unter Last.
Eine schwache Steuerung verwandelt hohe Tonnage in stumpfe Gewalt. Eine fähige Steuerung verwandelt moderate Tonnage in Präzision.
Welche Zahl bringt dir tatsächlich Geld?
Und selbst das setzt voraus, dass die Geometrie es dir überhaupt erlaubt, das Teil herzustellen.
| Thema | Details |
|---|---|
| Tonnage auf dem Papier vs. nutzbare Kapazität | Die Nenn-Tonnage entspricht nicht immer der realen Biegeleistung für dein spezifisches Material und Setup. |
| Maschinenplakettdaten | Ein Schild zeigt: 230 Tonnen, 12 Fuß – klingt autoritativ. |
| Reale Anwendungssituation | Das Biegen von 1/2″ AR400 über 10 Fuß erfordert hohe Zugfestigkeit und minimale Fehlertoleranz und arbeitet nahe der Nennkapazität. |
| Annahmen zur Nennpresskraft | Berechnet in einem bestimmten Abstand vom unteren Totpunkt (oft 1/2″ über dem Totpunkt) und geht typischerweise von Baustahl aus. |
| Variablen, die die Kapazität verändern | Änderungen der V-Prismenbreite, der Zugfestigkeit des Materials oder der Biegelänge verändern schnell die tatsächlichen Presskraftanforderungen. |
| Verborgene (Geister-)Kosten | Kapazitätslücken entstehen, wenn Maschine und Steuerung keine gleichmäßige Leistung über die gesamte Länge aufrechterhalten können. |
| Durchbiegungskompensation | Ohne Wölbungssteuerung oder Echtzeit-Winkelrückmeldung liefert eine “230-Tonnen”-Abkantpresse möglicherweise nur über 8 von 10 Fuß konstante Ergebnisse. |
| Presskraft-Drift | Man jagt der theoretischen Kraft nach, weil das Steuersystem die Last nicht richtig verteilen oder überwachen kann. |
| Beispiel eines profitablen Betriebs | Betriebe, die ±0,25° Genauigkeit über 10 Fuß halten, konzentrieren sich auf Wiederholbarkeit unter Last, nicht nur auf die Presskraft. |
| Einfluss der Steuerung | Eine schwache Steuerung verwandelt hohe Presskraft in stumpfe Gewalt; eine leistungsfähige Steuerung verwandelt moderate Presskraft in Präzision. |
| Gewinnfrage | Welche Zahl bringt Ihnen tatsächlich Geld – die rohe Presskraft oder die kontrollierte Genauigkeit? |
| Geometrische Einschränkung | Selbst ausreichende Presskraft setzt voraus, dass die Geometrie des Teils den Biegevorgang überhaupt ermöglicht. |
Ich sah, wie ein Käufer eine 150-Tonnen-Abkantpresse zum Spottpreis erstand. Mitte der 2000er. Gute Marke. Saubere Hydraulik. Er plante, hohe Kastenprofile für Architekturverkleidungen zu biegen.
Er prüfte die Öffnungshöhe nie.
Die Öffnungshöhe ist der Abstand zwischen Tisch und Pressbalken bei vollständig geöffneter Presse. Die Schließhöhe ist der Mindestabstand am unteren Hubende. Der Hubweg gibt an, wie weit der Pressbalken tatsächlich fährt. Diese drei Werte bestimmen, ob Ihr Werkzeug und Ihr Werkstück physisch in die Maschine passen.
Seine Presse hatte 18 Zoll Öffnungshöhe. Seine geplante Werkzeugstapelung für die Kästen benötigte 21 Zoll.
Egal, wie neu die Maschine ist. Egal, ob die Steuerung modern ist. Das Eisen kann sich nicht dehnen.
Jetzt schlagen wir die Brücke zur Steuerungsgesundheit.
