

Ползун двигался плавно. Задний упор передвигался. Экран засветился, как рождественская елка.
Потом мы подложили под него испытательную полосу длиной 6 футов. Левая сторона согнута на 82°, правая — на 87°. Один и тот же ход. Та же программа. Верхний пуансон с радиусом угла изношен более чем на 0,03 мм, направляющие люфтят, рама после последнего переноса никогда не выравнивалась. Доля прохождения первой детали была бы ниже 85 % даже в удачный день.
Но знаете — “оно ведь включается”.”
Вот зазор, который нужно устранить, прежде чем вообще смотреть на свою педаль.
“Как есть, где есть” не значит “дешево”. Это значит: “ты наследуешь всю историю”.”
А большинство этих историй начинается с владельца мастерской, который уже посчитал и не понравился ответ.
Я видел, как мастерская обанкротилась после покупки 200‑тонного гидравлического пресса на аукционе по цене, казавшейся выгодной, — только чтобы обнаружить, что рама имеет перекос 0,12 мм по всей длине стола. Звучит немного, пока несовпадение пуансона более 0,1 мм не начинает “съедать” оснастку и браковать 25 % деталей. Полгода они списывали всё на «ошибку оператора», прежде чем признали, что проблема в станке. Денежный поток истощался, пока они спорили сами с собой.
Вы думаете, что покупаете железо. На самом деле вы покупаете отложенные решения.
Так почему же эти станки на самом деле уходят с производства?

Представьте прибыльную мастерскую, где отрегулированный пресс обеспечивает точность ±0,05° на длине 8 футов. Заказы стабильны. Операторы обучены.
Зачем им сдавать его на аукцион?
Не стали бы.
Ликвидации происходят по трём причинам: банкротство, давление на модернизацию или станок, который экономически больше не справляется с текущей работой. Банкротство означает, что обслуживание откладывалось. Давление на модернизацию — что клиенты требуют более жёстких допусков или более быстрых переналадок. “Не справляется с текущей работой” обычно означает уход параметров, потерю повторяемости или ограничения контроллера, из‑за которых современное программирование превращается в мучение.
А теперь то, о чём никто не говорит вслух: современные прессы, даже старые механические или электрические, могут повторять положение ползуна с точностью 0,0005–0,001 дюйма под нагрузкой, если направляющие затянуты и станок исправен. Так что когда точность рушится, дело редко в том, что ”старое значит плохое”. Просто что‑то износилось, разболталось или устарело — и кто‑то решил, что ремонт не окупится.
Если это не окупилось для них, почему окупится для вас?
Каждое объявление на аукционе хвастается: “Машина включается”.”
Разумеется, включается. Это самый низкий порог в этом здании.
Тормоз может работать целый день и всё равно давать систематическое угловое отклонение из-за износа штампа свыше 0,03 мм, неучтённого возврата в программе или ползуна, который не параллелен под нагрузкой. Ничего из этого не видно на фотографиях. Ничего из этого не заметно в 30‑секундном видеоролике с пробным циклом.
Хуже того, машина может “функционировать” и при этом быть опасной. Высокопрочные листы аккумулируют серьёзную энергию возврата. Если радиус пуансона неверный и управление усилием неточное, вы фактически создали стальную катапульту. Эта опасность не проявляется во время холостого хода.
Так если “она включается” не говорит вам ничего о точности или безопасности, что реально влияет на стоимость?
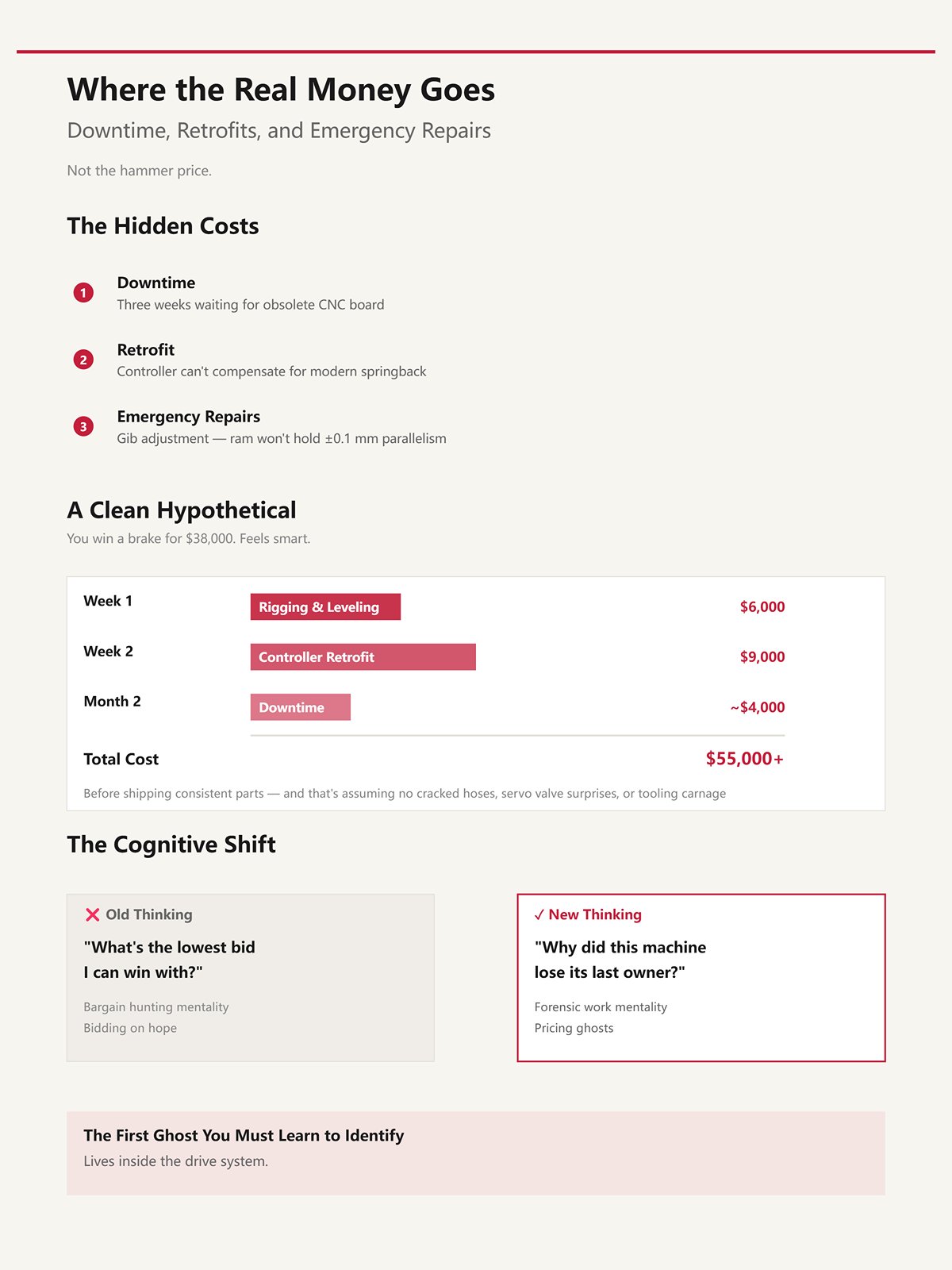
Не в цену с молотка.
