

Koç düzgün bir şekilde çevrim yaptı. Arkadaki mesnet hareket etti. Ekran Noel ağacı gibi parladı.
Sonra altına 6 fitlik bir test şeridi koyduk. Sol taraf 82° büküldü. Sağ taraf 87°. Aynı strok. Aynı program. Üst kalıbın R-köşesi 0,03 mm’yi aşacak kadar aşınmış, kızaklar gevşek, gövde son taşınmadan sonra hiç terazilenmemiş. Birinci parça geçme oranı iyi bir günde 85%’nin altında olurdu.
Ama hey — “güç açıldı.”
Bu, küreğine bakmadan önce kapatman gereken boşluk.
“Mevcut haliyle, bulunduğu yerde” demek “ucuz” anlamına gelmez. “Hikayeyi miras alıyorsun” anlamına gelir.”
Ve bu hikayelerin çoğu, hesabı zaten yapmış ve cevabı beğenmemiş bir atölye sahibinin hikayesiyle başlar.
Bir atölyenin, açık artırmada kendini “fırsat” gibi hissettiren bir 200 tonluk hidrolik presi satın aldıktan sonra iflas ettiğini gördüm; ancak yatağın boyunca gövdenin 0,12 mm yamuk olduğunu keşfettiler. Bu, kulağa çok gelmeyebilir ama 0,1 mm’yi aşan zımba hizasızlığı takım aşındırmaya ve parçalarının 25%’sinin hurdaya çıkmasına neden olur. Altı ay boyunca “operatör hatası”nı kovaladılar, sonra sonunda makinenin sorun olduğunu kabul ettiler. Nakit akışı, kendi aralarında tartışırken tükendi.
Demiri satın aldığını sanıyorsun. Ertelenmiş kararları satın alıyorsun.
Peki bu makineler gerçekten neden zeminden ayrılıyor?

Ayarlanmış freninin tuttuğu kârlı bir atölye hayal et ±0,05° hassasiyet 8 fit boyunca. Siparişler düzenli. Operatörler eğitilmiş.
Neden açık artırmada satılığa çıkarırlar?
Çıkarmazlar.
Tasfiyeler üç sebeple olur: iflas, yükseltme baskısı veya mevcut işleri ekonomik olarak karşılayamayan bir makine. İflas demek bakımın ertelendiği anlamına gelir. Yükseltme baskısı demek müşterilerin daha dar toleranslar veya daha hızlı değişim süreleri talep ettiği anlamına gelir. “Mevcut işi karşılayamamak” genellikle sürüklenme, tekrarlanabilirliğin kaybı veya modern programlamayı zorlaştıran denetleyici sınırlamaları anlamına gelir.
Şimdi kimsenin yüksek sesle söylemediği kısmı: modern frenler — hatta daha eski mekanik veya elektrik üniteleri bile — kızaklar sıkılmış ve makine sağlıklıysa yük altında 0,0005”–0,001” içinde koç konumlandırmasını tekrarlayabilir. Yani doğruluk çöktüğünde, sebebi nadiren “eski eşittir kötü”dür. Bir şey aşınmış, gevşemiş veya modası geçmiş olur — ve birisi onu onarmanın matematiksel olarak mantıklı olmadığını düşünmüştür.
Onlar için mantıklı değildiyse, senin için neden olacak?
Her müzayede ilanı övünerek der ki: “Makine çalışıyor.”
Tabii ki çalışıyor. Bu, binadaki en düşük standart.
Bir pres gün boyu çalışabilir ve yine de kalıpta 0,03 mm’yi aşan aşınma, programda düzeltilmemiş geri esneme veya yük altındayken paralel olmayan bir koç yüzünden sistematik açısal sapma üretebilir. Bunların hiçbiri fotoğraflarda görünmez. Bunların hiçbiri 30 saniyelik bir ileri-geri hareket videosunda belli olmaz.
Daha kötüsü, bir makine “çalışır” durumda olabilir ama hâlâ tehlikeli olabilir. Yüksek mukavemetli levha ciddi geri esneme enerjisi depolar. Eğer zımba yarıçapı yanlışsa ve tonaj kontrolü hassas değilse, çelikten bir sapan kurmuş olursunuz. O risk, boşta çalışma sırasında kendini belli etmez.
O hâlde “çalışıyor” demek hassasiyet ya da güvenlik hakkında size bir şey söylemiyorsa, maliyeti gerçekten etkileyen şey nedir?
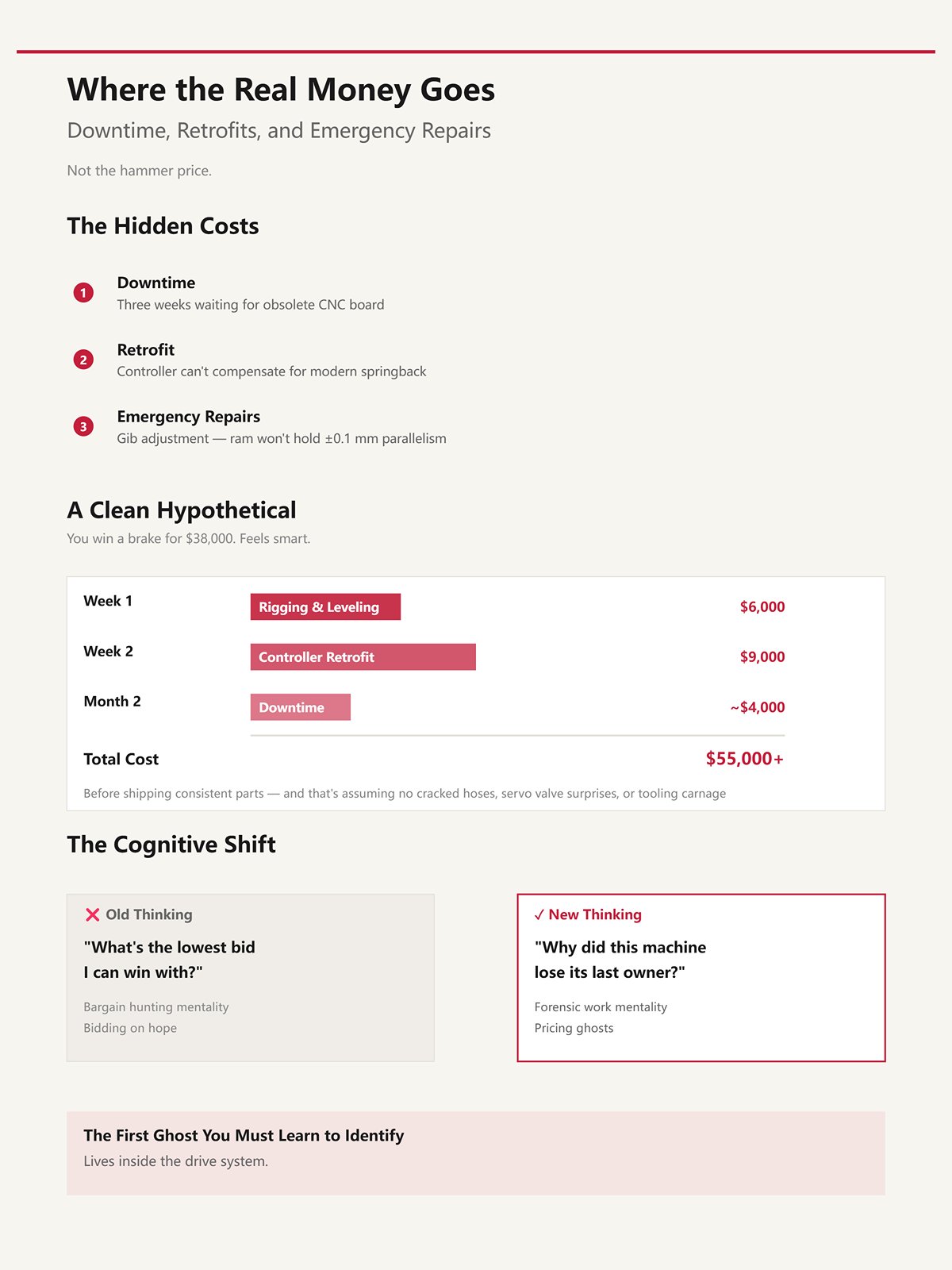
Çekiç fiyatı değil.
