

Le vérin a fonctionné en douceur. Le palpeur arrière a bougé. L’écran s’est illuminé comme un arbre de Noël.
Puis nous avons placé une bande de test de six pieds dessous. Côté gauche plié à 82°. Côté droit à 87°. Même course. Même programme. L’arête R du poinçon supérieur usée au-delà de 0,03 mm, les glissières lâches, le châssis jamais nivelé depuis le dernier déplacement. Le taux de réussite de la première pièce aurait été inférieur à 85% les bons jours.
Mais bon — elle “s’allumait”.”
C’est l’écart que tu dois combler avant même de regarder ta pédale.
“Tel quel, où qu’il soit” ne veut pas dire “bon marché”. Ça veut dire “tu hérites de l’histoire”.”
Et la plupart de ces histoires commencent avec un propriétaire d’atelier qui avait déjà fait les calculs et n’a pas aimé la réponse.
J’ai vu un atelier faire faillite parce qu’ils ont acheté une presse hydraulique de 200 tonnes aux enchères pour ce qui semblait être une bonne affaire, pour découvrir ensuite que le châssis était hors niveau de 0,12 mm sur toute la table. Cela ne semble pas énorme jusqu’à ce que le désalignement du poinçon au-delà de 0,1 mm commence à détruire les outils et à mettre au rebut 25% de tes pièces. Ils ont passé six mois à courir après une “erreur d’opérateur” avant d’admettre que la machine était le problème. La trésorerie s’est vidée pendant qu’ils se disputaient entre eux.
Tu crois acheter du fer. Tu achètes des décisions différées.
Alors pourquoi ces machines quittent-elles vraiment l’atelier ?

Imagine un atelier rentable avec une presse parfaitement réglée maintenant ±0,05° de précision sur huit pieds. Commandes régulières. Opérateurs formés.
Pourquoi la braderaient-ils aux enchères ?
Ils ne le feraient pas.
Les liquidations arrivent pour trois raisons : faillite, pression pour améliorer ou machine qui ne peut plus répondre économiquement au travail actuel. La faillite signifie que la maintenance a été différée. La pression liée à la mise à niveau signifie que les clients exigent des tolérances plus serrées ou des changements plus rapides. “Ne peut plus répondre au travail actuel” se traduit généralement par de la dérive, une perte de répétabilité ou des limites du contrôleur qui rendent la programmation moderne pénible.
Voici maintenant la partie que personne ne dit à voix haute : les presses modernes, même les anciennes unités mécaniques ou électriques, peuvent répéter le positionnement du vérin à 0,0005”–0,001” sous charge si les glissières sont bien serrées et la machine en bon état. Donc quand la précision s’effondre, ce n’est presque jamais parce que “ancien = mauvais”. C’est parce que quelque chose s’est usé, s’est desserré ou est devenu obsolète — et quelqu’un a décidé que le réparer ne valait pas le coût.
Si cela ne valait pas le coup pour eux, pourquoi cela le vaudrait-il pour toi ?
Chaque annonce d’enchères s’enorgueillit : “ La machine s’allume. ”
Bien sûr qu’elle s’allume. C’est le seuil le plus bas du bâtiment.
Une presse plieuse peut fonctionner toute la journée et produire malgré tout une déviation angulaire systématique à cause de l’usure du poinçon dépassant 0,03 mm, du rebond élastique non corrigé dans le programme, ou d’un coulisseau qui n’est pas parallèle sous charge. Rien de tout cela ne se voit sur les photos. Et rien de cela ne se voit dans une vidéo de test de 30 secondes.
Pire encore, une machine peut être “ en état de marche ” et rester dangereuse. La tôle à haute limite d’élasticité emmagasine une énergie de retour importante. Si le rayon du poinçon est incorrect et que le contrôle du tonnage n’est pas précis, vous avez créé une catapulte en acier. Ce risque ne se manifeste pas lors d’un cycle à vide.
Alors, si “ elle s’allume ” ne dit rien sur la précision ni sur la sécurité, qu’est-ce qui influence réellement le coût ?
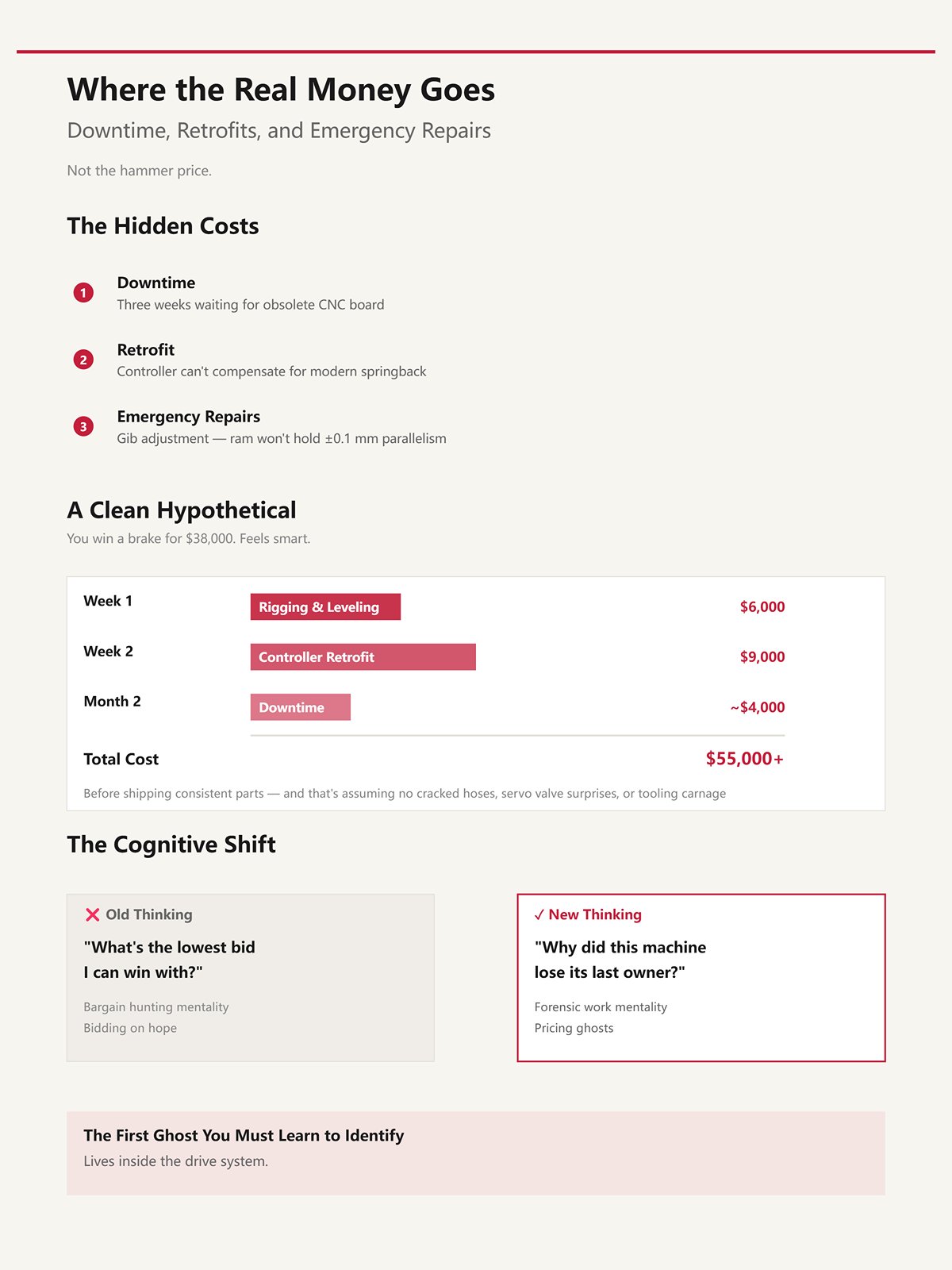
Pas le prix du marteau.