Простой, пока вы ждёте три недели поставку устаревшей платы ЧПУ. Модернизация, потому что контроллер не способен корректно учитывать современные таблицы возврата. Срочная регулировка направляющих, потому что ползун не держит параллельность лучше, чем ±0,1 мм по всей ширине стола.
Разберём чистый гипотетический пример. Вы выигрываете пресс‑тормоз за $38 000. Кажется, удачная сделка.
Первая неделя: $6 000 на погрузку и выравнивание. Вторая неделя: $9 000 на модернизацию контроллера, потому что запчасти сняты с производства. Второй месяц: два дня простоя в поисках причины неустойчивого угла, которая сводится к зазору в направляющих.
Вы уже превысили $55 000, прежде чем сможете выпускать стабильные детали — и это при условии, что не окажется треснувших шлангов, неожиданных проблем с сервоклапанами или разрушенного инструмента из‑за роста усилия.
Переосмысление, которое вам необходимо, простое: перестаньте спрашивать “С какой минимальной ставкой я могу выиграть?”
Начните спрашивать “Почему предыдущий владелец избавился от этой машины — и сколько мне будет стоить устранить эти причины?”
Потому что, когда вы начинаете рассматривать аукционы как судебно‑технический анализ, а не как охоту за выгодой, вы перестаёте делать ставки на надежду и начинаете оценивать призраков.
А первый призрак, которого вам стоит научиться распознавать, обитает внутри привода.
Вы стоите на холодном бетоне в 9:12 утра. Аукционист уже пропотел насквозь. Перед вами: 12‑футовый гидравлический, электрический середины 2000‑х и старый механический маховичный зверь, который, похоже, когда‑то штамповал детали для танков. Все трое “работают”. Все трое выглядят прилично с расстояния десяти футов.
Так как определить, какой из них — восстановимый актив, а какой — ежедневный налог на каждое отправленное вами изделие?
Вы начинаете с наблюдения за тем, как каждая система привода выходит из строя с возрастом. Не с буклета. С шаблона износа. Гидравлика «плывёт». Механика разбалтывается. Электрика становится тише прямо перед тем, как становится дорогой. Разные призраки. Разные счета. И если вы не умеете читать эти признаки, вы просто толкаете фишки в банк, надеясь, что карты к вам благосклонны.
Давайте разберём их так, как это сделал бы брокер, которому приходилось перепродавать собственные ошибки.
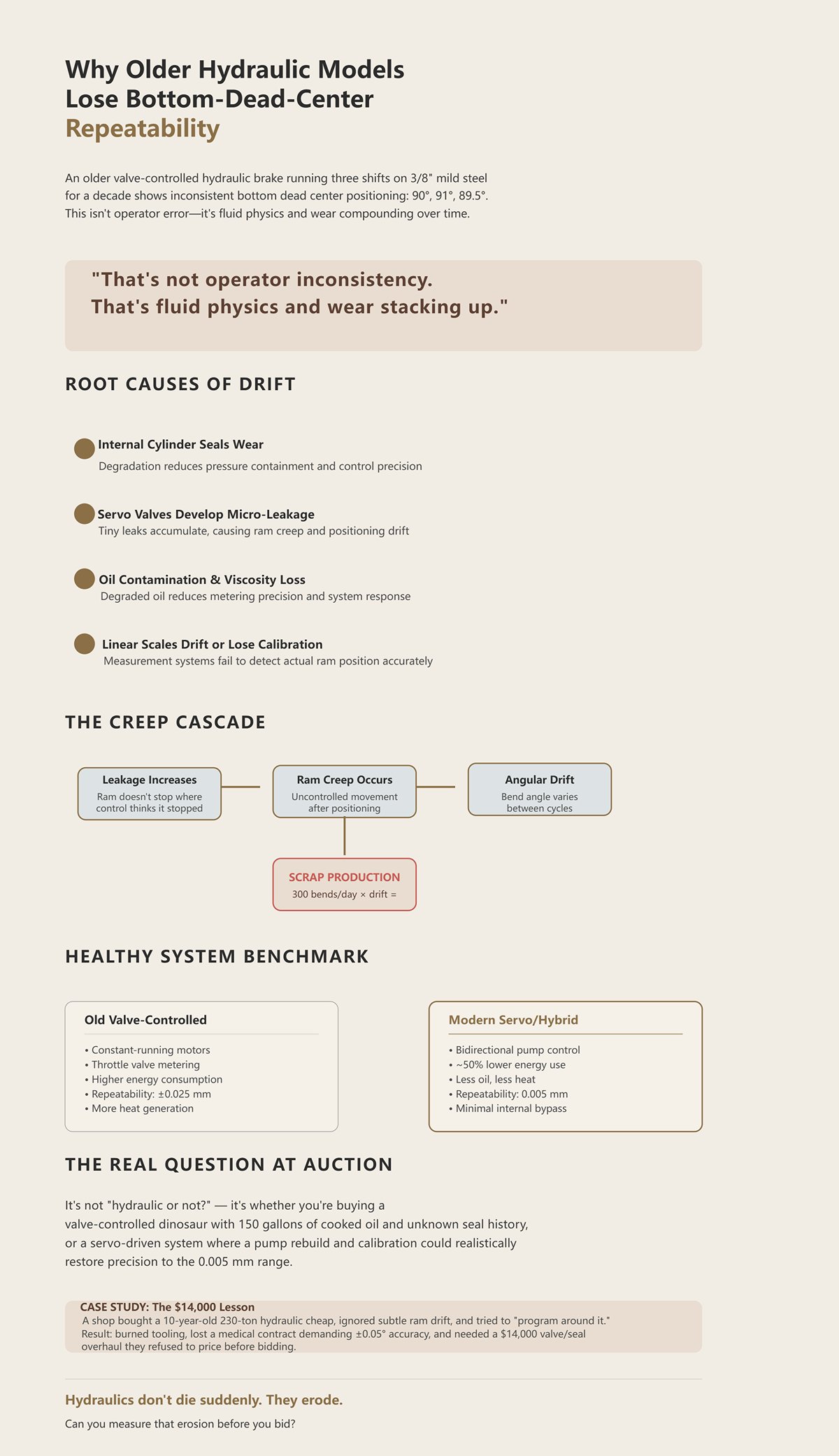
Представьте старый гидравлический пресс-тормоз с управлением клапанами, который десять лет отработал три смены на стали 3/8″. Вы опускаете ползун до нижней мёртвой точки — это самая нижняя точка хода, где формируется угол. Первый удар — 90°. Второй — 91°. Третий — 89,5°. Программа та же.