Wenn der Hubweg knapp bemessen ist, kann eine intelligente Steuerung manchmal Annäherungsgeschwindigkeit, Langsamzonen und die Endpunktposition optimieren, um nutzbaren Formraum herauszuholen und gleichzeitig ±0,1 mm Wiederholgenauigkeit in der Tiefe beizubehalten. Ist die Steuerung veraltet und grob, bekommen Sie feste Annäherungslogik und grobe Positionierung. Weniger nutzbarer Raum. Mehr Kompromisse beim Einrichten.
Das Alter bestimmt nicht die Leistungsfähigkeit.
Geometrie plus Steuerbarkeit tun das.
Also bevor Sie die Bieterkarte heben, messen Sie die Öffnungshöhe. Bestätigen Sie die Schließhöhe. Überprüfen Sie den Hubweg. Und dann befragen Sie die Steuerung, als würde sie Ihnen Geld schulden.
Denn wenn man Lack, Typenschilder und Prospekttonnage abzieht, bleibt nur eine harte Wahrheit übrig:
Wenn die CNC nicht lesen, berechnen und Korrekturen befehlen kann – und wenn Sie dieses Gehirn nicht am Leben halten können – ist jede andere Spezifikation an dieser Maschine nichts weiter als eine sichtbare Karte auf dem Pokertisch.
Die verdeckte Hand ist immer noch die Steuerung.
Und die nächste Frage lautet nicht “Ist sie gut?”
Sondern “Wie beweise ich es, bevor ich biete?”
Letzten Frühling stand ich bei einer Auktionsvorschau vor einer 10‑Fuß‑, 175‑Tonnen‑Abkantpresse. Frischer Lack. Neue Abstreifer. Der Pressbalken lief ruhig. Aber als ich eine Messuhr am Tisch befestigte und den Hinteranschlagsträger von Hand drückte, zuckte die Nadel um 0,012 Zoll, bevor der Servoantrieb überhaupt reagierte.
Der Verkäufer sagte: “Der Controller ist in Ordnung. Er startet.”
Aber hey – sie “startete”.”
Wenn die Gesundheit des Controllers die unsichtbare Hand am Pokertisch ist, dann ist dies der Weg, wie man die Signale liest, bevor man alle Chips riskiert. Du vertraust dem Bildschirm nicht. Du testest die Rückkopplung. Du belastest die Struktur. Du misst, was sich bewegt, obwohl es das nicht sollte.
Fotos zeigen Lack und Tonnage. Sie zeigen keine Spielräume zwischen Kugelspindel und Mutter oder einen Stößel, der so oft am Anschlag war, dass die Führungen Glockenform angenommen haben. Wenn der Controller diese Fehler unter Last nicht schnell genug erkennen oder korrigieren kann, um zu halten, ±0,05° Genauigkeit dann ist dein Zuschlagspreis nur der Einsatz.
Wie überprüfst du das also, bevor du bietest?
Du erstellst eine Matrix – Werkzeugverschleiß, Achsspiel, hydraulische Wahrheit – und misst anstatt zu raten.
Geh zur Stanz- und Matrizensatz. Ignoriere die Rostpunkte. Sieh dir das Verschleißmuster an.
Ich habe einmal eine segmentierte 4-Wege-Matrize von einer Maschine abgenommen und festgestellt, dass die mittleren 90 cm wie Chrom poliert waren, während die äußeren Abschnitte noch die originalen Schleifspuren hatten. Das zeigt, dass die Bediener immer in der Mitte des Betts gearbeitet haben. Wiederholte Hochtonnage-Arbeiten in einer Zone. Das ist Tonnage-Kriechen in physischer Form.
Frag dich jetzt, warum.
Wenn Controller und Bombiersystem gesund wären, würde die Durchbiegung über 3 Meter kompensiert werden. Teile würden über die volle Länge laufen. Gleichmäßiger Verschleiß. Wenn du lokalen Glanz siehst, liest du eine von zwei Geschichten: Entweder hat der Betrieb immer nur kurze Teile gebogen, oder die Enden konnten den Winkel nicht innerhalb der Toleranz halten, und die Bediener haben sie gemieden.
Da ist deine Weggabelung.