Temps d’arrêt pendant que vous attendez trois semaines une carte CNC obsolète. Une modernisation parce que le contrôleur ne peut pas compenser les nouvelles tables de rebond élastique. Un réglage d’urgence des coulisseaux parce que le coulisseau ne maintient pas un parallélisme plus serré que ±0,1 mm sur toute la table.
Prenons un scénario hypothétique simple. Vous remportez une presse plieuse pour $38 000. Impressionnant.
Semaine une : $6 000 pour le levage et le nivellement. Semaine deux : $9 000 pour la modernisation du contrôleur parce que les pièces ne sont plus fabriquées. Mois deux : deux jours d’arrêt pour corriger des incohérences d’angle dues au jeu sur les rails de guidage.
Vous dépassez les $55 000 avant de produire des pièces cohérentes — et cela en supposant pas de flexibles fissurés, pas de mauvaise surprise sur une valve servo, pas de destruction d’outillage due à une dérive de tonnage.
Le changement de mentalité nécessaire est simple : cessez de demander “ Quelle est l’offre minimale que je peux faire pour gagner ? ”
Commencez à demander “ Pourquoi cette machine a-t-elle perdu son précédent propriétaire — et combien cela va-t-il me coûter de réparer cette histoire ? ”
Parce qu’une fois que vous voyez les enchères comme un travail d’enquête plutôt qu’une chasse aux bonnes affaires, vous cessez d’enchérir sur de l’espoir et commencez à évaluer des fantômes.
Et le premier fantôme que vous feriez mieux d’apprendre à identifier vit à l’intérieur du système d’entraînement.
Vous êtes debout sur du béton froid à 9 h 12. Le commissaire-priseur transpire déjà à travers sa chemise. Devant vous : une hydraulique de 12 pieds, une électrique du milieu des années 2000 et une vieille brute mécanique à volant d’inertie qui a l’air d’avoir embouti des pièces de char dans une autre vie. Les trois “ fonctionnent ”. Les trois ont l’air correctes à trois mètres.
Alors, comment savoir laquelle est un actif récupérable — et laquelle est une taxe quotidienne sur chaque pli expédié ?
Vous commencez par observer la façon dont chaque système d’entraînement échoue en vieillissant. Pas la brochure. Le schéma d’usure. Les composants hydrauliques dérivent. Les éléments mécaniques se desserrent. Les circuits électriques deviennent silencieux juste avant de devenir coûteux. Différents fantômes. Différentes factures. Et si vous ne savez pas lire ces signes, vous ne faites que pousser des jetons dans le pot en espérant que les cartes vous apprécient en retour.
Analysons-les comme le ferait un courtier qui a dû revendre ses erreurs.
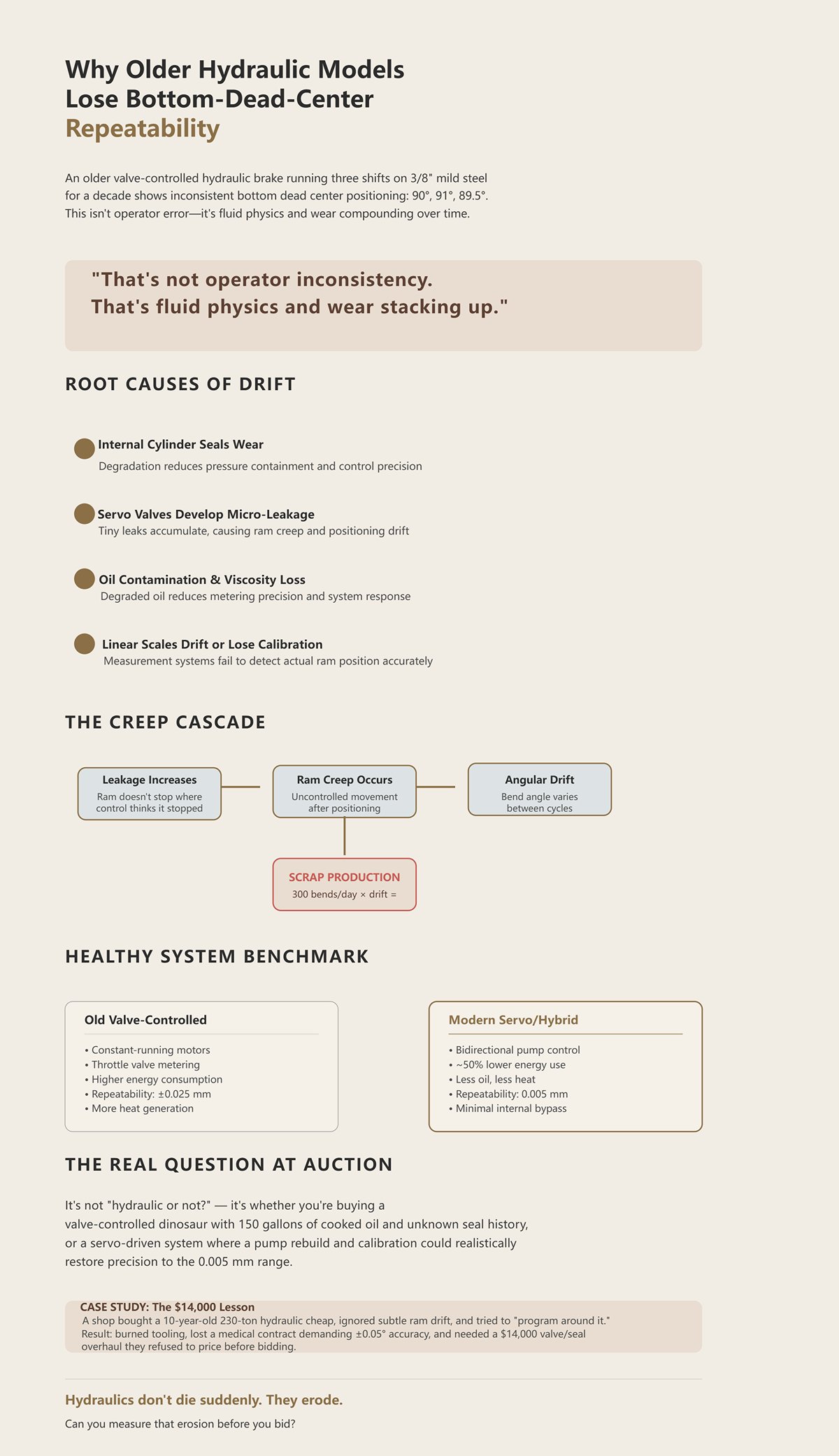
Imaginez un ancien frein hydraulique commandé par valve qui a fonctionné sur trois équipes, pliant de l’acier doux de 3/8″ pendant une décennie. Vous abaissez le vérin jusqu’au point mort bas — c’est le point le plus bas de la course où l’angle se forme. Premier coup, 90°. Deuxième coup, 91°. Troisième, 89,5°. Aucun changement de programme.