Это не “нестабильность оператора”. Это физика жидкости и накопленный износ.
Гидравлические системы зависят от объёма масла, давления и точного дозирования этого масла через сервоклапаны или пропорциональные клапаны. Со временем:
Под нагрузкой масло немного сжимается. Когда уплотнения и клапаны герметичны, система управления компенсирует это, и можно удерживать впечатляющее позиционирование ползуна — я видел, как исправная гидравлика повторяла в пределах ±0,025 мм по ползуну. Но когда утечки увеличиваются, ползун не останавливается точно там, где система считает, что он остановился. Он “ползёт”.
Этот «ползунок» проявляется как отклонение нижней мёртвой точки. Что проявляется как угловой дрейф. Что проявляется как брак.
Теперь умножьте это на 300 гибов в день.
Дешёвый гидравлический пресс с дрейфующей нижней мёртвой точкой — это не выгодная покупка, а дозированная утечка в вашу прибыль.
Вот где неопытные покупатели обжигаются: они предполагают, что “старая гидравлика” автоматически значит «разболтанная». Не всегда. Современные сервонасосные или гибридные системы используют двунаправленное управление насосом вместо постоянно работающих двигателей и дроссельных клапанов. Они могут сократить потребление энергии примерно наполовину по сравнению с классической клапанной гидравликой и обеспечивать повторяемость позиционирования в пределах 0,005 мм, если находятся в хорошем состоянии. Меньше масла. Меньше тепла. Меньше внутренних утечек.
Так что настоящий вопрос на аукционе — не “гидравлика или нет?”
А: клапанная «динозавр»-система со 150 галлонами перегретого масла и неизвестной историей уплотнений — или сервоприводная система, в которой восстановление насоса и перекалибровка реально могут вернуть точность?
Я видел, как цех обанкротился, купив дешёвый 10-летний 230-тонный гидравлический пресс, проигнорировав лёгкий дрейф ползуна и пытаясь “программно его обойти”. Они спалили оснастку, потеряли медицинский контракт, который требовал точность ±0,05°, и они обвиняли своего оператора гибочного пресса, пока тот не уволился. Машине требовалась переустановка клапана и уплотнителя $14,000, которую они отказались оценить перед подачей заявки.
Гидравлика не умирает внезапно. Она изнашивается.
Можете ли вы измерить этот износ до подачи заявки?
Теперь пройдитесь до механического пресса.
Большой маховик. Муфта. Фиксированный ход. Когда он срабатывает, то одинаково каждый раз. Никакой сжимаемости масла. Никакого дрожания сервоклапана. Только вращательное усилие, преобразованное в линейное. Ползун опускается на одинаковую глубину, если только тяги и направляющие не изношены до люфта.
Вы услышите, как кто-то насмешливо говорит: “Всего ±0,5°–±1° точности.”
По сравнению с точно настроенной гидравлической системой ЧПУ, удерживающей ±0,05°, это звучит как доисторическая техника.
Но давайте конкретизируем.
Предположим, вы гнёте кронштейны из A36 толщиной 1/4″ для сельскохозяйственного оборудования. Допуск на чертеже: ±1°. Большой объём. Один и тот же изгиб весь день. Механическая система с равномерной передачей усилия может быть безжалостно стабильной для такой работы. Меньше электронных слоёв. Проще обслуживание. Лёгкий ремонт муфты. Никаких гидравлических утечек, которые нужно искать.
В такой среде гоняться за электрической точностью — это просто избыточная трата денег.
Где механические прессы становятся опасными — это универсальность. Фиксированный ход означает, что вы не получите тонкое программное управление глубиной без механической регулировки. Сложные многоступенчатые воздушные изгибы? Точная компенсация упругого возврата? Забудьте. А когда пальцы и втулки тяг изнашиваются, возникает угловое отклонение, которое сложнее компенсировать цифровыми методами, потому что нет развитого слоя компенсации.
Люфт в приводе превращается в угловую ошибку на детали. Это механическая геометрия, а не программное обеспечение.
Вот скрытая фантомная стоимость: если ваш набор контрактов изменится — скажем, вы получите заказ на авиационные кронштейны с допуском ±0,25° — этот же механический пресс уже не будет “дешёвым”. Это потолок производственных возможностей. Вы либо будете перегибать и подкладывать прокладки под штампы, как в 1987 году, либо потеряете заказ.
Ползучесть тоннажа тоже играет здесь роль. Механические прессы развивают пиковое усилие в определённой точке хода. Если толщина вашего материала колеблется, а вы работаете почти на пределе, вы не получите адаптивного контроля давления, который дают гидравлические системы. Вот так инструмент ломается, а операторы нервничают.
Так что нет, ±0,5°–±1° это не приведёт к автоматической катастрофе.
Но если ваш доход зависит от контрактов с жёсткими допусками, ограничение механического пресса — не теория. Оно уже заложено в цену тех заказов, которые вы даже не можете предложить.
Вы покупаете оборудование под ту работу, что у вас есть, — или под ту, которую хотите выиграть?
А теперь поговорим об электрических системах.