Üç hafta boyunca eski bir CNC kartını beklerken yaşanan duruş. Denetleyici modern geri esneme tablolarına uyum sağlayamadığı için yapılan bir yenileme. Koç yük altında paralelliği ±0,1 mm’den daha dar tutamadığı için yapılan acil kızak ayarı. ±0,1 mm yatak boyunca.
Temiz bir varsayımla ilerleyelim. $38.000’e bir pres kazandınız. Akıllıca hissediyorsunuz.
Birinci hafta: $6.000, sevkiyat ve tesviye. İkinci hafta: Parçalar artık üretilmediği için $9.000 denetleyici yenilemesi. İkinci ay: Ray açıklığından kaynaklanan açı tutarsızlığını çözmeye çalışırken iki gün duruş.
Daha tutarlı parçalar göndermeye başlamadan önce $55.000’i aşmış oluyorsunuz — ve bu, çatlak hortumlar, sürpriz servo valfler, tonaj kaynaklı sorunlardan ötürü takım hasarı olmadığı varsayımıyla.
İhtiyacınız olan zihinsel değişim basit: “En düşük teklifi nasıl kazanırım?” sorusunu bırakın.”
Bunun yerine, “Bu makine neden önceki sahibini kaybetti — ve bu hikâyeyi düzeltmenin bana maliyeti ne olacak?” diye sorun.”
Çünkü müzayedeleri pazarlık avı yerine adli bir çalışma olarak görmeye başladığınızda, umutla teklif vermeyi bırakır, hayaletleri fiyatlandırmaya başlarsınız.
Ve öğrenmeniz gereken ilk hayalet, tahrik sisteminin içinde yaşıyor.
Soğuk beton üzerinde sabah 9:12“de duruyorsunuz. Müzayedeci çoktan gömleğini terletmiş. Önünüzde: 12 metrelik bir hidrolik, 2000”lerin ortasından bir elektrikli ve geçmişte tank parçaları damgalamış gibi görünen eski bir mekanik volanlı dev. Üçü de “çalışıyor.” Üçü de on adım uzaktan fena görünmüyor.
Peki hangisinin geri kazanılabilir bir varlık olduğunu, hangisinin ise gönderdiğiniz her bükümde günlük bir vergiye dönüştüğünü nasıl anlarsınız?
Her bir tahrik sisteminin yaşlandığında nasıl arızalandığını izleyerek başlarsınız. Broşür değil. Aşınma modeli. Hidrolikler kayar. Mekanikler gevşer. Elektrikler, pahalı hale gelmeden hemen önce sessizleşir. Farklı hayaletler. Farklı faturalar. Ve eğer bu işaretleri okuyamıyorsanız, sadece fişlerinizi masaya sürüyor ve kartların sizi sevmesini umuyorsunuz demektir.
Hatalarını tekrar satmak zorunda kalan bir komisyoncunun yaptığı gibi bunları parçalayalım.
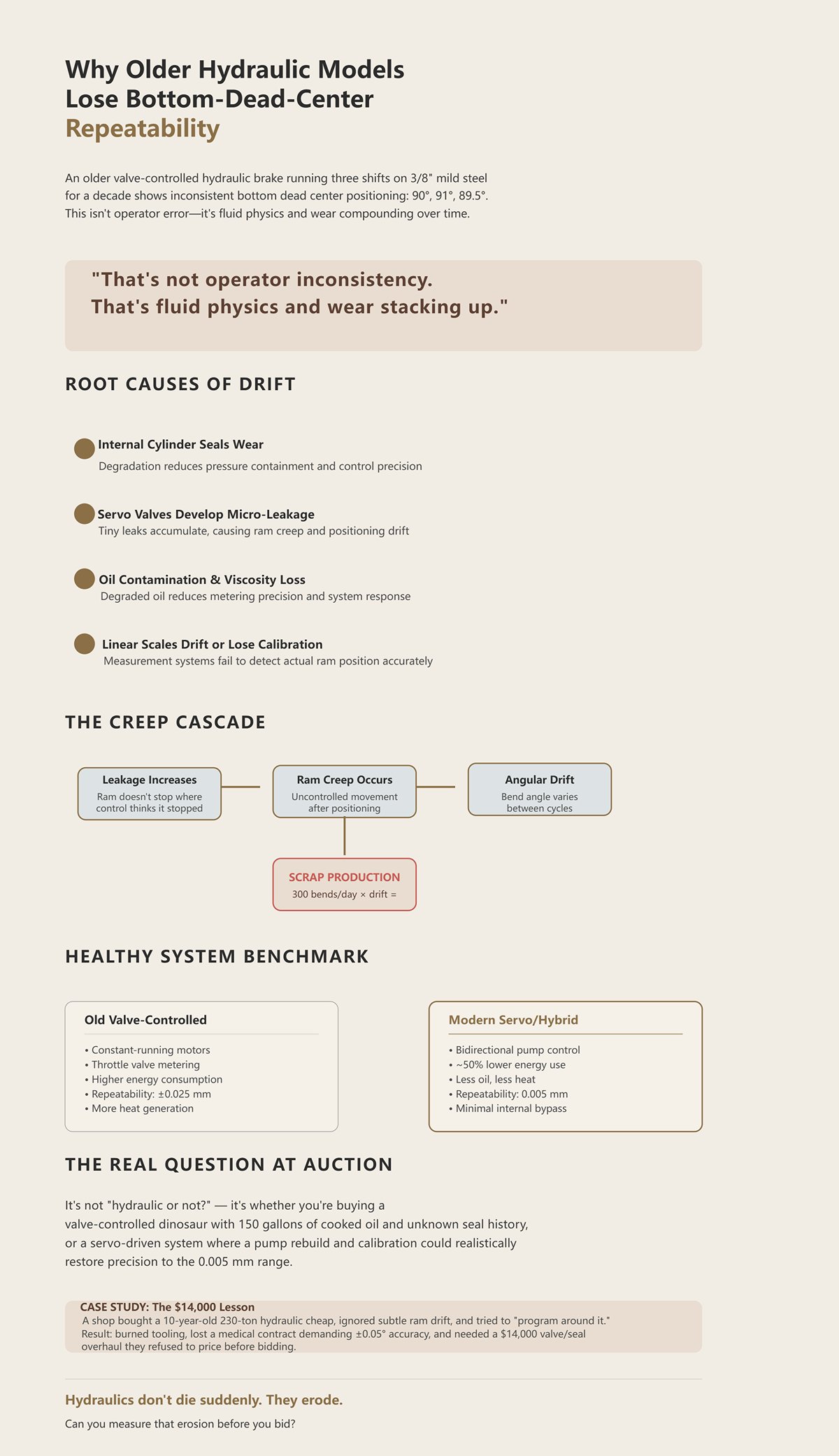
On yıl boyunca 3/8″ yumuşak çelikte üç vardiya çalışmış, eski tip valf kontrollü bir hidrolik pres freni hayal edin. Pistonu alt ölü noktaya indiriyorsunuz — açının oluştuğu strokun en düşük noktası. İlk vuruş, 90°. İkinci vuruş, 91°. Üçüncü, 89,5°. Program değişikliği yok.