Ce n’est pas de “l’incohérence de l’opérateur”. C’est la physique des fluides et l’usure qui s’accumulent.
Les systèmes hydrauliques dépendent du volume d’huile, de la pression et du dosage précis de cette huile à travers des valves servo ou proportionnelles. Avec le temps :
Sous charge, l’huile se compresse légèrement. Lorsque les joints et les valves sont étanches, le système de contrôle compense et vous pouvez maintenir un positionnement impressionnant du vérin — j’ai vu des systèmes hydrauliques en bon état répéter dans ±0,025 mm au vérin. Mais quand les fuites augmentent, le vérin ne s’arrête pas exactement où le contrôle “pense” qu’il s’est arrêté. Il rampe.
Ce déplacement se manifeste par une variation du point mort bas. Qui se traduit par une dérive angulaire. Qui se traduit par de la ferraille.
Empilez cela sur 300 pliages par jour.
Un frein hydraulique bon marché avec un point mort bas dérivant n’est pas une bonne affaire — c’est une fuite mesurée dans votre marge.
Voici où les acheteurs naïfs se font avoir : ils supposent que “hydraulique ancien” signifie automatiquement imprécis. Pas toujours. Les systèmes modernes à pompe servo ou hybrides utilisent un contrôle bidirectionnel de la pompe plutôt que des moteurs à fonctionnement constant et des valves de régulation. Ils peuvent réduire la consommation d’énergie d’environ moitié par rapport aux anciennes hydraulique à valve et atteindre des positionnements répétitifs dans la plage de 0,005 mm lorsqu’ils sont en bon état. Moins d’huile. Moins de chaleur. Moins de contournement interne.
La vraie question à une vente aux enchères n’est donc pas “hydraulique ou non ?”
C’est : un dinosaure commandé par valve avec 150 gallons d’huile brûlée et un historique de joints inconnu — ou un système à entraînement servo où une révision de la pompe et un étalonnage pourraient réellement restaurer la précision ?
J’ai vu un atelier couler parce qu’il avait acheté bon marché un modèle hydraulique de 230 tonnes âgé de dix ans, ignoré une dérive subtile du vérin, et tenté de “programmer autour du problème”. Ils ont brûlé leurs outillages, perdu un contrat médical qui exigeait ±0,05° de précision, et ils ont accusé leur opérateur de presse plieuse jusqu’à ce qu’il démissionne. La machine avait besoin d’une révision complète de la vanne et du joint $14,000 qu’ils ont refusé de chiffrer avant de soumissionner.
L’hydraulique ne meurt pas soudainement. Elle s’érode.
Pouvez-vous mesurer cette érosion avant de soumissionner ?
Maintenant, rendez-vous du côté mécanique.
Grand volant. Embrayage. Course fixe. Quand elle se déclenche, c’est toujours pareil. Pas de compressibilité de l’huile. Pas de valve servo qui hésite. Juste de l’inertie de rotation convertie en force linéaire. Le coulisseau descend à la même profondeur, à condition que la tringlerie et les glissières ne soient pas usées au point de créer du jeu.
Vous entendrez des gens ricaner : “ Seulement ±0,5° à ±1° de précision. ”
Comparé à une hydraulique CNC réglée offrant ±0,05°, cela semble préhistorique.
Mais soyons précis.
Supposons que vous pliez des supports A36 de 1/4″ pour du matériel agricole. Tolérance indiquée sur le plan : ±1°. Gros volumes. Même pli, toute la journée. La force de travail uniforme d’une mécanique peut être d’une régularité implacable pour ce type d’ouvrage. Moins de couches électroniques. Entretien plus simple. Reconstruction facile de l’embrayage. Pas de fuites hydrauliques à traquer.
Dans cet environnement, chercher une précision de niveau électrique revient simplement à payer pour du suréquipement.
Là où les presses mécaniques deviennent problématiques, c’est en matière de polyvalence. Une course fixe signifie que vous n’avez pas de contrôle programmable fin sur la profondeur sans réglage mécanique. Pliages complexes en plusieurs étapes ? Compensation de retour élastique serrée ? Oubliez ça. Et à mesure que les axes et les bagues de la tringlerie s’usent, vous introduisez des variations angulaires qu’il est plus difficile de compenser numériquement, car il n’y a pas de couche de compensation sophistiquée.
Le jeu dans la transmission devient une erreur angulaire sur la pièce. C’est de la géométrie mécanique, pas du logiciel.
Voici le coût caché et fantôme : si votre mix de contrats change — disons que vous remportez des supports aéronautiques nécessitant ±0,25° — cette même presse mécanique n’est plus “ bon marché ”. C’est un plafond de capacité. Soit vous surpliez et compensez avec des cales comme en 1987, soit vous perdez le contrat.
Le fluage du tonnage entre aussi en jeu ici. Les presses mécaniques délivrent leur force maximale à un point précis de la course. Si l’épaisseur de votre matériau fluctue et que vous travaillez près de la capacité maximale, vous ne bénéficiez pas du contrôle de pression adaptatif qu’offrent les systèmes hydrauliques. C’est ainsi que les outils s’ébrèchent et que les opérateurs deviennent nerveux.
Donc non, ±0,5° à ±1° ne vous ruinera pas automatiquement.
Mais si vos revenus dépendent de contrats à tolérances serrées, la limitation du mécanisme n’est pas théorique. Elle est déjà intégrée dans le prix des travaux que vous ne pouvez même pas soumissionner.
Achetez-vous en fonction du travail que vous avez — ou de celui que vous essayez de décrocher ?
Passons maintenant aux modèles électriques.
Vis à billes ou systèmes servo à courroie. Pas d’huile hydraulique. Précision à entraînement direct. Silencieux. Propre. Économe en énergie. Pour des tonnages légers à moyens, ils sont magnifiques lorsqu’ils sont en bon état.