Fahre den Stößel auf Parallelstücke über das Bett herunter. Setze eine 0,0005-Zoll-Messuhr links, in der Mitte und rechts an. Bringe den Stößel leicht in Kontakt und erhöhe dann den Druck allmählich. Beobachte die Abweichung. Eine moderne Steuerung mit funktionierenden Linearmaßstäben sollte die Rahmendurchbiegung dynamisch ausgleichen. Wenn du siehst, dass ein Ende ohne Kompensation hinterherhinkt, schließt die Rückkopplungsschleife nicht so, wie der Bildschirm es behauptet.
Und hier das schmutzige Geheimnis: Hochwertige Mehrachsensteuerungen können strukturelle Sünden verbergen. Sie korrigieren die Tiefe automatisch, um den Winkel zu treffen, selbst wenn der Stößel leicht verzogen ist. Du bekommst Teile innerhalb der Spezifikation – eine Zeit lang. Aber diese ständige Korrektur beschleunigt den Führungsverschleiß und verkürzt die Lebensdauer der Ventile. Der Controller wird zur Krücke für müdes Eisen.
Ich habe gesehen, wie ein Betrieb unterging, weil er einer Spitzen-CNC vertraute, die es “schon richten würde”. Die Maschine hielt den Winkel – bis das Linearmaßsystem ausfiel und niemand bemerkte, dass der Stößel mechanisch um 0,3 mm über das Bett hinaus nicht mehr parallel war. Als der Backup-Encoder übernahm, verdoppelte sich der Ausschuss über Nacht.
Werkzeugverschleiß ist das erste Signal. Er stellt eine klare Frage: Ist diese Abkantpresse gerade, weil sie gesund ist – oder gerade, weil die Software schwitzt?
Jetzt befestige die Messuhr am Finger des Hinteranschlags. Null sie. Drücke und ziehe entlang der X-Achse von Hand, während die Servos aktiviert sind.
Bei einem straffen System siehst du vielleicht 0,001″–0,003″ elastische Bewegung – Kugelspindel-Torsion und Servo-Nachgiebigkeit. Das ist normal. Wenn du 0,010″–0,020″ siehst, bevor sich Widerstand aufbaut, schaust du auf Spiel oder verschlissene Linearführungen.
Hier verwechseln sich Anfänger oft.
Ein motorisierter Einachs-Messanschlag (nur X) mit manueller Fingerpositionierung kann trotzdem gute Teile produzieren, wenn der Bediener seine Offsets kennt. Spiel im Fingerwagen ist nicht immer tödlich. Aber Umkehrspiel zwischen Motor und Spindel? Das ist ein kumulativer Fehler, den der Controller bei jedem Zyklus verfolgen muss.
10.000″ befehlen. Tatsächliche Endposition zehnmal messen. Wenn die Streuung größer ist als ±0,1 mm Wiederholgenauigkeit ohne Materialkontakt, ist die Achse nicht stabil. Der Controller kann perfekte Zahlen anzeigen, während der mechanische Aufbau – Kupplung, Drucklager, Kugelmutter – schwebt.
Und denk daran: Mehrachsige Messsysteme (X, R, Z1, Z2) bringen mehr Lager, mehr Spindeln, mehr Möglichkeiten für Stapelfehler. Sie sind fantastisch, wenn sie gesund sind. Sie sind Budget-Killer, wenn sie müde werden.
Ich habe Käufer beobachtet, die annehmen: “Es ist CNC, also präzise.” Dann entdecken sie, dass die Kugelspindel der X-Achse messbares Axialspiel hat und der Hersteller die abgestimmte Mutternbaugruppe eingestellt hat. Jetzt steht man vor Sonderbearbeitung oder Komplett-Umrüstung.
Was ist also akzeptabel?
Wenn sich das Achsspiel an der Mutter und den Drucklagern ausgleichen lässt und du die Wiederholgenauigkeit innerhalb von ±0,05 mm über den Verfahrweg wiederherstellen kannst, befindest du dich im Wartungsbereich. Wenn die Spindel löchrig ist, die Führungen eingedrückt, und die Kompensationstabellen bereits am Limit sind, nur um den Sollwert zu erreichen – dann steht dir ein Neuaufbau bevor.