Bu “operatör tutarsızlığı” değil. Bu, sıvı fiziği ve biriken aşınmadır.
Hidrolik sistemler, yağ hacmi, basınç ve bu yağın servo veya oransal valfler aracılığıyla hassas ölçülmesine bağlıdır. Zamanla:
Yük altında yağ hafifçe sıkışır. Contalar ve valfler sıkı olduğunda kontrol sistemi telafi eder ve etkileyici piston konumlandırma tutarlılığını koruyabilirsiniz — sağlıklı hidroliklerde pistonun ±0,025 mm tekrar edebildiğini gördüm. Ancak kaçak arttığında, piston kontrolün “durduğunu düşündüğü” noktada tam olarak durmaz. Sızma yapar.
Bu sızma alt ölü noktada değişim olarak görünür. Bu da açı kaymasına yol açar. Sonra da hurda olarak ortaya çıkar.
Şimdi bunu günde 300 bükmeye üst üste ekleyin.
Alt ölü noktası kayan ucuz hidrolik fren bir fırsat değil — kazancınıza kontrollü bir sızıntıdır.
Saf alıcıların yandığı nokta burasıdır: “eski hidrolik” otomatik olarak gevşek anlamına gelir diye varsayarlar. Her zaman değil. Modern servo-pompa veya hibrit sistemler sabit çalışan motorlar ve kısma valfleri yerine çift yönlü pompa kontrolü kullanır. Sağlıklı olduklarında eski tarz valf hidroliklerine göre enerji tüketimini yarı yarıya azaltabilir ve 0,005 mm aralığında tekrarlı konumlandırma başarabilirler. Daha az yağ. Daha az ısı. Daha az iç bypass.
Dolayısıyla açık artırmada gerçek soru “hidrolik mi değil mi?” değildir.”
Soru şudur: 150 galon pişmiş yağ ve bilinmeyen conta geçmişine sahip valf kontrollü dinozor mu — yoksa bir pompa yenilemesi ve kalibrasyonla gerçekçi olarak hassasiyet geri kazanabilecek servo tahrikli sistem mi?
Bir atölyenin, 10 yıllık 230 tonluk hidrolik bir sistemi ucuza satın alıp, ince piston kaymasını görmezden gelerek “programla telafi” etmeye çalıştığı için iflas ettiğini gördüm. Kalıp takımlarını tükettiler, sıkı tolerans isteyen bir tıbbi sözleşmeyi kaybettiler. ±0,05° hassasiyet, Ve pres fren operatörlerini suçladılar, ta ki istifa edene kadar. Makinenin $14,000 valf ve conta revizyonuna ihtiyacı vardı ama tekliften önce fiyatlandırmayı reddettiler.
Hidrolikler birdenbire ölmez. Yavaş yavaş aşınır.
Teklif vermeden önce bu aşınmayı ölçebilir misiniz?
Şimdi mekanik olana geçin.
Büyük volan. Debriyaj. Sabit strok. Ne zaman tetiklenirse, her seferinde aynı şekilde tetiklenir. Yağ sıkıştırılabilirliği yok. Servo valf titremesi yok. Sadece dönme ataleti doğrusal kuvvete dönüştürülür. Bağlantılar ve kızaklar boşluk yapmadığı sürece, koç aynı derinliğe iner.
İnsanların şöyle küçümsediğini duyacaksınız: “Sadece ±0.5° ile ±1° hassasiyet.”
Ayarlanmış bir CNC hidrolik sistemle kıyaslandığında ±0.05°, bu oldukça ilkel geliyor.
Ama biraz ayrıntıya inelim.
Diyelim ki tarım ekipmanları için 1/4″ A36 braketler büküyorsunuz. Teknik çizimde tolerans: ±1°. Yüksek hacimli üretim. Aynı bükme, gün boyu. Mekanik sistemin uniform kuvvet iletimi bu tür işler için inanılmaz derecede tutarlı olabilir. Daha az elektronik katman. Daha basit bakım. Kolay debriyaj yenilemesi. Takip edilecek hidrolik sızıntı yok.
Bu ortamda elektrik düzeyinde hassasiyet peşinde koşmak, sadece aşırı harcama olur.
Mekanik preslerin tehlikeli olduğu yer esneklik konusudur. Sabit strok, mekanik ayar olmadan derinlik üzerinde ince programlanabilir kontrol elde edemeyeceğiniz anlamına gelir. Karmaşık çok adımlı hava bükmeleri mi? Sıkı geri esneme telafisi mi? Unutun. Ve bağlantı pimleri ile burçlar aşındıkça, dijital olarak telafi etmesi daha zor açısal varyasyonlar ortaya çıkar çünkü sofistike bir telafi katmanı yoktur.
Tahrik sistemindeki boşluk, parçada açısal hataya dönüşür. Bu mekanik geometridir, yazılım değil.
İşte gizli hayalet maliyet: sözleşme karışımınız değişirse — diyelim ki ±0.25° gerektiren havacılık braketleri işi aldınız — aynı mekanik fren “ucuz” değildir. Bu bir kapasite tavanıdır. Ya aşırı büküp 1987’deymişsiniz gibi kalıpları şimleyeceksiniz ya da işi kaybedeceksiniz.
Burada tonaj sürünmesi de devreye giriyor. Mekanik presler, strokun belirli bir noktasında maksimum kuvvet verir. Eğer malzeme kalınlığınız dalgalanıyorsa ve kapasiteye yakın çalışıyorsanız, hidroliklerin sunduğu uyarlanabilir basınç kontrolünü elde edemezsiniz. İşte bu şekilde kalıplar zarar görür ve operatörler tedirgin olur.
Yani hayır, ±0.5° ile ±1° sizi otomatik olarak mahvetmez.
Ama gelirinizi dar toleranslı sözleşmeler belirliyorsa, o mekanik sınırlama teorik değildir. Artık teklif bile veremediğiniz işlere zaten bu kısıtlama yansımıştır.
Mevcut işleriniz için mi satın alım yapıyorsunuz — yoksa kazanmak istediğiniz işler için mi?
Şimdi elektrikleri konuşalım.
Bilyalı mil veya kayış tahrikli servo sistemler. Hidrolik yağı yok. Doğrudan tahrikli hassasiyet. Sessiz. Temiz. Enerji verimli. Hafif ve orta tonaj için, sağlıklı olduklarında mükemmeldirler.
2010’ların ortalarına ait bir elektrikli presin sabah boyunca 14 kalınlıkta paslanmaz çeliği işlediğini izledim. Koç sanki granit bir bloğa çarpmış gibi durdu. Arka dayama yerine şak diye oturdu. 6 ayaklık bir parça boyunca açı değişimi ±0,1° içinde kaldı, stres olmadan. Bu düzeyde tekrarlanabilirlik, ilk parça kontrol süresini, yeniden bükmeleri ve operatörün sürekli müdahalesini azaltır.
Bu gerçek paradır.
Ama yaşlanan elektriklilerin de kendi hayaletleri vardır. Bilyalı miller aşınır. Servo motorlar enkoder doğruluğunu kaybeder. Sürücüler eskir. Ve özel üretim bir kontrol kartı arızalandığında, $600 hidrolik valfini yeniden inşa etmiyorsunuz — OEM hâlâ telefona cevap veriyor diye dua ediyorsunuz.