Шарико-винтовые или ремённые сервосистемы. Без гидравлического масла. Прямой привод для максимальной точности. Тихие. Чистые. Энергоэффективные. Для лёгкого и среднего тоннажа они прекрасны, когда находятся в хорошем состоянии.
Я наблюдал, как один электропресс середины 2010-х весь день обрабатывал нержавейку толщиной 14 калибра. Ползун останавливался, словно ударился о гранитный блок. Задний упор вставал на место мгновенно. Отклонение угла по детали длиной 6 футов оставалось в пределах ±0.1° без всяких проблем. Такая повторяемость сокращает время проверки первой детали, количество перегибов и постоянный контроль со стороны оператора.
Это реальные деньги.
Но у стареющих электрических систем есть свои призраки. Шариковые винты изнашиваются. Серводвигатели теряют точность энкодеров. Приводы устаревают. И когда выходит из строя запатентованная плата управления, вы уже не ремонтируете гидравлический клапан $600 — вы молитесь, чтобы производитель всё ещё отвечал на звонки.
Так когда же имеет смысл подавать агрессивную заявку?
Когда совпадают три условия:
Если люфт минимален, а управление активное и современное, стареющий электрический пресс может превзойти старый гидравлический с клапанами по точности и энергоэффективности, при этом сокращая количество переменных. В среде с большим разнообразием продукции и жесткими допусками такая стабильность напрямую превращается в больший выход годных изделий с первого прохода и меньшее время наладки.
Вот тогда аукцион перестаёт быть эмоциональным. Он становится стратегическим.
Но вот загвоздка — и именно на этом ученики теряют бюджет — тип привода сам по себе больше не определяет живучесть. Гибридные электро-гидравлические системы сочетают точность сервоуправления с мощью гидравлики. Некоторые из них превосходят чисто электрические по универсальности и чисто гидравлические по эффективности.
Так если системы привода стареют предсказуемо — дрейф, люфт, обратный ход — а гибриды стирают границы, какой компонент в итоге определяет, можно ли исправить эти механические грехи… или они запечатаны навсегда?
Единственный компонент, который решает, можно ли исправить ошибки старения или они закреплены навсегда?
Контроллер.
Мне всё равно, гидравлика это, электрика, гибрид или пресс, приводимый в действие хомячком на эспрессо. Если ЧПУ не может считывать обратную связь, подавать пропорциональные команды коррекции и при этом оставаться обслуживаемым спустя пять лет, вы покупаете не листогиб, а рам с фиксированной глубиной и собственным мнением.
Прошлой весной я стоял на складе, глядя на европейский листогиб мощностью 175 тонн. Краска всё ещё блестела. Направляющие чистые. Ползун двигался плавно. Экран зажёгся. Но вот — он “включился”. Это та ложь, на которую попадаются. Владелец прошептал: “Контроллер немного глючит”. Перевод: периодические сбои при загрузке, задний упор теряет связь во время цикла, коррекция угла отключена, потому что плата энкодера была обойдена.
Тип привода больше не имел значения. Без исправного управления ни один механический грех нельзя было устранить. Будущее машины было написано не в утечках масла или износе ходового винта — оно было написано в кремнии.
Так что вы не спрашиваете: “Это гидравлика или электрика?”
Вы спрашиваете: “Мозг жив — и могу ли я сохранить его живым?”
Давайте перейдём к конкретике.
Новая материнская плата CybTouch 15 пятнадцатилетней давности всё ещё доступна примерно за $1,375. Экраны и передние панели стоят свыше двух тысяч. Это удивляет учеников. Они думают, что “проприетарный” означает «вымерший». Иногда это не так.
Теперь ловушка: доступность запчастей не равна живучести системы.
Если этот контроллер корректно взаимодействует с серво-клапанами ±10VDC, считывает линейные шкалы и замыкает контур достаточно быстро, чтобы поддерживать точность ±0,05°, у вас есть то, что стоит сохранить. Поменяйте плату, откалибруйте — и можно снова работать.
Но предположим, что производитель прекратил выпуск сервоусилителя, который соединяет ЧПУ и гидравлический блок клапанов. Материнская плата может быть доступна — а слой интеграции нет. Теперь вы попадаете в область модернизации.
Я видел, как мастерская заменила вышедший из строя контроллер заднего упора Automec на систему с ноутбуком и шаговым двигателем стоимостью $158. Для позиционирования оси X это сработало. Дёшево и эффективно.
Потом они попытались применить ту же логику к оси ползуна, требующей аналогового управления клапаном и обратной связи по энкодеру. Mach3 плохо говорит на языке промышленных серво. Листогиб превратился в машину для угадывания. Дрейф угла. Непостоянное дожимание. Скапливающийся брак. И внезапно этот “дешёвый ретрофит” потребовал комплект замкнутого контура стоимостью $15,000 с новыми приводами и шкалами, чтобы сделать его пригодным для производства.
Я видел, как одна мастерская разорилась, потому что они купили дешевую 200-тонную пресс-тормозную машину 1990-х годов, полагая, что смогут “просто модернизировать управление”. К тому времени, как они заменили серводвигатели, шкалы и полностью перепроводили шкаф, они вбухали $28 000 в станок, который в лучшем случае стоил $35 000. Они восемь месяцев гонялись за фантомными ошибками, пока их конкуренты отправляли детали.
Вопрос не в том, существует ли материнская плата.
А в том, может ли вся система обратной связи — шкалы, приводы, интерфейсы клапанов, прошивка — работать без превращения станка в научный эксперимент.
Если контроллер не может компенсировать износ, вы застреваете с той механической реальностью, которую дает чугун. И это подводит нас к числу, которое соблазняет новичков на аукционах: тоннажу.
На табличке написано: 230 тонн, 12 футов.
Звучит солидно.
А теперь представьте, что вы гнете сталь AR400 толщиной 1/2″ на длине 10 футов. Высокая прочность на разрыв. Минимум прощения ошибок. Вы работаете почти на пределе номинальной мощности. На бумаге 230 тонн достаточно.
Но номинальный тоннаж рассчитывается на определенном расстоянии от нижней точки хода — часто за 1/2″ до нижней мертвой точки — и обычно предполагает мягкую сталь. Измените ширину V-матрицы, прочность материала на разрыв, длину гиба — и это число меняется весьма быстро.
Вот где начинают проявляться скрытые затраты.