Und davon siehst du auf einem Auktionsfoto nichts.
Stell dich während eines Hubs hinter die Maschine. Hör zu.
Ein gesundes Hydrauliksystem hat ein gleichmäßiges Lastgeräusch. Wenn du nahe dem unteren Totpunkt ein Pulsieren hörst, kann das auf einen internen Bypass in den Zylinderdichtungen hinweisen. Der Stößel bewegt sich zwar noch, hält aber den Druck während der Haltezeit nicht konstant.
Bringe nun den Stößel unten mit mittlerem Druck in Position und beobachte die Positionsanzeige. Wenn sie sich um mehr als 0,02 mm über 10–15 Sekunden ohne Befehlsinput verschiebt, fließt Flüssigkeit irgendwo vorbei. Der Controller kann eine Korrektur anfordern – wenn die Ventile und Messsysteme schnell genug reagieren. Wenn nicht, bekommst du Winkelfehler bei langen Biegungen.
Prüfe die Führungen. Achte auf ungleichmäßige Verschleißspuren oder Riefen. Übermäßiges Spiel hier lässt den Stößel unter asymmetrischer Belastung verkanten. Der Controller kann auf einer Seite mit unabhängiger Y1/Y2-Steuerung kompensieren, aber das setzt voraus, dass die Linearmaßstäbe zuverlässig sind und die Servoventile sauber auf ±10V-Signale ohne Hysterese reagieren.
Dann kommt das Bombieren.
Manuelle Keilsysteme nutzen sich an den Kontaktpunkten ab. CNC-Bombierung verwendet kleine Motoren oder Hydraulik, um das Maschinenbett vorzubiegen. Wenn der Bombiermechanismus klemmt oder Totbereiche hat, wird das Durchbiegungsmodell des Controllers zur Fiktion. Dann jagst du den Winkel über die Länge mit Unterlegscheiben, als wäre es 1985.
Und hier die Wahrheit vom Pokertisch: Jeder einzelne dieser Fehler kann gleichzeitig auftreten – mit einem Bildschirm, der perfekt aussieht, und einem Stößel, der im Leerlauf reibungslos läuft.
Die Inspektionsmatrix zwingt Sie, drei Dinge miteinander zu korrelieren: befohlene Position, gemessene Bewegung und strukturelle Reaktion unter Druck. Wenn diese mechanisch – nicht digital – nicht übereinstimmen, kaufen Sie kein Schnäppchen. Sie kaufen aufgeschobene Physik.
Sobald Sie das Spiel gemessen, den Verschleiß kartiert und beobachtet haben, wie der Stößel seine Position hält – oder nicht hält –, lautet die nächste Frage nicht “Läuft sie?”
Sondern: “Was wird es mich kosten, sie ehrlich zu machen?”
Sie haben den Verschleiß gemessen. Sie haben gesehen, wie der Stößel unter Last gegen sich selbst kämpft. Jetzt stellt sich nur noch eine Frage: Welche Zahl schreiben Sie auf Ihre Bieterkarte, damit Sie Ihr Betriebsbudget nicht in Brand setzen?
So verwandeln Sie mechanische Wahrheit in Dollars.
Betrachten Sie den Zuschlagspreis als den Nennwert eines Pokerblatts. Der Lack und die “eingeschaltete” Vorführung sind die sichtbaren Karten. Das eigentliche Spiel sind die Anzeichen – Antriebslatenz, veralteter Controller, Drift unter Druck – und jedes Anzeichen hat einen Preis, wenn Sie sich die Mühe machen, ihn zu berechnen. Sie kaufen kein Eisen. Sie kaufen die Kosten, um dieses Eisen dazu zu bringen, am ±0,05° Genauigkeit ersten Tag Teile zu biegen.