Peki ne zaman agresif teklif vermek mantıklıdır?
Üç koşul bir araya geldiğinde:
Eğer boşluk (backlash) minimum düzeydeyse ve kontrol sistemi canlı ve güncelse, yaşlanan bir elektrikli sistem, hassasiyet ve enerji maliyeti açısından daha az değişkenle uğraşarak daha eski valf hidrolik sistemini geride bırakabilir. Yüksek çeşitlilikte ve dar toleranslı ortamlarda, bu istikrar doğrudan daha yüksek ilk geçiş verimine ve daha düşük kurulum süresine dönüşür.
İşte o zaman, bir teklif savaşının duygusal değil stratejik olduğu zamandır.
Ama asıl mesele şu — ve işte çırakların bütçeyi patlattığı nokta — artık tahrik tipinin tek başına dayanıklılığı belirlemediğidir. Hibrit elektro-hidrolikler, servo hassasiyetini hidrolik kuvvetle harmanlar. Bazıları saf elektriklileri çok yönlülükte, saf hidrolikleri ise verimlilikte geride bırakır.
Yani eğer tahrik sistemleri öngörülebilir şekillerde yaşlanıyorsa — kayma, boşluk, geri tepme — ve hibritler sınırları bulanıklaştırıyorsa, bu mekanik kusurların düzeltilip düzeltilemeyeceğini... yoksa sonsuza kadar kilitleneceğini nihai olarak belirleyen tek bileşen nedir?
Yaşlanma hatalarının düzeltilebilir mi yoksa sonsuza dek sisteme işlenmiş mi olduğunu belirleyen tek bileşen?
Kontrolcü.
İster hidrolik olsun, ister elektrik, ister hibrit, hatta espressoya bağlanmış bir hamster tarafından çalıştırılsın umurumda değil. CNC geri bildirimi okuyamıyor, orantılı düzeltme komutu veremiyor ve beş yıl sonra hâlâ servis edilemiyorsa, siz pres bükme makinesi almıyorsunuz — fikirleri olan sabit derinlikte bir koç alıyorsunuz.
Geçen bahar bir depoda 175 tonluk Avrupa tipi bir bükme presine baktım. Boya hâlâ parlaktı. Yataklar temizdi. Koç yumuşak şekilde çevrim yapıyordu. Ekran yanıyordu. Ama işte — “güç açıldı.” İnsanların kandığı yalan bu. Sahibi fısıldadı: “Kontrolcü biraz tutarsız.” Çeviri: aralıklı açılma hatası, çalışma ortasında arka mesafe iletişiminin düşmesi, açı düzeltmesinin devre dışı kalması çünkü kodlayıcı kartı atlanmış.
Tahrik tipi artık fark etmiyordu. Sağlıklı bir kontrol olmadan hiçbir mekanik kusur düzeltilemezdi. Makinenin geleceği yağ sızıntılarında veya bilyalı vida aşınmalarında değil — silikonda yazılıydı.
Yani “Hidrolik mi yoksa elektrik mi?” diye sormazsınız.”
“Beyin canlı mı — ve canlı tutabilir miyim?” diye sorarsınız.”
Hadi somut konuşalım.
15 yıllık bir CybTouch 15 anakart hâlâ yeni olarak yaklaşık $1.375 dolara bulunabiliyor. Ekranlar ve ön paneller iki binin üzerinde. Bu, çırakları şaşırtır. “Özgün tasarım”ın yok olduğuna inanırlar. Bazen öyle değildir.
Şimdi tuzak: Parça bulunabilirliği, sistemin yaşama garantisi anlamına gelmez.
Eğer o kontrolcü ±10VDC servo valflerle temiz iletişim kuruyorsa, doğrusal ölçekleri okuyorsa ve çevrimi yeterince hızlı kapatabiliyorsa ±0,05° hassasiyet, korumaya değer bir şeyiniz var demektir. Bir kart değiştirin, yeniden kalibre edin ve işe geri dönün.
Ama diyelim ki OEM, CNC ile valf bloğu arasında arayüz kuran servo yükselticiyi üretmeyi durdurdu. Anakart mevcut olabilir — entegrasyon katmanı değil. Artık yeniden donanım alanına girdiniz.
Bir atölyenin ölü bir Automec arka mesafe kontrolünü $158 dizüstü bilgisayar ve step motor kurulumu ile değiştirdiğini izledim. Sadece X ekseni konumlandırması için işe yaradı. Ucuz bir zafer.
Sonra aynı mantığı, analog valf kontrolü ve kodlayıcı geri bildirimi gerektiren koç ekseninde denediler. Mach3 endüstriyel servoyla akıcı konuşmaz. Pres tahmin makinesine dönüştü. Açı kayması. Tutarsız tabanlama. Hurda yığılması. Birden o “ucuz yeniden donanım”ı üretim açısından güvenli hale getirmek için yeni sürücüler ve ölçeklerle $15.000 dolarlık kapalı döngü kitine ihtiyaç doğdu.
1990“lardan kalma 200 tonluk bir makineyi ucuza alıp ”kontrol ünitesini retrofit ederiz” diye düşünen bir atölyenin battığını gördüm. Servo motorları, cetvelleri değiştirip panoyu yeniden kabloladıklarında, iyi bir günde 35.000 $ değerinde olan bir makineye 28.000 $ harcamışlardı. Rakipleri parça sevk ederken, onlar sekiz ay boyunca hayali hataların peşinden koştular.
Asıl soru bir anakartın mevcut olup olmadığı değil.
Soru, tüm geri besleme ekosisteminin — cetveller, sürücüler, valf arayüzleri, ürün yazılımı — makineyi bir bilim projesine çevirmeden desteklenip desteklenemeyeceğidir.
Eğer kontrol ünitesi aşınmayı telafi edemiyorsa, demirin size sunduğu mekanik gerçeğe mahkûmsunuz demektir. Bu da bizi açık artırmalarda acemileri baştan çıkaran rakama getiriyor: tonaj.
Etikette yazıyor: 230 ton, 12 feet.
Kulağa otoriter geliyor.
Şimdi 1/2″ AR400’ü 10 feet boyunca bükmeyi hayal edin. Yüksek çekme dayanımı. Asgari tolerans. Nominal kapasiteye yakın çalışıyorsunuz. Kâğıt üzerinde 230 ton yetiyor.
Ancak nominal tonaj, strok alt noktasından belirli bir mesafede — genellikle merkezden 1/2″ yukarıda — hesaplanır ve genellikle yumuşak çelik varsayılır. V-kalıp ağzını değiştirirseniz, malzeme çekme mukavemetini değiştirirseniz, bükme uzunluğunu değiştirirseniz bu sayı hızla değişir.
İşte hayalet maliyetler burada ortaya çıkmaya başlar.
Kontrol üniteniz yatak boyunca sehim için telafi yapamıyorsa — taçlama kontrolü yoksa, gerçek zamanlı açı geri bildirimi yoksa — “230 ton” presiniz 10 feet’lik parçanın sadece 8 feet’inde tutarlı sonuçlar verebilir. Geri kalan yer şim cennetine dönüşür. İşte bu tonaj kaymasıdır: kontrol üniteniz kuvveti düzgün dağıtamayıp izleyemediği için teorik gücün peşinden koşmak.
Ayarlanmış freninin tuttuğu kârlı bir atölye hayal et ±0,25° doğruluk 10 feet boyunca. Tonajla övünmüyorlar. Yük altında tekrarlanabilirlikle övünüyorlar.