J’ai vu une presse électrique du milieu des années 2010 plier de l’inox de calibre 14 toute une matinée. Le vérin s’est arrêté comme s’il avait heurté un bloc de granit. Le butoir arrière s’est enclenché en position. La variation d’angle sur une pièce de 1,80 m est restée dans ±0,1° sans incident. Ce type de répétabilité réduit le temps d’inspection de la première pièce, les reprises et la surveillance de l’opérateur.
C’est de l’argent réel.
Mais les modèles électriques vieillissants ont leurs propres fantômes. Les vis à billes s’usent. Les servomoteurs perdent la précision de leurs encodeurs. Les variateurs deviennent obsolètes. Et lorsqu’une carte de commande propriétaire tombe en panne, vous ne reconstruisez pas une valve hydraulique $600 — vous priez pour que le fabricant réponde encore au téléphone.
Alors, quand faut-il soumissionner agressivement ?
Lorsque trois conditions convergent :
Si le jeu est minimal et que la commande est réactive et actualisée, une machine électrique vieillissante peut surpasser une hydraulique à valves plus ancienne en matière de précision et de coût énergétique, avec moins de variables à gérer. Dans des environnements à forte mixité et à tolérances serrées, cette stabilité se traduit directement par un rendement de première passe plus élevé et un temps de réglage réduit.
C’est à ce moment-là qu’une guerre d’enchères n’est pas émotionnelle. Elle est stratégique.
Mais voici le piège — et c’est là que les apprentis font exploser le budget — le type d’entraînement à lui seul ne détermine plus la durabilité. Les systèmes électro-hydrauliques hybrides associent la précision du servo à la puissance hydraulique. Certains surpassent les systèmes purement électriques en polyvalence et les purs hydrauliques en efficacité.
Donc, si les systèmes d’entraînement vieillissent de façon prévisible — dérive, jeu, backlash — et que les hybrides brouillent les frontières, quel est le seul composant qui détermine en fin de compte si ces péchés mécaniques peuvent être corrigés… ou restent figés pour toujours ?
Le seul composant qui décide si les erreurs liées au vieillissement peuvent être corrigées ou figées à jamais ?
Le contrôleur.
Peu importe qu’il soit hydraulique, électrique, hybride ou alimenté par un hamster sous caféine. Si le CNC ne peut pas lire les retours, commander une correction proportionnelle et rester réparable dans cinq ans, vous n’achetez pas une presse plieuse — vous achetez un vérin à course fixe avec des opinions.
Le printemps dernier, j’étais dans un entrepôt, fixant une plieuse européenne de 175 tonnes. La peinture encore brillante. Les glissières propres. Le vérin se déplaçait avec douceur. L’écran s’est allumé. Mais eh bien — elle “s’allumait”. C’est le mensonge dans lequel les gens tombent. Le propriétaire a chuchoté : “Le contrôleur est un peu capricieux.” Traduction : panne de démarrage intermittente, perte de communication du butoir arrière en plein cycle, correction d’angle désactivée parce que la carte codeur avait été contournée.
Le type d’entraînement n’avait plus d’importance. Sans une commande en bon état, aucun des péchés mécaniques ne pouvait être corrigé. L’avenir de la machine n’était pas inscrit dans les fuites d’huile ou l’usure des vis à billes — il était inscrit dans le silicium.
Alors on ne demande pas : “Est-ce hydraulique ou électrique ?”
On demande : “Le cerveau est-il en vie — et puis-je le maintenir en vie ?”
Passons au concret.
Une carte mère CybTouch 15 de 15 ans est encore disponible neuve pour environ $1 375. Les écrans et panneaux avant dépassent les deux mille. Cela surprend les apprentis. Ils supposent que “propriétaire” signifie disparu. Parfois, ce n’est pas le cas.
Mais voici le piège : la disponibilité des pièces n’est pas synonyme de durabilité du système.
Si ce contrôleur communique proprement avec des valves servo ±10 VDC, lit les règles linéaires et boucle la régulation assez vite pour maintenir ±0,05° de précision, vous avez quelque chose qui vaut la peine d’être préservé. Remplacez une carte, recalibrez, et vous reprenez la production.
Mais supposons que le fabricant d’origine ait abandonné l’amplificateur servo qui fait l’interface entre le CNC et le bloc de valves. La carte mère peut être disponible — la couche d’intégration, non. Vous entrez alors dans le territoire du rétrofit.
J’ai vu un atelier remplacer un contrôle de butée arrière Automec défectueux par un système portable $158 avec ordinateur portable et moteur pas à pas. Pour le positionnement X uniquement, ça fonctionnait. Victoire bon marché.
Puis ils ont essayé la même logique sur un axe de vérin nécessitant un contrôle de valve analogique et un retour codeur. Mach3 ne parle pas couramment le servo industriel. La plieuse est devenue une machine à deviner. Dérive d’angle. Enfoncements incohérents. Tas de chutes. Soudain, ce “rétrofit économique” a nécessité un kit en boucle fermée à $15 000 avec nouveaux variateurs et règles pour la rendre sûre en production.
J’ai vu une entreprise fermer parce qu’elle avait acheté une plieuse de 200 tonnes des années 1990 à bas prix, en pensant qu’ils allaient “simplement rétrofiter la commande.” Une fois les servomoteurs, les règles et le câblage de l’armoire remplacés, ils étaient à $28,000 sur une machine qui en valait $35,000 les bons jours. Ils ont traqué des erreurs fantômes pendant huit mois pendant que leurs concurrents expédiaient des pièces.
La question n’est pas de savoir si une carte mère existe.
C’est de savoir si tout l’écosystème de rétroaction — règles, entraînements, interfaces de valves, micrologiciels — peut être maintenu sans transformer la machine en projet scientifique.
Si le contrôleur ne peut pas corriger l’usure, vous êtes coincé avec la vérité mécanique que la fonte vous impose. Ce qui nous amène au chiffre qui séduit les débutants aux enchères : le tonnage.
Une plaque indique : 230 tonnes, 12 pieds.
Ça sonne comme de l’autorité.
Imaginez maintenant le pliage de l’AR400 de 1/2″ sur une longueur de 10 pieds. Haute résistance à la traction. Tolérance minimale. Vous travaillez près de la capacité nominale. Sur le papier, 230 tonnes vous couvrent.
Mais le tonnage nominal est calculé à une distance spécifique du bas de la course — souvent à 1/2″ au-dessus du point mort — et suppose généralement de l’acier doux. Changez la largeur de la matrice en V, changez la résistance à la traction du matériau, changez la longueur du pli, et ce chiffre varie rapidement.
C’est là que les coûts fantômes s’infiltrent.
Si votre contrôleur ne peut pas compenser la flexion du bâti — pas de contrôle de bombage, pas de rétroaction d’angle en temps réel — votre presse “230 tonnes” peut ne fournir des résultats cohérents que sur 8 pieds de votre pièce de 10 pieds. Le reste devient une ville de cales. C’est ce qu’on appelle la dérive de tonnage : courir après une force théorique parce que votre commande ne peut pas la répartir ou la surveiller correctement.