Übersehen Sie einen Geist, und das “Geschäft” ist kein Geschäft mehr.
Fangen Sie mit dem Langweiligen an. Es ist nie langweilig, wenn die Rechnung kommt.
Eine 120-Tonnen-Abkantpresse teleportiert sich nicht vom Auktionsboden in Ihre Halle. Sie zahlen für Monteure, Kräne, Genehmigungen, Tieflader, Versicherungspolicen und das Vergnügen, zuzusehen, wie ein Gabelstaplerfahrer mit 18.000 Pfund Haftung in der Luft haarscharf an Ihrem Türrahmen vorbeifährt. Und dann ist da noch Ihr Boden. Wenn Ihre Bodenplatte 10 cm dick ist und die Maschine 20 cm mit Bewehrung und Vergussplatten verlangt, schneiden Sie Beton, bevor Sie Metall schneiden.
Hypothetisch, aber häufig: Sie “ergattern” eine Presse um $40.000 unter dem Marktwert. Montage und Fracht kosten $12.000. Elektrische Neuverkabelung und Phasenumwandlung $6.000. Neue Anker, Verguss und ein Wochenende Ausfallzeit zum Gießen und Aushärten? Noch einmal $8.000 zwischen Arbeit und Produktionsausfall. Ihr $40.000-Gewinn ist damit auf $14.000 geschrumpft – und wir haben den Maschinenkern noch nicht berührt.
Tonnagen-Drift ist hier der stille Killer. Sie kaufen eine größere Presse, als Sie brauchen, weil sie nach Reserven aussieht. Jetzt brauchen Sie schwerere Hebezeuge, mehr Bodenverstärkung, eventuell einen größeren Transformator. Eine Kapazität, die Sie nie berechnen, aber immer bezahlen müssen, wenn Sie sie bewegen.
Ich habe gesehen, wie eine Werkstatt pleiteging, weil sie auf einer Auktion einer höheren Tonnage hinterherjagte und dann feststellte, dass ihr Gebäude die Punktlast rechtlich nicht tragen durfte, ohne strukturelle Arbeiten, die sie nicht finanzieren konnten.
Also: Bevor Sie bieten, erstellen Sie eine Logistik-Posten, als gehöre Ihnen die Maschine bereits. Wenn der Rabatt auf dem Papier verschwindet, verschwindet er in der Realität noch schneller.
Und wenn Sie dieses Geld ohnehin ausgeben, um sie hereinzubekommen – was passiert, wenn die OSHA hereinspaziert und sich die Schutzeinrichtungen ansieht?
Auktionsanzeigen lieben die Formulierung “einschließlich Lichtschranken”.”
Dieser Ausdruck kann “kostenloses Sicherheits‑Upgrade” bedeuten. Er kann aber auch “teurer Schrott” heißen.”
Wenn die Bremse ein Vollumdrehungs-Mechanikkupplungs-Design ist – wie es bei älteren Maschinen häufig vorkommt – dürfen Lichtvorhänge nach modernen Normen nicht als alleiniger Betriebssicherheitsmechanismus dienen. Das ist keine Kleinigkeit. Das ist ein grundlegender Widerspruch zwischen Antriebsart und Schutzmethode. Du verlegst keine Sensoren – du konstruierst eine völlig neue Sicherheitsarchitektur.
Selbst bei hydraulischen Maschinen ist die Platzierung entscheidend. Die Handgeschwindigkeitsregel schreibt einen Mindestabstand der Lichtvorhänge zur Gefahrenzone vor. Sind sie zu nah, fällst du bei der Inspektion durch. Sind sie weit genug entfernt, um zu bestehen, blockierst du möglicherweise Kleinserienteile, es sei denn, du konstruierst das Werkzeug neu oder fügst zusätzliche Schutzeinrichtungen hinzu. Jetzt ist deine “vorschriftsmäßige” Einrichtung ein Produktivitätsengpass.
Und Produktivität ist ein Kostenfaktor.