Zayıf bir kontrol ünitesi yüksek tonajı kör kuvvete dönüştürür. Yetenekli bir kontrol ünitesi ise orta tonajı hassasiyete çevirir.
Hangi rakam size gerçekten para kazandırır?
Ve bu bile geometriyle parçayı baştan üretebildiğinizi varsayar.
| Konu | Detaylar |
|---|---|
| Kâğıt Üzerindeki Tonaj vs. Kullanılabilir Kapasite | Nominal tonaj her zaman sizin özel malzemeniz ve kurulumunuz için gerçek dünya bükme kapasitesi anlamına gelmez. |
| Makine Etiket Değeri | Etikette yazıyor: 230 ton, 12 feet — kulağa otoriter geliyor. |
| Gerçek Dünya Senaryosu | 10 feet boyunca 1/2″ AR400 bükmek, yüksek çekme mukavemeti ve minimum tolerans içerir, nominal kapasiteye yakın çalışılır. |
| Nominal Tonaj Varsayımları | Bir strokun alt noktasından belirli bir mesafede (genellikle eksenin 1/2″ üzerinde) hesaplanır ve genellikle yumuşak çelik varsayılır. |
| Kapasiteyi Değiştiren Değişkenler | V-kalıp genişliğinin, malzeme çekme mukavemetinin veya bükme uzunluğunun değiştirilmesi, gerçek tonaj gereksinimlerini hızla değiştirir. |
| Gizli (Hayalet) Maliyetler | Makine ve kontrol ünitesi, tam uzunluk boyunca tutarlı performans sağlayamadığında kapasite boşlukları ortaya çıkar. |
| Sehim Telafisi | Kemer yapma kontrolü veya gerçek zamanlı açı geri bildirimi olmadığında, “230 ton”luk bir pres sadece 10 feet’in 8’i boyunca tutarlı sonuç verebilir. |
| Tonaj Sürünmesi | Kontrol sistemi yükü düzgün şekilde dağıtamayıp izleyemediği için teorik kuvvetin peşinden gitmek. |
| Kârlı Atölye Örneği | 10 feet boyunca ±0,25° hassasiyeti koruyan atölyeler, yalnızca tonaj değil, yük altında tekrarlanabilirliğe odaklanır. |
| Kontrol Ünitesinin Etkisi | Zayıf bir kontrol ünitesi, yüksek tonajı kör kuvvete dönüştürür; yetenekli bir kontrol ünitesi ise orta tonajı hassasiyete dönüştürür. |
| Kâr Sorusu | Size aslında para kazandıran sayı hangisi — ham tonaj mı, yoksa kontrollü hassasiyet mi? |
| Geometri Sınırlaması | Yeterli tonaj bile, parça geometrisinin bükmenin yapılmasına izin verdiğini varsayar. |
Bir alıcının 150 tonluk bir abkant presi yok pahasına kapışını izlemiştim. 2000’lerin ortalarıydı. İyi bir marka. Hidrolikler tertemiz. Mimari paneller için yüksek kutu şekilli parçalar bükmeyi planlıyordu.
Açıklığı (daylight) hiç kontrol etmedi.
Açıklık, yatak ile ram arasındaki tam açık mesafedir. Kapalı yükseklik, strokun en alt noktasındaki minimum mesafedir. Ram stroku, ram’in gerçek hareket mesafesidir. Bu üç değer, takımınızın ve parçanızın fiziksel olarak makinenin içine sığıp sığmayacağını belirler.
Makinesinin açıklığı 18 inçti. Planladığı kutu takım yığını ise 21 inç gerektiriyordu.
Makine ne kadar yeni olursa olsun fark etmez. Kontrol ünitesi modern olsa da fark etmez. Demir uzayamaz.
Şimdi bunu kontrol ünitesinin durumuyla ilişkilendirelim.
Ram stroku sınırda ise, akıllı bir kontrol ünitesi bazen yaklaşma hızını, yavaş bölgeleri ve strok sonu konumlamasını optimize ederek, kullanılabilir şekillendirme alanını korurken ±0.1 mm tekrarlanabilirlik derinlikte tutabilir. Kontrol ünitesi eski ve ilkelse, sabit yaklaşma mantığı ve kaba konumlandırma elde edersiniz. Daha az kullanılabilir alan. Daha fazla ayar tavizi.
Yaş, yeteneği belirlemez.
Geometri ve kontrol kabiliyeti belirler.
Bu yüzden teklif vermeden önce, açıklığı ölçersiniz. Kapalı yüksekliği doğrularsınız. Stroku teyit edersiniz. Sonra kontrol ünitesini sorguya çekersiniz, sanki size borcu varmış gibi.
Çünkü boya, marka etiketleri ve katalog tonajlarını bir kenara attığınızda, geriye tek acı gerçek kalır:
Eğer CNC okuyamıyor, hesaplayamıyor ve düzeltme komutları veremiyorsa — ve siz de o beyni hayatta tutamıyorsanız — o makinedeki diğer tüm özellikler, poker masasındaki görünen kartlardan ibarettir.
Gizli kart hâlâ kontrol ünitesidir.
Ve sonraki soru “İyi mi?” değildir.”
“Aslında teklif vermeden önce bunu nasıl kanıtlarım?”dır.”
Geçen bahar, açık artırma ön izlemesinde 10 ayaklık, 175 tonluk bir abkant presin önünde durdum. Taze boya. Yeni silecekler. Ram pürüzsüz çalışıyordu. Ama yatağa bir kadran göstergesi kelepçeleyip arka dayama kirişine elle bastırdığımda, iğne servo tepki vermeden önce 0.012″ oynadı.
Satıcı, “Kontrolör gayet iyi. Açılıyor.” dedi.”
Ama hey — “güç açıldı.”
Eğer kontrolör sağlığı poker masasında görünmeyen bir el ise, bu, fişlerini ortaya koymadan önce o elin işaretlerini nasıl okuyacağını gösterir. Ekrana güvenmezsin. Geri besleme döngüsünü test edersin. Yapıyı yüklersin. Hareket etmemesi gereken şeylerin hareketini ölçersin.
Fotoğraflar boyayı ve tonajı gösterir. Bir bilyalı vida ile somunu arasındaki boşluğu veya o kadar çok dibine vurulmuş bir koçu (ram) ki kızakların zil ağzı şeklini almış olduğunu göstermezler. Eğer kontrolör bu hataları yeterince hızlı görüp düzeltemiyorsa ±0,05° hassasiyet yük altındayken, ödediğin fiyat sadece giriş bahsidir.
Peki bunu teklif vermeden önce nasıl doğrularsın?
Bir matris oluşturursun — takım aşınması, eksen boşluğu, hidrolik doğruluk — ve tahmin etmek yerine ölçersin.
Punta ve kalıp takımının yanına git. Pas lekelerini görmezden gel. Aşınma desenine bak.
Bir defasında bir makinadan segmentli 4 yollu bir kalıp söktüm ve ortadaki 3 ayağın krom gibi parladığını, dış kısımlarda hâlâ fabrika taşlama izlerinin olduğunu gördüm. Bu, operatörlerin yatağın ortasında çalıştıklarını gösterir. Tek bir bölgede tekrarlanan yüksek tonajlı işler. Bu, tonaj sürünmesinin fiziksel halidir.
Şimdi nedenini sor.