Imagine un atelier rentable avec une presse parfaitement réglée maintenant Précision ±0,25° sur 10 pieds. Ils ne se vantent pas de tonnage. Ils se vantent de reproductibilité sous charge.
Un contrôleur faible transforme un tonnage élevé en force brute. Un contrôleur performant transforme un tonnage modéré en précision.
Quel chiffre vous fait réellement gagner de l’argent ?
Et cela suppose même que la géométrie vous permette de réaliser la pièce en premier lieu.
| Sujet | Détails |
|---|---|
| Tonnage sur le papier vs. capacité utilisable | Le tonnage nominal n’est pas toujours égal à la capacité de pliage réelle pour votre matériau et votre configuration spécifiques. |
| Évaluation de la plaque de la machine | Une plaque indique : 230 tonnes, 12 pieds — cela sonne autoritaire. |
| Scénario réel | Le cintrage de 1/2″ AR400 sur 10 pieds implique une résistance à la traction élevée et une tolérance minimale, fonctionnant près de la capacité nominale. |
| Hypothèses de tonnage nominal | Calculé à une distance spécifique du bas de la course (souvent 1/2″ au-dessus du point mort) et suppose généralement de l’acier doux. |
| Variables qui modifient la capacité | Changer la largeur du V-die, la résistance à la traction du matériau ou la longueur du pli modifie rapidement les exigences réelles en tonnage. |
| Coûts cachés (fantômes) | Des écarts de capacité apparaissent lorsque la machine et le contrôleur ne peuvent pas maintenir des performances constantes sur toute la longueur. |
| Compensation de la flèche | Sans contrôle du bombage ni retour d’angle en temps réel, une presse “ 230 tonnes ” peut ne fournir des résultats constants que sur 8 des 10 pieds. |
| Dérive du tonnage | Poursuite de la force théorique parce que le système de commande ne peut pas correctement distribuer ou surveiller la charge. |
| Exemple d’atelier rentable | Les ateliers maintenant une précision de ±0,25° sur 10 pieds se concentrent sur la répétabilité sous charge, et non simplement sur le tonnage. |
| Impact du contrôleur | Un contrôleur faible transforme un tonnage élevé en force brutale ; un contrôleur performant transforme un tonnage modéré en précision. |
| Question de rentabilité | Quel chiffre vous rapporte réellement de l’argent — le tonnage brut ou la précision contrôlée ? |
| Limitation de la géométrie | Même un tonnage suffisant suppose que la géométrie de la pièce permette d’effectuer le pli en premier lieu. |
J’ai vu un acheteur remporter une presse plieuse de 150 tonnes pour une bouchée de pain. Milieu des années 2000. Bonne marque. Hydraulique propre. Il prévoyait de plier de hautes sections de boîte pour des panneaux architecturaux.
Il n’a jamais vérifié le dégagement.
Le dégagement est la distance entre le lit et le coulisseau en position complètement ouverte. La hauteur fermée est la distance minimale en bas de la course. La course du coulisseau est la distance qu’il parcourt réellement. Ces trois chiffres déterminent si vos outils et votre pièce rentrent physiquement dans la machine.
Sa presse avait 18 pouces de dégagement. L’empilement d’outillage prévu pour la boîte nécessitait 21.
Peu importe à quel point la machine est récente. Peu importe si le contrôleur est moderne. Le métal ne peut pas s’étirer.
Maintenant, reliez cela à l’état du contrôle.
Si la course du coulisseau est limite, un contrôleur intelligent peut parfois optimiser la vitesse d’approche, les zones de ralentissement et la position du point mort inférieur pour gagner un espace de formage utile tout en maintenant ±0,1 mm de répétabilité en profondeur. Si le contrôleur est obsolète et rudimentaire, vous obtenez une logique d’approche fixe et un positionnement grossier. Enveloppe utile réduite. Plus de compromis lors de la mise en place.
L’âge ne dicte pas la capacité.
La géométrie et la contrôlabilité, oui.
Alors, avant de lever votre palette, mesurez le dégagement. Confirmez la hauteur fermée. Vérifiez la course. Ensuite, interrogez le contrôleur comme s’il vous devait de l’argent.
Parce qu’une fois la peinture, les étiquettes de transmission et le tonnage des brochures retirés, il reste une vérité brutale :
Si le CNC ne peut pas lire, calculer et commander des corrections — et si vous ne pouvez pas maintenir ce cerveau en vie — toutes les autres spécifications de cette machine ne sont que des cartes visibles sur une table de poker.
La main cachée reste le contrôleur.
Et la prochaine question n’est pas “Est-ce qu’elle est bonne ?”
C’est “Comment puis-je le prouver avant d’enchérir ?”
Le printemps dernier, je me suis tenu devant une presse plieuse de 10 pieds et de 175 tonnes lors d’une prévisualisation d’enchères. Peinture fraîche. Essuie-mains neufs. Le coulisseau se déplaçait en douceur. Mais lorsque j’ai fixé un comparateur sur le lit et appuyé à la main sur la poutre du butée arrière, l’aiguille a bougé de 0,012″ avant que le servomoteur ne réagisse.
Le vendeur a dit : “ Le contrôleur va bien. Il démarre. ”
Mais bon — elle “s’allumait”.”
Si la santé du contrôleur est la main cachée à la table de poker, voici comment lire les signes avant de pousser vos jetons. Vous ne faites pas confiance à l'écran. Vous testez la boucle de rétroaction. Vous chargez la structure. Vous mesurez ce qui bouge alors que ça ne devrait pas.
Les photos montrent la peinture et le tonnage. Elles ne montrent pas le jeu perdu entre une vis à billes et son écrou, ou un bélier qui a heurté le fond tant de fois que les guides sont évasés. Si le contrôleur ne peut ni voir ni corriger ces erreurs assez vite pour maintenir ±0,05° de précision la précision sous charge, votre prix marteau n’est que la mise d’entrée.
Alors, comment vérifier cela avant d’enchérir ?
Vous construisez une matrice — usure des outils, jeu des axes, véracité hydraulique — et vous mesurez au lieu de deviner.
Approchez-vous de l’ensemble poinçon–matrice. Ignorez les taches de rouille. Observez le motif d’usure.
J’ai déjà retiré une matrice segmentée à quatre voies d’une machine et découvert que les 90 cm centraux étaient polis comme du chrome, tandis que les sections extérieures portaient encore les marques de meulage d’usine. Cela vous dit que les opérateurs travaillaient toujours au centre du banc. Des travaux à fort tonnage répétés dans une seule zone. C’est la dérive du tonnage sous forme physique.
Maintenant, demandez-vous pourquoi.