Если ваш контроллер не способен компенсировать прогиб по всей длине станины — нет управления выгибом, нет обратной связи по углу в реальном времени — ваш “230-тонный” пресс-тормоз может обеспечивать стабильные результаты лишь на 8 футах из ваших 10. Остальное — город прокладок. Это и есть «ползучесть тоннажа»: попытки достичь теоретического усилия, потому что управление не может его правильно распределить или контролировать.
Представьте прибыльную мастерскую, где отрегулированный пресс обеспечивает ±0,25° точности на длине 10 футов. Они хвастаются не тоннажем. Они хвастаются воспроизводимостью под нагрузкой.
Слабый контроллер превращает высокий тоннаж в грубую силу. Мощный контроллер превращает средний тоннаж в точность.
Какое из этих чисел реально приносит вам прибыль?
И даже это при условии, что геометрия вообще позволяет изготовить деталь.
| Тема | Подробности |
|---|---|
| Тоннаж на бумаге против реальной мощности | Номинальный тоннаж не всегда равен реальной способности к гибке для вашего конкретного материала и настройки. |
| Номинал на табличке станка | На табличке написано: 230 тонн, 12 футов — звучит внушительно. |
| Реальный сценарий | Гибка листа AR400 толщиной 1/2″ на длине 10 футов требует высокой прочности на растяжение и минимальной погрешности, работа происходит почти на предельной нагрузке. |
| Предположения по номинальной тоннажности | Рассчитывается на определённом расстоянии от нижней точки хода (часто на 1/2″ выше мёртвой точки) и, как правило, предполагает использование мягкой стали. |
| Переменные, влияющие на мощность | Изменение ширины V-матрицы, прочности материала на растяжение или длины гиба быстро изменяет фактические требования по тоннажу. |
| Скрытые (призрачные) затраты | Появляются разрывы в производительности, когда станок и контроллер не могут поддерживать стабильную работу по всей длине. |
| Компенсация прогиба | Без управления бомбировкой или обратной связи по углу в реальном времени “230-тонный” пресс может давать стабильные результаты только на 8 из 10 футов. |
| Рост требуемого тоннажа | Погоня за теоретической силой из-за того, что система управления не может правильно распределять или контролировать нагрузку. |
| Пример прибыльного цеха | Цехи, обеспечивающие точность ±0,25° на 10 футах, сосредотачиваются на повторяемости под нагрузкой, а не просто на тоннаже. |
| Влияние контроллера | Слабый контроллер превращает высокий тоннаж в грубую силу; надёжный контроллер превращает умеренный тоннаж в точность. |
| Вопрос о прибыли | Какой показатель действительно приносит прибыль — чистая тоннажность или управляемая точность? |
| Ограничение геометрии | Даже достаточная тоннажность предполагает, что геометрия детали вообще позволяет выполнить гиб. |
Я наблюдал, как покупатель приобрёл 150-тонный листогиб буквально за бесценок. Середина 2000‑х. Хороший бренд. Чистая гидравлика. Он планировал гнуть высокие коробчатые секции для архитектурных панелей.
Он никогда не проверил просвет.
Просвет — это расстояние между столом и ползуном в полностью открытом положении. Высота в закрытом положении — это минимальное расстояние в нижней точке хода. Ход ползуна — это то, насколько далеко ползун фактически перемещается. Эти три параметра определяют, помещаются ли ваш инструмент и деталь физически внутри машины.
У его пресса был просвет 18 дюймов. Его комплект инструментов для коробов требовал 21.
Неважно, насколько новая машина. Неважно, насколько современный контроллер. Железо не растянется.
Теперь свяжем это с состоянием системы управления.
Если ход ползуна на пределе, умный контроллер иногда может оптимизировать скорость подхода, зоны замедления и позиционирование в нижней мёртвой точке, чтобы выжать полезное пространство для гибки, сохранив повторяемость ±0,1 мм на глубине. Если контроллер устаревший и примитивный, вы получаете фиксированную логику подхода и грубое позиционирование. Меньше полезного рабочего пространства. Больше компромиссов при наладке.
Возраст не определяет возможности.
Их определяют геометрия и управляемость.
Так что, прежде чем поднимать цифрованную табличку на аукционе, измерьте просвет. Подтвердите высоту в закрытом положении. Проверьте ход. А затем «допросите» контроллер, как будто он вам должен денег.
Потому что, когда вы соскребаете краску, снимаете яркие шильдики и забываете о рекламных цифрах по усилию, остаётся одна суровая истина:
Если ЧПУ не может считывать, вычислять и отдавать корректирующие команды — и если вы не можете поддерживать этот мозг в рабочем состоянии — все остальные характеристики машины не больше, чем открытые карты на покерном столе.
Скрытая карта — контроллер.
И следующий вопрос — это не “Она хорошая?”
А “Как доказать это до торгов?”
Прошлой весной я стоял перед 10‑футовым, 175‑тонным листогибом на предпросмотре аукциона. Свежая краска. Новые уплотнители. Ползун двигался плавно. Но когда я закрепил индикатор часового типа на столе и надавил рукой на балку заднего упора, стрелка дёрнулась на 0,012″ ещё до того, как сработал сервопривод.
Продавец сказал: “Контроллер в порядке. Он загружается”.”
Но знаете — “оно ведь включается”.”
Если состояние контроллера — это скрытая рука за покерным столом, то вот как распознать сигналы, прежде чем поставить все фишки. Не доверяй экрану. Проверь контур обратной связи. Загрузите конструкцию. Измерьте то, что не должно двигаться.
Фотографии показывают краску и тоннаж. Они не показывают потерянное движение между шариковым винтом и его гайкой, или ползун, который столько раз упирался в нижнее положение, что направляющие стали колоколом. Если контроллер не способен обнаружить или исправить эти ошибки достаточно быстро, чтобы удерживать точность ±0,05° нагрузку, цена с молотка — это лишь ставка в игре.
Так как же это проверить до того, как сделать ставку?
Создайте матрицу — износ инструмента, люфт по осям, гидравлическая достоверность — и измеряйте, а не угадывайте.
Подойдите к набору пуансон и матрица. Игнорируйте ржавые пятна. Посмотрите на рисунок износа.
Однажды я снял с машины сегментированную четырёхстороннюю матрицу и обнаружил, что центральные 3 фута отполированы до блеска, как хром, тогда как внешние секции всё ещё имели заводские следы шлифовки. Это говорит о том, что операторы работали в центре стола. Повторные работы с большим тоннажем в одной зоне. Вот он, физический проявление “ползущего” тоннажа.