Eğer kontrolör ve bombe sistemleri sağlıklı olsaydı, 10 feet boyunca esneme telafi edilirdi. Parçalar tam uzunlukta çalışırdı. Eşit aşınma olurdu. Yerel bir parlaklık gördüğünde, iki hikâyeden birine bakıyorsun demektir: ya atölye sadece kısa parçaları eğdi ya da uçlar belirlenen açı toleransını tutamadığı için operatörler onlardan kaçındı.
İşte yol ayrımın.
Koçu yatağın boyunca paralelelere indir. Sol, orta ve sağa 0.0005″ göstergesi (komparatör) yerleştir. Koçu hafif temas haline getir, sonra basıncı yavaşça artır. Sapmayı izle. Çalışan doğrusal ölçeklere sahip modern bir kontrol sistemi, çerçeve esnemesini dinamik olarak düzeltmelidir. Bir ucun telafisiz olarak geriden geldiğini görürsen, geri besleme döngüsü ekranın iddia ettiği gibi kapanmıyor demektir.
Ve işte kirli sır: üst düzey çok eksenli kontrol sistemleri yapısal günahları gizleyebilir. Koç biraz eğik olsa bile, açıya ulaşmak için derinliği otomatik olarak düzeltir. Parçalar bir süreliğine tolerans dahilinde çıkar. Ancak bu sürekli düzeltme, kılavuz aşınmasını hızlandırır ve valf ömrünü kısaltır. Kontrolör, yorgun demir için bir değneğe dönüşür.
Bir atölyenin, “halleder” diye amiral gemisi CNC’ye güvendiği için battığını gördüm. Makine açıyı koruyordu — ta ki doğrusal ölçek arızalanana ve kimse koçun mekanik olarak yatak boyunca 0.3 mm paralellikten çıktığını fark etmeyene kadar. Yedek enkoder devreye girince, hurda oranı bir gecede iki katına çıktı.
Takım aşınması ilk işarettir. Kaba bir soru sorar: bu pres doğru mu çünkü sağlıklı — yoksa yazılım ter döktüğü için mi?
Şimdi göstergenin kelepçesini geri dayama parmağına tuttur. Sıfırla. Servo sistemler etkinken, X ekseni boyunca eliyle it ve çek.
Sıkı bir sistemde, 0.001″–0.003″ elastik hareket görebilirsin — bilyalı vida burkulması ve servo uyumu. Bu normaldir. Direnç oluşmadan önce 0.010″–0.020″ hareket görürsen, geri boşluk veya aşınmış doğrusal yataklar söz konusudur.
İşte acemilerin kafasının karıştığı yer.
Yalnızca tek eksenli (sadece X) motorlu, parmak konumu elle ayarlanan bir ölçü cihazı, operatör ofsetlerini biliyorsa yine de iyi parçalar üretebilir. Parmak arabasındaki boşluk her zaman ölümcül değildir. Ama motor ile vida arasındaki boşluk mu? Bu, kontrolcünün her çevrimde peşinden koşmak zorunda kaldığı kümülatif hatadır.
10,000″ komutu verin. Gerçek durma konumunu on kez ölçün. Eğer dağılım ±0.1 mm tekrarlanabilirlik malzeme temas etmeksizin bu değeri aşıyorsa, eksen kararlı değildir. Kontrolcü mükemmel sayılar gösterebilir ama mekanik yığın — kaplin, itme yatağı, bilyalı somun — salınım yapar.
Ve unutmayın: çok eksenli ölçü cihazları (X, R, Z1, Z2) daha fazla yatak, daha fazla vida, daha fazla yığılma hatası olasılığı demektir. Sağlıklıyken harikadırlar. Yorgunken bütçe katilleridirler.
Alıcıların “Bu CNC, yani hassas” diye varsaydıklarını gördüm. Sonra X ekseni bilyalı vidasında ölçülebilir eksenel boşluk olduğunu ve orijinal üreticinin eşleştirilmiş somun grubunu üretmeyi bıraktığını fark ettiler. Artık özel imalata ya da tamamen yenilemeye girersiniz.
Peki, ne kabul edilebilir?
Eksen boşluğu somunda ve itme yataklarında ayarlanarak giderilebiliyorsa ve tekrarlanabilirliği şu tolerans içinde geri getirebiliyorsanız ±0,05 mm seyahat boyunca, bakım aşamasındasınız demektir. Vida çukurlaşmış, raylar göçük, nominale ulaşmak için telafi tabloları sonuna kadar kullanılmışsa — yeniden inşa sizi bekliyor.
Ve bunların hiçbirini bir açık artırma fotoğrafında göremezsiniz.
Vuruş sırasında makinenin arkasında durun. Dinleyin.
Sağlıklı bir hidrolik sistemin yük sesi sabittir. Alt ölü noktaya yakın dalgalanma duyarsanız, bu silindir contalarında içten kaçak anlamına gelebilir. Krampon hâlâ hareket eder. Sadece bekleme sırasında basıncı tutarlı şekilde koruyamaz.
Şimdi kramponu orta basınçta en alta getirin ve konum göstergesini izleyin. Komut girişi olmadan 10–15 saniye içinde 0,02 mm den fazla kayıyorsa, sıvı bir yerden sızıyor demektir. Kontrolcü düzeltme komutu verebilir — eğer valfler ve cetveller yeterince hızlı tepki verirse. Yoksa, uzun bükümlerde açı kayması yaşarsınız.
Kılavuzları kontrol edin. Eşit olmayan aşınma izleri veya çiziklere bakın. Buradaki fazla boşluk, kramponun asimetrik yükler altında yaw yapmasına izin verir. Kontrolcü, bağımsız Y1/Y2 kontrolü ile bir tarafta telafi edebilir ama bu, doğrusal cetvellerin güvenilir olduğunu ve servo valflerin ±10V sinyallere histerezis olmadan temiz tepki verdiğini varsayar.
Bir de bombe var.
Manuel kama sistemleri temas noktalarında aşınır. CNC bombe, yatağı önceden bükmek için küçük motorlar veya hidrolikler kullanır. Bombe mekanizması sıkışır veya ölü bölgeler oluşursa, kontrolcünün sehim modeli kurguya dönüşür. Boy boyunca açı peşinde rondela ile koşarsınız, tıpkı 1985’teki gibi.
Ve işin iskambil masası gerçeği şu: bu arızaların her biri, mükemmel görünen bir ekran ve yüksüz akıcı çalışan bir kramponla birlikte var olabilir.
Denetim matrisi, üç şeyi ilişkilendirmenizi zorlar: komut verilen pozisyon, ölçülen hareket ve basınç altındaki yapısal tepki. Bunlar mekanik olarak — dijital değil — uyuşmuyorsa, bir pazarlık almıyorsunuz. Ertelenmiş fizik satın alıyorsunuz.
Yani boşluğu ölçtüğünüzde, aşınmayı haritaladığınızda ve pistonu pozisyonu tutarken — ya da tutamayıp — izlediğinizde, sıradaki soru “Çalışıyor mu?” olmaz.”
“Bunu dürüst yapmak bana neye mal olur?” sorusu olur.”
Aşınmayı ölçtünüz. Pistonu yük altında kendiyle savaşırken izlediniz. Şimdi önemli olan tek soru şu: bütçenizi ateşe vermemek için teklif kartınıza hangi sayıyı yazmalısınız?
İşte mekanik gerçeği dolara çevirmenin yolu.
Satış fiyatını bir poker elinin nominal değeri gibi düşünün. Boya ve “çalıştırıldı” gösterimi görünen kartlardır. Gerçek oyun ise işaretler — sürüş gecikmesi, kontrolör eskimesi, basınç altında kayma — ve her işaretin eğer sayarsanız bir fiyatı vardır. Demir satın almıyorsunuz. O demirin parçaları bükmesini sağlamak için gereken maliyeti satın alıyorsunuz ±0,05° hassasiyet ilk günden itibaren.