Si le contrôleur et le système de compensation étaient sains, la flèche sur 3 m serait corrigée. Les pièces seraient formées sur toute la longueur. Usure uniforme. Quand vous voyez une brillance localisée, vous lisez l’une de deux histoires : soit l’atelier n’a plié que de petites pièces, soit les extrémités ne tenaient pas l’angle dans la tolérance et les opérateurs les ont évitées.
Voilà votre croisée des chemins.
Descendez le bélier sur des cales parallèles placées sur le banc. Mettez un comparateur 0,0005″ à gauche, au centre et à droite. Amenez le bélier en léger contact, puis augmentez la pression progressivement. Observez la déviation. Un contrôle moderne avec règles linéaires en bon état devrait corriger dynamiquement la déformation du bâti. Si vous voyez une extrémité accuser un retard sans compensation, la boucle de rétroaction ne se ferme pas comme l’écran le prétend.
Et voici le secret peu reluisant : les contrôleurs multiaxes haut de gamme peuvent masquer les péchés structurels. Ils corrigent automatiquement la profondeur pour atteindre l’angle, même si le bélier est légèrement de travers. Vous obtiendrez des pièces conformes — pendant un certain temps. Mais cette correction constante accélère l’usure des guides et réduit la durée de vie des valves. Le contrôleur devient une béquille pour un bâti fatigué.
J’ai vu un atelier faire faillite parce qu’il faisait confiance à un CNC haut de gamme pour “ gérer ça ”. La machine tenait l’angle — jusqu’à ce que la règle linéaire tombe en panne et que personne ne remarque que le bélier était mécaniquement hors parallélisme de 0,3 mm sur toute la table. Quand l’encodeur de secours a pris le relais, les rebuts ont doublé du jour au lendemain.
L’usure des outils est le premier indice. Elle pose une question directe : cette presse est-elle droite parce qu’elle est en bonne santé — ou droite parce que le logiciel compense à fond ?
Fixez maintenant ce comparateur sur le doigt du butoir arrière. Mettez-le à zéro. Poussez et tirez le long de l’axe X à la main, servos activés.
Sur un système serré, vous pourriez observer un mouvement élastique de 0,001″ à 0,003″ — torsion de la vis à billes et conformité du servo. C’est normal. Quand vous voyez 0,010″ à 0,020″ avant que la résistance n’apparaisse, vous observez du jeu ou des paliers linéaires usés.
C’est là que les débutants se trompent.
Un butoir motorisé à axe unique (X uniquement) avec positionnement manuel des doigts peut toujours produire de bonnes pièces si l’opérateur connaît ses décalages. Le jeu dans le chariot du doigt n’est pas toujours fatal. Mais le jeu entre le moteur et la vis ? C’est une erreur cumulative que le contrôleur doit compenser à chaque cycle.
Commande 10,000″. Mesurez la position d’arrêt réelle dix fois. Si l’écart dépasse ±0,1 mm de répétabilité sans contact avec le matériau, l’axe n’est pas stable. Le contrôleur peut afficher des chiffres parfaits tandis que l’empilement mécanique — accouplement, roulement de poussée, écrou à billes — flotte.
Et souvenez-vous : les jauges multi-axes (X, R, Z1, Z2) introduisent plus de roulements, plus de vis, donc plus de risques d’erreur d’empilement. Elles sont fantastiques quand elles sont en bon état. Elles deviennent des tueuses de budget quand elles sont fatiguées.
J’ai vu des acheteurs supposer “ c’est du CNC, donc c’est précis ”. Puis ils découvrent que la vis à billes de l’axe X a un jeu axial mesurable et que le fabricant d’origine a cessé de produire l’ensemble écrou apparié. Vous voilà dans l’usinage sur mesure ou la remise à niveau complète.
Alors, qu’est-ce qui est acceptable ?
Si le jeu de l’axe peut être corrigé au niveau de l’écrou et des roulements de poussée, et que vous pouvez restaurer la répétabilité dans ±0,05 mm sur toute la course, vous êtes en territoire maintenance. Si la vis est piquée, les rails écrasés (« brinelled »), et que les tables de compensation sont saturées juste pour atteindre le nominal — vous êtes face à une reconstruction.
Et vous ne verrez rien de tout cela sur une photo d’enchère.
Placez-vous derrière la machine pendant un cycle. Écoutez.
Un système hydraulique sain produit un son de charge constant. Si vous entendez des variations près du point mort bas, cela peut signifier un contournement interne dans les joints du vérin. Le vérin bouge toujours. Il ne maintient simplement pas la pression de façon constante en phase de maintien.
Placez maintenant le vérin en bas avec une pression modérée et observez l’affichage de position. Si la dérive dépasse 0,02 mm sur 10 à 15 secondes sans ordre de commande, le fluide s’échappe quelque part. Le contrôleur peut corriger — si les valves et les échelles réagissent assez vite. Sinon, vous obtenez une perte d’angle lors des pliages longs.
Vérifiez les guides. Recherchez des marques d’usure inégales ou des rayures. Un jeu excessif ici permet au vérin de pivoter sous des charges asymétriques. Le contrôleur peut compenser d’un côté à l’aide d’un contrôle Y1/Y2 indépendant, mais cela suppose que les règles linéaires soient fiables et que les servo-valves réagissent proprement à des signaux ±10V sans hystérésis.
Puis, il y a la compensation (« crowning »).
Les systèmes à cales manuelles s’usent aux points de contact. La compensation CNC utilise de petits moteurs ou de l’hydraulique pour pré-courber le bâti. Si le mécanisme de compensation coince ou présente des zones mortes, le modèle de déflexion du contrôleur devient fictif. Vous corrigerez l’angle sur toute la longueur avec des cales, comme en 1985.
Et voici la vérité façon table de poker : chacun de ces défauts peut coexister avec un écran qui semble parfait et un vérin qui cycle en douceur à vide.
La matrice d’inspection vous oblige à corréler trois éléments : la position commandée, le mouvement mesuré et la réaction structurelle sous pression. Si ces éléments ne concordent pas mécaniquement — et non numériquement — vous n’achetez pas une bonne affaire. Vous achetez de la physique différée.
Ainsi, une fois que vous avez mesuré le jeu, cartographié l’usure et observé le vérin maintenir — ou ne pas maintenir — sa position, la question suivante n’est pas “ Est-ce qu’il fonctionne ? ”
C’est “ Combien cela va-t-il me coûter pour le rendre honnête ? ”
Vous avez mesuré l’usure. Vous avez vu le vérin lutter contre lui-même sous charge. Maintenant, la seule question qui compte est celle-ci : quel chiffre inscrivez-vous sur votre carte d’enchérisseur pour ne pas incendier votre budget de fonctionnement ?
Voici comment convertir la vérité mécanique en dollars.
Pensez au prix du marteau comme à la valeur faciale d’une main de poker. La peinture et la démonstration “ sous tension ” sont les cartes visibles. Le vrai jeu, ce sont les signes révélateurs — latence d’entraînement, obsolescence du contrôleur, dérive sous pression — et chaque signe a un prix si vous prenez la peine de le comptabiliser. Vous n’achetez pas du fer. Vous achetez le coût de rendre ce fer capable de plier des pièces dès ±0,05° de précision le premier jour.