Ältere Lichtvorhänge, die nach veralteten Normen zertifiziert sind, können eine Drittvalidierung erfordern, um nachzuweisen, dass sie bei elektrischen Störungen nicht gefährlich ausfallen. Wenn du keine Sorgfaltsdokumentation vorweisen kannst und jemand verletzt wird, übertrifft die Rechnung vor Gericht den Wert der Maschine bei der Auktion um ein Vielfaches.
Ich habe erlebt, wie ein Betrieb zugrunde ging, weil man dachte: “Es hat Lichtvorhänge, also sind wir abgesichert” – nur um dann bei einer Kundenaudit zu erfahren, dass ihre Schutzvorrichtungen nicht den Vorschriften entsprachen und nicht versicherbar waren, bis sie ersetzt wurden.
Rechne es so: vollständiges modernes Lichtvorhangsystem, Sicherheitsrelais oder PLC-Integration, Verkabelung, Programmierung, Validierung, Dokumentation und Schulung. Wenn sich die Gesamtsumme unangenehm anfühlt – gut. Dieses Unbehagen ist Ehrlichkeit.
Denn die teuersten Ausfallzeiten passieren nicht während der Installation.
Sie passieren, wenn du den Hauptschalter das erste Mal umlegst.
Das ist die Fantasie: Der Stößel lief beim Auktionshaus reibungslos. Du lädst ihn ab, verdrahtest ihn, drückst “Start”, und am Montag wird schon gebogen.
Das ist die Realität: Aber hey – er hat “hochgefahren”.”
Startfehler sind keine dramatischen Explosionen. Es sind stille Verweigerungen. Ein Servoantrieb geht unter Last in Störung. Eine ältere CNC startet und wirft dann einen Parameterfehler, weil ihr batteriegepuffertes Speicherpaket während des Transports leer wurde. Ein Proportionalventil klemmt nach sechs Monaten Stillstand. Nichts davon zeigt sich in einem fünfminütigen Demolauf.
Also weist du dem Risiko eine Zahl zu.
Wenn dein Betrieb mit dieser Zelle 5.000 $ pro Tag erwirtschaftet und ein gescheiterter Start zwei Wochen kostet – zwischen Fehlersuche, Ersatzteilbeschaffung und Technikereinsätzen –, dann sind das 50.000 $ an Opportunitätskosten. Füge Notdienst-Tarife für Techniker und Expressversand hinzu. Jetzt verlangt deine billige Presse Tribut, bevor sie ein einziges verkaufsfähiges Teil produziert.
Hier hörst du auf, wie ein Bieter zu denken, und beginnst, wie ein Makler zu kalkulieren. Du erstellst drei Spalten vor dem Auktionstag:
Addiere sie zum Zuschlagspreis. Diese Summe ist deine tatsächliche Anschaffungskostenbasis.
Dann – und nur dann – bestimme dein maximales Gebot, indem du eine brutale Frage stellst: Bei dieser Gesamtsumme – verdient diese Maschine ihren Platz immer noch im Vergleich zum Kauf einer neueren oder dem völligen Verzicht?
Wenn die Antwort „Ja“ lautet, bietest du aggressiv und schläfst nachts ruhig. Wenn die Marge dünn ist, bietest du vorsichtig. Wenn die Geister den Gewinn vor der ersten Kurve auffressen, hältst du dein Paddel unten.
Denn die Auktion zu gewinnen ist einfach.
Zu gewinnen, nachdem der Lkw abgefahren ist, ist der Teil, der zählt.
Verborgene Risiken überprüfst du nicht mit Optimismus. Du überprüfst sie mit einer Checkliste und einer Stoppuhr.
Am Auktionstag bist du nicht da, um Farbe zu bewundern. Du bist da, um die Maschine unter Last zur Wahrheit zu zwingen. Fahr sie heiß, nicht nur einmal, sondern zehnmal. Biege echtes Material, nicht Luft. Miss den Winkel an beiden Enden des Betts. Wenn du Abweichungen siehst, die über ±0,5° bei einer einfachen 90°-Biegung ohne Bombierungskorrekturen hinausgehen, starrst du auf Verschleiß, Kompensationsdrift oder Programmierverfall. Das ist nicht kosmetisch. Das ist eine Marge, die Grad für Grad ausblutet.