Bir hayaleti kaçırırsanız, “anlaşma” artık bir anlaşma değildir.
Sıkıcı şeylerle başlayın. Fatura geldiğinde asla sıkıcı olmaz.
120 tonluk bir pres fren, açık artırma alanından bayınıza ışınlanmaz. Rigger’lara, vinçlere, ruhsatlara, platform kamyonlarına, sigorta eklerine ve kapı çerçevenizden 8.000 kilo yükle sallanarak geçen forklift operatörünü izlemenin keyfine para ödüyorsunuz. Sonra zemin gelir. Zemininiz 4 inçse ve makine 8 inç ile donatı ve mastik pedler istiyorsa, metal kesmeden önce beton kesiyorsunuz.
Varsayımsal ama yaygın: Bir pres freni piyasa değerinin $40,000 altında “çalarsınız”. Sökme ve taşıma $12,000 tutar. Elektrik yeniden kablolama ve faz dönüşümü $6,000. Yeni ankrajlar, mastik ve dökme-kürleme için bir hafta sonu? İşçilik ve kaybolan üretim arasında diğer $8,000. $40,000’lik kazancınız $14,000’e düştü — henüz makinenin içini açmadık.
Tonaj artışı burada sessiz katildir. Gerekenden daha büyük bir pres freni alırsınız çünkü size sanki kapasite payı var gibi görünür. Şimdi daha ağır sökme, daha fazla zemin takviyesi, belki daha büyük bir transformatör gerekir. Hiç fatura etmediğiniz ama her zaman taşımak için ödediğiniz kapasite.
Bir atölyenin, açık artırmada tonajın peşinden gidip, yapı yükünü yasal olarak destekleyemeyen ve finanse edemediği yapısal çalışmaları gerektiren bir bina keşfetmesi yüzünden battığını gördüm.
Yani teklif vermeden önce, makine zaten sizdeymiş gibi bir lojistik kalemi oluşturursunuz. İndirim kâğıt üzerinde kaybolursa, gerçek hayatta daha hızlı kaybolur.
Ve bu parayı zaten onu indirmek için harcıyorsanız, OSHA içeri girip koruyucu sistemlere bakarsa ne olur?
Açık artırma listeleri “ışık perdeleri dahil” ifadesini sever.”
Bu ifade “bedava güvenlik yükseltmesi” anlamına da gelebilir, “pahalı hurda” anlamına da.”
Eğer fren tam devrimli mekanik kavrama tasarımına sahipse — eski demirlerde yaygın olduğu üzere — modern standartlara göre ışık perdeleri yasal olarak tek başına çalışma noktasında koruyucu olarak hizmet veremez. Bu bir ince ayar değildir. Bu, tahrik tipi ile koruma yöntemi arasında temel bir uyumsuzluktur. Sensörleri yeniden konumlandırmıyorsunuz. Farklı bir güvenlik mimarisi mühendisliği yapıyorsunuz.
Hidrolik makinelerde bile yerleşim önemlidir. El hızı sabiti kuralı, perdelerin tehlike bölgesinden asgari bir mesafede olmasını zorunlu kılar. Onları çok yakına koyarsanız denetimden geçemezsiniz. Yeterince uzağa koyup geçseniz bile, yeniden tasarım yapmadan veya ikincil koruma eklemeden küçük parça işlerini engelleyebilirsiniz. Artık “uyumlu” kurulumunuz bir üretkenlik darboğazıdır.
Ve üretkenlik bir maliyettir.
Eski standartlara göre sertifikalandırılmış eski perdeler, elektriksel gürültü altında tehlikeye yol açmayacaklarını kanıtlamak için üçüncü taraf doğrulaması gerektirebilir. Gereken özeni belgelendiremezseniz ve biri yaralanırsa, mahkeme hesapları açık artırma hesaplarını katlar.
Bir atölyenin “ışık perdeleri var, yani güvendeyiz” diye varsaydığını, ancak bir müşteri denetimi sırasında korumalarının uyumsuz ve sigortalanamaz olduğunu öğrenince iflas ettiğini gördüm.
Şöyle fiyatlayın: tam modern ışık perdesi sistemi, güvenlik rölesi veya PLC entegrasyonu, kablolama, programlama, doğrulama, dokümantasyon ve eğitim. Eğer bu toplam sizi rahatsız ediyorsa, iyi. O rahatsızlık dürüstlüktür.
Çünkü en pahalı duruş, kurulum sırasında yaşanmaz.
İlk kez şalteri indirdiğinizde yaşanır.
İşte hayal: Pres açık artırma evinde sorunsuz çevrim yaptı. Siz indirirsiniz, kablolarsınız, “başlat”a basarsınız ve pazartesiye kadar büküm yapmaya başlarsınız.
İşte gerçek: Ama neyse — “çalıştı.”
Başlangıç arızaları dramatik patlamalar değildir. Sessiz reddetmelerdir. Bir servo sürücü yük altında hata verir. Bir eski CNC açılır, sonra pil destekli hafızası nakliyede öldüğü için parametre hatası verir. Altı ay kuru beklediği için bir oransal valf sıkışır. Hiçbiri beş dakikalık bir demo çevriminde ortaya çıkmaz.
Bu yüzden riske bir rakam atarsınız.
Eğer atölyeniz o hücreden günde $5.000 fatura kesiyorsa ve başarısız bir ilk çalıştırma, arıza giderme, parça temini ve teknik ziyaretler arasında iki hafta sürüyorsa, bu $50.000 tutarında fırsat maliyetidir. Acil teknisyen ücretlerini ve hızlı nakliyeyi ekleyin. Artık ucuz freniniz, satılabilir tek bir parça üretmeden önce haraç talep ediyor.
İşte burada bir teklif veren gibi düşünmeyi bırakıp bir komisyoncu gibi düşünmeye başlarsınız. Açık artırma gününden önce üç sütun oluşturursunuz:
Bunları çekiç fiyatına ekleyin. O toplam sizin gerçek edinim maliyetinizdir.
Sonra — ve sadece o zaman — şu acımasız soruyu sorarak maksimum teklifinize karar verin: o toplam rakamda, bu makine hâlâ görevini yerine getiriyor mu, yoksa daha yeni bir makine almak ya da tamamen vazgeçmek daha mı mantıklı?
Eğer cevap evetse, agresif bir şekilde teklif verir ve gece rahat uyursunuz. Marj inceyse, temkinli teklif verirsiniz. Eğer hayaletler kârı ilk virajdan önce yer bitirirse, küreğinizi aşağıda tutarsınız.
Çünkü açık artırmayı kazanmak kolaydır.
Kamyon yola çıktıktan sonra kazanmak önemli olan kısımdır.
Gizli riskleri iyimserlikle doğrulamazsınız. Onları bir kontrol listesi ve kronometre ile doğrularsınız.
Açık artırma günü, orada boyayı hayranlıkla izlemek için bulunmazsınız. Orada yük altında makineye gerçeği söyletmek için bulunursunuz. Sıcak çalıştırın, sadece bir kez değil, on kez. Havayı değil, gerçek malzemeyi bükün. Yatak ucunun her iki tarafında açıyı ölçün. Eğer sapmanın aşmaya başladığını görürseniz ±0.5° basit bir 90° bükme işleminde taç ayarı olmadan, aşınma, telafi kayması veya program çürümesine bakıyorsunuz demektir. Bu kozmetik değildir. Bu, marjın bir derece bir derece kan kaybetmesidir.