Oubliez un seul fantôme, et “ l’affaire ” n’en est plus une.
Commencez par les choses ennuyeuses. Elles ne le sont jamais quand la facture arrive.
Une presse plieuse de 120 tonnes ne se téléporte pas de la salle des ventes à votre atelier. Vous payez des grutiers, des grues, des permis, des plateaux, des extensions d’assurance, et le plaisir de regarder un cariste avancer centimètre par centimètre devant votre encadrement de porte avec 8 tonnes de responsabilité suspendues dans les airs. Puis il y a votre sol. Si votre dalle fait 10 cm et que la machine en veut 20 avec armature et plots de scellement, vous couperez du béton avant de couper du métal.
Cas hypothétique, mais fréquent : vous “ décrochez ” une presse pour $40 000 sous le marché. Le levage et le transport coûtent $12 000. Le re-câblage électrique et la conversion de phase coûtent $6 000. De nouveaux ancrages, du coulis et un week-end d’arrêt pour couler et sécher ? Encore $8 000 entre main-d’œuvre et production perdue. Votre gain de $40 000 vient de se réduire à $14 000 — et nous n’avons pas encore touché aux entrailles de la machine.
Le glissement de tonnage est le tueur silencieux ici. Vous achetez une presse plus grosse que nécessaire parce qu’elle semble offrir une marge. Maintenant, il faut un levage plus lourd, plus de renfort au sol, peut-être un transformateur plus grand. Une capacité que vous ne facturez jamais, mais que vous payez toujours à déplacer.
J’ai vu un atelier faire faillite parce qu’il a chassé le tonnage en salle des ventes, puis a découvert que son bâtiment ne pouvait légalement supporter la charge ponctuelle sans travaux structurels qu’il ne pouvait pas financer.
Alors avant d’enchérir, construisez une ligne logistique comme si la machine était déjà à vous. Si le rabais disparaît sur le papier, il disparaîtra encore plus vite dans la réalité.
Et si vous dépensez déjà cet argent pour la faire venir, que se passe-t-il quand l’OSHA entre et regarde les dispositifs de protection ?
Les annonces de vente aux enchères adorent la phrase “ comprend des barrières immatérielles ”.”
Cette phrase peut signifier “ mise à niveau de sécurité gratuite ”. Elle peut aussi signifier “ ferraille coûteuse ”.”
Si la presse est équipée d’un embrayage mécanique à révolution complète — courant sur les machines anciennes — les barrières immatérielles ne peuvent légalement pas servir de seul dispositif de protection à la zone de travail selon les normes modernes. Ce n’est pas un simple ajustement. C’est une incompatibilité fondamentale entre le type d’entraînement et la méthode de protection. Vous ne déplacez pas des capteurs. Vous concevez une architecture de sécurité différente.
Même sur les machines hydrauliques, le positionnement compte. La règle constante de la vitesse manuelle impose un éloignement minimal des rideaux par rapport à la zone de danger. Trop proches, vous échouez à l’inspection. Suffisamment éloignés pour réussir, et vous risquez d’entraver le travail sur petites pièces à moins de repenser les outillages ou d’ajouter une protection secondaire. Votre configuration “ conforme ” devient alors un goulet d’étranglement pour la productivité.
Et la productivité a un coût.
Les anciens rideaux certifiés selon des normes obsolètes peuvent nécessiter une validation tierce pour prouver qu’ils ne tomberont pas en panne en situation dangereuse sous bruit électrique. Si vous ne pouvez pas documenter votre diligence raisonnable et que quelqu’un se blesse, le calcul judiciaire dépasse largement le calcul à la revente.
J’ai vu un atelier faire faillite parce qu’il pensait “ il y a des rideaux lumineux, donc nous sommes couverts ”, pour découvrir lors d’un audit client que leurs dispositifs de sécurité étaient non conformes et inassurables tant qu’ils n’étaient pas remplacés.
Évaluez-le ainsi : système complet de rideaux lumineux modernes, intégration relais ou PLC de sécurité, câblage, programmation, validation, documentation et formation. Si le total vous met mal à l’aise, tant mieux. Ce malaise, c’est l’honnêteté.
Parce que les temps d’arrêt les plus coûteux ne se produisent pas pendant l’installation.
Ils surviennent quand vous enclenchez le disjoncteur pour la première fois.
Voici le fantasme : le vérin fonctionnait parfaitement à la vente. Vous le déchargez, le câblez, appuyez sur “ start ”, et vous pliez dès lundi.
Voici la réalité : mais bon — il “ s’allumait ”.”
Les échecs de démarrage ne sont pas des explosions spectaculaires. Ce sont des refus silencieux. Un servo-variateur se met en défaut sous charge. Une ancienne CN s’allume, puis affiche une erreur de paramètre parce que sa mémoire alimentée par batterie est morte pendant le transport. Une valve proportionnelle colle après six mois à sec. Rien de tout cela n’apparaît lors d’un essai de cinq minutes.
Vous attribuez donc un chiffre au risque.
Si votre atelier facture 5 000 € par jour sur cette cellule et qu’un échec au démarrage coûte deux semaines entre dépannage, approvisionnement en pièces et interventions techniques, cela représente 50 000 € de coût d’opportunité. Ajoutez les tarifs d’urgence des techniciens et les expéditions express. Votre presse « bon marché » réclame déjà son tribut avant d’avoir produit la moindre pièce vendable.
C’est là que vous cessez de penser comme un enchérisseur et commencez à penser comme un courtier. Vous créez trois colonnes avant le jour de la vente :
Ajoutez-les au prix marteau. Cette somme constitue votre véritable coût d’acquisition.
Alors — et seulement alors — décidez de votre enchère maximale en vous posant une question brutale : à ce coût total, cette machine est-elle encore rentable comparée à l’achat d’un modèle plus récent ou à l’abstention ?
Si la réponse est oui, enchérissez fermement et dormez tranquille. Si la marge est faible, enchérissez prudemment. Si les fantômes mangent le profit avant la première pliure, gardez la main baissée.
Parce que gagner l’enchère est facile.
Gagner après le départ du camion, c’est la partie qui compte.
On ne vérifie pas les risques cachés avec de l’optimisme. On les vérifie avec une liste de contrôle et un chronomètre.
Le jour de la vente aux enchères, vous n’êtes pas là pour admirer la peinture. Vous êtes là pour forcer la machine à dire la vérité sous charge. Faites-la tourner à chaud, pas une seule fois, mais dix fois. Pliez du matériau réel, pas de l’air. Mesurez l’angle aux deux extrémités du banc. Si vous voyez une déviation qui dépasse ±0,5° sur une simple flexion à 90° sans ajustement de courbure, vous êtes face à de l’usure, une dérive de compensation ou une dégradation de la programmation. Ce n’est pas cosmétique. C’est la marge qui s’échappe, un degré à la fois.