Bring eine Messuhr mit. Überprüfe die Wiederholgenauigkeit des Hinteranschlags. Wenn er mehr als ±0,1 mm bei wiederholten Bewegungen wandert, hast du es mit Führungsspiel oder Kugelgewindeverschleiß zu tun, der sich nicht von selbst behebt. Eine Stempelversatzung über 0,1 mm reicht aus, um einen stetigen Strom von Ausschuss zu erzeugen – besonders bei dünnerem Material, wo Rückfederung ohnehin ein Messerkampf ist. Du überprüfst durch Messen, nicht indem du den Auktionator fragst, ob “sie letzte Woche gelaufen ist”.”
Ich habe gesehen, wie eine Werkstatt pleiteging, weil sie einem fünfminütigen Demohub vertraute, nur um nach der Lieferung zu entdecken, dass die Winkelabweichung über ±1,5° stieg, sobald sich das Öl erwärmte – die Erstergebnisquote fiel unter 85%, und der Kunde wartete nicht auf einen Neuaufbau.
Der Filter beginnt also vor dem Gefühl. Du definierst, wie “akzeptabel” in Zahlen aussieht, und wenn die Maschine das auf dem Boden nicht erreicht, bietest du nicht.
Aber was genau sind diese Zahlen für deine Werkstatt?
Minimal tragfähige Spezifikationen sind nicht die größten Zahlen auf der Broschüre. Es sind die kleinsten Zahlen, die deine Aufträge am Leben halten.
Zuerst die Presskraft. Berechne sie aus deinem regelmäßig dicksten Auftrag, nicht aus dem einmal jährlich auftretenden Monsterteil. Dann füge eine Marge für Materialschwankungen hinzu – nenne es praktischen Spielraum, nicht Ego-Spielraum. Presskraftschleicherei ist real; eine 200-Tonnen-Abkantpresse erfordert schwerere Hebezeugausrüstung, dickere Bodenplatte, größere Infrastruktur. Wenn deine Arbeit bei 120 Tonnen liegt, ist der Kauf von 300, weil es “ein Schnäppchen” ist, gleichbedeutend mit dem Bezahlen von Miete für leere Kapazität.
Die Bettlänge hängt vom Teilemix ab. Wenn 80% deiner Arbeit auf 8 Fuß passt, ist ein 12-Fuß-Bett totes Gewicht, es sei denn, du verkaufst aktiv längere Teile. Längere Betten vergrößern auch die Durchbiegungsprobleme; Bombierungssysteme und Rahmenschleiß sind umso wichtiger, je breiter du gehst.
Genauigkeit ist das Gebiet, auf dem sich Amateure selbst belügen. Wenn du architektonische Arbeiten mit ±1°, hältst, gut. Wenn du nach medizinischen oder luftfahrttechnischen Standards strebst mit ±0,05° Genauigkeit, der Inspektionsstandard ändert sich vollständig. Jetzt prüfst du Encoder-Rückmeldungen, die Reaktion des hydraulischen Proportionalventils und die thermische Drift. Eine Bremse, die “den ganzen Tag 90° hält”, bedeutet nichts ohne eine zugehörige Toleranzgrenze.
Der Antriebstyp bestimmt deine zukünftige Wartungskurve. Alte mechanische Vollhub-Kupplungsmaschinen bringen Kopfschmerzen bei der Sicherheitsarchitektur. Hydraulikanlagen bringen Dichtsätze, Ventilverschleiß und mögliche Kolbendrift. Frühe servo-hydraulische Hybride können dich mit veralteten Antrieben in die Falle locken. Du wählst kein Etikett. Du wählst die nächsten fünf Jahre der Ersatzteilverfügbarkeit.