Теперь спросите — почему.
Если контроллер и система компенсации прогиба были исправны, прогиб по десяти футам компенсировался бы. Детали проходили бы всю длину. Равномерный износ. Когда вы видите локализованный блеск, вы смотрите на одну из двух историй: либо в цеху гнули только короткие детали, либо концы не удерживали угол в пределах допуска, и операторы их избегали.
Вот он — ваш поворотный момент.
Опустите ползун на параллели по всей длине стола. Поставьте индикатор 0,0005″ слева, в центре, справа. Подведите ползун к лёгкому касанию, затем постепенно увеличивайте давление. Следите за отклонением. Современный контроллер с рабочими линейными шкалами должен динамически корректировать прогиб рамы. Если видите, что один конец отстаёт без компенсации, значит контур обратной связи не замыкается так, как утверждает экран.
И вот грязный секрет: высококлассные многоосевые контроллеры могут скрывать структурные грехи. Они автоматически корректируют глубину, чтобы достичь нужного угла, даже если ползун слегка перекошен. Вы получите детали в допуске — на некоторое время. Но постоянная коррекция ускоряет износ направляющих и сокращает срок службы клапанов. Контроллер превращается в костыль для уставшего железа.
Я видел, как один цех закрылся, потому что доверился флагманскому ЧПУ “разобраться с проблемой”. Машина держала угол — пока не вышла из строя линейная шкала, и никто не заметил, что ползун механически наклонён на 0,3 мм по всей длине стола. Когда резервный энкодер взял управление, количество брака удвоилось за одну ночь.
Износ инструмента — первый сигнал. Он задаёт прямой вопрос: этот пресс ровный, потому что он здоров — или ровный, потому что программное обеспечение изо всех сил старается?
Теперь закрепите индикатор на пальце заднего упора. Обнулите его. Потяните и толкните вдоль оси X вручную при включённых серво-приводах.
В жёсткой системе вы можете увидеть 0,001″–0,003″ упругого движения — закручивание шарикового винта и податливость сервопривода. Это нормально. Когда вы видите 0,010″–0,020″ до появления сопротивления, значит перед вами люфт или изношенные линейные подшипники.
Вот где новички путаются.
Одноосевой (только X) моторизованный калибр с ручным позиционированием пальцем всё ещё может производить хорошие детали, если оператор знает свои смещения. Люфт в каретке пальца не всегда фатален. Но люфт между мотором и винтом? Это накопленная ошибка, которую контроллеру приходится отслеживать каждый цикл.
Задайте команду 10.000″. Измерьте фактическое положение упора десять раз. Если разброс превышает повторяемость ±0,1 мм без контакта с материалом, ось нестабильна. Контроллер может показывать идеальные цифры, тогда как механический узел — муфта, упорный подшипник, шариковая гайка — «плавает».
И помните: многоосевые калибры (X, R, Z1, Z2) добавляют больше подшипников, больше винтов, больше шансов накопить ошибки. Они великолепны, когда исправны. Они убивают бюджет, когда изношены.
Я видел, как покупатели считают: “это же ЧПУ, значит, точное”. А потом обнаруживают, что шариковый винт по оси X имеет измеримый осевой люфт, а производитель прекратил выпуск согласованных гаечных сборок. Теперь вас ждёт заказная механическая обработка или полный модернизационный комплект.
Так что допустимо?
Если осевой люфт можно убрать регулировкой гайки и упорных подшипников, и удаётся восстановить повторяемость в пределах ±0,05 мм по всему ходу, вы находитесь в зоне обслуживания. Если винт покрыт раковинами, направляющие зазубрены, а таблицы компенсации задействованы на максимум лишь для попадания в номинал — вы смотрите на капитальный ремонт.
И ничего из этого вы не увидите на фото с аукциона.
Встаньте позади машины во время хода. Прислушайтесь.
Здоровая гидросистема издаёт равномерный звук нагрузки. Если вы слышите пульсации возле нижней мёртвой точки, это может означать внутренний перепуск в уплотнениях цилиндра. Плунжер всё ещё движется, но давление не держится стабильно при выдержке.
Теперь установите плунжер в нижнее положение при умеренном давлении и наблюдайте за показаниями позиции. Если смещение больше чем 0,02 мм в течение 10–15 секунд без управляющих команд, жидкость просачивается где-то. Контроллер может выдать коррекцию — если клапаны и датчики реагируют достаточно быстро. Если нет, вы получите угловое ослабление на длинных гибах.
Проверьте направляющие. Ищите неравномерные следы износа или задира. Чрезмерный зазор здесь позволяет плунжеру крениться под несимметричной нагрузкой. Контроллер может компенсировать одну сторону, используя независимое управление Y1/Y2, но это предполагает, что линейные датчики надёжны, а сервоклапаны чисто реагируют на сигналы ±10В без гистерезиса.
А теперь о прижиме (коронировании).
Ручные клиновые системы изнашиваются в местах контакта. ЧПУ-коронирование использует небольшие моторы или гидравлику для предварительного прогиба станины. Если механизм коронирования заедает или имеет «мертвые зоны», модель прогиба контроллера превращается в фикцию. Вы будете гоняться за углом по всей длине с прокладками, как будто на дворе 1985 год.
И вот суровая правда, как за покерным столом: все эти дефекты могут сосуществовать при экране, который выглядит идеально, и плунжере, который ходит плавно без нагрузки.
Инспекционная матрица заставляет вас сопоставлять три вещи: заданное положение, измеренное движение и структурную реакцию под давлением. Если они не совпадают механически — не цифрово — вы покупаете не выгодную сделку, а отсроченную физику.
Итак, когда вы измерили люфт, нанесли износ на карту и посмотрели, как гидроцилиндр держит — или не держит — позицию, следующий вопрос — не “Работает ли он?”
А “Во сколько мне обойдётся сделать его честным?”
Вы измерили износ. Вы видели, как гидроцилиндр борется сам с собой под нагрузкой. Теперь единственный важный вопрос — какую цифру вы напишете на своей карточке участника торгов, чтобы не спалить бюджет на эксплуатацию?
Вот как превратить механическую истину в деньги.