Apportez un comparateur. Vérifiez la répétabilité de la butée arrière. Si elle dérive de plus de ±0,1 mm au fil des mouvements répétés, vous observez un jeu sur les rails de guidage ou une usure de la vis à billes qui ne se réparera pas seule. Un mauvais alignement du poinçon supérieur à 0,1 mm suffit à générer un flux constant de rebuts, surtout sur des tôles fines où le retour élastique est déjà une lutte serrée. Vous vérifiez en mesurant, pas en demandant au commissaire-priseur si “ elle tournait la semaine dernière ”.”
J’ai vu un atelier faire faillite parce qu’ils avaient fait confiance à une démonstration de cinq minutes, pour découvrir après la livraison que la déviation angulaire dépassait ±1,5° une fois l’huile chauffée — le taux de réussite des premières pièces est tombé sous 85%, et le client n’a pas attendu la reconstruction.
Ainsi, le filtre commence avant l’émotion. Vous définissez ce que “ acceptable ” signifie en chiffres, et si la machine ne peut pas les atteindre sur le terrain, vous n’enchérissez pas.
Mais quels sont exactement ces chiffres pour votre atelier ?
Les spécifications minimales viables ne sont pas les plus gros chiffres du dépliant. Ce sont les plus petits chiffres qui maintiennent vos contrats en vie.
Le tonnage d’abord. Calculez-le à partir de votre travail régulier le plus épais, pas de la pièce monstrueuse annuelle. Ajoutez ensuite une marge pour la variance du matériau — appelez cela de la réserve pratique, pas de la réserve d’ego. Le glissement de tonnage est réel ; une presse plieuse de 200 tonnes exige une manutention plus lourde, une dalle plus épaisse, un service plus grand. Si votre production se situe autour de 120 tonnes, acheter 300 parce que “ c’est une bonne affaire ” revient à payer un loyer pour une capacité vide.
La longueur du banc dépend du mélange de pièces. Si 80% de vos travaux tient dans 8 pieds, un banc de 12 pieds est du poids mort à moins que vous ne vendiez activement des pièces plus longues. Les bancs plus longs amplifient aussi les problèmes de déflexion ; les systèmes de compensation et l’usure du châssis deviennent plus critiques à mesure que la largeur augmente.
La précision est là où les amateurs se mentent à eux-mêmes. Si vous maintenez une tolérance architecturale à ±1°, très bien. Si vous visez le médical ou l’aéronautique à ±0,05° de précision, la norme d’inspection change complètement. Vous vérifiez alors le retour du codeur, la réponse de la valve proportionnelle hydraulique et la dérive thermique. Une presse plieuse qui “ tient 90° toute la journée ” ne signifie rien sans une bande de tolérance associée.
Le type d'entraînement détermine votre courbe de maintenance future. Les anciennes machines à embrayage mécanique à révolution complète apportent des casse-têtes en matière d’architecture de sécurité. L’hydraulique entraîne des kits de joints, de l’usure de valves et un risque potentiel de dérive du vérin. Les premiers hybrides servo-hydrauliques peuvent vous piéger avec des entraînements obsolètes. Vous ne choisissez pas une étiquette. Vous choisissez les cinq prochaines années de disponibilité des pièces.
Définissez ces spécifications sur papier avant la vente aux enchères. Si la machine devant vous manque ne serait-ce qu’un seul élément non négociable, la décision est déjà prise.
Et si vous êtes aussi discipliné, pourquoi ne pas éviter le chaos et acheter auprès d’un revendeur reconditionné ?
Une garantie limitée n’est pas une auréole. C’est un transfert de risque — et vous devez lire les petits caractères comme un cynique.
Les revendeurs mettent souvent la machine sous tension, remplacent les pièces d’usure évidentes, parfois la repeignent, parfois installent un nouveau contrôleur. Cela peut éliminer la roulette du démarrage. S’ils offrent 90 jours sur les composants majeurs, c’est de l’argent réel à soustraire de votre colonne de contingence.
Mais demandez ce qui est exclu. Les pièces d’usure ? L’électronique ? Le temps de déplacement pour le service ? Si le CNC d’origine tombe en panne et que le fabricant ne le soutient plus, une clause “fonctionnel au moment de la vente” ne vous sauvera pas d’une modernisation à cinq chiffres.
Voici le revers que la plupart des enchérisseurs ignorent : les ventes aux enchères vous permettent parfois de voir la machine dans son état brut, non verni. Protections retirées, panneaux ouverts, fuites visibles. Les revendeurs peuvent, sans le vouloir, masquer des problèmes sous une couche de peinture et un câblage soigné.
J’ai vu un atelier faire faillite parce qu’il pensait qu’un reconditionnement par un revendeur signifiait qu’une évaluation du cycle de vie avait été faite, pour découvrir ensuite que les dispositifs de sécurité n’étaient pas conformes et que le coût du rééquipement avait anéanti leur réserve de trésorerie.
Vous comparez donc deux chiffres : le prix d’enchère plus les fantômes quantifiés, contre le prix du revendeur moins l’incertitude réduite. Pas des sentiments. Pas une réputation. Des totaux ajustés.
Ce qui mène au seul chiffre qui compte réellement.
C’est votre moment de poker.
Cartes visibles : prix d’enchère et apparence. Indices cachés : usure du rail, âge du contrôleur, dérive des tolérances, disponibilité des pièces.
Vous avez déjà créé trois colonnes — coûts connus, corrections probables, contingence. Ajoutez-en une autre : la correction du pire scénario pour la défaillance plausible la plus coûteuse. Remplacement du contrôleur. Révision hydraulique majeure. Rétrofit complet de sécurité.
Voici la formule en mathématiques d’atelier simples :
Offre maximale = (Valeur marchande d’une machine fiable comparable)
Si ce chiffre est inférieur à l’enchère actuelle, vous partez. Pas de discours. Pas d’orgueil.
Imagine un atelier rentable avec une presse parfaitement réglée maintenant ±0,05°, opérateurs confiants, clients sereins. Cette stabilité vaut plus que de se vanter d’une victoire à bas prix. Votre filtre protège cette stabilité.
La partie non évidente ?
Vous n’achetez pas une presse plieuse. Vous achetez de la variance.
Si le chiffre total ajusté selon le risque laisse encore une marge après le scénario raisonnablement le plus laid, vous enchérissez comme un prédateur. Si ce n’est pas le cas, laissez quelqu’un d’autre ramener ce morceau de fer à la maison et apprendre la leçon que vous venez d’éviter.
Alors, lorsque le commissaire-priseur commence à chanter et que votre pouls s’accélère, posez-vous une question froide :
Ai-je évalué les fantômes — ou suis-je sur le point de parier sur eux ?


