Definiere diese Spezifikationen auf Papier, bevor die Auktion beginnt. Wenn die Maschine vor dir auch nur ein einziges unverzichtbares Kriterium verfehlt, ist die Entscheidung bereits gefallen.
Und wenn du so diszipliniert bist, warum nicht das Chaos überspringen und bei einem generalüberholten Händler kaufen?
Eine eingeschränkte Garantie ist kein Heiligenschein. Sie ist eine Risikoübertragung — und du musst das Kleingedruckte mit der Einstellung eines Zynikers lesen.
Händler schalten die Maschine oft ein, ersetzen offensichtliche Verschleißteile, lackieren vielleicht neu und rüsten manchmal einen Controller nach. Das kann das Start-up-Roulette eliminieren. Wenn sie 90 Tage auf Hauptkomponenten anbieten, ist das echtes Geld, das aus deiner Rückstellung gestrichen werden kann.
Aber frage, was ausgeschlossen ist. Verschleißteile? Elektronik? Reisezeit für den Service? Wenn die alte CNC ausfällt und der Hersteller sie nicht mehr unterstützt, wird dich eine Klausel “funktionierte zum Zeitpunkt des Verkaufs” nicht vor einem Retrofit im fünfstelligen Bereich retten.
Hier ist die Kehrseite, die die meisten Bieter übersehen: Auktionen erlauben dir manchmal, die Maschine in ihrem rohen, unverfälschten Zustand zu sehen. Abgenommene Abdeckungen, offene Paneele, sichtbare Lecks. Händler können unbeabsichtigt Probleme unter frischer Farbe und sauberer Verdrahtung verbergen.
Ich habe gesehen, wie ein Betrieb untergegangen ist, weil er annahm, dass die Überholung durch den Händler eine Lebenszyklusanalyse bedeutete, nur um festzustellen, dass die Sicherheitssteuerungen nicht konform waren und die Nachrüstkosten ihre Bargeldreserve aufzehrten.
Also vergleichst du zwei Zahlen: Auktionspreis inklusive bewerteter Risiken gegenüber Händlerpreis minus reduzierter Unsicherheit. Keine Gefühle. Kein Ruf. Bereinigte Gesamtbeträge.
Das führt zu der einzigen Zahl, die wirklich zählt.
Das ist dein Pokermoment.
Sichtbare Karten: Zuschlagspreis und Optik. Verborgene Hinweise: Schienenverschleiß, Controlleralter, Toleranzdrift, Teileverfügbarkeit.
Du hast bereits drei Spalten erstellt — bekannte Kosten, wahrscheinliche Korrekturen, Rückstellungen. Füge nun eine weitere hinzu: die schlimmstmögliche Korrektur für den teuersten plausiblen Ausfall. Controller-Austausch. Große hydraulische Überholung. Vollständiges Sicherheits-Upgrade.
Hier ist die Formel in einfacher Werkstattmathematik:
Maximales Gebot = (Marktwert einer vergleichbaren zuverlässigen Maschine)
Wenn diese Zahl niedriger ist als das aktuelle Gebot, steigst du aus. Keine Reden. Kein Stolz.
Stell dir eine profitable Werkstatt mit einer perfekt eingestellten Abkantpresse vor, die ±0,05°, Bediener sind zuversichtlich, Kunden ruhig. Diese Stabilität ist mehr wert, als mit einem billigen Sieg anzugeben. Dein Filter schützt diese Stabilität.
Der nicht offensichtliche Teil?
Du kaufst keine Abkantpresse. Du kaufst Varianz.
Wenn die gesamtrisikobereinigte Zahl nach dem hässlichsten plausiblen Szenario noch eine Marge lässt, bietest du wie ein Raubtier. Wenn nicht, lässt du jemand anderen dieses Eisen nach Hause schleppen und die Lektion lernen, die du gerade vermieden hast.
Also, wenn der Auktionator zu singen beginnt und dein Puls steigt, stell dir eine kalte Frage:
Habe ich die Geister eingepreist — oder bin ich im Begriff, auf sie zu wetten?


