Думайте о цене молотка как о номинале покерной руки. Краска и демонстрация “включено питание” — это видимые карты. Настоящая игра — в сигналах: задержке привода, устаревшем контроллере, дрейфе под давлением — и у каждого сигнала есть цена, если удосужиться её посчитать. Вы покупаете не железо. Вы покупаете стоимость приведения этого железа в состояние, когда оно будет гнуть детали точность ±0,05° в первый день.
Пропустите одного “призрака” — и «сделка» перестаёт быть сделкой.
Начните с скучного. Оно никогда не бывает скучным, когда приходит счёт.
120-тонный пресс-тормоз не телепортируется с аукционного зала прямо в ваш цех. Вы платите за такелажников, краны, разрешения, платформы, страховые полисы и «удовольствие» наблюдать, как погрузчик осторожно проходит мимо дверного проёма с 18 000 фунтов ответственности, качающихся в воздухе. А потом — ваш пол. Если ваша плита 4 дюйма, а станку нужно 8 с арматурой и заливкой, вы будете резать бетон прежде, чем резать металл.
Гипотетически, но часто бывает: вы “крадёте” пресс‑тормоз на $40 000 дешевле рынка. Такелаж и транспортировка обходятся в $12 000. Электропроводка и преобразование фаз — $6 000. Новые анкера, заливка и выходные, потраченные на бетон и его набор прочности? Ещё $8 000 между трудозатратами и упущенным производством. Ваша «выигранная» $40 000 мгновенно сокращается до $14 000 — и мы ещё не заглядывали внутрь станка.
Рост тоннажа — тихий убийца. Вы покупаете более мощный пресс‑тормоз, чем нужно, потому что это выглядит как запас прочности. Теперь требуются более тяжёлый такелаж, усиление пола, возможно, больший трансформатор. Мощность, за которую вы не выставите счёт, но всегда платите при перемещении.
Я видел, как цех обанкротился, потому что гнался за тоннажем на аукционе, а потом выяснил, что здание не может законно выдержать точечную нагрузку без структурных работ, которые они не могли профинансировать.
Поэтому перед тем как делать ставку, включите пункт «логистика» в смету так, будто станок уже ваш. Если скидка исчезает на бумаге, в реальной жизни она исчезнет ещё быстрее.
А если вы уже тратите эти деньги, чтобы поставить оборудование, что произойдёт, когда OSHA зайдёт и посмотрит на ограждения?
Аукционные объявления обожают фразу “включает световые завесы”.”
Эта фраза может означать “бесплатное обновление системы безопасности”. А может — “дорогой металлолом”.”
Если тормоз представляет собой механическую муфту полного оборота — распространённую на старых машинах из чугуна — то световые завесы не могут легально служить единственным средством защиты в зоне действия по современным стандартам. Это не мелкая настройка. Это фундаментальное несоответствие между типом привода и способом защиты. Вы не просто переносите датчики. Вы создаёте иную архитектуру безопасности.
Даже на гидравлических машинах расположение имеет значение. Правило постоянной скорости движения руки требует размещать завесы на минимальном расстоянии от опасной зоны. Поставите их слишком близко — не пройдёте инспекцию. Разместите достаточно далеко, чтобы пройти проверку, — и можете заблокировать работу с мелкими деталями, если не переработаете оснастку или не добавите дополнительную защиту. Теперь ваша “соответствующая стандартам” установка становится узким местом для производительности.
А производительность — это затрата.
Старые завесы, сертифицированные по устаревшим стандартам, могут потребовать проверки третьей стороной, чтобы доказать, что они не создадут опасности при электрических помехах. Если вы не можете задокументировать проявленную добросовестность и кто-то пострадает, судебные издержки многократно превысят выгоду от покупки на аукционе.
Я видел, как один цех обанкротился, потому что решил: “у нас есть световые завесы, значит, всё в порядке”, — и лишь во время аудита клиента узнал, что их защитные меры не соответствовали стандартам и не подлежали страхованию до замены.
Считайте так: современная система световых завес, интеграция с реле безопасности или ПЛК, проводка, программирование, проверка, документация и обучение. Если итоговая сумма кажется неудобной — отлично. Этот дискомфорт означает честность.
Потому что самая дорогая остановка не происходит во время установки.
Она происходит, когда вы впервые включаете автоматический выключатель.
Вот фантазия: ползун работал плавно на аукционе. Вы разгрузили машину, подключили, нажали “пуск” — и уже к понедельнику гнёте металл.
Вот реальность: но ведь — она “включилась”.”
Сбои при запуске — это не зрелищные взрывы. Это тихие отказы. Серводрайв выдаёт ошибку под нагрузкой. Устаревший ЧПУ загружается, а затем выбрасывает ошибку параметров, потому что батарея, поддерживавшая память, разрядилась при транспортировке. Пропорциональный клапан заклинивает после шести месяцев простоя. Ничего из этого не видно в пятиминутной демонстрации.
Так что вы присваиваете риску числовое значение.
Если ваш цех зарабатывает 15 000 $ в день на этой ячейке, а неудачный запуск обойдётся в две недели простоя из-за диагностики, закупки запчастей и приезда специалистов, то это 150 000 $ упущенной выгоды. Добавьте ставки аварийных вызовов и срочную доставку. Теперь ваш дешёвый пресс требует дань ещё до того, как произведёт хоть одну продаваемую деталь.
Вот здесь вы перестаёте мыслить как покупатель и начинаете думать как посредник. Вы создаёте три колонки до дня аукциона:
Добавьте их к цене молотка. Эта сумма и есть ваша реальная стоимость приобретения.
И только после этого определите максимальную ставку, задав себе жёсткий вопрос: при этой общей сумме сможет ли эта машина всё ещё приносить прибыль по сравнению с покупкой более нового оборудования или стоит вовсе отказаться?
Если ответ «да», вы делаете агрессивную ставку и спокойно спите ночью. Если маржа невелика, вы ставите осторожно. Если призраки съедают прибыль до первого поворота, вы держите весло опущенным.
Потому что выиграть аукцион легко.
Выигрывать после того, как грузовик уехал, — вот что действительно имеет значение.
Вы не проверяете скрытые риски с оптимизмом. Вы проверяете их с помощью контрольного списка и секундомера.