Bir komparatör getirin. Arka dayama tekrarlanabilirliğini kontrol edin. Eğer tekrarlayan hareketlerde ±0,1 mm fazla geziyorsa, kendiliğinden düzelmeyecek kızak boşluğu veya bilyalı vida aşınmasıyla karşı karşıyasınız demektir. 0.1 mm üzerindeki punch hizasızlığı, özellikle yaylanma zaten bıçak sırtı gibi olan ince malzemelerde, kesintisiz hurda akışı başlatmaya yeterlidir. Doğrulamayı ölçerek yaparsınız, “geçen hafta çalışıyordu” diye açık artırmacıyı sormakla değil.”
Bir atölyenin battığını gördüm, çünkü beş dakikalık gösteri stroğuna güvendiler, teslimattan sonra yağ ısındığında açısal sapmanın aştığını keşfettiler ±1.5° — ilk parça geçiş oranı 85%’nin altına düştü ve müşteri yeniden yapım için beklemedi.
Yani filtre duygudan önce başlar. “Kabul edilebilir” olanı sayılarla tanımlarsınız ve eğer makine bunları sahada yakalayamıyorsa, teklif vermezsiniz.
Peki dükkânınız için bu sayılar tam olarak nedir?
Asgari uygulanabilir teknik özellikler broşürdeki en büyük rakamlar değildir. Sözleşmelerinizi hayatta tutan en küçük rakamlardır.
Önce tonaj. Yılda bir kez üretilen devasa parça değil, en kalın düzenli işinizden hesaplayın. Sonra malzeme değişkenliği için marj ekleyin — buna ego marjı değil, pratik baş boşluğu deyin. Tonaj kayması gerçektir; 200 tonluk bir pres freni daha ağır montaj, daha kalın beton temel, daha büyük servis gerektirir. İşiniz 120 tonda yaşıyorsa, “fırsat” diye 300 tonluk almak, boş kapasiteye kira ödemektir.
Yatak uzunluğu parça karmasıyla ilgilidir. İşinizin 80%’si 8 fit yatağa sığıyorsa, 12 fitlik yatak, daha uzun parçaları aktif olarak satmıyorsanız ölü ağırlıktır. Daha uzun yataklar aynı zamanda sapma sorunlarını büyütür; taç sistemleri ve çerçeve aşınması genişlik arttıkça daha fazla önem kazanır.
Hassasiyet, amatörlerin kendine yalan söylediği yerdir. Mimari işinizi ±1°, içinde tutuyorsanız, sorun yok. Eğer tıbbi ya da havacılık alanında peşindeyseniz ±0,05° hassasiyet, Muayene standardı tamamen değişiyor. Artık kodlayıcı geri bildirimi, hidrolik oransal valf tepkisi ve termal sürüklenmeyi kontrol ediyorsunuz. “Gün boyu 90° tutan” bir fren, yanında bir tolerans bandı olmadan hiçbir şey ifade etmez.
Sürücü tipi gelecekteki bakım eğrinizi belirler. Eski mekanik tam devrim kavrama makineleri güvenlik mimarisi açısından baş ağrısı yaratır. Hidrolikler conta takımları, valf aşınması ve potansiyel piston sürüklenmesi getirir. Erken dönem servo-hidrolik hibritler sizi eski sürücülerle kilitleyebilir. Bir etiket seçmiyorsunuz. Önümüzdeki beş yıl boyunca parça bulunabilirliğini seçiyorsunuz.
Bu teknik özellikleri ihaleden önce kağıt üzerinde tanımlayın. Karşınızdaki makine müzakere edilemez maddelerden birini bile karşılamıyorsa, karar çoktan verilmiştir.
Ve eğer bu kadar disiplinliyseniz, neden kaosu atlayıp bir yenilenmiş satıcıdan satın almıyorsunuz?
Sınırlı garanti bir kutsal halka değildir. Bir risk aktarımıdır — ve ince yazıları bir kuşkucu gibi okumanız gerekir.
Satıcılar genellikle makineyi çalıştırır, bariz aşınmış parçaları değiştirir, bazen boyar, bazen bir kontrolör takar. Bu, başlatma ruletini ortadan kaldırabilir. Eğer ana bileşenler için 90 gün sunuyorlarsa, bu kontenjan sütununuzdan gerçek para düşüldüğü anlamına gelir.
Ama nelerin hariç tutulduğunu sorun. Aşınan parçalar mı? Elektronikler mi? Servis için seyahat süresi mi? Eğer eski CNC bozulursa ve üretici artık desteklemiyorsa, “satış anında çalışır durumda” maddesi sizi beş haneli bir yeniden donanım maliyetinden kurtaramaz.
İşte çoğu katılımcının gözden kaçırdığı bir diğer taraf: İhalelerde bazen makineyi ham, cilasız haliyle görebilirsiniz. Koruyucular kaldırılmış, paneller açık, sızıntılar görünür. Satıcılar farkında olmadan bazı sorunları yeni boya ve düzenli kablolama altında gizleyebilir.
Bir atölyenin battığını gördüm; bir satıcının yenilemesinin yaşam döngüsü değerlendirmesi yapılmıştır sanmışlardı, oysa emniyet kontrolleri uygun değildi ve yeniden donanım maliyeti nakit rezervlerini sıfırladı.
Bu yüzden iki sayıyı karşılaştırıyorsunuz: ihale çekiçi artı hesaplanmış hayaletler, karşısında satıcı fiyatı eksi azaltılmış belirsizlik. Duygular değil. İtibar değil. Ayarlanmış toplamlar.
Bu, gerçekten önemli olan tek sayıya götürür.
Bu sizin bahis anınız.
Görünür kartlar: ihale fiyatı ve kozmetik durum. Gizli ipuçları: kızak aşınması, kontrolör yaşı, tolerans sürüklenmesi, parça desteği.
Zaten üç sütun oluşturmuştunuz — bilinen maliyetler, olası düzeltmeler, kontenjan. Şimdi bir tane daha ekleyin: en pahalı muhtemel arızanın en kötü durum düzeltmesi. Kontrolör değişimi. Büyük hidrolik revizyon. Tam güvenlik yeniden donanımı.
İşte basit atölye matematiğiyle formül:
Maksimum Teklif = (Karşılaştırılabilir Güvenilir Makinenin Piyasa Değeri)
Eğer o sayı mevcut tekliften düşükse, çekilirsin. Ne konuşma yaparsın, ne gurur yaparsın.
Ayarlanmış freninin tuttuğu kârlı bir atölye hayal et ±0.05°, operatörler kendinden emin, müşteriler sakin. Bu istikrar, ucuz bir kazançla övünmekten daha değerlidir. Filtren bu istikrarı korur.
Görünmeyen kısım mı?
Bir abkant presi satın almıyorsun. Varyansı satın alıyorsun.
Toplam risk ayarlı sayı, en kötü makul senaryodan sonra hâlâ bir pay bırakıyorsa, bir yırtıcı gibi teklif verirsin. Bırakmıyorsa, o demiri başka birinin eve sürüklemesine ve senin kaçındığın dersi öğrenmesine izin verirsin.
Yani müzayedeci tempo tutmaya başladığında ve nabzın yükseldiğinde, kendine tek bir soğuk soru sor:
Hayaletlerin fiyatını koydun mu — yoksa onların üzerine kumar mı oynayacaksın?


