В день аукциона вы пришли не любоваться краской. Вы пришли заставить машину говорить правду под нагрузкой. Прокрутите её горячей, не один раз, а десять. Гните настоящий материал, а не воздух. Измерьте угол на обоих концах стола. Если вы видите отклонение, выходящее за пределы ±0,5° на простом изгибе в 90° без корректировки прогиба, вы смотрите на износ, сбой компенсации или деградацию программирования. Это не косметика. Это маржа, истекающая кровью по одному градусу за раз.
Возьмите индикатор часового типа. Проверьте повторяемость заднего упора. Если он блуждает более чем на ±0,1 мм при многократных перемещениях, вы имеете дело с люфтом направляющих или износом шарикового винта, который сам себя не исправит. Несовмещение пуансона более чем на 0,1 мм уже достаточно, чтобы начать постоянный поток брака, особенно на тонком материале, где упругая отдача — это настоящая бойня. Проверяйте измерениями, а не вопросом аукционисту, “работала ли машина на прошлой неделе”.”
Я видел, как мастерская разорилась, доверившись демонстрационному удару за пять минут, чтобы после доставки обнаружить, что угловое отклонение ползло за ±1,5° как только масло прогрелось — процент годных первых деталей упал ниже 85%, а клиент не стал ждать ремонта.
Так что фильтр начинается до эмоций. Вы определяете, как выглядит “приемлемо” в цифрах, и если машина не может достичь этих показателей на площадке, вы не делаете ставку.
Но какими именно являются эти цифры для вашего цеха?
Минимально допустимые характеристики — это не самые большие цифры в буклете. Это самые маленькие цифры, которые удерживают ваши контракты в силе.
Сначала усилие. Рассчитайте его исходя из самой толстой регулярной работы, а не из монстра, приходящего раз в год. Затем добавьте запас на вариацию материала — называйте это практическим запасом, а не запасом для самолюбия. Рост требуемой силы реален: 200-тонный пресс требует более тяжелой оснастки, толще основания, большего обслуживания. Если ваши работы обычно требуют 120 тонн, покупка 300 тонн потому, что это “выгодно”, — это плата за пустое пространство.
Длина стола определяется ассортиментом деталей. Если 80% ваших работ укладываются в 8 футов, то стол длиной 12 футов — мертвый груз, если вы активно не продаёте более длинные детали. Более длинные столы также усиливают проблемы прогиба; системы компенсации и износ рамы становятся более значимыми по мере увеличения ширины.
Точность — вот где любители обманывают себя. Если вы работаете по архитектурным стандартам при ±1°, — хорошо. Если вы стремитесь к медицинскому или аэрокосмическому уровню при точность ±0,05°, стандарт проверки полностью меняется. Теперь вы проверяете обратную связь энкодера, реакцию гидравлического пропорционального клапана и тепловой дрейф. Тормоз, который “держит 90° целый день”, ничего не значит без прикреплённой полосы допуска.
Тип привода определяет будущую кривую технического обслуживания. Старые механические машины с полнооборотными муфтами создают проблемы с архитектурой безопасности. Гидравлика приносит комплекты уплотнений, износ клапанов и возможный дрейф цилиндра. Ранние серво-гидравлические гибриды могут заманить вас в ловушку устаревших приводов. Вы выбираете не ярлык — вы выбираете доступность запасных частей на ближайшие пять лет.
Определите эти характеристики на бумаге до аукциона. Если машина перед вами не соответствует хотя бы одному обязательному условию, решение уже принято.
И если вы настолько дисциплинированы, почему бы не избежать хаоса и не купить у проверенного продавца восстановленных машин?
Ограниченная гарантия — это не ореол. Это перераспределение риска — и читать мелкий шрифт нужно с цинизмом.
Продавцы часто включают машину, заменяют очевидно изношенные детали, иногда перекрашивают, иногда модернизируют контроллер. Это может устранить эффект «рулетки при запуске». Если они предлагают 90 дней на основные узлы, это реальные деньги, снятые с вашей статьи непредвиденных расходов.
Но уточните, что исключено. Изнашивающиеся детали? Электроника? Время на выезд сервисного инженера? Если старый ЧПУ выйдет из строя, а производитель больше его не поддерживает, пункт “в рабочем состоянии на момент продажи” не спасёт вас от дорогостоящей модернизации.
Вот обратная сторона, которую большинство участников торгов упускают: аукционы иногда позволяют увидеть машину в её сыром, неприкрашенном состоянии. Снятые кожухи, открытые панели, видимые утечки. Продавцы иногда непреднамеренно маскируют проблемы свежей краской и аккуратной проводкой.
Я видел, как мастерская разорилась, решив, что восстановление у продавца означает проведённую оценку жизненного цикла, и лишь потом обнаружив, что системы безопасности не соответствуют требованиям, а стоимость доводки уничтожила весь денежный резерв.
Так что вы сравниваете два числа: молотковую цену на аукционе плюс оценённые «привидения» против цены продавца минус уменьшенная неопределённость. Не чувства. Не репутация. А скорректированные итоги.
Что приводит к единственному числу, которое на самом деле имеет значение.
Это ваш момент покера.
Видимые карты: цена с молотка и внешний вид. Скрытые подсказки: износ направляющих, возраст контроллера, дрейф допусков, поддержка запчастей.
Вы уже составили три колонки — известные расходы, вероятные исправления, запасной фонд. Теперь добавьте ещё одну: худший случай исправления для самой дорогой из правдоподобных поломок. Замена контроллера. Капитальный ремонт гидравлики. Полная модернизация системы безопасности.
Вот формула на понятном производственном языке:
Максимальная ставка = (рыночная стоимость сопоставимой надёжной машины)
Если это число меньше текущей ставки — отступай. Без речей. Без гордости.
Представьте прибыльную мастерскую, где отрегулированный пресс обеспечивает ±0,05°, операторы уверены, клиенты спокойны. Эта стабильность стоит больше, чем похвальба дешёвой победой. Твой фильтр защищает эту стабильность.
Менее очевидная часть?
Ты покупаешь не листогибочный пресс. Ты покупаешь изменчивость.
Если итоговое число с учетом риска всё ещё оставляет маржу после самого мрачного реалистичного сценария — делай ставку как хищник. Если нет, пусть кто-то другой потащит этот кусок железа домой и выучит урок, которого ты только что избежал.
Так что, когда аукционист начинает выкрикивать и твой пульс учащается, задай себе один холодный вопрос:
Учёл ли я призраков в цене — или собираюсь сыграть с ними в азартную игру?


















